Изобретение относится к области специальной электрометаллургии и может быть использовано для получения расходуемого электрода для вакуумно-дугового переплава (ВДП) при необходимости делегирования в процессе переплава.
Известен способ получения расходуемого электрода для ВДП, при котором устанавливают в полый контейнер арматурные стержни, порционно загружают сыпучую шихту в контейнер и совместно прессуют пресс-штемпелем. В качестве арматурных стержней используют длинномерные отходы переплавлямого металла, которые фиксируют в электроде при прессовании первой и последней порции шихты, а при прессовании промежуточных порций шихты арматурные стержни непрерывно подают в зазор между контейнером и пресс-штемпелем и запрессовывают их в поверхностный слой электрода с образованием по длине электрода сплошных арматурных стержней, при этом арматурные стержни выполняют в виде пакета, набранного из тонколистовых длинномерных отходов. Арматурные стержни по мере прессования запрессовывают в электрод по спирали, а угол захода спирали разных стержней задают одинаковым или различным, (см. авт. свид. RU №2331679 С2, кл. С22В 9/20, Н025В 7/07, опубл. 2008.)
Недостатком известного способа является невозможность его применения в случае, если расходуемый электрод производится из жаропрочного сплава или стали. В этом случае стандартной технологической схемой получения расходуемого электрода является выплавка его в вакуумно-индукционной печи или открытой дуговой печи.
