Изобретение относится к технологии изготовления изделий из армированных углеродным волокном полимерных композиционных материалов, а именно к электрофизическому упрочнению окончательно сформированных изделий различной сложности и может быть использовано в при изготовлении деталей транспортных машин, в частности - летательных аппаратов, к прочности и выносливости которых предъявляются повышенные требования.
Известен способ получения многослойных подложек из термопластичного синтетического смолистого материала (патент US на изобретение №5338611 А), согласно которому формируют полосы, содержащие термопластичный полимер со включениями частиц сажи и которые укреплены стекловолокном в количестве по весу от 5 до 60% и углеродным волокном в количестве по весу от 1 до 20%. Сформированный блок из армированных подложек помещают в электромагнитное поле частотой от 0,5 до 10 ГГц с мощностью, достаточной для нагрева до температуры, большей температуры стеклования, но меньшей температуры плавления, что создает соединение между слоями.
Недостатками способа являются термические напряжения, возникающие на границах раздела слоев и границах «волокно-матрица». Возникновение напряжений связано с различными коэффициентами термического расширения у армирующих волокон из разнородного материала и полимерной матрицы, что вызывает значительные деформации волокон, которые при остывании матрицы не релаксируют вследствие ее затвердевания. Это препятствует сокращению удлинившихся волокон. Соответственно возникающим напряжениям понижаются прочностные характеристики материала. Дополнительно возникает концентрация напряжений при формовании изделия из данного материала, вызывающая неоднородность напряженно-деформированного состояния (НДС), что повышает опасность разрушения при знакопеременных нагрузках, возникающих, например, при эволюциях летающих с большими ускорениями объектов. Неоднородности НДС способствует введение в матрицу частиц сажи, которые являются концентраторами выделения тепловой энергии при взаимодействии с СВЧ электромагнитным полем, но не могут быть равномерно распределены в объеме матрицы при введении в нее известными технологическими методами. Материал содержит малое количество углеродного волокна, что снижает его прочностные свойства. Относительно применимости способа к обработке преимущественно углеродных армирующих элементов информация отсутствует.
Известен также способ получения моновиниловых ароматических полимеров, нагреваемых микроволновым излучением (патент СН на изобретение №2438867 от 10.01.2012 г., МПК В29С), включающий размещение ударопрочного полистирола в виде слоя в многослойном композите, имеющем один или более слоев, невосприимчивых к энергии микроволнового излучения, нагревание ударопрочного полистирола в объеме посредством энергии микроволнового излучения и формование материала из расплава.
Недостатками данного способа являются термические напряжения, возникающие на границах раздела слоев различных по теплофизическим характеристикам материалов, неприменимость к получению армированных углеродными волокнами материалов, которые наиболее перспективны для современной транспортной техники вследствие малой массы и высокой прочности, влияние на работоспособность сформированного изделия технологической наследственности предшествующей термической обработки и размерного формования. В результате изделие обладает невысокой прочностью и эксплуатационной надежностью.
Известен также способ стабилизации углеродсодержащего волокна, в котором волокно, помещенное в газовую среду, подвергают обработке микроволновым излучением с одновременным нагревом газовой среды (патент RU на изобретение 2416682, МПК D01F 9/22, D01F 9/16, D01F 9/12, D01F 11/16, D01F 11/10). Способ реализуют следующим образом.
