Область изобретения
[0001] Настоящее изобретение относится к способу получения стеклянного сосуда, в частности, стеклянного сосуда, который имеет дно и, в частности, стеклянного сосуда для медицинского использования, такого как флакон.
Уровень техники
[0002] Стеклянный сосуд, например, флакон для медицинского использования, выполняют из боросиликатной стеклянной трубки, которая имеет превосходную химическую стойкость. Посредством нагрева и формирования боросиликатной стеклянной трубки получают устьевую часть и донную часть флакона. Когда боросиликатную стеклянную трубку нагревают с тем, чтобы формировать стеклянную трубку, происходит улетучивание щелочных компонентов, содержащихся в стеклянной трубке, которые конденсируются и закрепляются на внутренней поверхности флакона. Участок поверхности, где, таким образом, происходит прикрепление щелочных компонентов, называют участком, ухудшенным обработкой. Такие щелочные компоненты участка, ухудшенного обработкой, возможно элюировать в жидкость, которую хранят во флаконе, так что жидкость подвергается нежелательному воздействию. Тогда ISO 4802-1 и 2 (Glassware: Hydrolytic resistance of the interior surface of glass containers for medical use) предписывают стандарт количества элюирования щелочных компонентов со внутренней поверхности стеклянного сосуда.
[0003] Известен способ подавления элюирования щелочи из внутренней поверхности стеклянного сосуда, в котором внутреннюю поверхность стеклянного сосуда, выполненного из боросиликатной стеклянной трубки, обрабатывают потоком пламени с использованием пламени газообразного кислорода точечной горелки при вращении стеклянного сосуда с тем, чтобы удалять участок, ухудшенный обработкой (см. патентную литературу 1 и 2, упомянутую далее).
Литература известного уровня техники
Патентная литература
[0004] Патентная литература 1: международная публикация № WO2006/123621
Патентная литература 2: публикация японского патента Кокай № 2010-269973.
Сущность изобретения
Проблема, подлежащая решению с помощью изобретения
[0005] В способе получения стеклянного сосуда важно, что обработку потоком пламени осуществляют эффективно при удалении участка, ухудшенного обработкой. Проблема, подлежащая решению с помощью изобретения, следовательно, состоит в том, чтобы предоставить средство, которое эффективно осуществляет обработку потоком пламени.
Средство решения проблемы
[0006] В способе получения стеклянного сосуда, когда количество элюирования щелочи с внутренней поверхности получаемого стеклянного сосуда уменьшают посредством удаления участка, ухудшенного обработкой, с использованием обработки потоком пламени внутренней поверхности заготовки стеклянного сосуда, в соответствии с исследованиями автора изобретения обнаружено, что обработку потоком пламени осуществляют надлежащим образом, если температура внешней поверхности заготовки, поверхность которой соответствует ухудшенному участку, составляет между 650°C и 800°C.
[0007] Настоящее изобретение, следовательно, предусматривает способ получения стеклянного сосуда посредством обработки потоком пламени внутренней поверхности заготовки стеклянного сосуда пламенем из горелки с тем, чтобы получать стеклянный сосуд, и оно отличается в этом способе тем, что указанную обработку потоком пламени осуществляют так, что температура внешней поверхности части заготовки, эта часть противоположна участку заготовки, ухудшенному обработкой, составляет между 650°C и 800°C, когда пламенем проводят по внутренней поверхности заготовки в направлении отверстия заготовки.
[0008] Другими словами, указанное выше настоящее изобретение заключается в способе обработки потоком пламени посредством применения пламени горелки ко внутренней поверхности заготовки стеклянного сосуда при получении стеклянного сосуда, и такой способ обработки потоком пламени отличается тем, что температура внешней поверхности части, которая противоположна участку, ухудшенному обработкой, составляет между 650°C и 800°C.
[0009] В другом аспекте настоящее изобретение также относится к способу получения стеклянного сосуда, которым получают стеклянный сосуд посредством обработки потоком пламени внутренней поверхности заготовки стеклянного сосуда с использованием пламени горелки при получении стеклянного сосуда, и оно отличается тем, что
указанную обработку потоком пламени осуществляют, проводя пламенем в направлении отверстия заготовки по части внутренней поверхности заготовки в опоясывающем участке, который расположен на высоте между 8% и 16% от общей высоты заготовки от дна заготовки на основании внешнего размера заготовки.
[0010] Другими словами, указанное выше настоящее изобретение заключается в способе обработки потоком пламени посредством применения пламени горелки ко внутренней поверхности заготовки стеклянного сосуда при получении стеклянного сосуда, и такой способ обработки потоком пламени отличается тем, что указанную обработку потоком пламени осуществляют, проводя пламенем в направлении отверстия заготовки по части внутренней поверхности заготовки в опоясывающем участке, который расположен на высоте между 8% и 16% от общей высоты заготовки от дна заготовки на основании внешнего размера заготовки.
