Предлагаемое изобретение относится к шлифовальному инструменту и способу изготовления шлифовального инструмента.
Из ЕР 1543923 А1 известен обдирочно-абразивный круг. Этот обдирочно-абразивный круг имеет два слоя связанных абразивных зерен, причем эти слои усилены внешними и внутренними армирующими элементами. Между внутренними армирующими элементами расположен кольцеобразный разделительный слой. Этот разделительный слой образован промежуточными слоями, которые расположены друг напротив друга и выполнены, например, из бумажной или пластмассовой пленки. Разделительный слой уменьшает амплитуду вибраций в процессе работы, не размягчая образованной зернами, связанными вяжущим материалом, структуру абразива и не увеличивая истирание.
Цель предлагаемого изобретения состоит в создании шлифовального инструмента, который был бы простым в изготовлении и гибким в эксплуатации и в высокой степени обладал бы свойствами гашения вибраций и шумов в сочетании с высокой производительностью и долговечностью.
Эта цель достигнута созданием шлифовального инструмента по п. 1 формулы изобретения. В силу того, что волокнистые слои (наличествует по меньшей мере один волокнистый слой) в вяжущем материале выполнены частично подвижными, при работе шлифовального инструмента в этих волокнистых слоях обеспечена возможность свободного относительного смещения, результатом чего является высокая степень гашения вибраций и шумов базового тела. Чтобы обеспечить возможность свободного относительного смещения в волокнистых слоях, количество вяжущего материала, используемого при производстве базового тела, с одной стороны, достаточно велико для обеспечения надлежащей устойчивости базового тела, с другой стороны, достаточно мало, чтобы волокнистые слои не образовывали с вяжущим материалом сплошной связи и/или связи по всей поверхности. Характер погружения волокнистых слоев в вяжущий материал таков, что первая область волокнистых слоев связана с вяжущим материалом жестко, а вторая область волокнистых слоев может быть смещена относительно вяжущего материала и упомянутой первой области. Предпочтительно решение, когда волокнистые слои содержат пряжу (по меньшей мере одну нить). Эта пряжа частично смещается в вяжущем материале. Предпочтительно решение, когда пряжа имеет первый участок, который относительно вяжущего материала неподвижен, и второй участок, подвижный относительно вяжущего материала. В частности, этот второй участок подвижен относительно первого участка. Предпочтительно решение, когда в качестве вяжущего материала использована смола и/или клеящее вещество. Предпочтительно решение, когда в качестве вяжущего материала использована термореактивная смола, в частности, феноловая смола или эпоксидная смола.
Базовое тело шлифовального инструмента может быть выполнено в любой желаемый форме, обеспечивающей гибкость шлифовального инструмента в эксплуатации. Исполнение базового тела, обеспечивающее гашение вибраций и шума, не оказывает отрицательного влияния на абразивный слой. Абразивный слой непосредственно и/или опосредованно нанесен на базовое тело, что обеспечивает высокую устойчивость и долговечность благодаря волокнистым слоям. Кроме того, шлифовальный инструмент прост в изготовлении.
Исполнение абразивного слоя соответствует назначению шлифовального инструмента. Предпочтительно решение, когда абразивный слой содержит слой абразивных зерен, закрепленный на базовом теле с помощью статического электричества. Зерна, образующие слой, могут быть закреплены на поверхности базового тела с помощью клеящего вещества. Зерна, образующие слой, могут быть, по меньшей мере частично, упорядочены относительно базового тела и/или друг относительно друга. Геометрическая форма зерен, образующих слой, может быть определенной и/или неопределенной. Зерна, образующие слой, содержат по меньшей мере один материал из следующей группы: керамика, корунд, в частности, циркониевый электрокорунд, алмаз, кубический нитрид бора, карбид кремния, карбид вольфрама. Зерна, образующие слой, могут быть нанесены в один слой или в большее число слоев. Когда слоев больше одного, перед нанесением очередного слоя нижний слой покрывают клеящим веществом. Слой абразивных зерен закреплен на базовом теле или на опорном слое, который соединен с базой. Абразивный слой может содержать вяжущую основу, абразивные зерна и вяжущее покрытие. Абразивные зерна могут быть введены на разных уровнях вяжущей основы или нанесены на базовое тело.
Абразивный слой может содержать абразивное волокно. Это абразивное волокно может быть зафиксировано, например, на поверхности базового тела с помощью клеящего вещества. Кроме того, абразивный слой содержит абразивный материал на подложке. Этот абразивный материал на подложке может образовывать опорный слой, на котором закреплены абразивные зерна. Абразивный материал на подложке может быть выполнен, например, в виде лепестков. Абразивные зерна, например, алмазные, могут быть нанесены на металлическую подложку.
Предпочтительно решение, когда для крепления шлифовального инструмента и приведения его во вращение базовое тело имеет ступицу или вал. В частности, шлифовальный инструмент может быть выполнен в виде шлифовального круга.
Шлифовальный инструмент по п. 2 формулы изобретения обеспечивает высокую степень гашения вибраций и шума. В силу того, что нити пряжи каждого волокнистого слоя частично смещаются друг относительно друга и относительно вяжущего материала, обеспечена возможность смещения нитей пряжи друг относительно друга и, тем самым, обеспечена возможность относительного смещения внутри соответствующего волокнистого слоя. Предпочтительно решение, когда базовое тело имеет больше одного волокнистого слоя, и в этих волокнистых слоях нити пряжи охвачены связующим материалом с возможностью частичного смещения друг относительно друга.
Шлифовальный инструмент по п. 3 формулы изобретения обеспечивает высокую степень гашения вибраций и шума. Предпочтительно решение, когда охваченные вяжущим материалом волокнистые слои расположены один над другим. В силу того, что волокнистые слои в некоторой области или в некоторых областях могут быть смещены друг относительно друга, достигаются, с одной стороны, относительное смещение в каждом волокнистом слое и, с другой стороны, относительное смещение между волокнистыми слоями. Многослойное строение базового тела придает ему высокую устойчивость или прочность и обеспечивает долговечность шлифовального инструмента. Волокнистые слои содержат первые области (по меньшей мере одну), которые соединены с вяжущим материалом жестко, и вторые области (по меньшей мере одну), которые выполнены с возможностью смещения относительно вяжущего материала и упомянутых первых областей.
Шлифовальный инструмент по п. 4 формулы изобретения обеспечивает высокую степень гашения вибраций и шума. Волокнистые слои могут быть расположены один над другим. В силу того, что нити пряжи частично могут быть смещены друг относительно друга и относительно вяжущего материала, обеспечена возможность относительного смещения между волокнистыми слоями и/или относительного смещения внутри соответствующего волокнистого слоя.
Шлифовальный инструмент по п. 5 формулы изобретения обеспечивает высокую степень гашения вибраций и шума, а также долговечность. В силу того, что волокнистые слои содержат по меньшей мере один тканый материал и/или по меньшей мере одну однонаправленную ткань, относительное смещение создает эффект гашения вибраций и шума в базовом теле простым образом. При этом базовое тело обладает высокой устойчивостью, что является предпосылкой долговечности. Упомянутые по меньшей мере один тканый материал и/или по меньшей мере одна однонаправленная ткань содержат пряжу (по меньшей мере одну нить). В частности, тканые материалы могут содержать основную пряжу и уточную пряжу. Упомянутая по меньшей мере одна нить пряжи содержит первый участок, который относительно вяжущего материала неподвижен, и по меньшей мере один второй участок, подвижный относительно вяжущего материала и упомянутого первого участка нити пряжи. Тканый материал может иметь, например, саржевое переплетение. Тканый материал с саржевым переплетением простым образом обеспечивает смещения основной пряжи и/или уточной пряжи в составе тканого материала и, тем самым, относительного смещения для обеспечения высокой степени гашения вибраций и шума. Предпочтительно решение, когда упомянутые по меньшей мере один тканый материал и/или по меньшей мере одна однонаправленная ткань выполнены из стекловолокна, угольного волокна, хлопка и/или полиэфирного волокна.
Шлифовальный инструмент по п. 6 формулы изобретения обеспечивает высокую степень гашения вибраций и шума в сочетании с долговечностью. Чем больше в базовом теле волокнистых слоев, тем выше степень относительной подвижности, которой можно достичь в базовом теле. Кроме того, с ростом числа волокнистых слоев возрастает устойчивость базового тела, что способствует долговечности. Но с ростом числа волокнистых слоев возрастают производственные издержки, поэтому для числа волокнистых слоев существует некоторый оптимальный диапазон.
Шлифовальный инструмент по п. 7 формулы изобретения обеспечивает высокую степень гашения вибраций и шума в сочетании с долговечностью. Отношение М - это отношение mB: mF, где mB - масса вяжущего материала, а mF - масса волокнистых слоев. С одной стороны, отношение М гарантирует, что базовое тело достаточно устойчиво, в частности, оно в процессе работы не расслоится и не подвергнется перегибанию. С другой стороны, отношение М гарантирует, что волокнистые слои не соединены с вяжущим материалом полностью или по всей площади, и что нет непрерывного связывания с вяжущим материалом, чем обеспечено достаточное относительное смещение внутри базового тела. Степень относительного смещения внутри базового тела тем больше, чем меньше отношение М. Но степень устойчивости тем выше, чем больше отношение М.