В качестве исходного волокна могут быть использованы натуральные или синтетические углеродсодержащие волокна, такие как полиакрилонитрил, вискоза и др. На первом этапе обработки - стабилизации -исходное волокно (предшественник) помещают в рабочую камеру, содержащую рабочую газовую среду, в качестве которой могут использоваться хорошо известные в данной области рабочие газы, например молекулярный кислород, воздух, озон и т.п. В камеру подводят микроволны так, чтобы они были направлены в зону обработки волокна. Для этих целей в качестве рабочей камеры могут быть использованы любые известные устройства, в которых микроволновое излучение воздействует на обрабатываемый материал, например волноводы, аппликаторы, резонансные и нерезонансные объемы и т.п. Одновременно проводят нагрев рабочей камеры при помощи любых источников тепла, в качестве которых без ограничения общности могут использоваться электронагревательные устройства, например, электрическая спираль, индуктор, керамические инфракрасные (ИК) излучатели и т.п. Один или несколько нагревателей (источники тепла) могут быть установлены снаружи рабочей камеры таким образом, чтобы выделяемое ими тепло было направлено на рабочую камеру. Рабочая частота может выбираться из известного диапазона 300-30000 МГц, в зону обработки волокна подают микроволновое излучение мощностью 10-1000 Вт, что обеспечивает нагрев материала в интервале температур 50-500°С,
Недостатком способа является то, что он реализуется применительно к исходному компоненту композиционного материала, а именно к углеродному волокну на стадии его получения, что не обеспечивает устранения негативного влияния последующих операций получения композита и формования изделия из него на прочность и выносливость окончательно сформированных объектов, которые вследствие термического характера процессов стабилизации и отверждения неизбежно приводят остаточным напряжениям и их концентрации в опасных зонах перемены сечения и стыка конструктивных элементов.
Таким образом, описанные способы не применимы для повышения прочности изделий сложной формы из армированных углеродным волокном композиционных материалов. При этом, несмотря на отмеченные недостатки, анализ описанных аналогов позволяет сделать вывод о перспективности использования микроволнового излучения (СВЧ электромагнитного поля) для модифицирования армированных углеродным волокном композиционных материалов с целью повышения их прочности.
Наиболее близким аналогом к заявляемому изобретению является способ получения армированных полимерных материалов (патент RU на изобретение №2135530 C08L 63/02, C08J 5/24, C08J 5/06, C08G 59/56, опубликован 27.08.1999 г.). Способ включает в себя операции: пропитки наполнителя смолой, термообработки, пропитки отверждающей системой. Для армирования используют капроновую нить, обработанную магнитным полем перед пропиткой ее отверждающей системой, в отверждающую систему вводят защитный полимер: бутадиенстирольный латекс или клей КМЦ, при следующем массовом соотношении компонентов в отверждающей системе: вода, отвердитель, защитный полимер 1,7-2,3:0,5-1,5:0:7-1,3. Технический результат - повышение разрушающего напряжения при статическом изгибе и повышение удельной вязкости полимерных композиционных материалов при одновременном их удешевлении.
Недостатками способа являются следующие:
1. Приведенные в описании способа режимы могут быть неприменимы к обработке материалов, армированных углеродным волокном;
2. Влияние на работоспособность сформированного изделия технологической наследственности предшествующей термической обработки и размерного формования, в результате указанный в описании эффект по повышению разрушающих напряжений при статическом изгибе ударной вязкости оказывается снивелирован последующей за получением материала размерной обработкой;
3. Дополнительно возникает концентрация напряжений при формовании изделия из данного материала и при его последующей размерной обработке, что вызывает неоднородность НДС, повышает опасность разрушения при знакопеременных нагрузках, возникающих, например, при эволюциях летающих с большими ускорениями объектов.
4. Способ не может быть применен к крупногабаритным протяженным изделиям типа конструкционных силовых конструкций и обшивки элементов летательных аппаратов и других транспортных систем вследствие существенной неравномерности электромагнитного поля в СВЧ камере. Также создание СВЧ камеры значительных размеров (порядка нескольких метров) с распределенной по требуемому закону напряженностью электромагнитного поля трудно осуществимо технически.
В конечном итоге причиной недостаточной эффективности данного способа для упрочнения армированных углеродным волокном композиционных материалов являются термические напряжения, возникающие на границах раздела слоев различных по теплофизическим характеристикам армирующих компонентов и матрицы. Следовательно, целесообразным является применение модифицирующего упрочняющего воздействия, не приводящего к разогреву материалов. Таким воздействием может явиться обработка в СВЧ электромагнитном поле малой удельной мощности, осуществляемая после завершения всех формообразующих операций, как финишный процесс.