[0011] Другими словами, указанное выше настоящее изобретение предусматривает способ снижения количества элюирования щелочи из стеклянного сосуда посредством обработки потоком пламени внутренней поверхности заготовки стеклянного сосуда, и такой способ снижения элюирования щелочи отличается тем, что участок заготовки, где осуществляют обработку потоком пламени, и/или температура внешней поверхности части заготовки при такой обработке потоком пламени ограничены конкретным диапазоном, и в соответствии с этим количество элюирования щелочи можно эффективно снижать.
[0012] В настоящем описании термин «стеклянный сосуд» обозначает сосуд, который находится в состоянии после обработки потоком пламени в способе в соответствии с настоящим изобретением, тогда как термин «заготовка стеклянного сосуда» обозначает сосуд, который находится в состоянии до обработки потоком пламени, так что заготовка имеет участок, ухудшенный обработкой, по меньшей мере на части ее внутренней поверхности.
[0013] Такую заготовку стеклянного сосуда выполняют из боросиликатной стеклянной трубки с помощью стандартного способа (например, способа, в котором стеклянную трубку нагревают с тем, чтобы размягчать ее для придания формы, при этом используя вертикальную формующую машину), и в целом она может представлять собой так называемый сосуд, имеющий дно, который имеет закрытую донную часть на одном его конце, и при этом имеет открытую устьевую часть на другом конце. Стеклянный сосуд получают посредством обработки такой заготовки потоком пламенем (которую также можно обозначать как ОП-обработку). В одном из вариантов осуществления такой стеклянный сосуд или заготовка в качестве предшественника стеклянного сосуда представляет собой контейнер в форме круглого цилиндра, который в целом имеет ось (т.е. форма, которая имеет ось и сечение которой, перпендикулярное оси, представляет собой круг), но не ограничены контейнером, имеющим такую форму. При необходимости, он может иметь другую форму и, например, он может представлять собой призматический цилиндр (такой как прямоугольный цилиндр или треугольный цилиндр), и может иметь форму, у которой длина вдоль ее оси меньше ее диаметра (например, форма низкого круглого цилиндра). Следует отметить, что такой стеклянный сосуд или его заготовка могут быть в форме флакона, ампулы или тому подобного в другом варианте осуществления, и площадь ее сечения, перпендикулярного ее оси, может меняться вдоль ее оси. Например, она может содержать зауженную часть.
[0014] Следует отметить, что обработка потоком пламени представляет собой обработку с целью снижения количества элюирования щелочи из стеклянного сосуда, в которой горючий газ, такой как газообразный низший углеводород (например, бытовой газ, пропан, бутан, природный газ или тому подобное), жгут в присутствии газообразного кислорода с тем, чтобы формировать пламя (которое богато ионами гидрония в результате такого горения), которое выбрасывают через горелку в направлении участка, ухудшенного обработкой, в соответствии с чем происходит снижение или устранение щелочных компонентов, прикрепленных к участку, ухудшенному обработкой. В одном из вариантов осуществления пламя выбрасывают через точечную горелку и пламя применяют ко внутренней поверхности, перемещая по внутренней поверхности от дна заготовки (или положения, слегка смещенного от дна в направлении стороны отверстия заготовки) в направлении отверстия заготовки, пока заготовку вращают вокруг ее оси, чтобы проводить по внутренней поверхности заготовки.
Эффект изобретения
[0015] В соответствии с настоящим изобретением, посредством обработки потоком пламени так, что температура внешней части поверхности заготовки, которая соответствует части внутренней поверхности заготовки, где расположен участок, ухудшенный обработкой, находится в конкретном диапазоне, как указано выше и ниже, количество элюирования щелочи из получаемого стеклянного сосуда снижают по сравнению со случаем, когда обработку потоком пламени осуществляют вне такого конкретного температурного диапазона, чтобы конкретный диапазон усиливал эффект обработки потоком пламени. Также посредством обработки потоком пламени конкретного участка внутренней поверхности заготовки, как указано выше и ниже, количество элюирования щелочи снижают достаточно, чтобы не обязательно требовалось применение обработки потоком пламени ко всей внутренней поверхности заготовки. Например, обработка потоком пламени может представлять собой обработку по меньшей мере части внутренней поверхности в зависимости от применения стеклянного сосуда, и не обязательно требуется всю внутреннюю поверхность обрабатывать потоком пламени. Конечно, не является проблемой применение обработки потоком пламени ко всей внутренней поверхности заготовки, и в одном из вариантов осуществления ее можно применять на дне заготовки, а также от периферии дна в направлении отверстия заготовки. В этом варианте осуществления применение обработки потоком пламени по меньшей мере части или всего дна можно опустить.
