ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] В настоящей заявке на патент испрашивается приоритет по предварительной заявке на патент США № 61/986,692, поданной 30 апреля 2014 г., содержание которой полностью включено в настоящее описание по ссылке.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] В отрасли производства контейнеров массово и сравнительно экономично производятся металлические контейнеры для напитков по существу идентичной формы. Для расширения диаметра контейнера с созданием фигурного контейнера или увеличения диаметра всего контейнера часто требуется выполнить несколько дополнительных операций, в которых используются несколько разных штампов для раздачи, чтобы расширять каждый металлический контейнер в требуемой степени. Кроме того, использовались штампы для шейкообразования и придания контейнерам нужной формы. Часто требуется выполнить несколько операций с помощью разных обжимных штампов, чтобы сузить каждый металлический контейнер в требуемой степени. Открытые концы контейнеров формируют загибанием кромок, закаткой, отбортовкой, нарезанием резьбы и/или другими операциями, позволяющими устанавливать крышки. Шейкообразование, развальцовка, придание формы и финишные операции иногда приводят к дефектам металла, таким как один или более из следующих: трещины на сгибах, разрыв контейнера, смятие контейнера.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
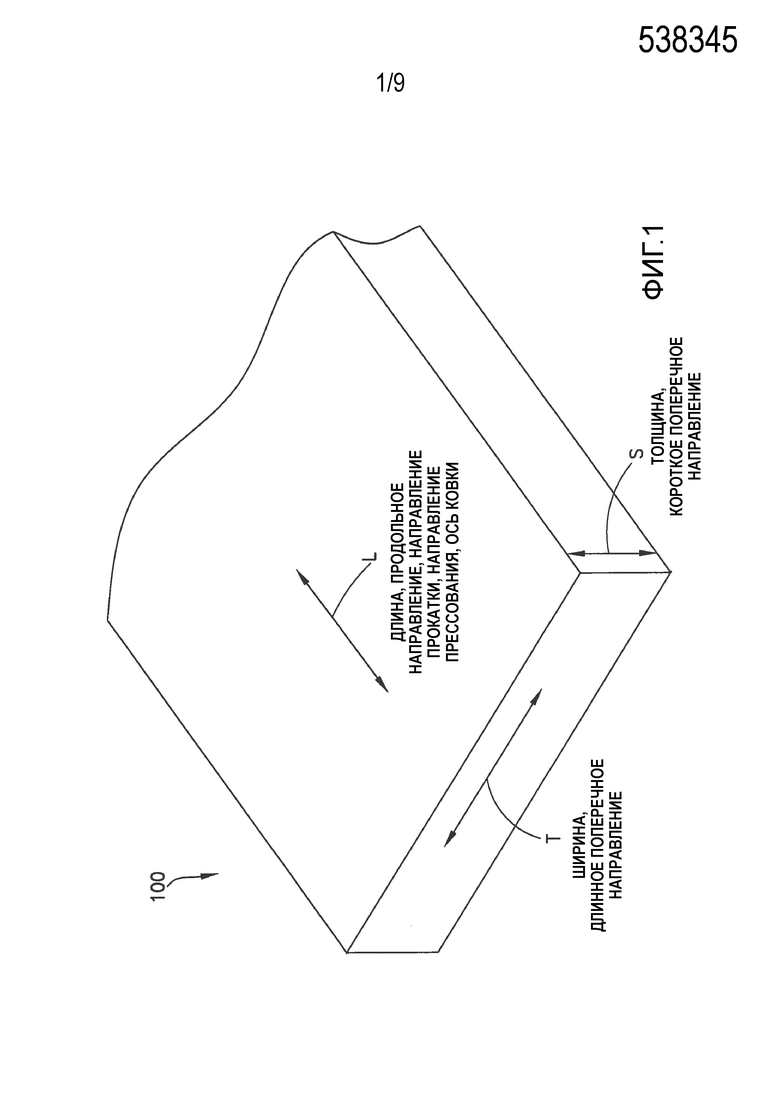
[0003] Как показано на фиг. 1, алюминиевый лист 100 содержит сплав АА 3xxx или 5xxx, имеющий предел текучести при растяжении (ПТР), измеренный в продольном направлении, 27-33 тысяч фунтов на квадратный дюйм (ksi) и предел прочности при растяжении (ППР); при этом предел прочности при растяжении минус предел текучести при растяжении составляет менее 3,30 ksi (ППР-ПТР<3,30 ksi). В некоторых вариантах измеренный в продольном направлении предел текучести при растяжении составляет 28-32 ksi. В некоторых вариантах измеренный в продольном направлении предел текучести при растяжении составляет 28,53-31,14 ksi. В некоторых вариантах предел прочности при растяжении минус предел текучести при растяжении составляет 2,90-3,30 ksi. В некоторых вариантах предел прочности при растяжении минус предел текучести при растяжении составляет 2,99-3,30 ksi. В некоторых вариантах алюминиевый лист содержит один из АА: 3x03, 3x04 или 3x05. В некоторых вариантах алюминиевый лист содержит АА 3104. В некоторых вариантах алюминиевый лист содержит АА5043. В некоторых вариантах предел прочности при растяжении составляет 30-36 ksi. В некоторых вариантах предел прочности при растяжении составляет 31-35 ksi. В некоторых вариантах предел прочности при растяжении составляет 31,51-34,51 ksi.