Шлифовальный инструмент по п. 8 формулы изобретения обеспечивает высокую степень гашения вибраций и шума. В процессе изготовления в базовое тело в качестве демпфирующей добавки вводят демпфирующие частицы. С одной стороны, эти демпфирующие частицы сами имеют свойство гасить вибрации и шум. С другой стороны, они предотвращают соединение волокнистых слоев с вяжущим материалом полностью или по всей поверхности.
Шлифовальный инструмент по п. 9 формулы изобретения обеспечивает высокую степень гашения вибраций и шума в сочетании с долговечностью. Вяжущий материал гарантирует, что волокнистые слои в некоторой области или некоторых областях армированы, при этом представляется предпочтительным, чтобы сам вяжущий материал обладал демпфирующими свойствами. В качестве вяжущего материала может быть использована, например, смесь феноловой смолы и натурального каучука.
Шлифовальный инструмент по п. 10 формулы изобретения обеспечивает возможность гибкого использования и высокую степень гашения вибраций и шума в сочетании с высокой производительностью и долговечностью. Базовое тело по меньшей мере в некоторой части или в некоторых частях рабочей области имеет искривленную конфигурацию. В этой рабочей области абразивный слой расположен на базовом теле. Абразивный слой имеет искривленную конфигурацию по меньшей мере в некоторой части или в некоторых частях рабочей области. При таком решении обеспечено гибкое использование шлифовального инструмента, например, для обработки угловых сварных швов и/или обработки кромок.
Относительно оси вращения шлифовального инструмента базовое тело и/или абразивный слой искривлены в радиальном и/или окружном направлении. Они искривлены выпуклым и/или вогнутым образом. Предпочтительно решение, когда абразивный слой содержит слой абразивных зерен, закрепленный непосредственно на поверхности базового тела с помощью клеящего вещества. Благодаря искривленному характеру базового тела, силы, возникающие при работе, могут эффективно передаваться на базовое тело и там гаситься, в результате чего шлифовальный инструмент обеспечивает высокую степень гашения вибраций и шума. В силу того, что имеющее искривленную конфигурацию базовое тело обеспечивает возможность создания имеющего искривленную конфигурацию абразивного слоя, шлифовальный инструмент обеспечивает высокую производительность в различных применениях.
Шлифовальный инструмент по п. 11 формулы изобретения обеспечивает возможность гибкого использования и высокую степень гашения вибраций и шума в сочетании с высокой производительностью и долговечностью. В качестве промежуточного слоя между базовым телом и абразивным слоем служит опорный слой, обладающий свойствами, обеспечивающими преимущества в зависимости от желаемого использования. Предпочтительно решение, когда опорный слой соединен с базовым телом монолитно. В частности, опорный слой не образует с базовым телом внутренних пазов. Предпочтительно решение, когда для получения абразивного слоя абразивные зерна нанесены непосредственно на опорный слой. Абразивные зерна могут быть закреплены на поверхности опорного слоя, например, с помощью клеящего вещества. Абразивные зерна могут быть закреплены на поверхности опорного слоя, например, с помощью статического электричества. Предпочтительно решение, когда опорный слой выполнен из металла.
Шлифовальный инструмент по п. 12 формулы изобретения обеспечивает возможность гибкого использования в сочетании с высокой производительностью. Трехмерная конфигурация абразивного слоя зависит от желаемого использования, и поэтому для желаемого использования достигаются высокая производительность и долговечность. Абразивный слой может быть, например, искривленным и/или упорядоченным в нескольких плоскостях, например, в плоскостях, ориентированных под углом друг относительно друга. Предпочтительно решение, когда абразивный слой искривлен в двух взаимно перпендикулярных направлениях, например, в радиальном и окружном направлениях относительно оси вращения шлифовального инструмента. Искривленный характер поверхности обеспечивает, например, возможность обработки угловых сварных швов и/или обработки кромок. С помощью плоскостей, ориентированных под углом друг относительно друга, абразивный слой образует скошенную грань, обеспечивающую возможность грубой шлифовки или обработки поверхности. Предпочтительно решение, когда абразивный слой закреплен с помощью клеящего вещества непосредственно на поверхности базового тела или на поверхности опорного слоя, соединенного с базовым телом. В частности, абразивный слой может быть получен закреплением абразивных зерен с помощью статического электричества.
Еще одна цель изобретения состоит в создании способа, который простым образом обеспечивал бы изготовление шлифовального инструмента, допускающего гибкое использование и обеспечивающего высокую степень гашения вибраций и шума в сочетании с высокой производительностью и долговечностью.
Эта цель достигается созданием способа по п. 13 формулы изобретения. Преимущества предлагаемого способа соответствуют преимуществам предлагаемого шлифовального инструмента, описанного выше. Способ тоже может быть охарактеризован признаками шлифовального инструмента, в частности, с помощью признака по меньшей мере одного из пп. 1-12 формулы изобретения.
Способ по п. 14 формулы изобретения обеспечивает возможность изготовления шлифовального инструмента, обеспечивающего высокую степень гашения вибраций и шума в сочетании с долговечностью. Волокнистые слои располагают один над другим и в таком виде соединяют друг с другом, нагревая, а затем охлаждая вяжущий материал, с одной стороны, чтобы придать базовому телу достаточную устойчивость и прочность, а с другой стороны, чтобы обеспечить возможность относительного смещения внутри базового тела.
Способ по п. 15 формулы изобретения обеспечивает возможность изготовления шлифовального инструмента, обеспечивающего высокую степень гашения вибраций и шума в сочетании с долговечностью. В силу того, что волокнистые слои (предпочтительно решение, когда их больше одного) при нагреве малого количества вяжущего материала сжимают, последний распределяется в достаточной степени для того, чтобы базовое тело приобрело достаточную прочность. Однако в силу малого количества вяжущего материала не происходит сплошного связывания или связывания по всей площади в каком-либо волокнистом слое и/или между волокнистыми слоями, так что в процессе работы обеспечено относительное смещение внутри базового тела. Предпочтительно решение, когда охлаждение вяжущего материала тоже осуществляют под давлением.
Способ по п. 16 формулы изобретения обеспечивает простоту изготовления шлифовального инструмента, обеспечивающего высокую степень гашения вибраций и шума в сочетании с долговечностью. В силу того, что вяжущий материал на волокнистых слоях присутствует только с одной стороны и/или на обеих сторонах, но только в некоторой области или в некоторых областях, при изготовлении базового тела не происходит сплошного связывания или связывания по всей площади с вяжущим материалом. Например, соответствующий волокнистый слой может быть импрегнирован вяжущим материалом. Например, импрегнированный волокнистый слой получен на более ранней стадии производственного процесса. Предпочтительно решение, когда в процессе изготовления базового тела друг на друга накладывают волокнистые слои с вяжущим материалом и, не обязательно, хотя бы один волокнистый слой без вяжущего материала.
Способ по п. 17 формулы изобретения обеспечивает простоту изготовления шлифовального инструмента, обеспечивающего высокую степень гашения вибраций и шума в сочетании с долговечностью. В силу того, что волокнистые слои с вяжущим материалом и без него располагают с прилеганием друг к другу, при изготовлении базового тела не происходит сплошного связывания или связывания по всей площади с вяжущим материалом. Тем самым обеспечивают возможность относительного смещения внутри базового тела. Предпочтительно решение, когда первые волокнистые слои и вторые волокнистые слои чередуют при накладывании их друг на друга. Предпочтительно решение, когда каждый из вторых волокнистых слоев с одной стороны или с обеих сторон содержит вяжущий материал. Например, каждый из вторых волокнистых сторон может быть импрегнирован вяжущим материалом.
Способ по п. 18 формулы изобретения обеспечивает простоту изготовления шлифовального инструмента, обеспечивающего высокую степень гашения вибраций и шума в сочетании с долговечностью. Изначально приготовленный волокнистый слой не содержит вяжущего материала. С одной стороны, слой вяжущего материала, прилегающий к волокнистому слою, придает базовому телу требуемую прочность. С другой стороны, волокнистый слой не имеет сплошного связывания или связывания по всей площади с вяжущим материалом, и поэтому в процессе работы внутри базового тела обеспечено желаемое внутреннее смещение. Предпочтительно решение, когда слой вяжущего материала образует пленку из вяжущего материала. Предпочтительно решение, когда между двумя волокнистыми слоями без вяжущего материала проложен один слой вяжущего материала, в частности, пленка из вяжущего материала.
Предпочтительно решение, когда накладывают с чередованием один волокнистый слой без вяжущего материала и один слой вяжущего материала, в частности, пленку из вяжущего материала.
Способ по п. 19 формулы изобретения обеспечивает возможность изготовления шлифовального инструмента, обеспечивающего высокую степень гашения вибраций и шума в сочетании с высокой производительностью и долговечностью. Опорный слой является промежуточным слоем между базовым телом и абразивным слоем. Опорный слой выполняют в соответствии с желаемым применением. Например, опорный слой может быть выполнен из металла, тканого материала и/или бумаги. Опорный слой может быть соединен с базовым телом монолитно. Абразивный слой наносят на опорный слой или на одну поверхность опорного слоя. Абразивный слой располагают или закрепляют на опорном слое до или после размещения опорного слоя на базовом теле.