Техническая проблема настоящего изобретения состоит в необходимости создания способа повышения прочностных характеристик изделий из композиционных полимерных материалов, армированных углеродным волокном, путем их обработки в СВЧ электромагнитном поле после окончательного формообразования и размерной обработки.
Поставленная проблема решается тем, что в способе упрочнения армированных углеродным волокном полимерных композиционных материалов на основе эпоксидного связующего, включающем операции пропитки волокнистого наполнителя эпоксидным связующим, формообразования и отверждения заготовки при воздействии магнитного поля после окончательного отверждения проводят дополнительное воздействие СВЧ электромагнитным полем частотой 433-2450 МГц в зависимости от толщины изделия с подводимой мощностью излучения, исключающей нагрев изделия выше 35-40°С. Пучностью электромагнитной волны сканируют по обрабатываемой поверхности, обеспечивая перекрытие пятна воздействия не менее, чем на 50% и суммарное время обработки в каждой точке поверхности, равное 1-2 минутам. При упрочнении пултрузионных армированных углеродным волокном полимерных композиционных материалов обработку проводят при удельной мощности СВЧ электромагнитного поля, равной 15-17 Вт/см3. При упрочнении отвержденных слоистых армированных углеродным волокном полимерных композиционных материалов обработку проводят при удельной мощности СВЧ электромагнитного поля, равной 2-2,5 Вт/см3.
Технический результат заявляемого решения заключается в изменении микроструктуры композиционного материала, заключающемся в повышении фрактальной размерности элементов матрицы, образовании большего количества мелких фрагментов с большим количеством активных поверхностей контакта с армирующими волокнами. Дополнительно вследствие проводящих свойств углеродных волокон на их поверхности в электромагнитном поле сверхвысокой частоты происходит повышенное локальное выделение тепла, распределенное вдоль волокон и соответствующее их ориентации в изделии. Сочетание этих двух механизмов приводит к образованию дополнительных связей волокон и элементов матрицы, дополнительной их сшивке, что формирует упрочненный каркас. Вследствие дополнительного разогрева матрицы вблизи волокон происходит ее доотверждение и упрочнение, что приближает прочностные характеристики матрицы и армирующих элементов. В тоже время не происходит объемный значительный разогрев материала и исключаются высокие термические напряжения, которые могут привести к появлению микротрещин в отвержденной матрице и снижению прочности материала. Таким образом, повышаются прочностные характеристики изделия и их равномерность по его объему. В конечном итоге описанные механизмы вызывают повышение сопротивления изделия к различным видам нагружения, которые могут возникнуть при его эксплуатации.
Наиболее целесообразным можно считать воздействие СВЧ электромагнитным полем на полностью сформированное изделие вследствие значительной глубины проникновения электромагнитной волны, составляющей на промышленных частотах (433-2450) МГц 5-20 мм в зависимости от диэлектрических свойств материала. В изобретениях-аналогах положительные эффекты различных электрофизических воздействий (микроволновое излучение, магнитное поле, электрический ток и др.) проявляются исключительно в процессе изготовления компонентов композиционного материала, а именно - волокон, или при термостабилизации полимерной матрицы. При этом не учитываются процессы изменения структуры материала при его окончательном отверждении и при финишной формообразующей или размерной обработке, которые проходят хаотически и могут привести к анизотропии свойств, нарушению образовавшихся структурных связей, нарушению сплошности структуры и другим явлениям, способным вызвать разупрочнение, или неравномерность прочностных характеристик. Конструктивные особенности сформированных изделий, создавая концентраторы напряжений, также способны вызвать снижение прочности в опасных зонах, которое уже не может быть скомпенсировано повышением свойств исходных компонетов материала. Использование обработки СВЧ электромагнитным полем применительно к окончательно произведенному изделию позволит снивелировать результаты влияния на структуру и прочность материала финишных операций формообразования, повысить стабильность всего технологического процесса вследствие сохранения достаточно сложных, но отработанных химических технологий получения исходных компонентов, управлять прочностью изделий любой конструктивной сложности.