[0004] В некоторых вариантах указанные выше величины ПТР и (ППР-ПТР) относятся к рулону алюминиевого листа в том виде, в котором он поставляется изготовителю тары. Процесс формования контейнера, выполняемый изготовителем тары, включает процессы термической и механической обработки, т.е. холодной обработки давлением, которые влияют на величины ПТР и (ППР-ПТР). Значения ПТР и (ППР-ПТР) у конкретного контейнера будут варьироваться в зависимости от процессов термической и механической обработки, используемых при формовании контейнера, и эти значения ПТР и (ППР-ПТР) будут варьироваться в разных точках на одном и том же контейнере. Например, боковые стенки контейнера обычно имеют большую нагартовку, что приводит к более высоким значениям ПТР. Термообработки обычно понижают ПТР. Купол контейнера подвергается термообработкам, но незначительной холодной обработке, поэтому ПТР купола формованного контейнера, изготовленного из описанного выше листа, может быть немного ниже, чем ПТР описанного выше листа.
[0005] Как показано на фиг. 2, алюминиевый контейнер 200 имеет купол 210, причем купол 210 содержит сплав АА 3xxx или 5xxx, имеющий измеренный в продольном направлении предел текучести при растяжении 27-33 ksi и предел прочности при растяжении, при этом предел прочности при растяжении минус предел текучести при растяжении составляет менее 3,30 ksi (ППР-ПТР<3,30 ksi). В некоторых вариантах измеренный в продольном направлении предел текучести при растяжении составляет 28-32 ksi. В некоторых вариантах измеренный в продольном направлении предел текучести при растяжении составляет 28,53-31,14 ksi. В некоторых вариантах предел прочности при растяжении минус предел текучести при растяжении составляет 2,90-3,30 ksi. В некоторых вариантах предел прочности при растяжении минус предел текучести при растяжении составляет 2,99-3,30 ksi. В некоторых вариантах купол 210 содержит один из АА: 3x03, 3x04 или 3x05. В некоторых вариантах купол 210 содержит АА 3104. В некоторых вариантах купол содержит АА 5043. В некоторых вариантах предел прочности при растяжении составляет 30-36 ksi. В некоторых вариантах предел прочности при растяжении составляет 31-35 ksi. В некоторых вариантах предел прочности при растяжении составляет 31,51-34,51 ksi. В некоторых вариантах алюминиевый контейнер является бутылкой, В некоторых вариантах алюминиевый контейнер сформован вытяжкой и утонением алюминиевого листа.
[0006] Как показано на фиг. 3, способ содержит: формование 300 контейнера из алюминиевого листа, содержащего сплав 3xxx или 5xxx, имеющий измеренный в продольном направлении предел текучести при растяжении 27-33 ksi и предел прочности при растяжении, при этом предел прочности при растяжении минус предел текучести при растяжении составляет менее 3,30 ksi (ППР-ПТР<3,30 ksi); и уменьшение 310 диаметра части контейнера на по меньшей мере 26%.
