Изобретение относится к способу изготовления шлифовального инструмента и шлифовальному инструменту.
Управляемые вручную шлифовальные инструменты для обработки поверхности производят с помощью использования связанных абразивных изделий или гибкого абразивного материала. Из международной заявки WO 2009/138114 А1 (соответствующей заявке США US 2011/0065369 А1) известен, например, круг грубого шлифования, включающий абразивное шлифовальное зерно, связанное с синтетической пластмассой, т.е. связанный абразив. С другой стороны, из европейской заявки ЕР 2130646 А1 (соответствующей заявке США US 2009/0305619 А1) известен абразивный круг, включающий опорную плиту со шлифовальными ламелями. Шлифовальные ламели изготовлены из гибкого абразивного материала и содержат абразивные шлифовальные зерна, связанные с подслоем с помощью связывающего вещества. Гибкие абразивные материалы по сравнению со связанными абразивами имеют ряд преимуществ при использовании управляемых вручную шлифовальных инструментов, например, более высокую производительность резания, а также связанные с ними более низкие затраты на рабочую силу, более низкие физические усилия при шлифовании, а также более низкая подверженность воздействию шума и вибрации.
В случае абразивного круга, известного по заявке ЕР 2130646 А1, шлифовальные ламели согнуты вокруг наружной кольцевой кромки опорной плиты, в результате шлифовальные ламели выполнены трехмерной формы в виде слоя абразивных зерен. В связи с этим абразивный круг имеет высокую производительность резания при шлифовании многосторонних изделий. Недостаток заключается в том, что изготовление абразивного круга связано с высокими издержками, и изготовление трехмерных слоев абразивных зерен можно обеспечить только в ограниченных количествах, так как имеется опасность повреждения слоя абразивных зерен при сгибании шлифовальных ламелей.
Задачей настоящего изобретения является создание способа, который обеспечивает простое, гибкое и экономичное изготовление шлифовального инструмента высокой производительности резания со слоем абразивных шлифовальных зерен произвольной формы.
Данная задача достигается способом, включающим признаки п. 1 формулы изобретения. Изготавливается адгезивная поверхность трехмерной формы путем нанесения связывающего вещества на базовый корпус инструмента или на базовую поверхность базового корпуса инструмента. В связи с тем, что базовый корпус инструмента, в том числе адгезивная поверхность, находится в электростатическом поле, в которое вводятся абразивные шлифовальные зерна, абразивные шлифовальные зерна наносятся непосредственно на базовый корпус инструмента. Абразивные шлифовальные зерна, введенные в электростатическое поле, движутся вдоль линий поля в направлении адгезивной поверхности и приклеиваются к базовому корпусу инструмента после контакта с адгезивной поверхностью или со связывающим веществом, в результате абразивные шлифовальные зерна образуют трехмерный слой абразивных шлифовальных зерен, соответствующий адгезивной поверхности.
Электроды выполнены из электропроводящего материала, чтобы генерировать электростатическое поле. Так как абразивные шлифовальные зерна наносятся непосредственно на базовый корпус инструмента и таким образом базовый корпус инструмента служит подложкой, по сравнению с использованием гибких абразивных материалов шлифовальный инструмент можно изготавливать более простым, более гибким и более экономичным способом. Обеспечивая необходимый базовый корпус инструмента и нанося связующее вещество, можно производить гибким способом произвольный трехмерный слой абразивных шлифовальных зерен. Так как абразивные шлифовальные зерна перемещаются вдоль линий поля, их можно наносить требуемым способом на базовый корпус инструмента или адгезивную поверхность в зависимости от направления линий поля и положения базового корпуса инструмента, в результате обеспечивается высокая производительность резания и длительный срок службы шлифовального инструмента. Абразивные шлифовальные зерна могут двигаться в электростатическом поле силой тяжести или против силы тяжести в направлении адгезивной поверхности.
Базовый корпус инструмента выполнен однослойным или многослойным и содержит по меньшей мере один материал из группы, состоящей из вулканизированных волокон, полиэфиропластика, стекловолокна, углеродного волокна, хлопчатобумажной ткани, пластмассы и металла. Он может также содержать гибкий абразивный материал. Базовый корпус инструмента, по меньшей мере по сечению, является гибким и/или жестким. Базовый корпус инструмента может быть снабжен втулкой или валом, чтобы натягивать и приводить во вращение шлифовальный инструмент.
Связующее вещество является по меньшей мере одним материалом из группы, состоящей из термореактивных пластмасс, эластомеров, термопластиков и синтетических смол. Предпочтительно, связующее вещество является термореактивной пластмассой, в частности, фенольной смолой или эпоксидной смолой. Фенольная смола, например, является резолом или новолаком. Связующее вещество может быть нанесено произвольным способом на базовый корпус инструмента.
Абразивные шлифовальные зерна имеют специфическую и/или неспецифическую геометрическую форму. Абразивные шлифовальные зерна содержат по меньшей мере один материал, выбранный из группы, состоящей из керамик различных видов, корунда, в частности, цирконового корунда, алмаза, кубического нитрида бора, карбида кремния и карбида вольфрама.
Абразивные шлифовальные зерна можно наносить одним слоем или несколькими слоями, в результате на базовом корпусе инструмента формируется по меньшей мере один трехмерный слой абразивных шлифовальных зерен. Для формирования нескольких слоев абразивных шлифовальных зерен связующее вещество наносят на соответствующий нижележащий слой абразивных шлифовальных зерен и затем следующий слой абразивных шлифовальных зерен наносят вышеописанным способом с помощью электростатического поля.
Таким путем связующее вещество формирует основную связь между базовым корпусом инструмента и нанесенным на него слоем абразивных шлифовальных зерен, а также промежуточную связь между двумя слоями абразивных шлифовальных зерен.
Адгезивную поверхность или слой абразивных шлифовальных зерен формируют произвольно в трехмерном виде, например, в криволинейной форме и/или в виде нескольких плоскостей, расположенных согласованно относительно друг друга. Криволинейная форма позволяет, например, обработку углового сварочного шва и/или обработку кромки. Благодаря поперечному расположению плоскостей, слой абразивных шлифовальных зерен образует выемку, что позволяет выполнять черновую обработку или двухмерную обработку.
Способ обеспечивает простое, универсальное и экономичное изготовление. Криволинейная адгезивная поверхность или криволинейный слой абразивных шлифовальных зерен, в частности, обеспечивает изготовление шлифовального инструмента для обработки угловых сварочных швов и/или обработку кромок. Адгезивная поверхность или слой абразивных шлифовальных зерен, в частности, является криволинейно вогнутой и/или выпуклой. Направление криволинейности определяется, например, относительно центральной продольной оси базового корпуса инструмента и/или напряженной стороны шлифовального инструмента, обращенной к приводу инструмента. Адгезивная поверхность или слой абразивных шлифовальных зерен выполнены, например, в виде цилиндра или сферы.
Способ обеспечивает простое, универсальное и экономичное изготовление. Перемещая базовый корпус инструмента относительно по меньшей мере одного из электродов, обеспечивают надежное и равномерное нанесение абразивных шлифовальных зерен и, соответственно, получение равномерного слоя абразивных шлифовальных зерен. Благодаря такому перемещению, в частности, изменяется расстояние, положение и/или ориентация базового корпуса инструмента относительно по меньшей мере одного из электродов. Движение происходит, по меньшей мере частично, когда абразивные шлифовальные зерна перемещаются к адгезивной поверхности и приклеиваются к ней. Базовый корпус инструмента перемещается, например, с помощью управляющего устройства.