Способ осуществляют следующим образом.
Формируют композиционную структуру изделия путем укладки требуемого количества необходимым образом ориентированных слоев армирующих углеродных волокон с пропиткой слоев связующим, например, эпоксидной или другой смолой. Затем проводят формообразование изделия в соответствии с требованиями чертежа путем обжатия по специальной прессформе и отверждают матрицу путем введения в ее состав отвердителя или нагревания до определенной для каждого состава и концентрации температуры до получения необходимых механических характеристик. Окончательно сформированное изделие помещают под рупорный излучатель СВЧ технологической установки и воздействуют на него электромагнитным полем частотой 433-2450 МГц малой удельной мощности, исключающей нагрев изделия выше 35-40°С, в течение 1-2 минут. При этом частоту 2450 МГц используют при толщине конструкции не более 5-7 мм, 915 МГц - не более 15-20 мм, 433 МГц - не более 30 мм для получения глубины проникновения волны, обеспечивающей минимальные потери мощности и максимальную равномерность воздействия. В случае большой площади поверхности изделия (например - элементы обшивки фюзеляжа или ферменные конструкции плоскостей и стабилизатора и т.п.) используют сканирование источником электромагнитной волны по поверхности, обеспечивая равномерное покрытие пятном облучения всех необходимых участков с перекрытием пятна воздействия не менее, чем на 50%. При этом обработку изделий, полученных методом пултрузии, осуществляют при удельной мощности 15-17 Вт/см3, а изделий из отвержденного многослойного материала - при 2-2,5 Вт/см3.
Пример реализации способа.
Для осуществления способа использовали технологическую СВЧ установку с частотой излучения 2450 МГц, позволяющую регулировать подводимую мощность от 100 до 800 Вт. Применяли три режима СВЧ мощности: низкий, средний и высокий. Обработку осуществляли в течение 0,5, 1, 2 и 4 минут для выявления наиболее целесообразной длительности. Одновременно обрабатывали по 3 образца.
Обрабатывали композиционные материалы двух типов: с продольным расположением углеродных волокон, получаемые методом пултрузии, (пултрузионный карбон) и слоистые с различной ориентацией расположения волокон в каждом слое, с отвержденной матрицей.
Образцы пултрузионного карбона использовали в виде трубок длиной 70 мм, диаметром 3 мм с отверстием 1,2 мм при испытаниях на изгиб и на растяжение вдоль волокон. При испытаниях на срез и сжатие использовали образцы длиной 30 мм и 15 мм соответственно.
Для обеспечения нормальной работы магнетрона и недопущения перегрева образцов в зону воздействия поля помещали балластную емкость с водой объемом 50 мл. В результате обеспечивалась следующая удельная мощность СВЧ воздействия: 3-4; 15-17 и 30-32 Вт/см3.
На основе экспериментальных данных известными методами математической обработки получены аппроксимирующие функции, расчет по которым позволил получить более подробную картину изменения исследуемого параметра (изгибной прочности) от времени и удельной мощности СВЧ воздействия.
Отвержденный слоистый углепластик использовали в виде балок длиной 70 мм и сечением 10×7 мм и пластин длиной 70 мм и сечением 15×1,7 мм. При испытаниях на срез использовали бруски длиной 20 мм и сечением 6×5 мм. При испытаниях на межслоевой сдвиг использовали балки длиной 100 мм и сечением 20×7 мм. Путем регулировки СВЧ мощности добивались ее удельных значений 4-5 Вт/см3, 2-2,5 Вт/см3, 0,8-1 Вт/см3. Вследствие большого удельного содержания углеродных волокон в отвержденных образцах при удельной мощности 3-4 Вт/см3 наблюдалась чрезмерная напряженность электромагнитного поля, что могло нарушить стабильность работы источника питания. Поэтому экспериментальные исследования по обработке образцов из отвержденного углепластика в дальнейшем проводили при двух меньших уровнях удельной мощности.