Способ по п. 20 формулы изобретения обеспечивает простоту изготовления шлифовального инструмента, обладающего гибкостью применения в сочетании с высокой производительностью. Абразивный слой содержит слой абразивных зерен, образованный нанесенными абразивными зернами. С помощью статического электричества слой абразивных зерен закреплен непосредственно на базовом теле или на опорном слое, расположенном на базовом теле. Закрепление с помощью статического электричества делает возможным простым образом придать абразивному слою трехмерную конфигурацию, обеспечивая таким образом гибкость применения шлифовального инструмента. Кроме того, электростатическое закрепление абразивных зерен позволяет наносить абразивный слой на базовое тело или опорный слой повторно. Таким образом, после израсходования абразивного слоя оставшийся шлифовальный инструмент можно обновить путем электростатического нанесения нового слоя абразивных зерен для дальнейшего использования. При электростатическом нанесении абразивные зерна располагаются направленно, по силовым линиям электростатического поля. Тем самым достигается высокая производительность, особенно при использовании абразивных зерен определенной геометрической формы. Абразивные зерна можно закреплять на базовом теле или опорном слое с помощью клеящего вещества. Абразивный слой можно создавать многократным электростатическим нанесением абразивных зерен.
Другие признаки, преимущества и подробности предлагаемого изобретения станут ясны из последующего описания иллюстративных вариантов его осуществления со ссылками на прилагаемые графические материалы (чертежи).
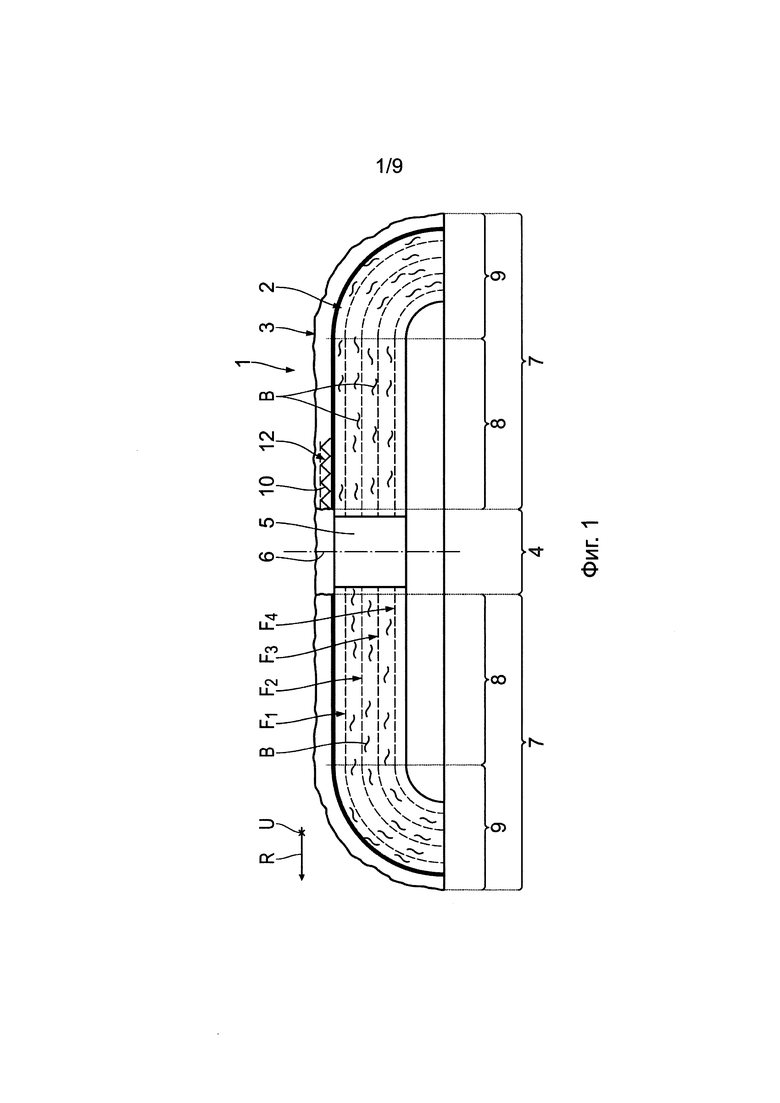
На фиг. 1 в разрезе изображен шлифовальный инструмент согласно первому иллюстративному варианту его осуществления, показаны базовое тело и абразивный слой на нем.
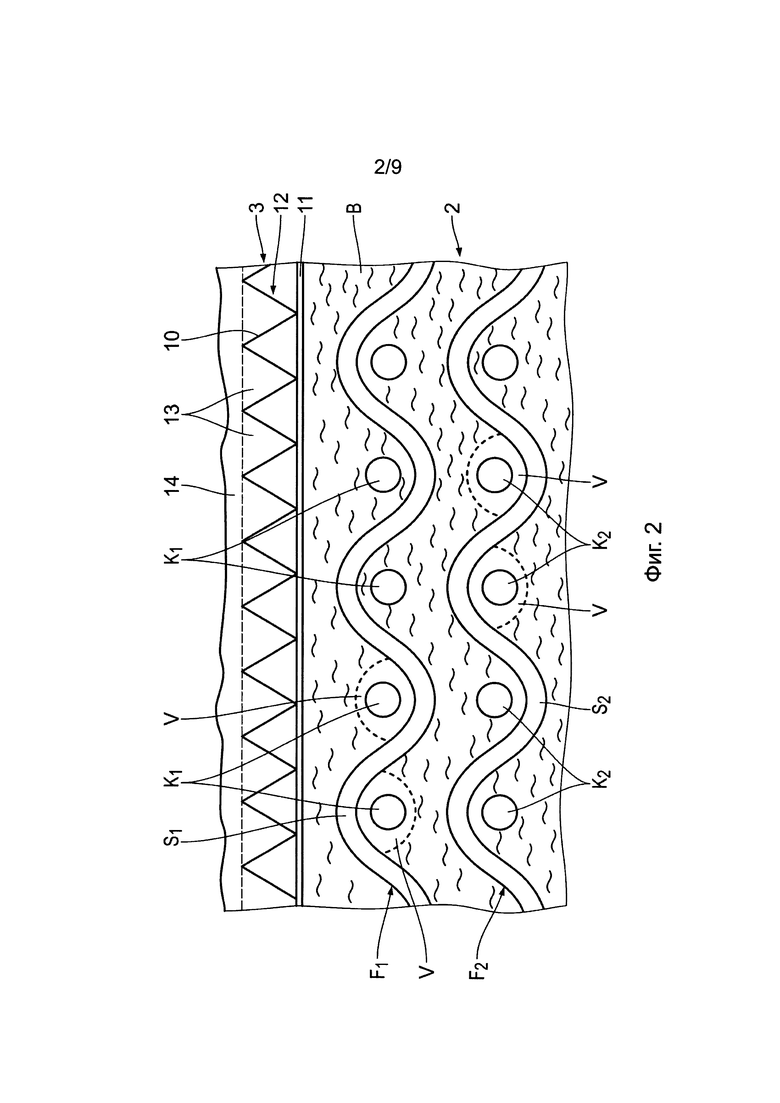
На фиг. 2 шлифовальный инструмент, изображенный на фиг. 1, изображен в разрезе в увеличенном масштабе с целью иллюстрации структуры базового тела с вяжущим материалом и волокнистыми слоями, охваченными им с возможностью частичного смещения.
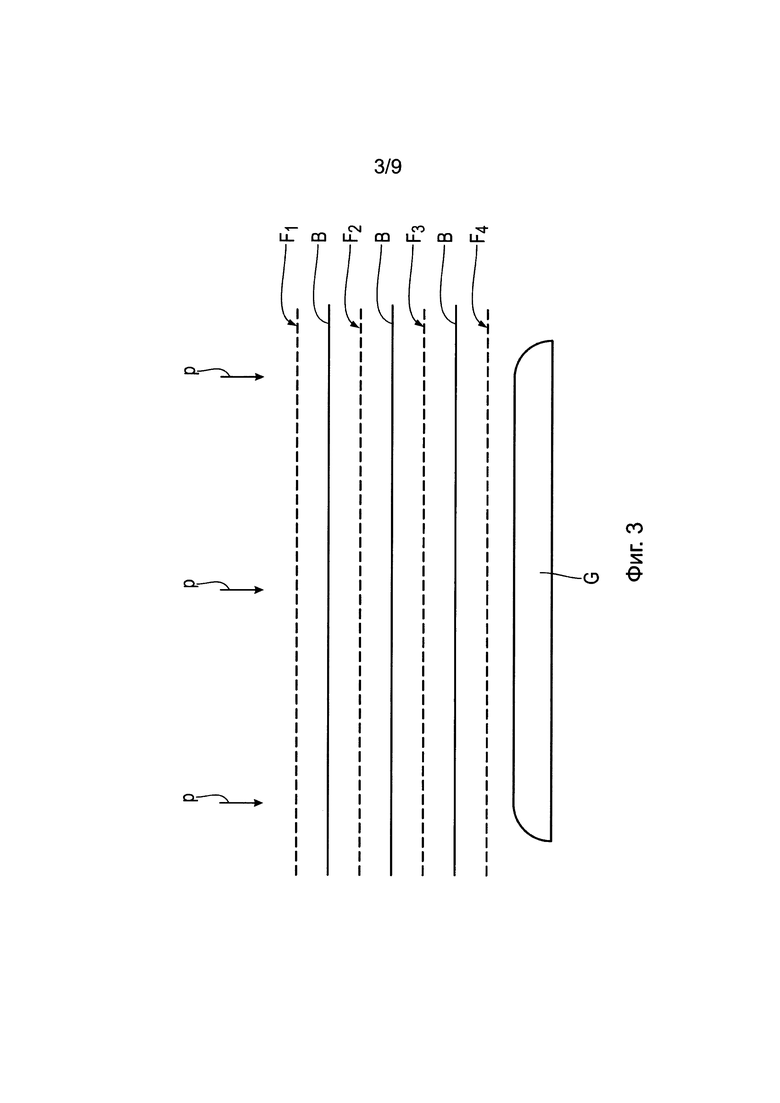
На фиг. 3 схематично показан процесс изготовления базового тела согласно первому иллюстративному варианту осуществления предлагаемого способа.