[0007] Как показано на фиг. 4, в некоторых вариантах уменьшение 310 диаметра контейнера на по меньшей мере 26% содержит шейкообразование 320 контейнера обжимными штампами. В некоторых вариантах уменьшение 310 диаметра контейнера на по меньшей мере 26% содержит шейкообразование 320 контейнера по меньшей мере 14 раз. В некоторых вариантах диаметр контейнера уменьшают на по меньшей мере 30%.
[0008] В некоторых вариантах измеренный в продольном направлении предел текучести при растяжении составляет 28-32 ksi. В некоторых вариантах измеренный в продольном направлении предел текучести при растяжении составляет 28,53-31,14 ksi. В некоторых вариантах предел прочности при растяжении минус предел текучести при растяжении составляет 2,90-3,30 ksi. В некоторых вариантах предел прочности при растяжении минус предел текучести при растяжении составляет 2,99-3,30 ksi. В некоторых вариантах алюминиевый лист содержит один из АА: 3x03, 3x04, 3x05. В некоторых вариантах алюминиевый лист содержит АА 3104. В некоторых вариантах алюминиевый сплав содержит АА 5043. В некоторых вариантах предел прочности при растяжении составляет 30-36 ksi. В некоторых вариантах предел прочности при растяжении составляет 31-35 ksi. В некоторых вариантах предел прочности при растяжении составляет 31,51-34,51 ksi.
[0009] В некоторых вариантах контейнер является бутылкой.
[0010] Как показано на фиг. 5, в некоторых вариантах способ дополнительно содержит расширение сечения части контейнера, имеющей уменьшенный диаметр. В некоторых вариантах это сечение имеет длину, и эта длина составляет по меньшей мере 0,3 дюйма. В некоторых вариантах эта длина составляет 0,4 дюйма.
[0011] Алюминиевый лист является алюминиевым прокатом с толщиной от 0,006 дюйма до 0,030 дюйма.
[0012] Купол является куполом на дне контейнера.
[0013] Бутылка является жестким контейнером, имеющим горлышко, которое уже тела контейнера.
[0014] Предел текучести при растяжении определяется как нагрузка при 0,2% смещении текучести, деленная на первоначальную площадь сечения образца. Предел прочности при растяжении – это максимальная нагрузка, деленная на первоначальную площадь сечения образца.
[0015] Упомянутые выше сплавы и состояния поставки соответствуют определениям, приведенным в «Американской национальной системе стандартизованных обозначений сплавов и состояний алюминия» (American National Standard Alloy and Temper Designation System for Aluminum ANSI 1135.1) и в "Международных обозначениях и пределов химического состава деформируемого алюминия и деформируемых алюминиевых сплавов Алюминиевой ассоциации" в редакции от февраля 2009 г.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0016] Фиг. 1 - частичный увеличенный вид в перспективе алюминиевого листа.
[0017] Фиг. 2 - вид сбоку алюминиевой бутылки с куполом.
[0018] Фиг. 3 - этапы процесса по одному варианту.
[0019] Фиг. 4 - этапы процесса по другому варианту.
[0020] Фиг. 5 - этапы процесса по еще одному варианту.