Испытания образцов на изгиб, срез и сжатие до и после обработки проводили на установке, оснащенной тензометрическими датчиками усилий и червячным механизмом нагружения. Сигналы с датчиков передавались через аналогово-цифровой преобразователь (АЦП) в компьютер. Обработка результатов измерения нарастания приложенной к образцу нагрузки по специальной заложенной в установке программе LabVIEW (г. Орел) позволила получить графики нагрузки (момента) в динамике от момента приложения до разрушения образца или до достижения определенного уровня деформации. Специальное оснащение позволяло осуществлять указанные выше виды нагружений.
Испытания образцов на растяжение проводили на компьютерной машине испытательной универсальной ИР 5082-100.
Испытания пултрузионного карбона на изгибную прочность осуществляли следующим образом. Образцы (контрольные и после обработки) устанавливали на опоры оснастки, закрепленной на тензометрическом датчике, через АЦП связанным с компьютером, в котором производилась обработка сигналов и выдавалась на экран монитора в виде графика текущих величин нагружающего момента. Расстояние между опорами составляло 60 мм. С нагружающим пуансоном контактировал индикатор, по которому фиксировали каждые 01 мм деформации. Соответственно с экрана монитора считывали значения нагружающего момента. Измерения останавливали после потери образцом целостности или после прекращения устойчивого падения нагрузки на датчик. Предельную нагрузку определяли как среднюю величину по нескольким значениям нагружающего момента согласно полученному графику от момента прекращения стабильного нарастания его величины до момента спада не менее, чем на 15%. Прочность оценивали по максимальному напряжению изгиба, определяемому расчетным путем на основе полученных значений нагрузок.
При испытаниях контрольных образцов и образцов после обработки последние устанавливали цилиндрической поверхностью в продольный паз в шейке вала экспериментальной установки. При этом глубина паза равнялась наружному радиусу образца. На вал надевали рычаг с внутренним пазом, в который попадала наружная часть цилиндрической поверхности образца. При вращении вала момент рычагу передавался через испытуемый образец. При этом рычаг воздействовал на тензометрический датчик, через АЦП связанный с компьютером, в котором производилась обработка сигналов и выдавалась на экран монитора в виде графика текущих величин нагружающего момента. При нагружении в диаметральной плоскости образца действовали перерезывающие силы, при превышении предела прочности вызывающие деформацию сдвига и затем срез части образца. Измерения останавливали после потери образцом целостности. Предельную нагрузку определяли как среднее по нескольким значениям нагружающего момента согласно полученному графику от момента прекращения стабильного нарастания его величины до момента спада не менее, чем на 15%. Прочность оценивали по максимальному касательному напряжению среза, определяемому расчетным путем на основе полученных значений нагрузок.
При испытании на растяжение образцы пултрузионного карбона (контрольные и после обработки) закрепляли в захватах машины испытательной универсальной ИР 5082-100, нагрузка воспринималась тензометрическими датчиками и через АЦП передавалась на компьютер, в котором производилась обработка сигналов и выдавалась на экран монитора в виде графика текущих величин нагружающей силы и соответствующей деформации. Нагружение осуществляли при помощи привода установки с программируемым выбором величины нагружающей силы и скорости ее нарастания. Измерения останавливались автоматически после потери образцом целостности. Предельная нагрузка выдавалась на экран монитора. Прочность оценивали по среднему растягивающему напряжению, приводящему к разрушению образца и определяемому расчетным путем на основе полученных значений нагрузок.
При испытаниях на сжатие образцы пултрузионного карбона (контрольные и после обработки) устанавливали цилиндрической поверхностью на подпятник (опору) оснастки, закрепленной на тензометрическом датчике, через АЦП связанным с компьютером, в котором производилась обработка сигналов и выдавалась на экран монитора в виде графика текущих величин нагружающего момента. С пуансоном контактировал стрелочный индикатор, по которому фиксировали каждые 0,05 мм деформации. Соответственно с экрана монитора считывали значения нагружающего момента. Измерения останавливали после потери образцом целостности или после прекращения устойчивого падения нагрузки на датчик. Предельную нагрузку определяли как среднее по нескольким значениям нагружающего момента согласно полученному графику от момента прекращения стабильного нарастания его величины до момента спада не менее, чем на 15%. Прочность оценивали по максимальному напряжению сжатия, определяемому расчетным путем на основе полученных значений нагрузок.