Способ обеспечивает простое, универсальное и экономичное изготовление. В связи с тем, что центральная продольная ось базового корпуса инструмента настраивается в различных направлениях, можно изготавливать слои сложной формы из абразивных шлифовальных зерен.
Способ обеспечивает простое, универсальное и экономичное изготовление. Благодаря вращению базового корпуса инструмента вокруг центральной продольной оси возможно быстрое и равномерное нанесение абразивных шлифовальных зерен. Вращение происходит, в частности, во время нанесения абразивных шлифовальных зерен. Предпочтительно, должна быть возможность регулирования скорости вращения, чтобы можно было наносить абразивные шлифовальные зерна простым и гибким способом. Скорость вращения регулируют, например, в зависимости от размера и/или массы наносимых абразивных шлифовальных зерен и/или в зависимости от требуемой толщины абразивных шлифовальных зерен.
Способ обеспечивает высокую производительность резания и длительный срок службы. Линии электростатического поля выходят или входят перпендикулярно относительно поверхностей электродов, в результате можно настраивать схему линий поля по форме поверхности, по положению и/или ориентации электродов. Позиционируя адгезивную поверхность надлежащим образом относительно линий поля, абразивные шлифовальные зерна наносят на адгезивную поверхность с требуемой ориентацией. Благодаря такой ориентации шлифовальный инструмент имеет высокую производительность резания и длительный срок службы.
Способ обеспечивает простое, универсальное и экономичное изготовление. С помощью транспортировочного приспособления абразивные шлифовальные зерна транспортируют автоматически в электростатическое поле и из него перемещают к адгезивной поверхности с помощью электростатического поля. Транспортировочное приспособление может работать, например, в непрерывном или в синхронном режиме. Предпочтительно, транспортировочное приспособление работает в зависимости от движения базового корпуса инструмента. Транспортировочное приспособление синхронизировано, например, сдвижением базового корпуса инструмента. Скорость транспортировки транспортировочного приспособления, в частности, может быть регулируемой.
Способ обеспечивает простое, универсальное и экономичное изготовление. Транспортерная лента простым способом обеспечивает конструкцию бесконечного транспортировочного приспособления. Транспортерная лента движется, например, вокруг по меньшей мере двух шкивов и таким образом обеспечивает непрерывную работу транспортировочного приспособления. В частности, транспортерная лента выполнена в электроизолирующем виде.
Способ обеспечивает простое, универсальное и экономичное изготовление. В связи с тем, что первый электрод установлен в направлении силы тяжести под зоной транспортировки, можно простым способом вводить абразивные шлифовальные зерна в электростатическое поле. Зона транспортировки сформирована, например, поверхностью транспортерной ленты. Первый электрод установлен стационарно или с возможностью перемещения. Первый электрод выполнен, в частности, в пластинчатом виде. Предпочтительно, электрод пластинчатого типа проходит, в основном, параллельно транспортерной ленте.
Способ обеспечивает простое, универсальное и экономичное изготовление. По меньшей мере одно дозирующее устройство непосредственно подает абразивные шлифовальные зерна в электростатическое поле и/или транспортное приспособление.
По меньшей мере одно дозирующее устройство дозирует и распределяет абразивные шлифовальные зерна, подлежащие нанесению. Предпочтительно, по меньшей мере одно дозирующее устройство установлено перед транспортировочным приспособлением и подает абразивные шлифовальные зерна в транспортировочное приспособление. По меньшей мере одно дозирующее устройство подает, в частности, зерновую смесь абразивных шлифовальных зерен. В зерновой смеси абразивные шлифовальные зерна могут различаться по размеру, форме и/или материалу. Зерновая смесь может смешиваться, например, до ее введения в дозирующее устройство, в результате подача абразивных шлифовальных зерен возможна с помощью одного дозирующего устройства. Далее, может использоваться несколько дозирующих устройств, каждое из которых содержит один тип абразивных шлифовальных зерен, в результате зерновая смесь смешивается в универсальном режиме при подаче дозирующими устройствами. С помощью по меньшей мере одного дозирующего устройства происходит дозирование, распределение и/или ориентация абразивных шлифовальных зерен.
Способ обеспечивает простое, универсальное и экономичное изготовление. Благодаря регулированию электрического напряжения, электростатическое поле адаптируется к подаваемым абразивным шлифовальным зернам.
Способ обеспечивает простое и универсальное изготовление, а также высокую производительность резания и длительный срок службы. В связи с тем, что базовый корпус инструмента сам определяет конфигурацию второго электрода, второй электрод оптимально адаптируется к базовому корпусу инструмента. Линии поля входят или выходят перпендикулярно относительно адгезивной поверхности в базовый корпус инструмента или из базового корпуса инструмента, в результате абразивные шлифовальные зерна можно наносить при регулировании процесса простым способом, формируя в одно целое адгезивную поверхность трехмерной формы. Базовый корпус инструмента является электропроводным, по меньшей мере по сечению или по слоям. В связи с тем, что базовый корпус инструмента определяет конфигурацию второго электрода, можно также изготовить слои абразивных шлифовальных зерен, которые будут формировать углубление в базовом корпусе инструмента. Другими словами, базовый корпус инструмента или второй электрод остаются в шлифовальном инструменте, и нет необходимости их извлекать.
Способ обеспечивает простое и универсальное изготовлением также высокую производительность резания и длительный срок службы. В связи с тем, что базовый корпус инструмента определяет конфигурацию по меньшей мере одного электропроводящего слоя, он сам определяет конфигурацию второго электрода. Электропроводный слой, в частности, формируется на поверхности базового корпуса, например, на передней стороне и/или на задней стороне поверхности базового корпуса, и/или формируется внутри. Например, базовый корпус инструмента выполняется полностью из электропроводящего материала.
Способ обеспечивает простое, универсальное и экономичное изготовление. Электропроводное связующее вещество упрощает нанесение абразивных шлифовальных зерен, так как исключается, например, конфигурирование блокирующего поля, и оно эффективно взаимодействует с базовым корпусом инструмента, когда последний конфигурирует второй электрод.
Способ обеспечивает простое и универсальное изготовлением также высокую производительность резания и длительный срок службы. Благодаря электропроводящему материалу, базовый корпус инструмента сам определяет конфигурацию второго электрода.
Способ обеспечивает простое, универсальное и экономичное изготовление. В связи с тем, что конфигурация второго электрода выполняется из базового корпуса инструмента, второй электрод можно использовать для изготовления множества шлифовальных инструментов. С помощью отдельного второго электрода на базовые корпуса инструментов из произвольных материалов, в частности, из неэлектропроводящих материалов, можно наносить абразивные шлифовальные зерна.
Способ обеспечивает простое и универсальное изготовление, а также высокую производительность резания и длительный срок службы. В связи с тем, что форма второго электрода, по меньшей мере по сечению, формируется в соответствии с базовым корпусом инструмента, поверхность второго электрода и адгезивная поверхность проходят в основном параллельно друг другу, в результате линии поля настраиваются в основном перпендикулярно адгезивной поверхности. Таким путем во время нанесения на адгезивную поверхность абразивные шлифовальные зерна настраиваются в требуемом виде, что обеспечивает высокую производительность резания и длительный срок службы. Например, форма второго электрода создается в соответствии с базовым корпусом инструмента и полностью на базовом корпусе инструмента. Более того, второй электрод, например, по сечению, формируется в соответствии с базовым корпусом инструмента, и во время нанесения абразивных шлифовальных зерен перемещается относительно базового корпуса инструмента, при этом второй электрод в основном полностью проходит над адгезивной поверхностью.