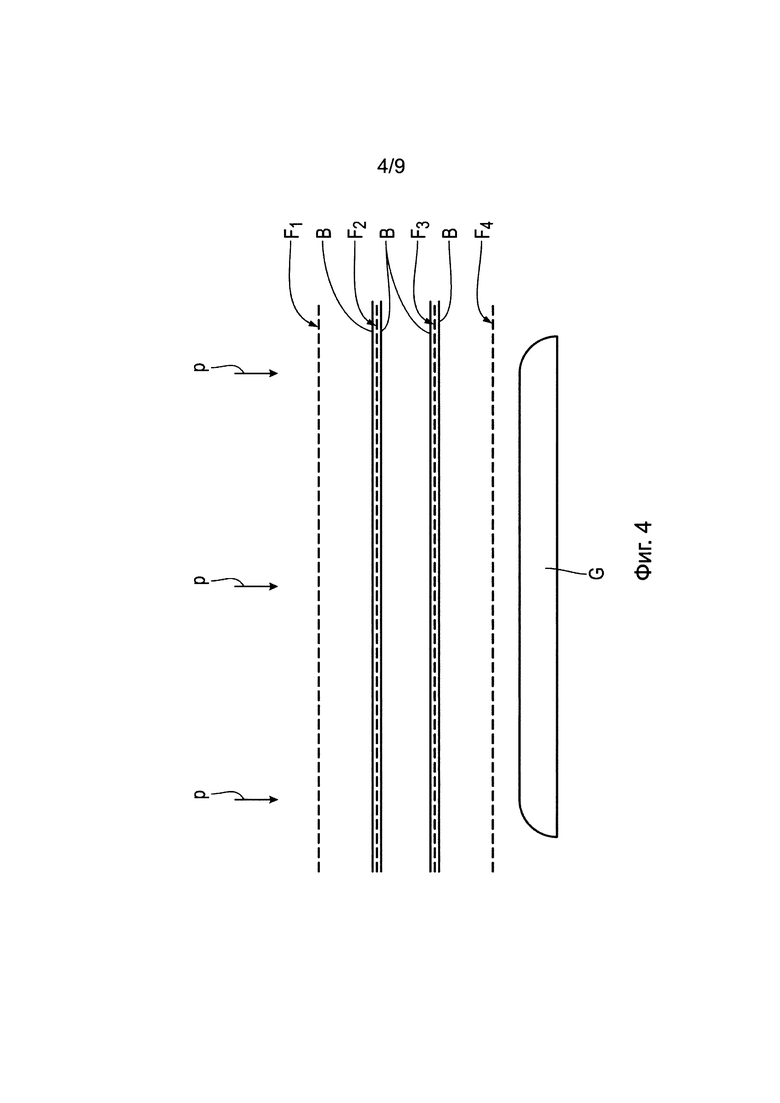
На фиг. 4 схематично показан процесс изготовления базового тела согласно второму иллюстративному варианту осуществления предлагаемого способа.
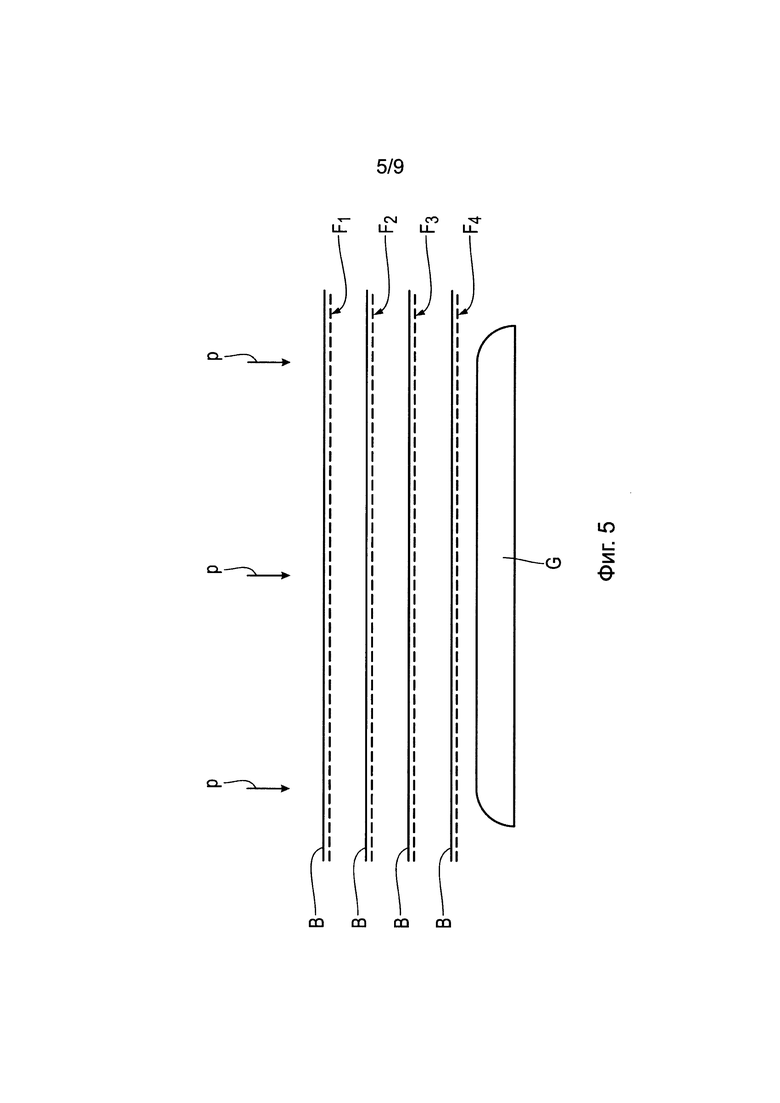
На фиг. 5 схематично показан процесс изготовления базового тела согласно третьему иллюстративному варианту осуществления предлагаемого способа.
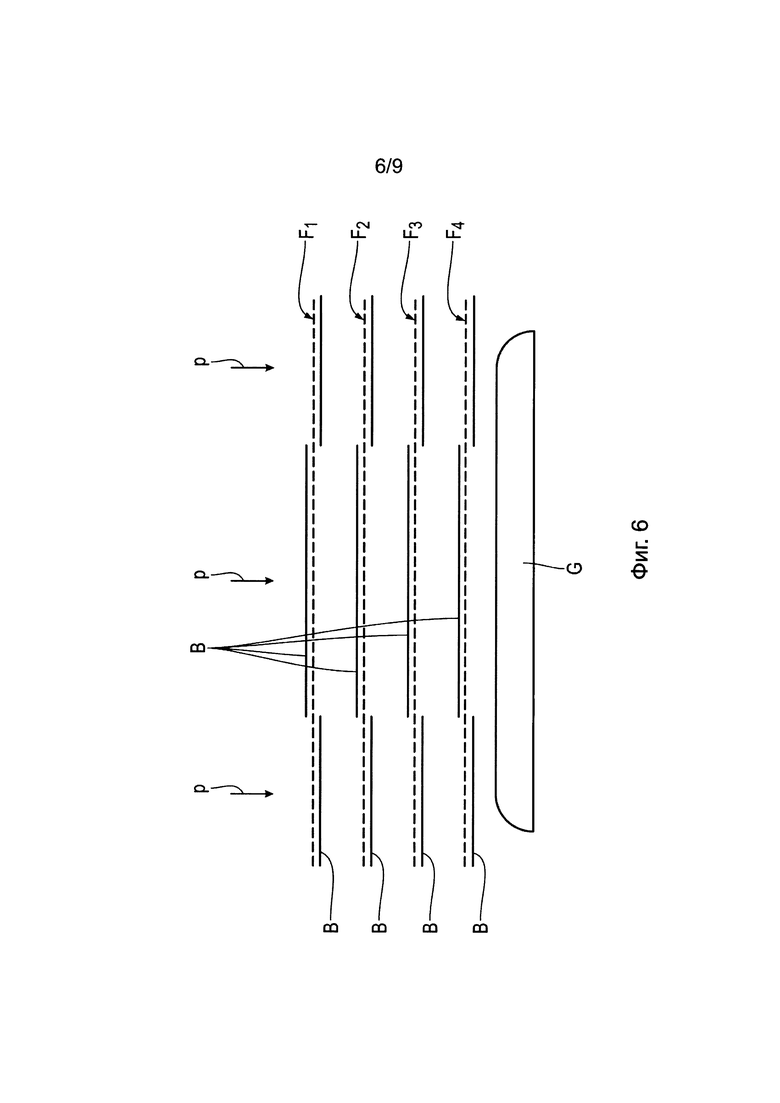
На фиг. 6 схематично показан процесс изготовления базового тела согласно четвертому иллюстративному варианту осуществления предлагаемого способа.