[0016] Кроме того, посредством обработки потоком пламени так, что температура части внешней поверхности, которая противоположна конкретной внутренней поверхности заготовки, как указано выше и ниже, находится в конкретном температурном диапазоне, как указано выше и ниже, обработку потоком пламени осуществляют более эффективно.
Краткое описание фигур
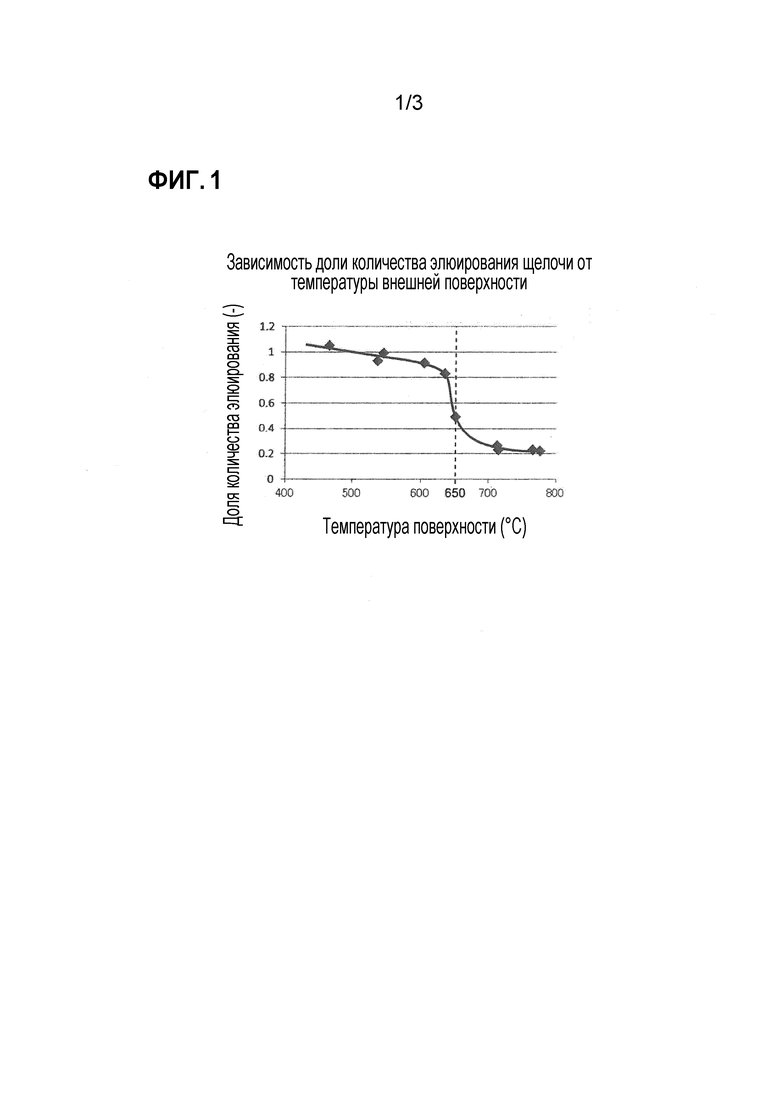
[0017] (Фиг. 1) На фиг. 1 представлен график, который показывает зависимость между температурой части внешней поверхности заготовки при обработке потоком пламени и соотношением количеств элюирования щелочи.
(Фиг. 2) На фиг. 2 схематически представлена стадия обработки потоком пламени в способе получения стеклянного сосуда в соответствии с настоящим изобретением.
(Фиг. 3) На фиг. 3 схематически представлен вариант осуществления в способе получения стеклянного сосуда в соответствии с настоящим изобретением, в котором, на стадии обработки потоком пламени, заготовку вращают с помощью пары валиков, при этом поддерживая заготовку, и измеряют температуру части внешней поверхности заготовки при вращении таким образом.
Варианты осуществления изобретения
[0018] Настоящее изобретение далее в настоящем описании объяснено подробно, например, с использованием способа получения стеклянного сосуда в соответствии с настоящим изобретением, но то, что объяснено далее, аналогичным образом применимо к способу обработки потоком пламени, способу снижения количества элюирования щелочи из стеклянного сосуда и каким-либо другим способа м в соответствии с настоящим изобретением, которые описаны далее.