Способ обеспечивает простое и универсальное изготовление, а также высокую производительность резания и длительный срок службы. В связи с тем, что второй электрод соприкасается с базовым корпусом инструмента, поверхность второго электрода проходит в основном параллельно и/или вблизи адгезивной поверхности, в результате абразивные шлифовальные зерна наносят на адгезивную поверхность с требуемой ориентацией. Таким путем достигается высокая производительность резания и длительный срок службы.
Другой целью настоящего изобретения является создание шлифовального инструмента, который можно изготавливать простым способом и универсально использовать, со слоем абразивных шлифовальных зерен произвольной формы и с высокой производительностью резания.
В соответствии с изобретением преимущества шлифовального инструмента соответствуют вышеизложенным преимуществам способа изготовления. Шлифовальный инструмент, в частности, может быть охарактеризован по меньшей мере одним из признаков по меньшей мере одного из пунктов представленной формулы изобретения. Форму слоя абразивных шлифовальных зерен образуют в трехмерном произвольном виде, например, в криволинейном виде, и/или в виде нескольких плоскостей, скоординированных друг с другом, например, в виде плоскостей, скоординированных друг с другом в поперечном направлении. Криволинейная конфигурация позволяет, например, угловую сварку и/или обработку кромок. Благодаря поперечной координации плоскостей относительно друг друга, слой абразивных шлифовальных зерен образует выемку, что обеспечивает черновую обработку или двумерную обработку.
Шлифовальный инструмент можно использовать универсально. В связи с тем, что слой абразивных шлифовальных зерен выполнен криволинейным, в частности, вогнутым и/или выпукло криволинейным, возможна обработка угловых сварочных швов и/или обработка кромок в универсальном режиме.
Шлифовальный инструмент обеспечивает универсальное применение с высокой производительностью резания и длительным сроком службы. В связи с тем, что абразивные шлифовальные зерна выровнены относительно базового корпуса инструмента, т.е. скоординированы в трехмерном слое абразивных шлифовальных зерен, шлифовальный инструмент имеет высокую производительность резания в большинстве различных областей применения.
Шлифовальный инструмент обеспечивает простое изготовление и универсальное применение. Благодаря размеру абразивных шлифовальных зерен, характеристики шлифования шлифовального инструмента регулируются требуемым способом. Благодаря зерновой смеси грубозернистых абразивных шлифовальных зерен и тонкозернистых абразивных шлифовальных зерен, возможно специфичное регулирование стружечных канавок и получение таким путем положительного воздействия на производительность резания и на слой абразивных шлифовальных зерен. Тонкозернистые абразивные шлифовальные зерна имеют максимальный размер D1, в то время как грубозернистые абразивные шлифовальные зерна имеют максимальный размер D2, при условии, что D1≤D2. Шлифовальный инструмент обеспечивает простое изготовление и универсальное использование. Абразивные шлифовальные зерна выполнены в тонкозернистом виде. Тонкозернистые абразивные шлифовальные зерна, в частности, в комплексе с грубозернистыми абразивными шлифовальными зернами, служат в качестве наполнительных зерен. Тонкозернистые абразивные шлифовальные зерна наносят ранее, одновременно и/или после нанесения грубозернистых абразивных шлифовальных зерен. Тонкозернистые абразивные шлифовальные зерна наносят электростатическим и/или механическим способом. Грубозернистые абразивные шлифовальные зерна, соответственно, имеют максимальный размер D2, в частности, при условии: D1≤D2.
Шлифовальный инструмент обеспечивает простое изготовление и универсальное использование. Грубозернистые абразивные шлифовальные зерна наносят, в частности, в комплексе с тонкозернистыми абразивными шлифовальными зернами. В этом случае грубозернистые абразивные шлифовальные зерна определяют основные зерна, тонкозернистые абразивные шлифовальные зерна определяют наполнительные зерна. Например, наполнительные зерна изготавливают из обычного корунда. Грубозернистые абразивные шлифовальные зерна изготавливают, например, из керамики. Тонкозернистые абразивные шлифовальные зерна, соответственно, имеют максимальный размер D1, в частности, при условии: D1≤D2.
Шлифовальный инструмент обеспечивает универсальное использование с высокой производительностью резания и длительным сроком службы. После нанесения слоя абразивных шлифовальных зерен шлифовальный инструмент или связующее вещество (основная связь) отверждается в печи обычным способом. Чтобы сформировать по меньшей мере одно связующее покрытие, а также дополнительный слой покрытия необходимым образом, связующее вещество наносят на слой абразивных шлифовальных зерен. Благодаря связующему покрытию и слою покрытия улучшаются производительность резания и срок службы. Например, связующее вещество формируют соответственно связывающему для конфигурации адгезивной поверхности, и обычно оно может содержать активные шлифовальные наполнительные материалы, такие как, например, криолит и тетрайодомеркурат калия. Предпочтительно, слой покрытия или связующее покрытие отверждают в печи.
Дальнейшие признаки, преимущества и подробности изобретения будут понятными из нижеследующего описания нескольких примеров осуществления изобретения.
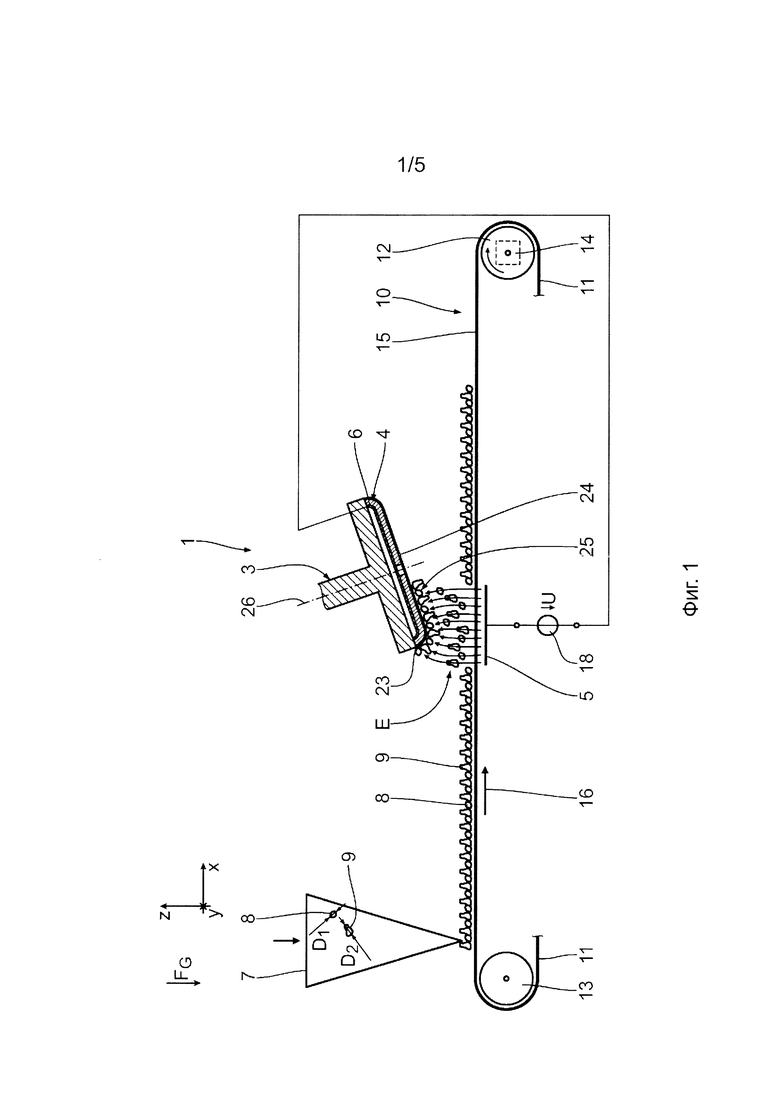
На фиг. 1 показан схематический вид в разрезе устройства для изготовления шлифовального инструмента путем нанесения на базовый корпус инструмента абразивных шлифовальных зерен с помощью формирования электростатического поля между двумя электродами.