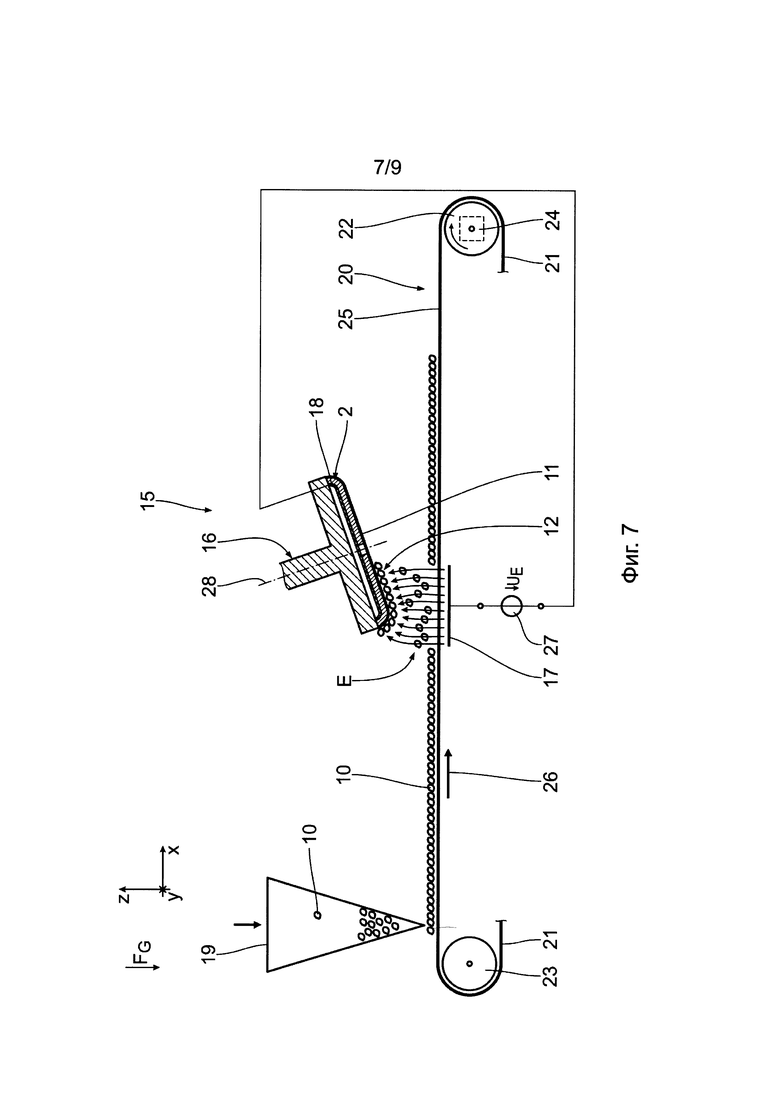
На фиг. 7 схематично показан процесс нанесения на базовое тело абразивных зерен с помощью статического электричества.
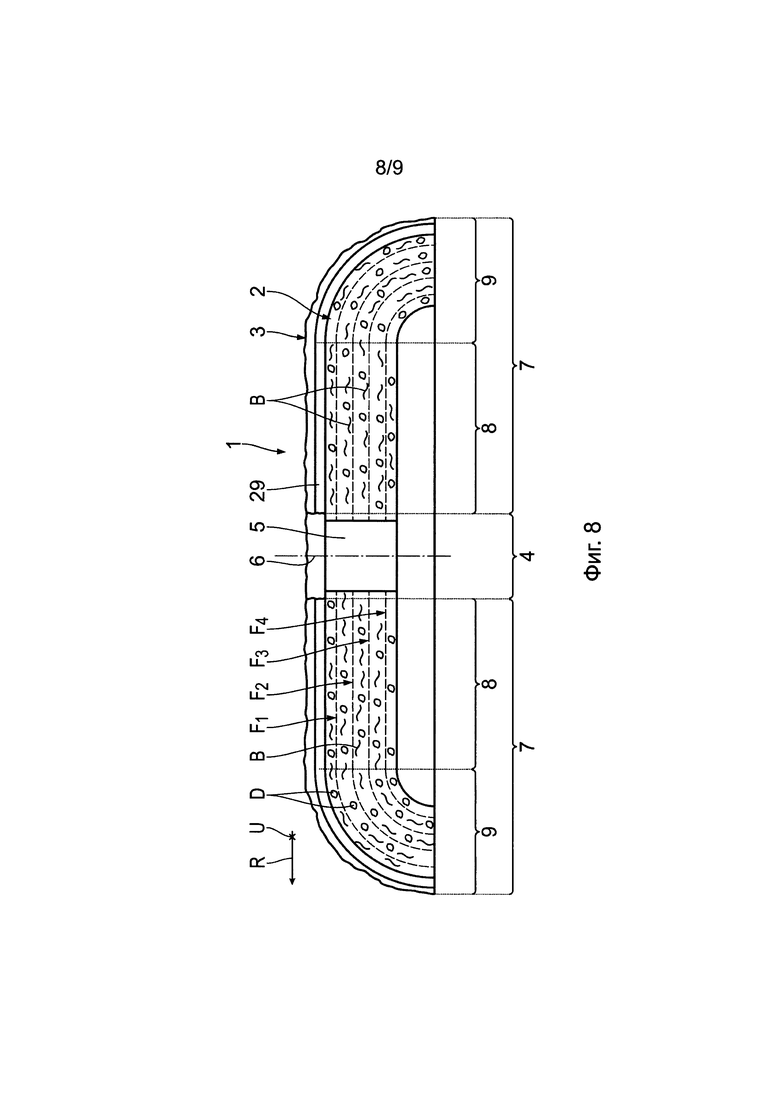
На фиг. 8 в разрезе изображен шлифовальный инструмент согласно второму иллюстративному варианту его осуществления.
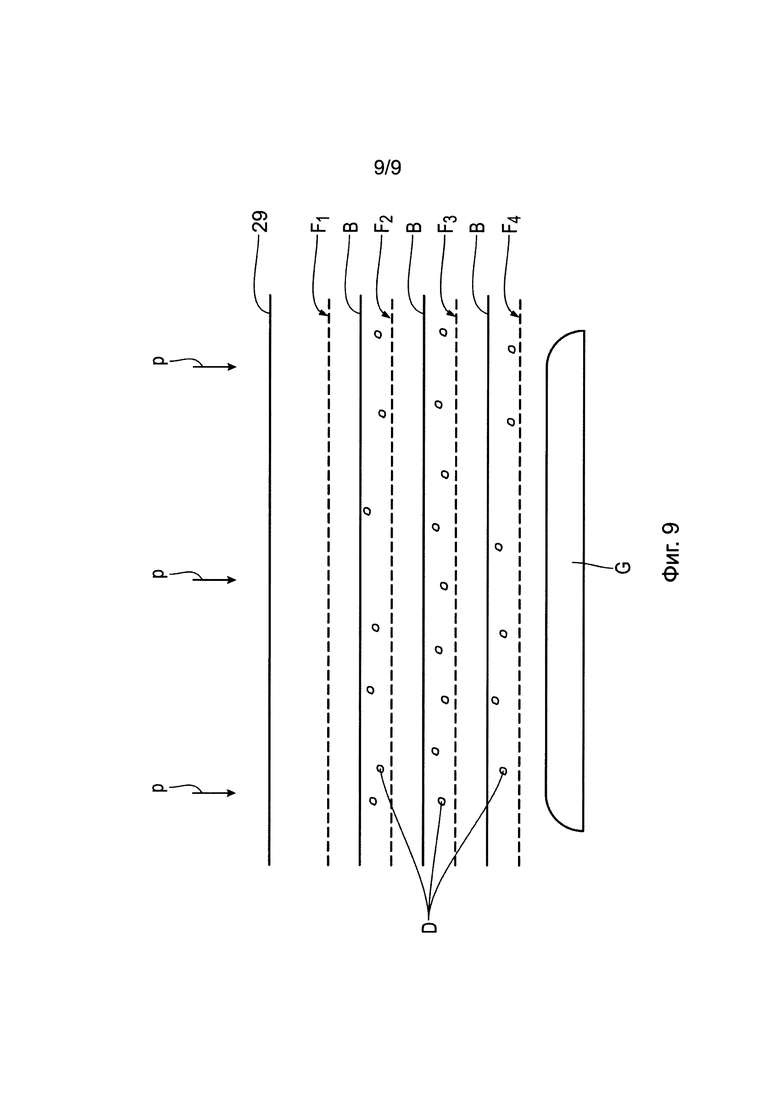
На фиг. 9 схематично показан процесс изготовления базового тела шлифовального инструмента, изображенного на фиг.8.