Известен способ получения расходуемых электродов для ВДП, при котором сталь для получения расходуемого электрода может быть выплавлена любым из известных способов и разлита в длинные изложницы с малой конусностью или в цилиндрические кристаллизаторы на машинах полунепрерывной разливки. Получаемые при этом отливки не требуют последующей деформации, и их подготовка к переплаву ограничивается обрезкой прибыльной части и обработкой поверхности. (Слиток вакуумно-дугового переплава. Швед Ф.И. - Челябинск. ООО «Издательство Татьяны Лурье», 2009. - 428 с., страница 75). Этот способ выбран в качестве прототипа.
Недостатком известного способа является невозможность его использования в случае, если в процессе ВДП требуется долегировка по причине получения несоответствующего химического анализа в расходуемом электроде.
Задачей данного изобретения является удаление указанного недостатка прототипа и разработка способа, который сможет обеспечить возможность долегировки при ВДП.
Технический результат предлагаемого изобретения - возможность проведения долегировки при ВДП.
Предлагаемый способ отличается от прототипа тем, что при обработке поверхности на расходуемом электроде делается плоская площадка, на которую приваривается необходимый для долегировки материал.
Предлагаемый способ поясняется рисунками:
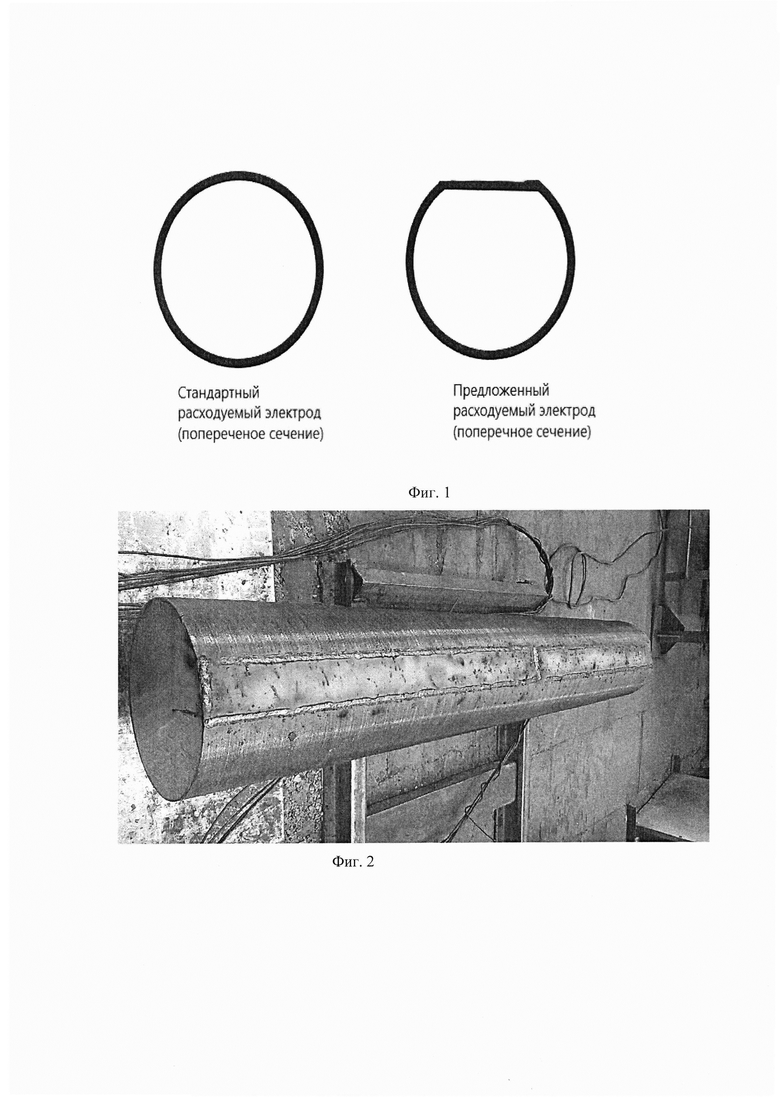
- фиг. 1 - поперечное сечение стандартного расходуемого электрода и расходуемого электрода, изготовленного предложенным способом;
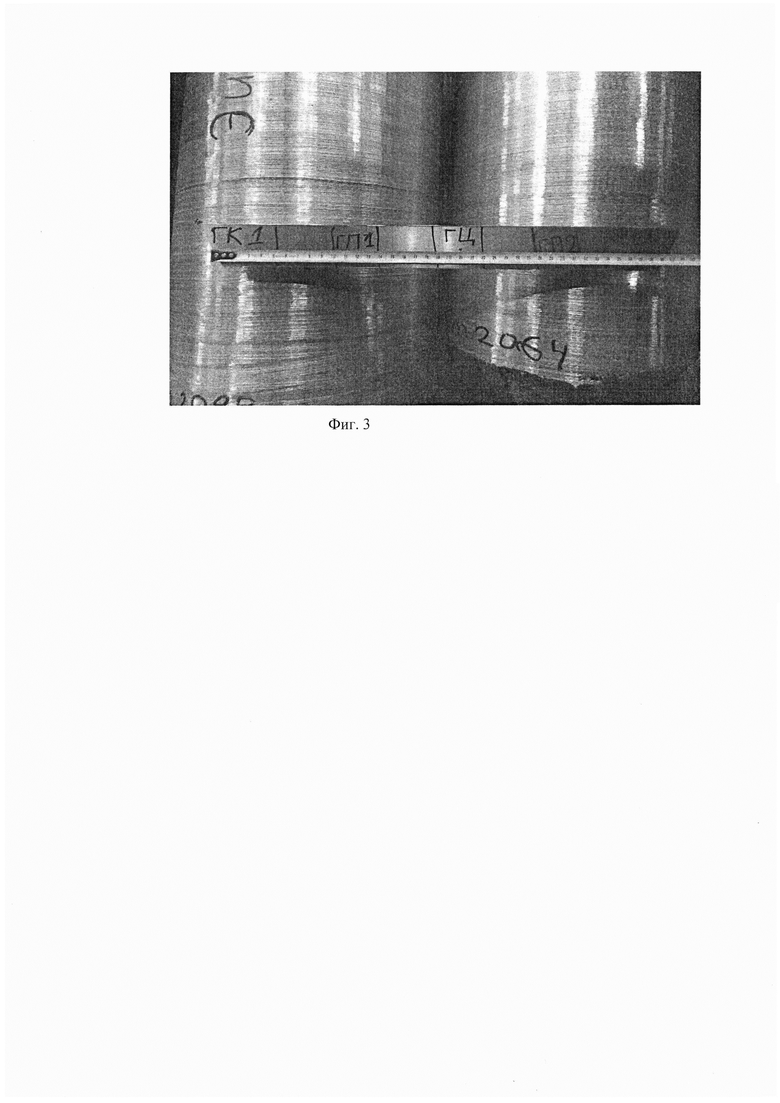
- фиг. 2 - внешний вид расходуемого электрода, изготовленного предложенным способом;
- фиг. 3 - поперечные темплеты от слитка ВДП, выплавленного из расходуемого электрода, изготовленного предложенным способом.