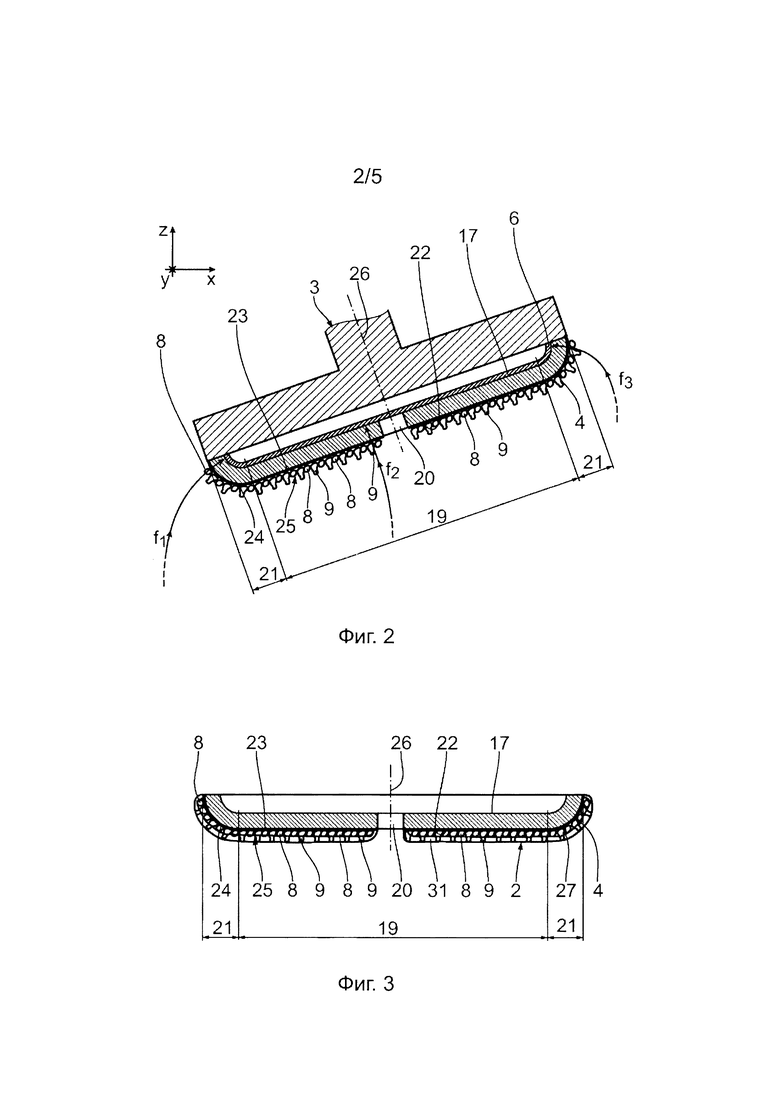
На фиг. 2 показан увеличенный вид в разрезе базового корпуса инструмента и соответствующего электрода из фиг. 1 в соответствии с первым примером осуществления изобретения.
На фиг. 3 показан схематический вид в разрезе готового шлифовального инструмента.
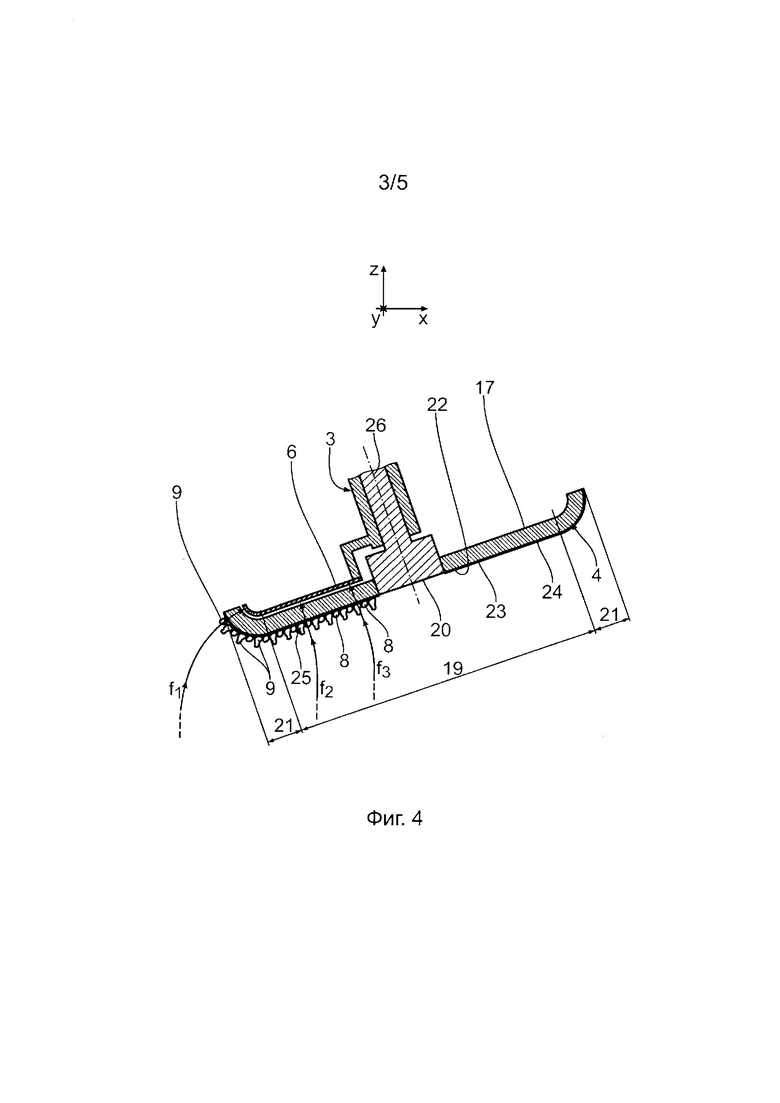
На фиг. 4 показан вид в разрезе базового корпуса инструмента и соответствующего электрода в соответствии со вторым примером осуществления изобретения.