Первый иллюстративный вариант предлагаемого изобретения описывается ниже со ссылками на прилагаемые чертежи с фиг. 1 по фиг. 7. Шлифовальный инструмент 1 приводится во вращение в составе портативной шлифовальной машины (не показана).
Шлифовальный инструмент 1 имеет форму диска. Он содержит базовое тело 2 и абразивный слой 3 на нем. В области крепления 4 базовое тело 2 имеет круглое отверстие 5 для проведения через него приводного вала шлифовальной машины. Отверстие 5 задает ось вращения 6 шлифовального инструмента 1. В качестве альтернативы отверстию 5 шлифовальный инструмент 1 может быть снабжен валом.
Шлифовальный инструмент 1 имеет рабочую область 7, расположенную вокруг области крепления 4. В рабочей области 7 на базовом теле 2 нанесен абразивный слой 3. Рабочая область 7 имеет внутреннюю часть 8 и внешнюю часть 9. Внутренняя часть 8 рабочей области имеет кольцеобразную форму и окружает область крепления 4. Во внутренней части 8 рабочей области поверхность базового тела 2, на которую нанесен абразивный слой 3, является плоской. Внешняя часть 9 рабочей области имеет кольцеобразную форму и окружает внутреннюю часть 8 рабочей области. Во внешней части 9 рабочей области поверхность базового тела 2, на которую нанесен абразивный слой 3, является искривленной. Во внешней части 9 рабочей области поверхность базового тела искривлена относительно оси вращения 6 в направлении радиуса R и в окружном направлении U. В силу искривленного характера поверхности базового тела 2 абразивный слой соответствующим образом искривлен, и ему придана трехмерная конфигурация.
Базовое тело 2 содержит N волокнистых слоев, причем N не меньше одного, но не больше 12 (1≤N≤12), предпочтительно - не меньше двух, но не больше 10 (2≤N≤10), более предпочтительно - не меньше четырех, но не больше восьми (4≤N≤8). Отдельные волокнистые слои обозначены как Fi, где i - бегущий индекс для отдельных волокнистых слоев, зависящий от числа N. Например, в шлифовальном инструменте 1 на фиг. 1 четыре волокнистых слоя, обозначенных как F1, F2, F3 и F4. Эти волокнистые слои показаны на фиг. 1 только схематично. Волокнистые слои F1, F2, F3 и F4 выполнены из тканого материала и/или однонаправленной ткани.
Базовое тело 2 содержит вяжущий материал В, которым волокнистые слои F1, F2, F3 и F4 охвачены таким образом, что их связывание вяжущим материалом В является частично жестким, и расположены эти волокнистые слои таким образом, что обеспечена возможность их частичного смещения относительно вяжущего материала В и друг относительно друга. Для этого масса mB вяжущего материала В относительно массы mf волокнистых слоев F1, F2, F3 и F4 мала. Отношение М=mB:mF должно быть не меньше 1/25, но не больше 1/2 (1/25≤М≤1/2), предпочтительно- не меньше 1/20, но не больше 1/3 (1/20≤М≤1/3), более предпочтительно - не меньше 1/15, но не больше % (1/15≤М≤1/4), еще более предпочтительно - не меньше 1/12, но не больше 1/6 (1/12≤М≤1/6). В качестве связующего материала В используют органическое клеящее вещество, в частности, феноловую смолу, эпоксидную смолу и/или натуральный каучук.
На фиг. 2 проиллюстрирована частичная смещаемость волоконных слоев F1, F2, F3 и F4 в вяжущем материале В. Для примера на фиг. 2 показаны соседние волокнистые слои F1 и F2. Волокнистые слои F1, F2, F3 и F4 выполнены, например, из тканого материала, и каждый из них имеет в своем составе совокупность нитей S основной пряжи и проходящих поперечно к ним нитей K уточной пряжи. На фиг. 2 показаны нити S1 основной пряжи и нити K1 уточной пряжи первого волокнистого слоя F1 и нити S2 основной пряжи и нити K2 уточной пряжи второго волокнистого слоя F2. Ввиду того что количество вяжущего материала В относительно мало, в базовом теле 2 имеются несвязанные области V, в которых волокнистые слои F1, F2, F3 и F4 не связаны вяжущим материалом В. В этих несвязанных областях V волокнистые слои F1, F2, F3 и F4 подвижны сами по себе и относительно вяжущего материала В. Таким образом, охваченные вяжущим материалом В волокнистые слои F1, F2, F3 и F4 в некоторых областях подвижны сами по себе и/или друг относительно друга. В несвязанных областях V нити S1, S2 основной пряжи и нити K1, K2 уточной пряжи могут быть смещены друг относительно друга. Несвязанные области V обеспечивают возможность относительного смещения волокнистых слоев F1, F2, F3 и F4 в некоторых областях базового тела 2.
Абразивный слой 3 содержит абразивные зерна 10 определенной геометрической формы, закрепленные на базовом теле 2 с помощью клеящего вещества 11. В качестве клеящего вещества 11 используют смолу, например, феноловую смолу. Абразивные зерна 10 расположены направленно друг относительно друга и относительно поверхности базового тела 2. Абразивные зерна 10 образуют слой 12 абразивных зерен. На слой 12 абразивных зерен обычным путем наносят вяжущее покрытие 13 и верхний слой 14. Предпочтительно решение, когда вяжущее покрытие 13 и/или верхний слой 14 содержит наполнитель с абразивным действием.
В силу того, что волокнистые слои F1, F2, F3 и F4 относительно подвижны сами по себе и/или друг относительно друга, силы, возникающие в процессе работы, поглощаются базовым телом 2, чем обеспечивается высокая степень гашения вибраций и шума. При этом базовое тело 2 сохраняет достаточную устойчивость и прочность, в результате чего обеспечена долговечность шлифовального инструмента 1. Базовое тело 2 является легким в изготовлении и придании ему геометрической формы, в результате чего шлифовальный инструмент 1 является гибким в применении.
Абразивный слой 3 легко наносить на базовое тело 2, которому придана желаемая форма, в результате чего абразивный слой 3 обеспечивает высокую производительность шлифовального инструмента 1.
Далее описывается процесс изготовления базового тела 2.
Первый вариант процесса изготовления базового тела 2 изображен на фиг. 3. В этом варианте волокнистые слои F1, F2, F3 и F4 готовят без вяжущего материала. Слои вяжущего материала В располагают между волокнистыми слоями F1, F2, F3 и F4, которые укладывают один поверх другого. Слои вяжущего материала В выполнены в виде пленок. Затем волокнистые слои F1, F2, F3 и F4, перемежающиеся со слоями вяжущего материала В, прижимают к форме G базового тела, подвергая эту сборку действию давления р и нагревая ее таким образом, чтобы вяжущий материал В стал текучим. Вяжущий материал В связывает волокнистые слои F1, F2, F3 и F4, как описывалось выше. Остужая вяжущий материал В, получают базовое тело 2.
Второй вариант способа изготовления базового тела 2 изображен на фиг. 4. В этом варианте волокнистые слои F1, и F4 готовят без вяжущего материала В, а волокнистые слои F2 и F3 - с вяжущим материалом В. Каждый из волокнистых слоев F2 и F3 импрегнирован вяжущим материалом В с обеих сторон. Вяжущие слои F1, F2, F3 и F4 накладывают один на другой и прижимают к форме G базового тела, подвергая эту сборку действию давления р и нагревая ее таким образом, чтобы вяжущий материал В стал текучим. Вяжущий материал В связывает волокнистые слои F1, F2, F3 и F4, как описывалось выше. Остужая вяжущий материал В, получают базовое тело 2.
Третий вариант процесса изготовления базового тела 2 изображен на фиг.5. В этом варианте каждый из волокнистых слоев F1, F2, F3 и F4 при подготовке импрегнируют вяжущим материалом В с одной стороны. Вяжущие слои F1, F2, F3 и F4 накладывают один на другой и прижимают к форме G базового тела, подвергая эту сборку действию давления р и нагревая ее таким образом, чтобы вяжущий материал В стал текучим. Вяжущий материал В связывает волокнистые слои F1, F2, F3 и F4, как описывалось выше. Остужая вяжущий материал В, получают базовое тело 2.
Четвертый вариант процесса изготовления базового тела 2 показан на фиг.6. В этом варианте каждый из волокнистых слоев F1, F2, F3 и F4 при подготовке импрегнирован вяжущим материалом В с обеих сторон, но только в некоторой области или в некоторых областях. Вяжущие слои F1, F2, F3 и F4 накладывают один на другой и прижимают к форме G базового тела, подвергая эту сборку действию давления р и нагревая ее таким образом, чтобы вяжущий материал В стал текучим. Вяжущий материал В связывает волокнистые слои F1, F2, F3 и F4, как описывалось выше. Остужая вяжущий материал В, получают базовое тело 2.