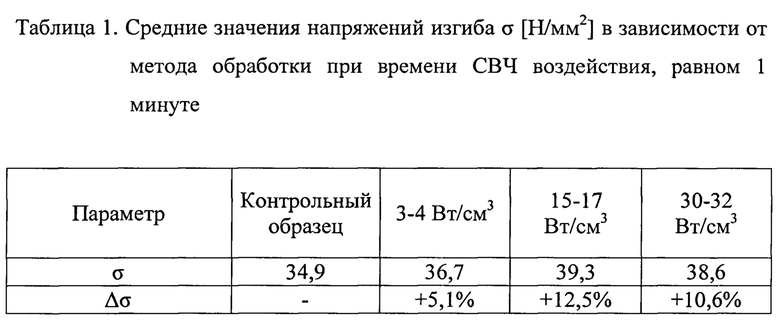
В результате испытаний установлено, что при увеличении времени воздействия СВЧ электромагнитного поля от 0,5 до 2 минут наблюдается стабильное увеличение определяемых параметров прочности. Максимальный эффект достигается при времени 1-2 минуты. При дальнейшем увеличении времени до 4 минут и более рост параметра становится незначимым (3-5%) или наблюдается некоторое его снижение. Таким образом, увеличение времени СВЧ обработки более 2 минут нецелесообразно.
Вследствие того, что в первых опытах при использовании малых (3-4 Вт/см3) и больших (30-32 Вт/см3) значений удельной мощности наблюдались лишь незначительные эффекты по упрочнению образцов, дальнейшие исследования пултрузионного карбона проводили при средних значениях СВЧ мощности (15-17 Вт/см3).
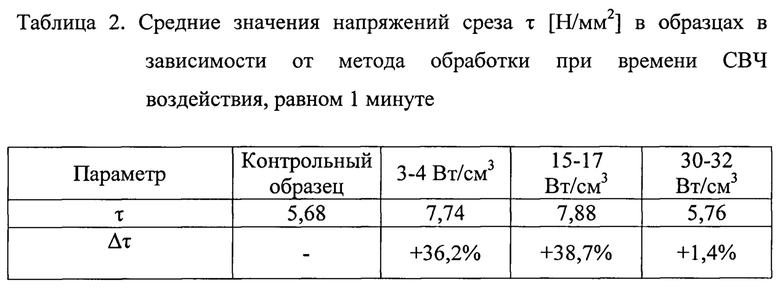
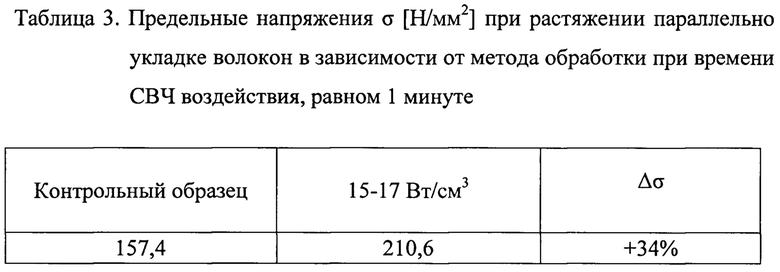
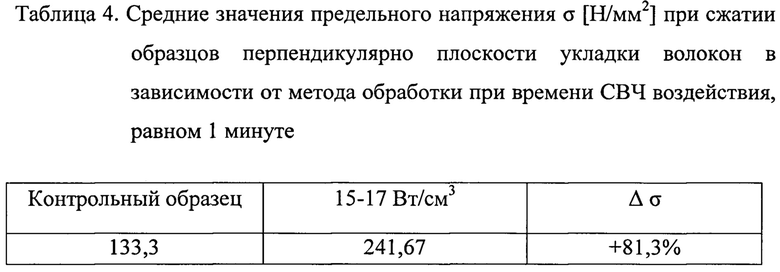
Результаты испытаний образцов пултрузионного карбона представлены в табл. 1-4.