[0019] Как описано ниже, автор настоящего изобретения обнаружил, что важно, чтобы температура «части внешней поверхности заготовки, эта часть противолежит участку, ухудшенному обработкой» составляла, например, между 650°C и 800°C или находилась в различных температурных диапазонах (в виде конкретных температурных диапазонов), которые описаны далее. На основании этого в одном из вариантов осуществления способа получения стеклянного сосуда в соответствии с настоящим изобретением, температуру части внешней поверхности заготовки, которая противолежит ухудшенному участку и, в частности, части внутренней поверхности, которая имеет ухудшенный участок, измеряют во время получения стеклянного сосуда, и определяют, находится ли таким образом измеряемая температура в конкретном температурном диапазоне, например, в диапазоне между 650°C и 800°C, или нет. Когда измеряемая температура находится в конкретном диапазоне, это обозначает, что обработка потоком пламени протекает надлежащим образом, как определено предварительно. Следовательно, подтверждают, что стеклянный сосуд после обработки потоком пламени демонстрирует количество элюирования щелочи, как определено предварительно. С другой стороны, поскольку измеряемая температура вне конкретного диапазона обозначает, что обработку потоком пламени не осуществляют, как определено предварительно, условия обработки потоком пламени (например, условия работы горелки, такие как скорость потока газа, время обработки потоком пламени и т. п.) меняют с тем, чтобы измеряемая температура могла находиться в конкретном диапазоне. Возможно, что количество элюирования щелочи получаемы стеклянных сосудов, когда измеряемая температура находится вне конкретного диапазона, превышает предварительно определяемое количество, так что их рассматривают как дефектные продукты in situ, и необязательно их можно выбрасывать. В этом варианте осуществления решение о том, осуществляют ли обработку потоком пламени надлежащим образом или нет, принимают интерактивно. То есть решение выполняют во время или сразу после обработки потоком пламени.
В одном из вариантов осуществления способ в соответствии с настоящим изобретением представляет собой способ получения стеклянного сосуда посредством обработки потоком пламени внутренней поверхности заготовки стеклянного сосуда пламенем из горелки, этот способ отличается тем, что, при обработке потоком пламени , проводя пламенем по внутренней поверхности заготовки в направлении ее отверстия, измеряют температуру части внешней поверхности заготовки, эта часть противолежит участку заготовки, ухудшенному обработкой, и когда таким образом измеряемая температура находится вне диапазона между 650°C и 800°C, получаемый стеклянный сосуд считают дефектным продуктом, и такой продукт отделяют от стеклянных сосудов, которые получены, когда измеряемая температура находится в диапазоне между 650°C и 800°C. С использованием устройства, которое поднимает и переносит стеклянный сосуд, такое разделение можно осуществлять, выбрасывая дефектный стеклянный сосуд или подготавливая для такого выбрасывания (например, хранение дефектных стеклянных сосудов в контейнере с целью выбросить). Следует отметить, что температурный диапазон между 650°C и 800°C может находиться, в предпочтительном варианте осуществления, в других температурных диапазонах, как описано ниже (например, диапазон между 670°C и 780°C, диапазон между 700°C и 770°C или тому подобное).
[0020] В другом варианте осуществления температуру части внешней поверхности заготовки, эта часть противолежит участку заготовки, ухудшенному обработкой, измеряют во время получения стеклянного сосуда, и после получения стеклянного сосуда с использованием обработки потоком пламени, то есть после завершения получения стеклянных сосудов, результаты измеряемой температуры части внешней поверхности заготовки сравнивают с конкретным температурным диапазоном и принимают решение о том, является ли обработка потоком пламени, которую применяли к получаемым стеклянным сосудам, подходящей или нет. Измеряемые температуры в конкретном диапазон обозначают, что обработка потоком пламени выполнена надлежащим образом, чтобы подтверждать, что стеклянные сосуды, которые получены, когда измеряли такие температуры, демонстрируют количество элюирования щелочи, как определено предварительно. С другой стороны, измеряемые температуры, которые находятся вне конкретного температурного диапазона, обозначают, что обработку потоком пламенем не осуществляли надлежащим образом, так что стеклянные сосуды, которые получали, когда измеряли такие температуры, могут демонстрировать, что количество элюирования щелочи превышает предварительно определяемое количество. Такие стеклянные сосуды рассматривают кК дефектные продукты и необязательно выбрасывают. В этом варианте осуществления решение о том, выполнена ли обработка потоком пламени надлежащим образом, принимают вне линии, и это решение принимают после обработки стеклянного сосуда потоком пламенем.
[0021] В настоящем изобретении фраза «часть внешней поверхности заготовки, эта часть противолежит участку, ухудшенному обработкой» обозначает часть внешней стенки (т.е. часть внешней стенки), которая противолежит, через часть толщины заготовки, части внутренней стенки заготовки, эта часть определяет указанную часть толщины заготовки как часть внутренней поверхности заготовки, на этой части расположен участок, ухудшенный обработкой. Другими словами, часть боковой поверхности заготовки имеет часть внутренней поверхности в качестве части внутренней стенки и часть внешней поверхности в качестве части внешней стенки, эти части определяют указанную часть боковой поверхности, и эти части внутренней стенки противолежат друг другу с тем, чтобы формировать указанную часть боковой поверхности, которая имеет таким образом описанную часть толщины.