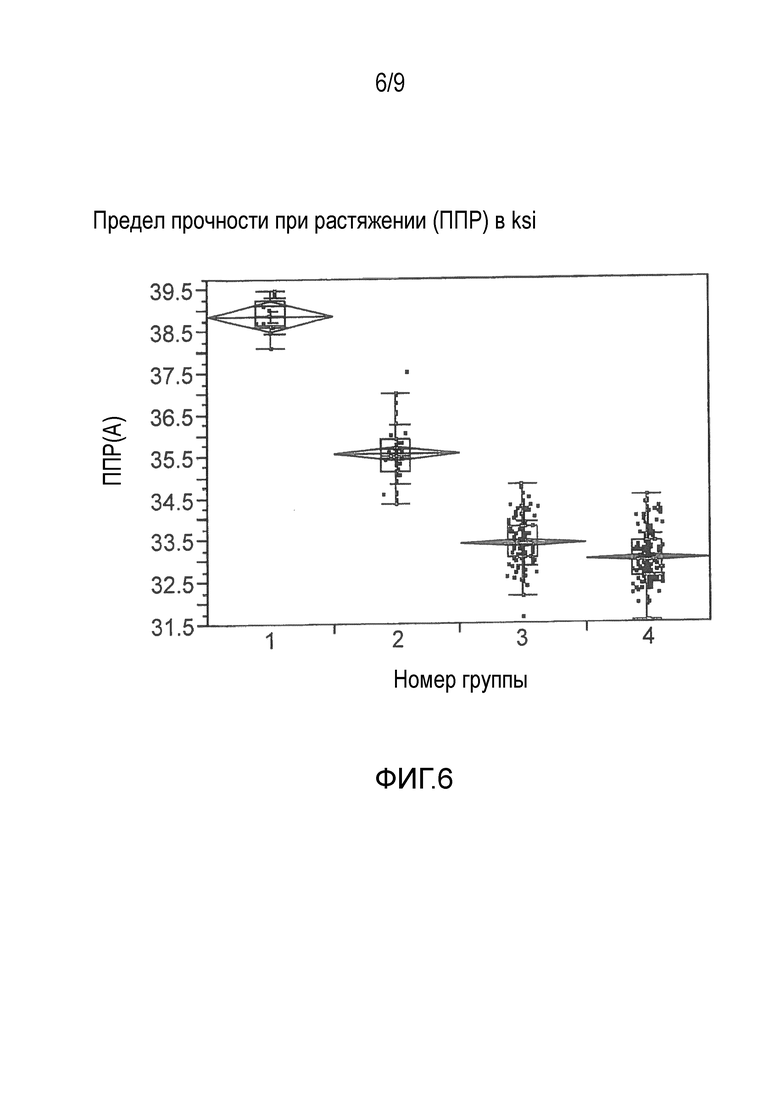
[0021] Фиг. 6 - диаграмма, иллюстрирующая ППР групп рулонов 1-4.
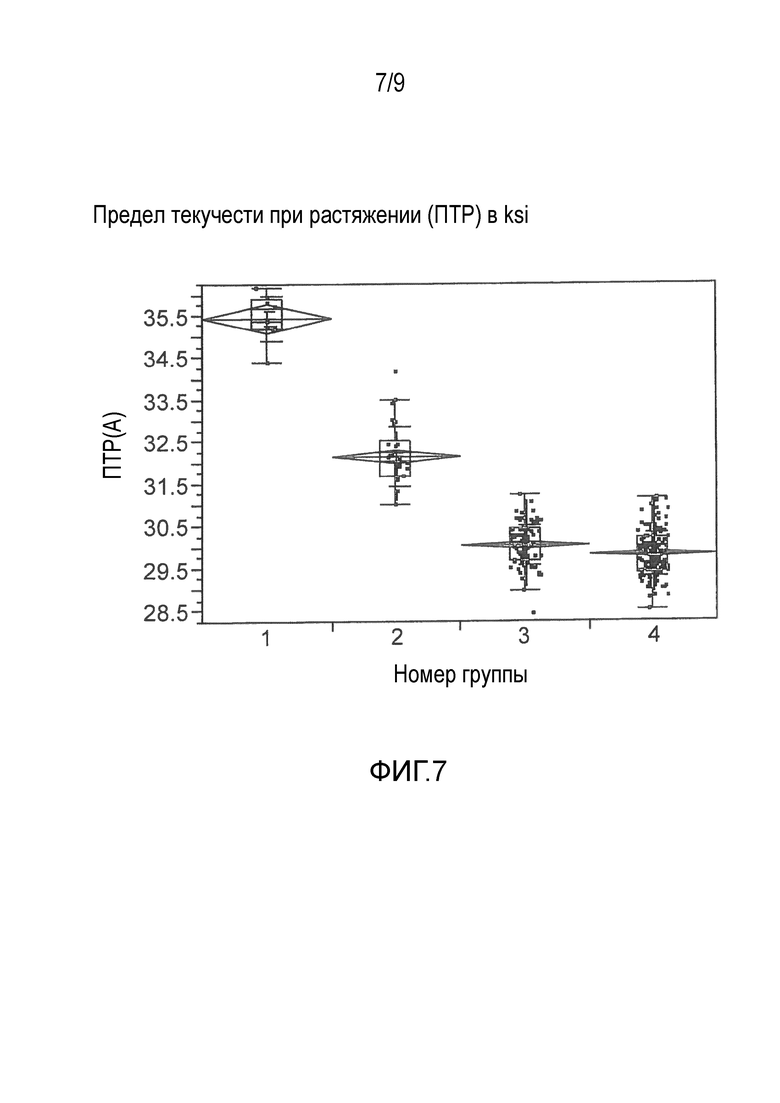
[0022] Фиг. 7 - диаграмма, иллюстрирующая ПТР групп рулонов 1-4.