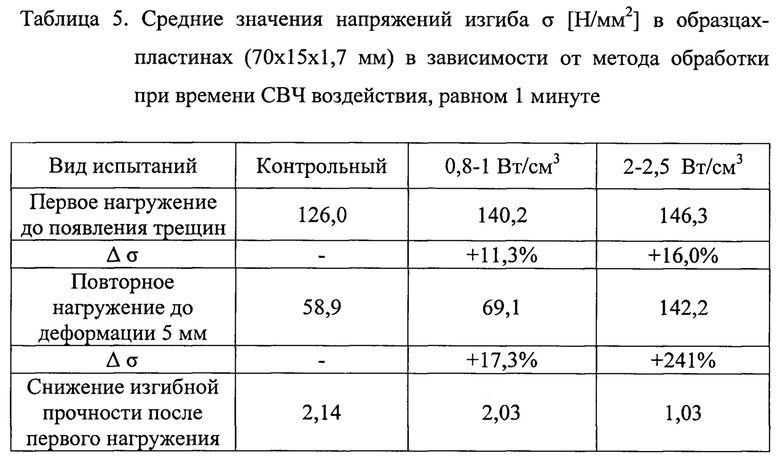
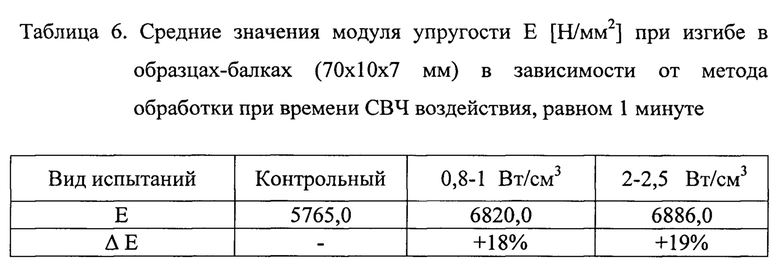
Вследствие большой прочности отвержденных образцов, армированных углеродным волокном, испытания на изгибную прочность проводили на двух типах образцов: пластинах толщиной 1,7 мм и балках толщиной 7 мм. При этом испытания пластин проводили до появления трещин, балок - проводили не до полного разрушения, а до определенной деформации (прогиба), принятой равной 0,1 мм. Вследствие восстановления прямолинейной формы пластин после снятия изгибающей нагрузки проводили их повторное нагружение с целью определения возможности их работоспособности после появления нарушений целостности. Общая методика испытаний была принята аналогичной испытаниям образцов из пултрузионного карбона. Для образцов-балок вследствие полного сохранения ими целостности с целью оценки изгибной прочности вычисляли модуль упругости при изгибе на основании данных измерения нагружающих усилий и соответствующих деформаций.
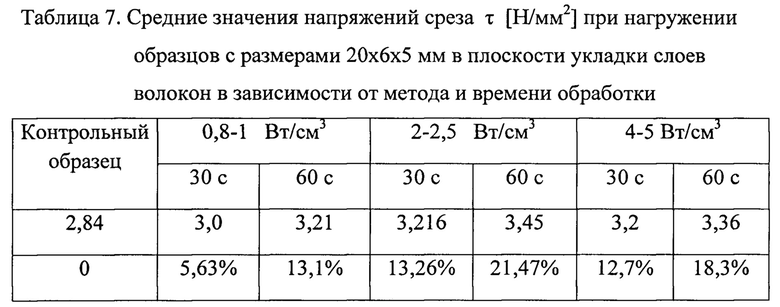
Результаты испытаний на изгиб и срез приведены в табл. 5-7.
В результате испытаний образцов на межслоевой сдвиг, проведенных в производственных условиях, получено увеличение касательных напряжений после СВЧ воздействия в среднем на 14-15%.