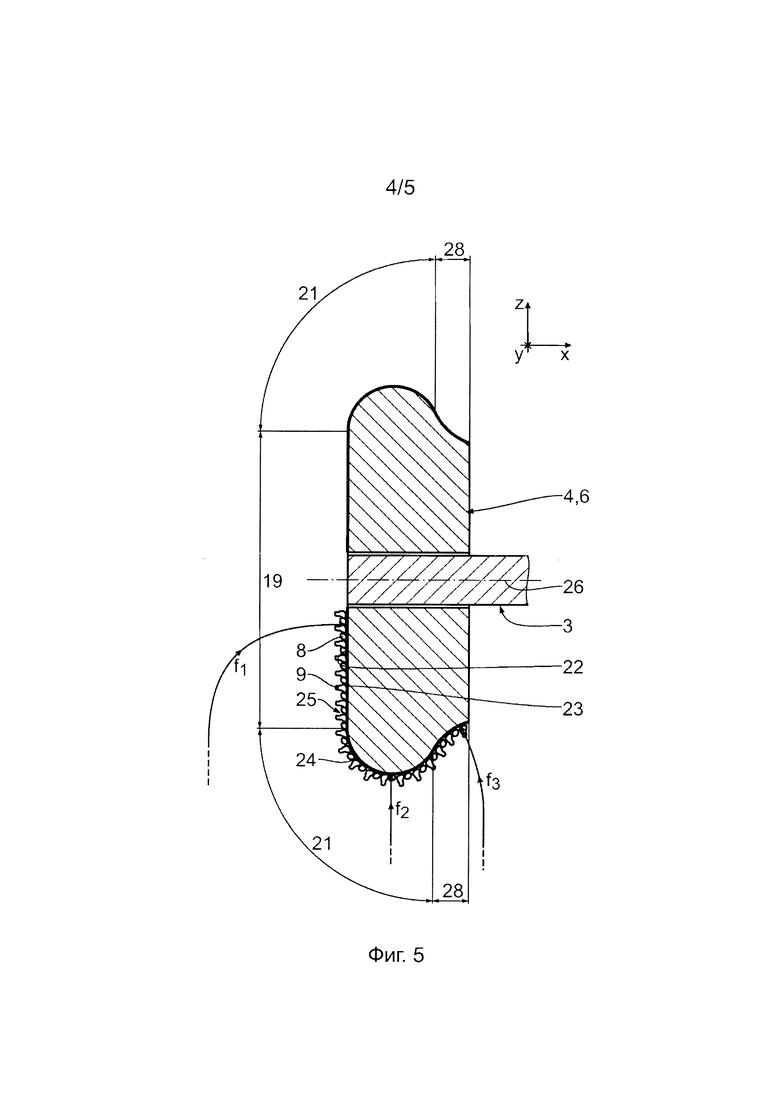
На фиг. 5 показан вид в разрезе базового корпуса инструмента, выполненного в виде электрода в соответствии с третьим примером осуществления изобретения.
На фиг. 6 показан вид в разрезе базового корпуса инструмента, выполненного в виде электрода в соответствии с четвертым примером осуществления изобретения.
Ниже по тексту первый пример осуществления изобретения описывается со ссылками на фиг. 1 и 3. Устройство 1 для изготовления шлифовального инструмента 2 включает управляющее устройство 3 для управления базовым корпусом инструмента 4 и позиционирования базового корпуса инструмента, первый электрод 5 и соответствующий второй электрод 6 для генерирования электростатического поля Е, дозирующее устройство 7 для подачи абразивных шлифовальных зерен 8, 9 на транспортное приспособление 10.
Транспортировочное приспособление 10 включает бесконечную транспортерную ленту 11, которая натягивается с помощью двух шкивов 12, 13. Шкив 12 приводится во вращение, например, посредством приводного электродвигателя 14. Часть транспортерной ленты 11, расположенная над шкивами 12, 13, во взаимосвязи с силой тяжести FG определяет конфигурацию зоны транспортировки 15, которая проходит в горизонтальном направлении x и в горизонтальном направлении y.
Дозирующее устройство 7 установлено перед электродами 5, 6 в направлении транспортировки 16. Первый электрод 5 выполнен пластинчатой конструкции и установлен под верхней частью транспортерной ленты 11 или под зоной транспортировки 15 в направлении силы тяжести FG. Второй электрод 6 установлен над транспортерной лентой 11 или над зоной транспортировки 15 во взаимосвязи с силой тяжести FG. Таким образом, второй электрод 6 расположен на определенном расстоянии от первого электрода 5 в вертикальном направлении z, в результате зона транспортировки 15 проходит между электродами 5, 6. Направления x, y и z определяют конфигурацию системы прямоугольных координат.
Ниже по тексту описывается функционирование устройства 1.
Второй электрод 6 выполнен отдельно от базового корпуса инструмента 4 в форме, соответствующей базовому корпусу инструмента 4. Второй электрод 6 прикреплен к управляющему устройству 3. Базовый корпус инструмента 4 держится с помощью управляющего устройств 3 таким образом, что второй электрод 6 по существу полностью соприкасается с задней стороной базового корпуса инструмента 4. Управляющее устройство 3 удерживает базовый корпус инструмента 4, например, механически и/или пневматически. Между первым электродом 5 и вторым электродом 6 прикладывают электрическое напряжение U, генерируемое источником напряжения 18 с возможностью регулирования.
Базовый корпус инструмента 4 выполнен в трехмерной форме. В центральной части 19 базовый корпус инструмента 4 выполнен в виде диска и имеет, например, центральную втулку 20. Как альтернатива, базовый корпус инструмента 4 может быть выполнен с валом вместо центральной втулки 20. Возможна также конструкция без центральной втулки 20 или без вала. В отличие от этого, базовый корпус инструмента 4 может быть выполнен в криволинейной форме, в криволинейной зоне 21 вокруг центральной части 19.
На переднюю сторону 22, повернутую в противоположную сторону от второго электрода 6, прежде всего наносят связующее вещество 23, в результате связующее вещество 23 на базовом корпусе инструмента 4 образует адгезивную поверхность трехмерной формы 24. Связующее вещество является, например, смолой, в частности, фенольной смолой. Базовый корпус инструмента 4 изготовлен из обычного материала, например, такого как вулканизированное волокно или полиэфиропластик. Связующее вещество 23 наносят, например, вручную или с помощью управляющего устройства 3. Например, базовый корпус инструмента 4 погружают в связующее вещество 23 передней стороной 22 с помощью управляющего устройства 3.
Затем базовый корпус инструмента 4 устанавливают над первым электродом в направлении z с помощью управляющего устройства 3, в результате адгезивная поверхность 24 частично располагается в электростатическом поле Е между электродами 5, 6. Линии поля выходят перпендикулярно из поверхности первого электрода 5 и входят перпендикулярно в поверхность второго электрода 6, в результате линии поля проходят по существу перпендикулярно через адгезивную поверхность 24. На фиг. 2 это показано для линий поля f1, f2 и f3, как пример.
С помощью транспортировочного приспособления 10 абразивные шлифовальные зерна 8, 9 перемещают в электростатическое поле Е, чтобы формировать трехмерный слой абразивных шлифовальных зерен 25. С этой целью дозирующее устройство 7, например, обеспечивает смешивание тонкозернистых абразивных шлифовальных зерен 8 и грубозернистых абразивных шлифовальных зерен 9. Тонкозернистые абразивные шлифовальные зерна 8, соответственно, имеют максимальный размер D1, при условии по меньшей мере для 80%, в частности, по меньшей мере для 90%, и, в частности, по меньшей мере для 95% абразивных шлифовальных зерен 8: 1 мкм ≤ D1 ≤ 5000 мкм, в частности 5 мкм ≤ D1 ≤ 500 мкм, и в частности 10 мкм ≤ D1 ≤ 250 мкм. В отличие от этого, грубозернистые абразивные шлифовальные зерна, соответственно, имеют максимальный размер D2, при условии по меньшей мере для 80%, в частности, по меньшей мере для 90%, и в частности, по меньшей мере для 95% абразивных шлифовальных зерен 9: 1 мкм ≤ D2 ≤ 5000 мкм, в частности 150 мкм ≤ D2 ≤ 3000 мкм, в частности 250 мкм ≤ D2 ≤ 1500 мкм. В частности, при условии, что D1≤D2. Таким образом, абразивные шлифовальные зерна 8, 9 в смеси имеют максимальный размер D1 или D2, при этом максимальный размер в смеси обычно определяется как D. Таким образом в смеси абразивные шлифовальные зерна 8, 9 имеют максимальный размер D, при условии по меньшей мере для 80%, в частности, по меньшей мере для 90%, и в частности, по меньшей мере для 95% абразивных шлифовальных зерен 8, 9: 1 мкм ≤ D ≤ 5000 мкм, в частности 10 мкм ≤ D ≤ 2500 мкм, и, в частности 100 мкм ≤ D ≤ 1000 мкм.