[0023] Фиг. 8 - диаграмма, иллюстрирующая ППР-ПТР групп рулонов 1-4.
[0024] Фиг. 9 - нижний и верхний пределы отбраковки рулонов по ППР-ПТР.
ОПИСАНИЕ
[0025] Формуемость заготовок бутылок и банок (измеряемая по доле брака после окончания открывания контейнера), как было эмпирически продемонстрировано, увеличивается при уменьшении (<3,30 ksi) разности ППР-ПТР. Разности ППР-ПТР<3,30 ksi приводили к меньшему количеству брака. Измеренные образцы изготовили из калиброванного проката с отделкой номинальной шириной ~0,50 дюйма. Образцы были ориентированы так, что направление прокатки проходило параллельно приложенной нагрузке.
[0026] В некоторых вариантах финишная обработка включает одну или комбинацию из следующих операций: формирование резьб, развальцовка (раздача), сужение, завальцовка, отбортовка или формование отверстия контейнера для приема крышки. Бутылки, изготовленные из рулонов алюминиевого листа с ППР-ПТР<3,30 ksi имеют меньше брака после финишной обработки. Брак может быть вызван дефектами контейнера, такими как один или более из следующих: трещины на сгибах, разрывы контейнера, смятие контейнера. Брак может быть вызван и другими типами дефектов контейнера.
[0027] Одним из способов получения заготовочного листа с уменьшенной разностью ППР-ПТР, из которого изготавливают бутылки, является снижение уровня содержания Ti и увеличение времени выдержки при прогреве относительно стандартных производственных показателей. В некоторых вариантах уровни содержания Ti в алюминиевом листе составляют в диапазоне 0,0030-0,008 мас.%. В некоторых вариантах алюминиевый лист подвергают предварительной выдержке в течение 3 часов при 1080°F плюс 30-40 часов при 1060°F. В некоторых вариантах алюминиевый лист подвергают предварительной выдержке в течение 3 часов при 1080°F плюс 35-40 часов при 1060°F. В некоторых вариантах алюминиевый лист подвергают предварительной выдержке в течение 3 часов при 1080°F плюс 37-40 часов при 1060°F.
[0028] В группу 1 входит 10 рулонов алюминиевого листа со средним ПТР ~35,35 ksi (диапазон 34,38-36,18 ksi) со средней ППР-ПТР 3,47 ksi (диапазон 3,30-3,80 ksi). Средний ППР группы 1 составлял 38,89 ksi (диапазон 38,09-39,49 ksi). Материал в группе 1 имел недостаточную формуемость, чтобы применять его в производстве бутылок.
[0029] В группу 2 входили рулоны алюминиевых листов со средним ПТР 32,15 ksi (диапазон 31,00-34,16 ksi) со средней ППР-ПТР 3,42 ksi (диапазон 3,08-3,72 ksi). Средний ППР группы 2 составлял 35,57 ksi (диапазон 34,34-37,49 ksi). Материал в группе 2 имел недостаточную формуемость, чтобы применять его в производстве бутылок.
[0030] Группа 3 рулонов алюминиевого листа имела средний ПТР 30,06 ksi (диапазон 28,97-31,23 ksi) и среднюю ППР-ПТР 3,36 ksi (диапазон 3,02-3,64 ksi). Средний ППР группы 3 составлял 33,41 ksi (диапазон 31,65-34,81 ksi). Из группы 3 некоторые рулоны были идентифицированы как дающие низкий процент брака бутылок после финишной обработки. Некоторые из них имели достаточную формуемость, чтобы применяться в производстве бутылок.