[0022] Также автор настоящего изобретения подтвердил местоположение участка, ухудшенного обработкой, этот участок присутствует на внутренней поверхности заготовки. Заготовку, используемую в способе по настоящему изобретению, получали с использованием стандартной вертикальной формующей машины посредством нагрева стеклянной трубки, выполненной из боросиликата, которую вращают, при этом вертикально поддерживая для того, чтобы формировать устьевую часть, после чего следует формирование донной части. Определено местоположение области участка, ухудшенного обработкой, на внутренней поверхности сформированной таким образом заготовки при производстве флакона. Для такого местоположения применяли следующий способ:
[0023] (1) По отношению к различным заготовкам, используя микроскоп (увеличение: от 200 до 1000 крат), визуально наблюдали область, где происходит осаждение щелочного компонента на внутренней поверхности (в форме кратеровидного или круглого холмовидного паттерна). С использованием микроскопа, получали от увеличенной внутренней поверхности и считали число щелочных осаждений вдоль высоты заготовки от ее дна в направлении ее отверстия, и обнаружено, что число быстро возрастает после определенной высоты (H1), и затем быстро снижается после определенной высоты (H2).
[0024] (2) Кроме того, заготовки заполняли 0,05% раствором метиленового синего и оставляли стоять в течение 20 минут, после чего следовало промывание дистиллированной водой и сушка при температуре 120°C в течение 10 минут. В результате этого происходила абсорбция метиленового синего на участке, ухудшенном обработкой, и появлялся окрашенный опоясывающий участок (поясообразный участок) на внутренней поверхности заготовки. Измеряли местоположения (начальное местоположение H1 и конечное местоположение H2 опоясывающего участка) от дна флакона. В результате измерения местоположений для различных заготовок обнаружено, что участок, ухудшенный обработкой, присутствует в форме опоясывающего участка, имеющего определенную ширину и начинающегося с определенной высоты от дна в направлении отверстия заготовки. Измеренные результаты представлены в таблице 1 следующим образом:
[0025] [Таблица 1]
В таблице термины имеют следующие значения:
диаметр бочонка: внешний диаметр наибольшей части (на основании внешнего размера заготовки)
общая длина: общая длина вдоль оси заготовки (на основании внешнего размера заготовки)
H1: высота начала опоясывающего участка от дна (на основании внешнего размера заготовки)
H2: высота окончания опоясывающего участка от дна (на основании внешнего размера заготовки)
Следует отметить, что H1 и H2 представляют собой величины, получаемые указанным выше способом (2), и по существу они представляют собой то же, что получают указанным выше способом (1).
[0026] Как ясно видно в таблице 1, обнаружено, что независимо от типа флаконов, значимо большая доля участка, ухудшенного обработкой, присутствует в опоясывающем участке от 8% до 16% по высоте от дна заготовки, увеличенная доля участка, ухудшенного обработкой, присутствует в опоясывающем участке от 6% до 20% по высоте от дна заготовки, и наибольшая доля участка, ухудшенного обработкой, присутствует в опоясывающем участке от 5% до 30% по высоте от дна заготовки.
[0027] Для того чтобы уменьшать участок, ухудшенный обработкой, с использованием только обработки потоком пламени части внутренней поверхности, которая представляет собой опоясывающий участок, присутствующий по высоте от 8 до 16%, предпочтительно от 6 до 8% и более предпочтительно от 5 до 30% от общей длины заготовки на основании внешнего размера заготовки, количество элюирования щелочи эффективно снижают. Другими словами, чтобы эффективно снижать количество элюирования щелочи, внутреннюю поверхность заготовки, которая имеет опоясывающую форму и которая расположена по меньшей мере от 8 до 16% предпочтительно от 6 до 8% и более предпочтительно от 5 до 30% от общей длины заготовки по высоте от дна заготовки, обрабатывают потоком пламени. В одном из вариантов осуществления способа по настоящему изобретению возможно обрабатывать потоком пламени только указанный выше конкретный опоясывающий участок, и в другом варианте осуществления также возможно обрабатывать потоком пламени более широкую область, которая содержит приведенный выше конкретный опоясывающий участок. Следует отметить, что по существу нет корреляции между местоположением ухудшенного участка и толщиной заготовки, но опоясывающий участок, расположенный в описанных выше участках, предпочтительно используют для получения флакона, имеющего толщину между 0,8 мм и 2,0 мм, например, между 0,9 мм и 1,5 мм и, в частности, между 1,0 мм и 1,2 мм.
[0028] Необходимо, чтобы температура части внешней поверхности заготовки, которая противолежит части внутренней поверхности, на которой находится участок, ухудшенный обработкой, находилась в описанном выше диапазоне, например, в диапазоне между 650°C и 800°C. В настоящем изобретении, часть внешней поверхности заготовки, которая противолежит части внутренней поверхности, где осуществляют обработку потоком пламени, соответствует области, которая расположена рядом с частью внутренней поверхности заготовки, где экспериментально подтверждены участок, ухудшенный обработкой, как легко понять, исходя из его определения, описанного выше, и описанные выше опоясывающие участки.