Абразивные шлифовальные зерна 8, 9 подают на транспортерную ленту 11 дозированным способом с помощью дозирующего устройства 7 и распределяют по ней. С помощью, например, приводного электродвигателя 14 транспортерная лента 11 с находящимися на ней абразивными шлифовальными зернами 8, 9 движется в направлении транспортировки 16, в результате абразивные шлифовальные зерна 8, 9 вводят в электростатическое поле Е. С помощью, например, приводного электродвигателя 14 можно регулировать скорость транспортировки в направлении 16.
Благодаря электростатическому полю Е, абразивные шлифовальные зерна 8, 9 перемещают против силы тяжести FG в направлении адгезивной поверхности 24, и они выстраиваются вдоль линий поля, например, линий поля f1, f2 и В. Когда абразивные шлифовальные зерна 8, 9 падают на адгезивную поверхность 24, они прилипают к ней. Благодаря прилипанию абразивных шлифовальных зерен 8, 9 формируется слой 25 абразивных шлифовальных зерен на базовом корпусе инструмента 4. Чтобы наносить абразивные шлифовальные зерна 8, 9 одинаково и равномерно, базовый корпус инструмента 4 вращают вокруг продольной центральной оси 26 с помощью управляющего устройства 3. Между грубозернистыми абразивными шлифовальными зернами 9 тонкозернистые абразивные шлифовальные зерна 8 прилипают к базовому корпусу инструмента, в результате слой 25 абразивных шлифовальных зерен формируется равномерно. В этом случае грубозернистые абразивные шлифовальные зерна 9 определяют основные зерна, а тонкозернистые абразивные шлифовальные зерна 8 определяют наполнительные зерна. Слой 25 абразивных шлифовальных зерен формируют в трехмерном виде или в криволинейной виде в соответствии с адгезивной поверхностью. Кроме того, при необходимости базовый корпус инструмента 4 перемещают таким образом, чтобы центральная продольная ось 26 была скоординирована в различных направлениях относительно первого электрода 5.
После завершения нанесения на базовый корпус инструмента 4 слоя 25 абразивных шлифовальных зерен базовый корпус инструмента 4 вместе со связывающим веществом 23 и слоем 25 абразивных шлифовальных зерен образует промежуточное изделие.
Промежуточное изделие высвобождают из управляющего устройства 3 и помещают в нагревательное устройство, где отверждают связующее вещество 23. Затем по меньшей мере одно связующее покрытие 27 и, при необходимости, слой покрытия 31 наносят на слой 25 абразивных шлифовальных зерен обычным способом. Связующее покрытие 27 имеет, например, связующее вещество 23 с дополнительным активным шлифовальным наполнительным материалом. Слой покрытия 31 наносят на связующее покрытие 27. Слой покрытия 31 имеет связующее вещество 23 с дополнительным активным шлифовальным наполнительным материалом, при этом доля активного шлифовального наполнительного материала предпочтительно выше, чем в связующем покрытии 27. Связующее покрытие 27 и слой покрытия 31 наносят, например, вручную. Затем связующее покрытие 27 и слой покрытия 31 отверждают в нагревательном устройстве. Связующее вещество 23 содержит, например, фенольную смолу и мел. Связующее покрытие 27 и слой покрытия 31 содержат, например, фенольную смолу, мел и криолит. Влажность воздуха при изготовлении составляет, например, от 0% до 100%, в частности от 35% до 80%. На фиг. 3 показан готовый шлифовальный инструмент.
Ниже по тексту описан второй пример осуществления изобретения со ссылками на фиг. 4. В отличие от первого примера осуществления изобретения второй электрод 6 выполнен в меньших размерах, чем базовый корпус инструмента 4, и закрывает только часть базового корпуса инструмента 4. В этой части форма второго электрода 6 выполнена в соответствии с базовым корпусом инструмента 4, в результате второй электрод 6 проходит в основном параллельно адгезивной поверхности 24.
Второй электрод 6 не касается задней стороны 17 базового корпуса инструмента 4, но отдалено от него на небольшое расстояние. Второй электрод 6 жестко соединен с управляющим устройством 3, при этом базовый корпус инструмента 4 вращается вокруг центральной продольной оси 26 с помощью управляющего устройства 3. Базовый корпус инструмента 4 таким образом перемещается относительно второго электрода 6 вращением вокруг центральной продольной оси 26. Абразивные шлифовальные зерна 8, 9 перемещаются в направлении адгезивной поверхности 24 в зону электростатического поля Е и после контакта с адгезивной поверхностью 24 прилипают к ней. Так как базовый корпус инструмента 4 перемещается относительно второго электрода 6, т.е. вращается вокруг центральной продольной оси 26, на всю адгезивную поверхность 24 наносятся абразивные шлифовальные зерна 8, 9. В аспекте дальнейшей конструкции устройства 1, его функциональности и дальнейшей конфигурации шлифовального инструмента 2, необходимо обращаться к предыдущему примеру осуществления изобретения.
Ниже по тексту описывается третий пример осуществления изобретения со ссылками на фиг. 5. В отличие от предыдущего примера осуществления изобретения сам базовый корпус инструмента 4 выполнен как второй электрод 6. С этой целью базовый корпус инструмента 4 изготовлен из электропроводящего материала, в частности, из металла. Например, базовый корпус инструмента 4 изготовлен из алюминия. Базовый корпус инструмента 4, показанный на фиг. 5, дополнительно к плоской центральной части 19 и выпукло криволинейной части 21 снабжен вогнуто криволинейной частью 28. Таким путем адгезивная поверхность 24 выполнена в трехмерном комплексном виде. Нанесенное связующее вещество 23 является электропроводным, чтобы не допускать формирования блокирующего поля и оптимизировать электростатическое поле Е. Электропроводное связующее вещество 23 выполнено, например, из электропроводящего лака. Линии поля f1-f3 проходят перпендикулярно через адгезивную поверхность 24, в результате абразивные шлифовальные зерна 8, 9 наносят на адгезивную поверхность 24 упорядоченным способом, несмотря на ее сложную форму. Центральная продольная ось 26 проходит, по существу, в пределах плоскости x-y, в результате путем вращения базового корпуса инструмента 4 вокруг центральной продольной оси на центральную часть 19, а также на части 21 и 28, надежно и равномерно наносят абразивные шлифовальные зерна 8, 9. В аспекте дальнейшей конструкции устройства 1, его функциональности и дальнейшей конфигурации шлифовального инструмента 2 необходимо обращаться к предыдущему примеру осуществления изобретения.