Варианты процесса изготовления и приготовленные вяжущие слои F1, F2, F3 и F4 можно сочетать друг с другом желаемым образом.
Далее описывается процесс получения на поверхности базового тела 2 абразивного слоя 3 и процесс изготовления шлифовального инструмента 1.
Абразивные зерна 10 наносят на базовое тело 2 с помощью электростатического аппликатора 15. Аппликатор 15 имеет в своем составе манипулятор 16 для манипулирования базовым телом 2 и его размещения, первый электрод 17 и соответствующий ему второй электрод 18 для порождения электростатического поля Е и дозатор 19 для подачи абразивных зерен 10 на транспортер 20.
Транспортер 20 снабжен бесконечной транспортерной лентой 21, натянутой два натяжных барабана 22 и 23. Натяжной барабан 22 приводят во вращение с помощью приводного электродвигателя 24. Та часть транспортерной ленты 21, которая находится выше натяжных барабанов 22 и 23, образует транспортирующую область 25, простирающуюся в горизонтальном направлении х и в горизонтальном направлении у относительно силы FG земного тяготения.
По направлению транспортирования 26 впереди электродов 17 и 18 расположен дозатор 19. Первый электрод 17 имеет плоскую форму и расположен под верхней частью транспортерной ленты 21 и под транспортирующей областью 25 в направлении действия силы FG земного тяготения. Что же касается второго электрода 18, то он расположен над транспортерной лентой 21 и транспортирующей областью 25 в направлении действия силы FG земного тяготения. Таким образом, второй электрод 18 находится на расстоянии от первого электрода 17 в вертикальном направлении z, так что транспортирующая область 25 проходит между электродами 17 и 18. Второй электрод 18 закреплен на манипуляторе 16. Направления х, у и z образуют систему декартовых координат.
Второй электрод 18 имеет форму, соответствующую форме базового тела 2. Базовое тело 2 удерживают с помощью манипулятора 16 так, чтобы второй электрод 18 облегал практически всю поверхность напротив задней стороны базового тела 2. Манипулятором 16 базовое тело 2 можно удерживать, например, механическими или пневматическими средствами. Между первым электродом 17 и вторым электродом 18 с помощью источника электродвижущей силы 27 может быть приложено напряжение UE.
Сначала на поверхность, обращенную в сторону, противоположную второму электроду 18, накладывают клеящее вещество 11, результатом чего является образование на базовом теле 2 состоящей из клеящего вещества 11 клейкой поверхности, образующей трехмерную конфигурацию. Клеящее вещество 11 наносят, например, вручную, или же с помощью манипулятора 16. Например, с помощью манипулятора 16 погружают поверхность базового тела 2 в клеящее вещество 11.
Затем с помощью манипулятора 16 базовое тело 2 размещают над первым электродом 17 в направлении z так, чтобы клейкая поверхность находилась частично в электростатическом поле Е между электродами 17 и 18. Силовые линии поля отходят вертикально от поверхности первого электрода 17 и вертикально входят в поверхность второго электрода 18, так что силовые линии поля пронизывают клейкую поверхность практически вертикально.
Абразивные зерна 10, предназначенные для получения имеющего трехмерную конфигурацию слоя 12 абразивных зерен, с помощью транспортера 20 доставляют в электростатическое поле Е. Для этого дозатор 19 наполняют абразивными зернами 10. С помощью дозатора 19 абразивные зерна 10 подают на транспортерную ленту 21 и распределяют на ней. С помощью приводного электродвигателя 24 транспортерную ленту с абразивными зернами 10 на ней приводят в движение в направлении транспортирования 26, обеспечивая таким образом попадание абразивных зерен 10 в электростатическое поле Е. Скорость транспортирования в направлении 26 можно регулировать с помощью приводного электродвигателя 24.
Под действием электростатического поля Е абразивные зерна 10 движутся к клеящему веществу 11 и к клейкой поверхности, преодолевая силу земного тяготения FG и выстраиваются по силовым линиям поля. Когда абразивные зерна 10 приходят в соприкосновение с клейкой поверхностью, они прилипают к ней и остаются на ней. Абразивные частицы 10 образуют на базовом теле 2 слой 12 абразивных зерен. Чтобы обеспечить равномерность распределения абразивных зерен 10 на поверхности базового тела 2, последнее с помощью манипулятора 16 вращают вокруг центральной продольной оси 28.
После того, как на базовое тело 2 слой 12 абразивных зерен нанесен полностью, базовое тело 2 с клеящим веществом 11 и слоем 12 абразивных зерен образует полуфабрикат. С помощью манипулятора 16 этот полуфабрикат уносят и помещают его в нагревательное устройство, где происходит затвердевание клеящего вещества 11. Затем на слой 12 абразивных зерен обычным путем наносят вяжущее покрытие 13 и верхний слой 14. За дальнейшими подробностями в отношении шлифовального инструмента 1 и электростатического нанесения абразивных зерен 10 здесь делается ссылка на документ WO 2018/149483 А1, содержание которого включается в настоящую заявку по ссылке.
Далее со ссылками на фиг. 8 и фиг. 9 описывается второй иллюстративный вариант осуществления изобретения. В отличие от варианта, рассмотренного выше, в этом варианте базовое тело 2 содержит демпфирующие частицы D. Демпфирующие частицы D могут быть выполнены, например, из натурального каучука и/или из вспененного материала. Демпфирующие частицы D внедрены в базовое тело 2 в процессе изготовления последнего. Демпфирующие частицы D образуют дополнительные несвязанные области V и сами по себе обладают свойством гасить вибрации и шум.
Шлифовальный инструмент 1 дополнительно снабжен опорным слоем 29, который соединен с базовым телом 2 и имеет поверхность для размещения абразивного слоя 3. Опорный слой 29 выполнен из металла. Опорный слой 29 соединен с базовым телом 2 монолитно. Для этого опорный слой 29 изготовляют вместе с базовым телом 2. Это проиллюстрировано на фиг. 9. Опорный слой 29 покрыт абразивными зернами 10 с помощью статического электричества описанным выше способом и/или после его соединения с базовым телом 2. В отношении других аспектов конструкции, способа изготовления и работы шлифовального инструмента 1 отсылаем к иллюстративному варианту, рассмотренному ранее.
Имеет место следующее.
В предлагаемом шлифовальном инструменте 1 внутри базового тела 2 нет сплошного связывания или связывания по всей площади с вяжущим материалом, и поэтому в базовом теле 2 имеются несвязанные области, например, воздушные пузырьки. Базовое тело 2 содержит вяжущий материал В в таком количестве, что, с одной стороны, в базовом теле 2 обеспечена возможность относительного смещения, а с другой стороны, базовое тело 2 остается достаточно устойчивым и не расслаивается в процессе работы. Это достигается при ограниченном или дисперсном увлажнении волокнистых слоев Fi. Свобода относительного смещения внутри волокнистых слоев Fi или соответствующего волокнистого слоя Fi обеспечивает высокую степень гашения вибраций и шума. В силу того, что волокнистые слои Fi связаны друг с другом с помощью вяжущего материала В и в силу того, что обеспечена возможность относительного смещения внутри соответствующего волокнистого слоя Fi, достигается такое строение базового тела 2, при котором жесткие и мягкие слои чередуются. Для достижения высокой степени гашения вибраций и шума не требуется дополнительного резинового слоя. Волокнистые слои Fi, смещаемые в среде друг относительно друга, обеспечивают высокую степень гашения вибраций и шумов, причем с гарантией недопущения сморщивания. Базовому телу 2 можно придавать любую трехмерную конфигурацию, в частности, путем драпирования волокнистых слоев Fi и связывания волокнистых слоев Fi с помощью вяжущего материала В. Соответствующий волокнистый слой Fi связан с вяжущим материалом В с обеих сторон, чем гарантировано, что исключается расслоение волокнистых слоев Fi. Вяжущий материал В связывает отдельные волокнистые слои Fi, которые остаются, по существу, гибкими. В качестве вяжущего материала В используют, например, упругий полимер, что способствует гашению вибраций и шума в базовом теле 2. По меньшей мере один волокнистый слой Fi может быть, например, набит.По меньшей мере один волокнистый слой Fi может быть, например, покрыт, ламинирован, силанизирован или покрыт оболочкой из вяжущего материала В. Соответствующий волокнистый слой Fi может быть получен из тканого материала или из однонаправленной ткани. Волокнистые слои Fi в составе базового тела 2 могут быть выполнены из тканого материала и/или из однонаправленной ткани. Тканевый слой может иметь, например, саржевое переплетение. Саржевое переплетение обеспечивает возможность смещения или подвижность внутри тканого материала и гарантирует простоту драпирования. Волокнистые слои Fi имеют в базовом теле 2 внутреннее и/или внешнее расположение. Абразивный слой 3 может содержать слой 12 абразивных зерен или абразивное волокно. Абразивное зерно 10 может представлять собой, например, снабженную покрытием керамическую частицу. Опорный слой 29 является промежуточным слоем между базовым телом 2 и абразивным слоем 3. Опорный слой 29 может быть выполнен из бумаги, пленки и/или тканого материала. Опорный слой 29 может быть выполнен, например, из металла. Предпочтительно решение, когда абразивные частицы 10 накладывают непосредственно на базовое тело 2 или на опорный слой 29.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА И ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2017 |