[0031] Рулоны алюминиевого листа, имеющие средний ПТР 29,83 ksi (диапазон 28,53-31,14 ksi) и среднюю ППР-ПТР 3,20 ksi (2,99-3,43 ksi) попали в группу 4. Средний ППР группы 4 составлял 33,03 ksi (диапазон 31,54-34,51 ksi). Бутылки, изготовленные из рулонов алюминиевого листа в группе 4 с ППР-ПТР<3,30 ksi, имели низкий процент брака после финишной обработки.
[0032] ППР в группах 1-4 показан на диаграмме на фигуре 6. ПТР в группах 1-4 показан на диаграмме на фигуре 7. Разность ППТ-ПТР в группах 1-4 показана на диаграмме на фигуре 8.
[0033] На фигуре 9 разность ППР-ПТР подгруппы рулонов из группы 3 построена в зависимости от процента брака. Как видно на фигуре 9, имеется статистически значимое различие в ППР-ПТР для известных рулонов с высоким процентом брака и с низким процентом брака.
[0034] Анализ разделения по проценту брака позволяет разделить партии на две группы, имеющие минимальную ошибку классификации при значении ППР-ПТР 3,3. В нижеприведенной таблице показаны результаты анализа разделения одного и того же набора данных, приведенных на фигуре 9.
[0035] Скорость, с которой материал наклепывается, также критична для формирования бутылок с низкими процентами брака. Напряжение пластического течения у алюминия часто определяют по уравнению Воче (σ=A-Bexp(-Cε)), где скорость деформационного упрочнения определяется коэффициентом "С". Исследования с величинами С между 5 и 25 привели к существенным различиям в формовании бутылок. В некоторых вариантах для минимизации процента брака можно использовать величину С в диапазоне 12-18. В других вариантах можно использовать величину С в диапазоне 15-25. В других вариантах можно использовать величину С в диапазоне 20-35. В других вариантах можно использовать величину С в диапазоне 25-50. В других вариантах можно использовать величину С в диапазоне 5-12.
[0036] Хотя выше были подробно описаны различные варианты осуществления настоящего изобретения, очевидно, что специалистам в данной области техники придут на ум различные изменения и адаптации этих вариантов. Однако следует четко понимать, что такие изменения и адаптации находятся в пределах сути и объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТ ИЗ АЛЮМИНИЕВОГО СПЛАВА ДЛЯ МЕТАЛЛИЧЕСКИХ БУТЫЛОК ИЛИ АЭРОЗОЛЬНЫХ БАЛЛОНОВ | 2014 |
|
RU2668357C2 |
| АЛЮМИНИЕВЫЙ ЛИСТ С УЛУЧШЕННОЙ ФОРМУЕМОСТЬЮ И АЛЮМИНИЕВЫЙ КОНТЕЙНЕР, ВЫПОЛНЕННЫЙ ИЗ АЛЮМИНИЕВОГО ЛИСТА | 2017 |
|
RU2721507C1 |
| АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ С ВЫСОКОЙ ПРОЧНОСТЬЮ, ВЫСОКОЙ ДЕФОРМИРУЕМОСТЬЮ И НИЗКОЙ СТОИМОСТЬЮ | 2015 |
|
RU2716722C2 |
| УЛУЧШЕННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 6ХХХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2603521C2 |
| УСОВЕРШЕНСТВОВАННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 7ХХХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2581544C2 |
| УЛУЧШЕННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 2ХХХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2581543C2 |
| УСОВЕРШЕНСТВОВАННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ СЕРИИ 6ХХХ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2013 |
|
RU2662758C2 |
| УЛУЧШЕННЫЕ АЛЮМИНИЙ-МАГНИЙ-ЛИТИЕВЫЕ СПЛАВЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2665655C2 |
| СПЛАВЫ СЕРИИ 2000 С ПОВЫШЕННЫМИ ХАРАКТЕРИСТИКАМИ СТОЙКОСТИ К ПОВРЕЖДЕНИЯМ ДЛЯ АЭРОКОСМИЧЕСКОГО ПРИМЕНЕНИЯ | 2006 |
|
RU2418877C2 |