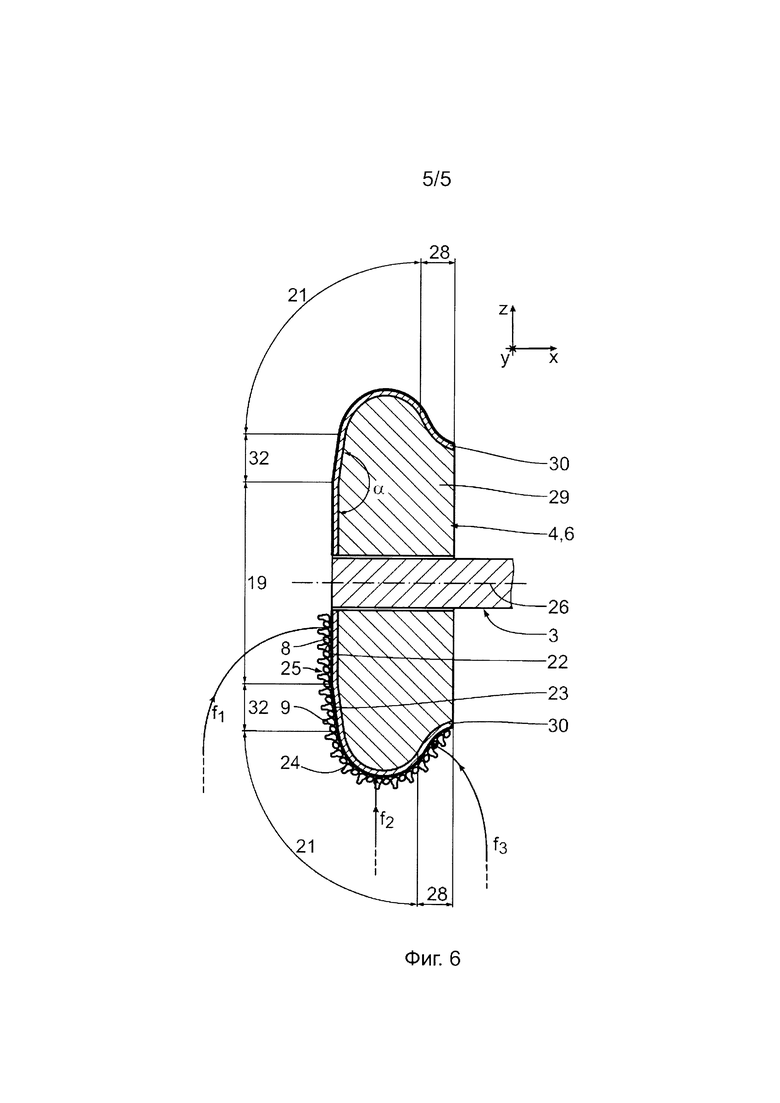
Ниже по тексту четвертый пример осуществления изобретения описывается со ссылками на фиг. 6. В отличие от предыдущего примера осуществления изобретения базовый корпус инструмента 4 включает базовый корпус 29, изготовленный из неэлектропроводного материала, и электропроводный слой 30 прочно соединен с базовым корпусом 29. Благодаря электропроводному слою 30 базовый корпус инструмента 4 сам формирует второй электрод 6. Слой 30 является, например, медной фольгой. Связующее вещество 23 нанесено на электропроводный слой 30, в результате формируется адгезивная поверхность 24. Связующее вещество 23 может быть электропроводным. Базовый корпус инструмента 4 включает центральную часть 19, выпукло криволинейную часть 21 и вогнуто криволинейную 28. Между центральной частью 19 и выпукло криволинейной частью 21 расположена закругленная часть 32 или буртик. Закругленная часть 32 и центральная часть 19 образуют угол α, при условии, что α≠180°. Закругленная часть 32, например, служит для черновой обработки или для двухмерной обработки. Базовый корпус инструмента 4 вращается вокруг центральной продольной оси 26, в результате на адгезивную поверхность 24 надежно и равномерно наносят абразивные шлифовальные зерна 8, 9, несмотря на ее сложную трехмерную форму.
Слой 25 абразивных шлифовальных зерен благодаря вогнутой криволинейности и выпуклой криволинейности, а также закруглению или закругленной части 32 формируется в трехмерном виде в комплексном режиме. В аспекте дальнейшей конфигурации устройства 1, его функциональности и дальнейшей конфигурации шлифовального инструмента 2, необходимо обращаться к предыдущему примеру осуществления изобретения.
Способ в соответствии с изобретением имеет небольшое количество технологических операций, в частности, исключается преобразование гибких абразивных материалов. Способ в соответствии с изобретением обеспечивает изготовление шлифовальных инструментов 2, в том числе трехмерных слоев 25 абразивных шлифовальных зерен, формируемых в одно целое, для множества различных областей применения. Производительность резания и срок службы шлифовальных инструментов 2 в этом случае сопоставимы с шлифовальными инструментами, изготовляемыми из гибких абразивных материалов. Благодаря электростатическому нанесению абразивных шлифовальных зерен 8, 9, в частности, обеспечивается возможность направлять абразивные шлифовальные зерна 8, 9, с их соответствующими продольными осями перпендикулярно адгезивной поверхности 24 или поверхности базового корпуса инструмента 4. Это обеспечивает высокую производительность резания и длительный срок службы. Кроме того, шлифовальный инструмент 2 в соответствии с изобретением обеспечивает более низкие уровни шума и вибрации по сравнению с гибкими абразивными материалами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 2018 |
|
RU2771903C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ И ИСПОЛЬЗУЕМЫЙ В НЕМ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2351453C2 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2000 |
|
RU2201865C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИЗДЕЛИЯ И ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ | 1997 |
|
RU2169068C2 |
| СВЯЗАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБЫ ШЛИФОВАНИЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2003 |
|
RU2278773C2 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ХРУПКИХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 2012 |
|
RU2594923C2 |
| СПОСОБ ЗАТОЧКИ ЛЕЗВИЯ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ШЛИФОВАЛЬНЫМ КРУГОМ | 2013 |
|
RU2547980C1 |
| Комбинированный шлифовальный инструмент | 1988 |
|
SU1609628A1 |
| ИНСТРУМЕНТ ДЛЯ ГРУБОГО ШЛИФОВАНИЯ | 2016 |
|
RU2721972C1 |
Группа изобретений относится к производству режущих инструментов и может быть использована при изготовлении шлифовального инструмента. Способ включает получение базового корпуса инструмента, который образует трехмерную конфигурацию адгезивной поверхности, путем нанесения связующего вещества. Базовый корпус инструмента размещают таким образом, чтобы адгезивная поверхность располагалась в электростатическом поле между первым и вторым электродами. В электростатическое поле вводят абразивные шлифовальные зерна, которые под действием электростатического поля перемещаются в направлении адгезивной поверхности и прилипают к ней. При таком способе изготовления шлифовальный инструмент выполняют с трехмерным слоем абразивных шлифовальных зерен. Шлифовальный инструмент имеет слой абразивных шлифовальных зерен произвольной формы. Повышается срок службы инструмента, обеспечивается универсальность и экономичность изготовления. 2 н. и 19 з.п. ф-лы, 6 ил.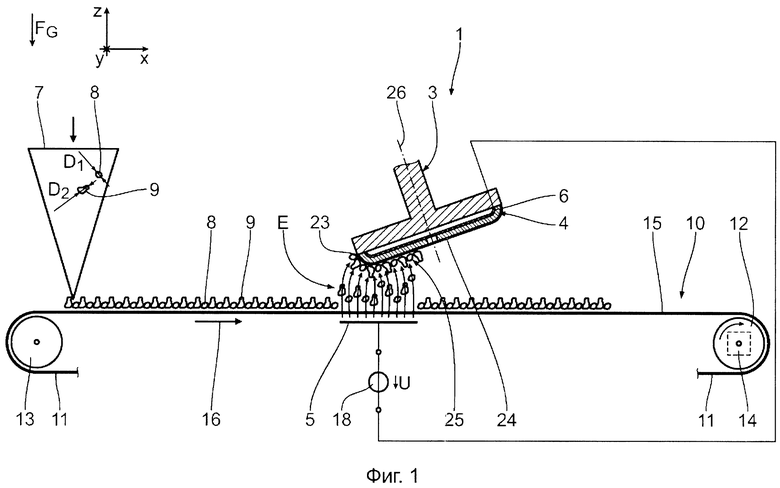
1. Способ изготовления шлифовального инструмента, включающий операции:
- обеспечение базового корпуса инструмента (4),
- генерирование адгезивной поверхности трехмерной формы (24) путем нанесения связующего вещества (23) на базовый корпус инструмента (4),
- позиционирование базового корпуса инструмента (4) таким образом, чтобы адгезивная поверхность (24) располагалась в электростатическом поле (Е) между первым электродом (5) и вторым электродом (6), при этом базовый корпус инструмента (4) и второй электрод (6) выполняют отдельно друг от друга, и
- введение абразивных шлифовальных зерен (8, 9) в электростатическое поле (Е) таким образом, чтобы абразивные шлифовальные зерна (8, 9) под действием электростатического поля (Е) перемещались в направлении адгезивной поверхности (24) и прилипали к адгезивной поверхности (24) для образования трехмерного слоя абразивных шлифовальных зерен (25), при этом неэлектропроводный материал базового корпуса инструмента (4) покрывают абразивными шлифовальными зернами (8, 9) и наносят абразивные шлифовальные зерна (8, 9) непосредственно на базовый корпус инструмента (4) таким образом, чтобы базовый корпус инструмента (4) образовал основу.