[0029] Предусмотрено, что при обработке потоком пламени щелочные компоненты участка, ухудшенного обработкой, отсекают с помощью ионов и частиц, содержащихся в пламени из горелки, так что предпочтительно, что пламя содержит большее количество ионов и частиц. Предположительно, такие ионы и частицы генерируют в результате реакции горения между низшим углеводородом и кислородом.
[0030] Температура горения важна для такой реакции, и предусмотрено, что температура пламени, вдуваемого из горелки, является важной. Тепло пламени переносится на часть внешней поверхности заготовки, эта часть расположена вне части внутренней поверхности, к которой применяют пламя, с тем, чтобы такое тепло оказывало влияние на температуру части внешней поверхности. Затем, после измерения различных зависимостей между температурой части внешней поверхности заготовки при обработке потоком пламени и количеством элюирования щелочи из заготовки после обработки потоком пламени, то есть стеклянного сосуда, обнаружено, что температура части внешней поверхности заготовки при обработке потоком пламени влияет на количество элюирования щелочи.
[0031] Используя заготовку из описанного выше эксперимента № 4, обработку потоком пламени (ПП-обработку) осуществляли так, что конец пламени касался части внутренней поверхности, которая соответствует положению на высоте от 6 мм от дна заготовки на основании его внешней геометрической формы заготовки. Обработку потоком пламени осуществляли с использованием бытового газа и кислорода. Разнообразно меняя условия обработки потоком пламени, измеряли температуру части внешней поверхности на высоте 6 мм от дна заготовки и количество элюирования щелочи для получаемого стеклянного сосуда. Результаты представлены в следующей таблице 2 вместе с количеством бытового газа, использованного для горелки и элемента потока пламени (ПП).
[0032]
[Таблица 2]
[0033] Измерение количества элюирования щелочи осуществляли посредством заполнения каждого флакона дистиллированной водой, нагрева такого флакона при температуре 121°C в течение 60 минут, после чего следовало охлаждение и затем измерение количества натрия, содержащегося в дистиллированной воде, которой заполняли каждый флакон. Измерение натрия выполняли посредством атомной абсорбции в соответствии с ISO4802-1 и 2. Результаты представлены на фиг. 1 в виде графика.
[0034] На графике видно, что количество элюирования щелочи из стеклянного сосуда существенно снижается, когда температура части внешней поверхности заготовки превышает 620°C. В одном из вариантов осуществления температура части внешней поверхности, которая соответствует участку, ухудшенному обработкой, следовательно, составляет по меньшей мере 620°C, когда осуществляют обработку потоком пламени .
[0035] Специалисты в данной области могут надлежащим образом выбирать температуру описанной выше части внешней поверхности при обработке потоком пламени в зависимости от желаемого количества элюирования щелочи, используя график с фиг. 1. Например, когда количество элюирования щелочи должно быть не больше половины от такового без обработки потоком пламени , предпочтительно пламя применяют к участку, ухудшенному обработкой, так, что температура описанной выше части внешней поверхности составляет по меньшей мере 650°C. Следует отметить, что возможно, что геометрическую форму, объем и так далее заготовки можно изменять, если заготовку нагревают так, что боросиликатное стекло размягчается. Температура части внешней поверхности предпочтительно не превышает значительно температуру размягчения боросиликатного стекла, более предпочтительно не превышает температуру размягчения боросиликатного стекла и, в частности, составляет не выше 800°C, например, не выше 780°C.
[0036] В способе в соответствии с настоящим изобретением, следовательно, предпочтительно пламя применяют к участку, ухудшенному обработкой, на части внутренней поверхности заготовки так, что описанная выше температура части внешней поверхности находится в диапазоне между 650°C и 800°C, и более предпочтительно пламя применяют к участку, ухудшенному обработкой, на части внутренней поверхности заготовки так, что описанная выше температура части внешней поверхности находится в диапазоне между 670°C и 780°C. Например, пламя применяют так, что температура части внешней поверхности находится в диапазоне между 700°C и 770°C. Такая обработка потоком пламени для того, чтобы делать температуру части внешней поверхности в пределах конкретного температурного диапазона, является предпочтительной для получения флакона, объем которого составляет от 1 до 100 мл и например от 1 до 30 мл, а также предпочтительно для получения флакона, толщина которого составляет от 0,8 до 2,0 мм, например, от 0,9 до 1,5 мм и, в частности, от 1,0 до 1,2 мм.