Таким образом, экспериментально установлено, что обработка окончательно сформированных образцов в СВЧ электромагнитном поле частотой 2450 МГц в течение 1-2 минут обеспечивает по сравнению с известными способами увеличение прочности пултрузионного карбона при изгибе, растяжении, срезе и сжатии соответственно на 12,5%; 34%; 38,7% и 81,3% при удельной мощности 15-17 Вт/см3. Обработка в СВЧ электромагнитном поле частотой 2450 МГц отвержденного слоистого углепластика обеспечивает увеличение прочности при изгибе, срезе и межслойном сдвиге соответственно на 11-19%; 21,5% и 14-15% при удельной мощности 2-2,5 Вт/см3. При этом после первичного нагружения изгиба у контрольных образцов наблюдается потеря исходной прочности почти в 2 раза, у обработанных образцов прочность снижается не более, чем на 3%.
Тем самым решается поставленная проблема - обеспечивается повышение прочности армированных углеродным волокном полимерных композиционных материалов в составе окончательно сформированных и обработанных изделий.
Изобретение относится к способу упрочнения изделий из армированных углеродным волокном полимерных композиционных материалов. Техническим результатом является повышение прочности готовых изделий. Технический результат достигается способом упрочнения изделий из армированных углеродным волокном полимерных композиционных материалов на основе эпоксидного связующего, который включает операции пропитки волокнистого наполнителя эпоксидным связующим, формообразования и отверждения заготовки при воздействии магнитного поля. Причем после окончательного формообразования и отверждения изделия проводят дополнительное воздействие на него СВЧ электромагнитным полем, используя частоту 433-2450 МГц при толщине изделия, находящейся в диапазоне от 30 до 5-7 мм, с подводимой мощностью излучения, исключающей нагрев изделия выше 35-40°С. При этом пучностью электромагнитной волны сканируют по обрабатываемой поверхности, обеспечивая перекрытие пятна воздействия не менее чем на 50% и суммарное время обработки в каждом пятне облучения поверхности, равное 1-2 минутам. 2 з.п. ф-лы, 1 пр., 7 табл.
1. Способ упрочнения изделий из армированных углеродным волокном полимерных композиционных материалов на основе эпоксидного связующего, включающий операции пропитки волокнистого наполнителя эпоксидным связующим, формообразования и отверждения заготовки при воздействии магнитного поля, отличающийся тем, что после окончательного формообразования и отверждения изделия проводят дополнительное воздействие на него СВЧ электромагнитным полем, используя частоту 433-2450 МГц при толщине изделия, находящейся в диапазоне от 30 до 5-7 мм, с подводимой мощностью излучения, исключающей нагрев изделия выше 35-40°С, при этом пучностью электромагнитной волны сканируют по обрабатываемой поверхности, обеспечивая перекрытие пятна воздействия не менее чем на 50% и суммарное время обработки в каждом пятне облучения поверхности, равное 1-2 минутам.
2. Способ по п. 1, отличающийся тем, что при упрочнении пултрузионных армированных углеродным волокном полимерных композиционных материалов обработку проводят при удельной мощности СВЧ электромагнитного поля, равной 15-17 Вт/см3.
3. Способ по п. 1, отличающийся тем, что при упрочнении отвержденных слоистых армированных углеродным волокном полимерных композиционных материалов обработку проводят при удельной мощности СВЧ электромагнитного поля, равной 2-2,5 Вт/см3.
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2135530C1 |
| US 20050051265 A1, 10.03.2005 | |||
| Способ изготовления высокоточных изделий из термореактивных полимерных композиционных материалов | 1988 |
|
SU1666345A1 |
| Способ изготовления стеклопластика | 1979 |
|
SU802068A2 |
| СПОСОБ СТАБИЛИЗАЦИИ УГЛЕРОДСОДЕРЖАЩЕГО ВОЛОКНА И СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО ВОЛОКНА | 2009 |
|
RU2416682C1 |