2. Способ по п. 1, отличающийся тем, что адгезивную поверхность (24) выполняют криволинейной формы для формирования трехмерного слоя (25) абразивных шлифовальных зерен.
3. Способ по любому из пп. 1 или 2, отличающийся тем, что базовый корпус инструмента (4) перемещают относительно по меньшей мере одного из электродов (5, 6) для формирования трехмерного слоя (25) абразивных шлифовальных зерен.
4. Способ по любому из пп. 1-3, отличающийся тем, что центральную продольную ось (26) базового корпуса инструмента (4) координируют в различных направлениях относительно первого электрода (5), чтобы определить конфигурацию трехмерного слоя (25) абразивных шлифовальных зерен.
5. Способ по любому из пп. 1-4, отличающийся тем, что базовый корпус инструмента (4) вращают вокруг центральной продольной оси (26), чтобы определить конфигурацию трехмерного слоя (25) абразивных шлифовальных зерен.
6. Способ по любому из пп. 1-5, отличающийся тем, что абразивные шлифовальные зерна (8, 9), прилипающие к адгезивной поверхности (24), по меньшей мере частично скоординированы относительно адгезивной поверхности (24).
7. Способ по любому из пп. 1-6, отличающийся тем, что абразивные шлифовальные зерна (8, 9) перемещают в электростатическое поле (Е) посредством транспортировочного приспособления (10).
8. Способ по п. 7, отличающийся тем, что транспортировочное приспособление (10) выполнено с транспортировочной лентой (11).
9. Способ по п. 7 или 8, отличающийся тем, что первый электрод (5) устанавливают под зоной транспортировки (15) транспортировочного приспособления (10).
10. Способ по любому из пп. 1-9, отличающийся тем, что абразивные шлифовальные зерна (8, 9) подают посредством дозирующего устройства (7).
11. Способ по любому из пп. 1-10, отличающийся тем, что электрическое напряжение (U) между электродами (5, 6) является регулируемым.
12. Способ по любому из пп. 1-11, отличающийся тем, что нанесенное связующее вещество (23) является электропроводным.
13. Способ по любому из пп. 1-12, отличающийся тем, что второй электрод (6) выполнен по меньшей мере в сечении в форме, соответствующей базовому корпусу инструмента (4).
14. Способ по любому из пп. 1-13, отличающийся тем, что второй электрод (6) по меньшей мере в сечении выполнен с касанием базового корпуса инструмента (4).
15. Шлифовальный инструмент, содержащий
- базовый корпус инструмента (4) и
- абразивные шлифовальные зерна (8, 9), при этом
-- абразивные шлифовальные зерна (8, 9) нанесены непосредственно на базовый корпус инструмента (4), и базовый корпус инструмента (4) является основой,
-- абразивные шлифовальные зерна (8, 9) соединены с базовым корпусом инструмента (4) посредством связующего вещества (23) с образованием конфигурации слоя (25) абразивных шлифовальных зерен,
-- слой (25) абразивных шлифовальных зерен сформирован в трехмерном виде, отличающийся тем, что неэлектропроводный материал базового корпуса инструмента (4) покрыт абразивными зернами (8, 9).
16. Шлифовальный инструмент по п. 15, отличающийся тем, что слой (25) абразивных шлифовальных зерен выполнен криволинейным.
17. Шлифовальный инструмент по п. 15 или 16, отличающийся тем, что абразивные шлифовальные зерна (8, 9) по меньшей мере частично скоординированы относительно базового корпуса инструмента (4).
18. Шлифовальный инструмент по любому из пп. 15-17, отличающийся тем, что абразивные шлифовальные зерна (8, 9), соответственно, имеют максимальный размер D, при этом по меньшей мере для 80%, в частности по меньшей мере для 90%, и в частности по меньшей мере для 95% абразивных шлифовальных зерен (8, 9), соблюдено условие: 1 мкм ≤ D ≤ 5000 мкм, в частности 10 мкм ≤ D ≤ 2500 мкм, и в частности 100 мкм ≤ D ≤ 1000 мкм.
19. Шлифовальный инструмент по любому из пп. 15-18, отличающийся тем, что абразивные шлифовальные зерна (8), соответственно, имеют максимальный размер D1, при этом по меньшей мере для 80%, и в частности по меньшей мере для 90%, и в частности по меньшей мере для 95% абразивных шлифовальных зерен (8) соблюдено условие: 1 мкм ≤ D1 ≤ 5000 мкм, в частности 5 мкм ≤ D1 ≤ 500 мкм, и в частности 10 мкм ≤ D1 ≤ 250 мкм.
20. Шлифовальный инструмент по любому из пп. 15-19, отличающийся тем, что абразивные шлифовальные зерна (9), соответственно, имеют максимальный размер D2, при этом по меньшей мере для 80%, и в частности по меньшей мере для 90%, и в частности по меньшей мере для 95% абразивных шлифовальных зерен (9), соблюдено условие: 1 мкм ≤ D2 ≤ 5000 мкм, в частности 150 мкм ≤ D2 ≤ 3000 мкм, и в частности 250 мкм ≤ D2 ≤ 1500 мкм.
21. Шлифовальный инструмент по любому из пп. 15-20, отличающийся тем, что связующее покрытие (27) нанесено на слой (25) абразивных шлифовальных зерен, при этом, в частности, слой покрытия (31) нанесен на связующее покрытие (27).
| СПОСОБ НАНЕСЕНИЯ АБРАЗИВНЫХ ЗЕРЕН НА КОРПУС ИНСТРУМЕНТА | 1995 |
|
RU2080984C1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Способ изготовления абразивного инструмента | 1971 |
|
SU724329A1 |