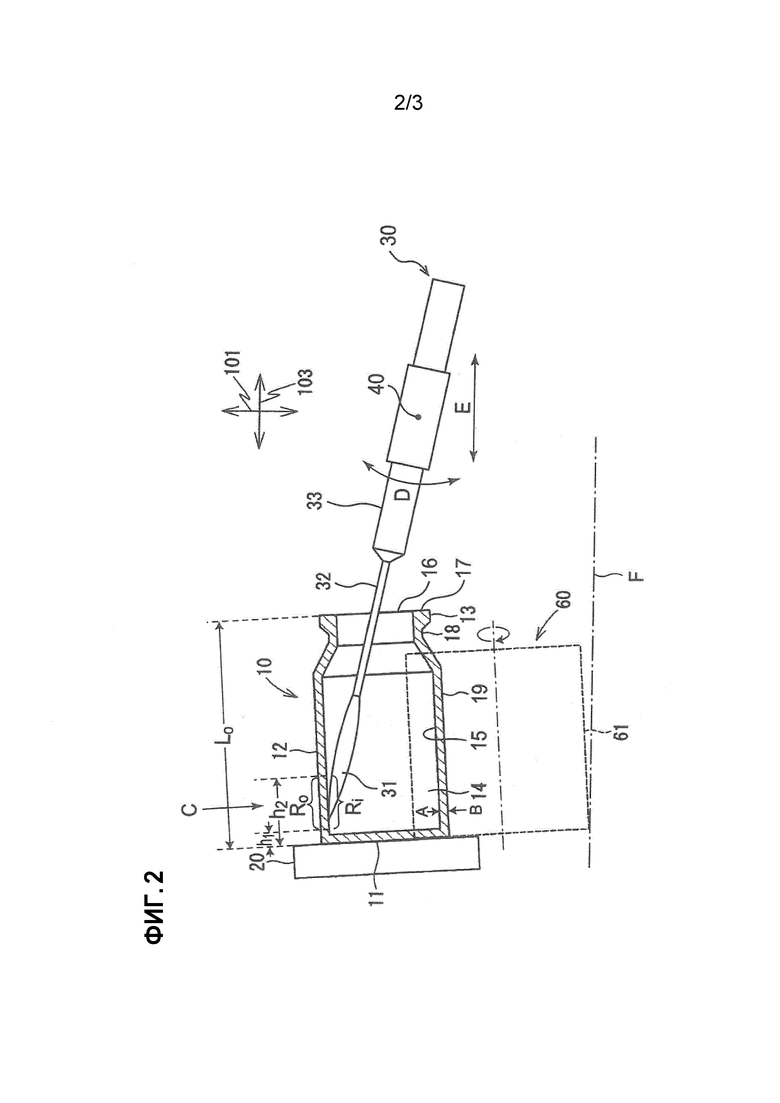
[0037] На фиг. 2 схематически представлено состояние обработки потоком пламени заготовки 10 с использованием горелки 30 при получении стеклянного сосуда в соответствии с настоящим изобретением, где боковая поверхность флакона расположена спереди на фиг. 2. Показанная заготовка 10 будет представлять собой стеклянный сосуд, например, флакон, в частности, медицинский флакон, с помощью обработки потоком пламени. Заготовка 10 схематически представлена в ее виде в поперечном разрезе.
[0038] Заготовка 10 в целом представляет собой круглый цилиндрический сосуд, дно которого закрыто, и он имеет, с его левой стороны, донную часть 11, часть 12 боковой поверхности, горловую часть 18 и устьевую часть 13. Заготовка 10 имеет внутреннее пространство 14, которое открывается на конце 17 устьевой части 13. Донная часть 11 имеет форму плоского круглого диска, и донная часть 11 интегрирована с частью 12 боковой поверхности около периферии донной части 11. Часть 12 боковой поверхности имеет цилиндрическую форму и имеет внутренний диаметр и внешний диаметр, которые по существу одинаковы вдоль ее направления оси. Часть 12 боковой поверхности сжимается и суживается в направлении горловой части 18. В представленном варианте осуществления внутренний диаметр и внешний диаметр горловой части 18 меньше таковых у части 12 боковой поверхности. Устьевая часть 13 соединена с горловой частью 18 и имеет отверстие 16, которое определяет конец 17. Внутренний диаметр и внешний диаметр горловой части 13 делают меньше таковых у части 12 боковой поверхности. Внешний диаметр устьевой части 13 делают больше наименьшего внешнего диаметра горловой части 18 с тем, чтобы внешний диаметр части 12 боковой поверхности был наибольшим в отношении флакона 10. То есть внешняя периферия части 12 боковой поверхности представляет собой максимальный диаметр флакона 10. Такую заготовку можно получать посредством стандартного способа.