|
RU2731496C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ С ДИСКРЕТНОЙ РЕЖУЩЕЙ ПОВЕРХНОСТЬЮ | 2014 |
|
RU2582841C1 |
| Состав абразивной массы высокоструктурного инструмента для шлифования с его непрерывной правкой | 2017 |
|
RU2684466C1 |
| ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2006 |
|
RU2334609C1 |
| ШЛИФОВАЛЬНЫЕ КРУГИ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 1997 |
|
RU2153411C1 |
| СВЯЗАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБЫ ШЛИФОВАНИЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2003 |
|
RU2278773C2 |
| СПОСОБ ШЛИФОВАНИЯ ДЛИННОМЕРНЫХ ПЛОСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2131803C1 |
| ИНСТРУМЕНТ ДЛЯ ГРУБОГО ШЛИФОВАНИЯ | 2016 |
|
RU2721972C1 |
| Масса для изготовления шлифовального круга с минимальным содержанием абразива | 2024 |
|
RU2835917C1 |
Группа изобретений относится к обработке материалов резанием и может быть использована при шлифовании простым в изготовлении и гибким в эксплуатации шлифовальным инструментом, обладающим свойствами гашения вибраций и шумов. Шлифовальный инструмент (1), имеет базовое тело (2), содержащее по меньшей мере один волокнистый слой (F1, F2, F3, F4,), погруженный в вяжущий материал (В). На базовом теле (2) сформирован абразивный слой (3). Упомянутый по меньшей мере один волокнистый слой (F1, F2, F3, F4) выполнен с возможностью частичного смещения в вяжущем материале (В) из условия обеспечения относительного смещения внутри упомянутого по меньшей мере одного волокнистого слоя (F1, F2, F3, F4) во время шлифования. В результате в базовом теле (2) и в упомянутом по меньшей мере одном волокнистом слое (F1, F2, F3, F4) благодаря частичному относительному смещению обеспечена высокая степень гашения вибраций и шума. Обеспечивается простота изготовления, повышается производительность и стойкость инструмента. 2 н. и 18 з.п. ф-лы, 9 ил.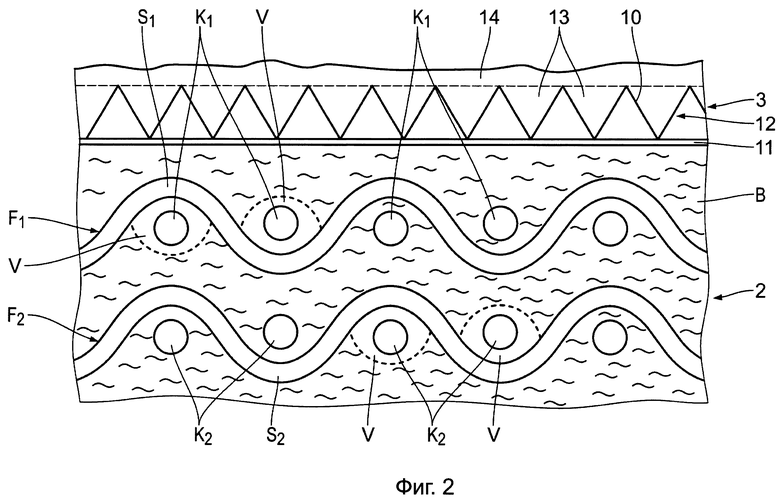
1. Шлифовальный инструмент, включающий
- базовое тело (2), содержащее
- вяжущий материал (В),
- по меньшей мере один волокнистый слой (F1, F2, F3, F4), погруженный в вяжущий материал (В), и
- абразивный слой (3),
характеризующийся тем, что
для достижения свободного относительного смещения внутри упомянутого по меньшей мере одного волокнистого слоя (F1, F2, F3, F4) во время шлифования упомянутый по меньшей мере один волокнистый слой (F1, F2, F3, F4) выполнен с возможностью частичного смещения в вяжущем материале (В).
2. Шлифовальный инструмент по п. 1, характеризующийся тем, что каждый из волокнистых слоев (F1, F2, F3, F4) содержит совокупность нитей пряжи, погруженных в вяжущий материал с возможностью частичного смещения относительно друг друга.
3. Шлифовальный инструмент по п. 1 или 2, характеризующийся тем, что базовое тело (2) содержит совокупность волокнистых слоев (F1, F2, F3, F4), погруженных в вяжущий материал (В) с возможностью частичного смещения относительно друг друга в некоторой области или некоторых областях.
4. Шлифовальный инструмент по любому из пп. 1-3, характеризующийся тем, что базовое тело (2) включает совокупность волокнистых слоев (F1, F2, F3, F4), содержащих совокупность нитей пряжи, которые погружены в вяжущий материал (В) с возможностью частичного смещения относительно друг друга.
5. Шлифовальный инструмент по любому из пп. 1-4, характеризующийся тем, что упомянутый по меньшей мере один волокнистый слой (F1, F2, F3, F4) содержит по меньшей мере один тканый материал и/или по меньшей мере одну однонаправленную ткань.
6. Шлифовальный инструмент по любому из пп. 1-5, характеризующийся тем, что количество (N) волокнистых слоев (F1, F2, F3, F4) в базовом теле (2) не меньше одного, но не больше 12, предпочтительно не меньше двух, но не больше 10, более предпочтительно не меньше четырех, но не больше восьми.
7. Шлифовальный инструмент по любому из пп. 1-6, характеризующийся тем, что отношение (М) массы (mB) вяжущего материала (В) к массе (mF) волокнистых слоев (F1, F2, F3, F4) не меньше 1/25, но не больше  предпочтительно не меньше 1/20, но не больше 1/3, более предпочтительно не меньше 1/15, но не больше
предпочтительно не меньше 1/20, но не больше 1/3, более предпочтительно не меньше 1/15, но не больше  еще более предпочтительно не меньше 1/12, но не больше 1/6.
еще более предпочтительно не меньше 1/12, но не больше 1/6.
8. Шлифовальный инструмент по любому из пп. 1-7, характеризующийся тем, что базовое тело (2) содержит демпфирующие частицы (D), в частности, выполненные из натурального каучука и/или из вспененного материала.
9. Шлифовальный инструмент по любому из пп. 1-8, характеризующийся тем, что связующий материал (В) представляет собой органическое клеящее вещество, в частности феноловую смолу, эпоксидную смолу и/или натуральный каучук.
10. Шлифовальный инструмент по любому из пп. 1-9, характеризующийся тем, что базовое тело (2) имеет искривленную конфигурацию.
11. Шлифовальный инструмент по любому из пп. 1-10, характеризующийся тем, что содержит опорный слой (29), который связан с базовым телом (2) и на котором расположен абразивный слой (3).
12. Шлифовальный инструмент по любому из пп. 1-11, характеризующийся тем, что абразивный слой (3) имеет трехмерную конфигурацию.
13. Способ изготовления шлифовального инструмента, включающий следующие стадии:
- готовят по меньшей мере один волокнистый слой (F1, F2, F3, F4) и вяжущий материал (В),
- нагревая и затем охлаждая вяжущий материал (В), изготовляют базовое тело (2), при этом после охлаждения упомянутый по меньшей мере один волокнистый слой (F1, F2, F3, F4) выполнен с возможностью частичного смещения в вяжущем материале (В), и
- формируют абразивный слой (3).
14. Способ по п. 13, характеризующийся тем, что для изготовления базового тела (2) используют совокупность волокнистых слоев (F1, F2, F3, F4).
15. Способ по любому из пп. 13 или 14, характеризующийся тем, что нагрев вяжущего материала (В) осуществляют под давлением.
16. Способ по любому из пп. 13-15, характеризующийся тем, что при подготовке упомянутый по меньшей мере один волокнистый слой (F1, F2, F3, F4) импрегнируют вяжущим материалом (В) с одной стороны и/или в некоторой области или некоторых областях с двух сторон.
17. Способ по любому из пп. 13-16, характеризующийся тем, что
первый волокнистый слой (F1, F4), приготовленный без вяжущего материала (В), располагают смежно со вторым волокнистым слоем (F2 и F3), имеющим вяжущий материал (В).
18. Способ по любому из пп. 13-17, характеризующийся тем, что
при подготовке упомянутый по меньшей мере один волокнистый слой (F1, F2, F3, F4) располагают смежно со слоем вяжущего материала (В).
19. Способ по любому из пп. 13-18, характеризующийся тем, что на базовом теле (2) располагают опорный слой (29).
20. Способ по любому из пп. 13-19, характеризующийся тем, что абразивный слой (3) получают нанесением абразивных зерен (1) с помощью статического электричества.
| EP 1543923 B1, 10.05.2006 | |||
| DE 3545308 A1, 25.06.1987 | |||
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286959C2 |
| WO 2018149483 A1, 23.08.2018 | |||
| Абразивный инструмент | 1990 |
|
SU1797527A3 |
| US 9676078 B2, 13.06.2017 | |||
| WO 2006102543 A2, 28.09.2006. | |||