Способ получения расходуемого электрода для вакуумно-дугового переплава для точного легирования, который включает в себя выплавку любым из известных способов и разливку в длинные изложницы с малой конусностью или в цилиндрические кристаллизаторы на машинах полунепрерывной разливки. На получаемых после этого расходуемых электродах делается плоская площадка так, что в поперечном сечении расходуемый электрод напоминает круг, отсеченный хордой (фиг. 1). На площадку приваривается необходимый для долегировки материал (фиг. 2).
Предлагаемый способ опробован на ПАО «Русполимет». В качестве расходуемых электродов выступали слитки открытой выплавки из сплава ДИ-52-ВД, где было получено содержание никеля ниже нижнего марочного предела. В стандартной ситуации металл к дальнейшему переделу ВДП был бы непригоден, однако, при подготовке боковой поверхности на расходуемых электродах была подготовлена плоская площадка, на которую была приварена полоса из металлического никеля (фиг. 2). ВДП был проведен в штатном режиме без изменения существующей технологии. Для оценки эффективности способа от слитка ВДП отобрали поперечные темплеты (фиг. 3), где ГК-темплеты, отобранные от головной части слитка от края, ГП-темплеты, отобранные от головной части слитка от половины радиуса, а ГЦ-темплет от головной части слитка от центра. Химический анализ всех темплетов показал расчетное содержание никеля в слитке ВДП.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2002 |
|
RU2217515C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2003 |
|
RU2263721C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2005 |
|
RU2317343C2 |
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ, СОДЕРЖАЩИХ ТУГОПЛАВКИЕ КОМПОНЕНТЫ | 2001 |
|
RU2184161C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2007 |
|
RU2360014C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ-ЭЛЕКТРОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2500823C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ-ЭЛЕКТРОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2466197C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2004 |
|
RU2283355C2 |
| Способ получения высоколегированных жаропрочных сплавов на никелевой основе с содержанием титана и алюминия в узких пределах | 2019 |
|
RU2716326C1 |
Изобретение относится к специальной электрометаллургии, а именно к получению расходуемых электродов для вакуумно-дугового переплава (ВДП). Способ включает выплавку сплава и его разливку в длинные изложницы с малой конусностью или в цилиндрические кристаллизаторы на машинах полунепрерывной разливки, при этом на боковой поверхности получаемого расходуемого электрода выполняют плоскую площадку с получением его поперечного сечения в виде круга, отсеченного хордой, при этом на упомянутую площадку приваривают полосу из необходимого для долегирования металла. Изобретение позволяет проводить точное долегирование при ВДП. 3 ил.
Способ получения расходуемого электрода для вакуумно-дугового переплава для точного легирования, включающий выплавку сплава и его разливку в длинные изложницы с малой конусностью или в цилиндрические кристаллизаторы на машинах полунепрерывной разливки, отличающийся тем, что на боковой поверхности получаемого расходуемого электрода выполняют плоскую площадку с получением его поперечного сечения в виде круга, отсеченного хордой, при этом на упомянутую площадку приваривают полосу из необходимого для долегирования металла.
| ШВЕД Ф.И | |||
| Слиток вакуумно-дугового переплава | |||
| Челябинск, ООО"Издательство Татьяны Лурье", 2009, с.75 | |||
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА | 2006 |
|
RU2331679C2 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ШИХТОВЫХ МАТЕРИАЛОВ ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2264887C1 |
| Устройство для формирования отливок | 1969 |
|
SU337027A1 |
| US 4612040 A,16.09.1986 | |||
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА МОНТАЖА ВНУТРИРЕАКТОРНЫХ ТЕРМОДАТЧИКОВ | 2014 |
|
RU2565249C1 |