| АЛЮМИНИЕВЫЕ СПЛАВЫ С УЛУЧШЕННОЙ ФОРМУЕМОСТЬЮ И СВЯЗАННЫЕ СПОСОБЫ | 2017 |
|
RU2712207C1 |






Изобретение относится к получению металлических контейнеров, в частности к изготовлению бутылок для напитков, из алюминиевого листа. Способ изготовления бутылки из алюминиевого листа включает получение алюминиевого листа, выполненного из алюминиевого сплава серии 3ххх или 5xxx, при этом алюминиевый лист имеет измеренный в продольном направлении предел текучести при растяжении 27-33 ksi и предел прочности при растяжении, причем предел прочности при растяжении минус предел текучести при растяжении составляет менее 3,30 ksi (ППР-ПТР<3,30 ksi), и при этом алюминиевый лист имеет толщину от 0,006 дюйма до 0,030 дюйма, вытяжку и утонение алюминиевого листа с образованием контейнера с куполом, шейкообразование для уменьшения диаметра части алюминиевого контейнера с образованием бутылки и финишную обработку бутылки, выполненной с возможностью приема крышки. Изобретение направлено на упрощение процесса получения бутылок с сохранением заданного уровня свойств. 11 з.п. ф-лы, 1 табл., 9 ил.
1. Способ изготовления бутылки из алюминиевого листа, включающий:
получение алюминиевого листа, выполненного из алюминиевого сплава серии 3ххх или 5xxx, при этом алюминиевый лист имеет измеренный в продольном направлении предел текучести при растяжении 27-33 ksi и предел прочности при растяжении, причем предел прочности при растяжении минус предел текучести при растяжении составляет менее 3,30 ksi (ППР-ПТР<3,30 ksi), и при этом алюминиевый лист имеет толщину от 0,006 дюйма до 0,030 дюйма;
вытяжку и утонение алюминиевого листа с образованием алюминиевого контейнера с куполом;
шейкообразование алюминиевого контейнера для уменьшения диаметра части алюминиевого контейнера с образованием бутылки; и
финишную обработку бутылки для получения в результате бутылки, выполненной с возможностью приема крышки.
2. Способ по п. 1, в котором алюминиевый лист имеет измеренный в продольном направлении предел текучести при растяжении 28-32 ksi.
3. Способ по п. 1, в котором алюминиевый лист имеет измеренный в продольном направлении предел текучести при растяжении 28,53-31,14 ksi.
4. Способ по п. 1, в котором предел прочности при растяжении минус предел текучести при растяжении для алюминиевого листа составляет 2,90-3,30 ksi.
5. Способ по п. 1, в котором предел прочности при растяжении минус предел текучести при растяжении для алюминиевого листа составляет 2,99-3,30 ksi.
6. Способ по п. 1, в котором алюминиевый лист выполнен из одного из алюминиевого сплава АА3x03, AA3x04 или AA3x05.
7. Способ по п. 1, в котором алюминиевый лист выполнен из алюминиевого сплава АА 3104.
8. Способ по п. 1, который дополнительно включает расширение сечения части алюминиевого контейнера, имеющей уменьшенный диаметр.
9. Способ по п. 8, в котором сечение расширенной части контейнера имеет длину, и эта длина составляет по меньшей мере 0,3 дюйма.
10. Способ по п. 9, в котором сечение расширенной части контейнера имеет длину, и эта длина составляет по меньшей мере 0,4 дюйма.
11. Способ по п. 1, в котором алюминиевый лист выполнен из сплава 3xxx.
12. Способ по п. 1, в котором сплав 5xxx является сплавом АА 5043.
| EA 201100102 A1, 31.10.2011 | |||
| JP 2009242830 A, 22.10.2009 | |||
| JP 2009242831 A, 22.10.2009 | |||
| EP 1944384 A1, 16.07.2008 | |||
| US 5746847 A1, 05.05.1998. |