[0039] В отношении описанной выше заготовки, донную часть 11 и устьевую часть 13 заготовки 10 формируют, например, посредством нагрева, пламенем из горелки, стеклянной трубки, которую поддерживают и вращают с использованием вертикальной формующей машины, после чего следует размягчение и деформация части стеклянной трубки. Когда формируют донную часть 11, происходит улетучивание щелочных компонентов, таких как щелочной борат, из боросиликатного стекла, которое представляет собой сырье стеклянной трубки, и их осаждение на внутренней поверхности заготовки для того, чтобы формировать участок, ухудшенный обработкой. Улетучивающиеся щелочные компоненты, такие как щелочной борат, осаждаются вблизи от донной части 11 внутренней поверхности 15 флакона 10, чтобы формировать участок, ухудшенный обработкой.
[0040] Как описано выше, обнаружено, что существенная доля участка, ухудшенного обработкой, присутствует в опоясывающем участке, расположенном между 8% и 16% по высоте общей длины заготовки 10 от ее донной части 11, увеличенная доля участка, ухудшенного обработкой, присутствует между 6% и 20% по высоте общей длины заготовки, и вдобавок наибольшая часть участка, ухудшенного обработкой, присутствует между 5% и 30% по высоте общей длины заготовки. С целью легкого понимания, общая длина L0, высота h1, например, 5% от общей длины от донной части (h1= L0*0,05) и высота h2, например, 30% от общей длины от донной части (h2= L0*0,30) схематически представлены на фиг. 2. Как результат, наибольшая часть участка, ухудшенного обработкой, присутствует в опоясывающем участке части внутренней поверхности Ri, расположенном между высотой h2 и высотой h1 от дна. Посредством обработки потоком пламени, при этом применяя пламя горелки к такому конкретному участку в форме опоясывающего участка, количество элюирования щелочи из получаемого стеклянного сосуда можно снижать значительно.
[0041] Также в одном из вариантов осуществления настоящего изобретения, обработку потоком пламени осуществляют, проводя пламенем по внутренней поверхности заготовки в направлении отверстия заготовки (то есть, в направлении правой стороны на фиг. 2) так, что температура части внешней поверхности (например, участка Ro в представленном варианте осуществления), которая противолежит части внутренней поверхности (например, участка Ri в представленном варианте осуществления), на которой участок, ухудшенный обработкой, составляет, например, между 650°C и 800°C. Как легко видеть, часть толщины части 12 боковой поверхности заготовки, то есть части заготовки, которая показана штриховкой, определяют внутренней поверхностью 15 и внешней поверхностью 19, которые противолежат друг другу через часть толщины. Аналогичным образом, часть внешней поверхности Ro противолежит как раз части внутренней поверхности Ri через часть толщины. В способе по настоящему изобретению, часть внешней поверхности заготовки, температура которой подлежит измерению, представляет собой часть внешней поверхности, показанную стрелкой B, которая противолежит как раз части внутренней поверхности, на которой участок, ухудшенный обработкой, например, части внутренней поверхности, показанной стрелкой A через часть толщины, и условия обработки потоком пламени корректируют так, что такая часть, показанная стрелкой B, составляет, например, между 650°C и 800°C.
[0042] Следует отметить, что часть, показанная стрелкой B, может по существу представлять собой точку. Когда часть, показанная стрелкой, по существу представляет собой точку, часть внешней поверхности, температура которой подлежит измерению, становится круговой периферией, содержащей такую точку, поскольку обработку потоком пламени осуществляют, пока заготовку вращают вокруг ее оси. В этом случае, измерение температуры точки B на определенной высоте от дна ведет к измерению температуры на круге на указанной высоте внешней поверхности заготовки.
[0043] В другом варианте осуществления часть, показанная стрелкой B, представляет собой линию. Когда часть, показанная стрелкой, по существу представляет собой линию, идущую на определенную длину вдоль оси заготовки, часть внешней поверхности, температура которой подлежит измерению, становится опоясывающим участком (который имеет круглое сечение и который замкнут), содержащим такую линию, поскольку обработку потоком пламени осуществляют, пока заготовку вращают вокруг ее оси. Поскольку обнаружено, что большая доля участка, ухудшенного обработкой, присутствует на опоясывающем участке внутренней поверхности части боковой поверхности заготовки, в частности, на опоясывающем участке, расположенном в определенном конкретном диапазоне высот от дна, как описано выше, часть внешней поверхности, температура которой подлежит измерению, особенно предпочтительно представляет собой часть внешней поверхности, которая противолежит такому опоясывающему участку. Конечно, измерение температуры можно осуществлять по опоясывающему участку на основании поверхности.
[0044] В способе по настоящему изобретению особенно предпочтительно измерение температуры предпочтительно осуществляют с использованием бесконтактного устройства измерения температуры, например, термометра излучательного типа. Термометр излучательного типа может представлять собой тот, который может измерять температуру точечной области, или тот, который может измерять температуру большей области. Поскольку предпочтительно, что температуру измеряют по опоясывающему участку, как описано выше, можно использовать так называемый термометр термографического типа. Другими словами, настоящее изобретение предусматривает использование способа с термометром термографического типа, в котором термометр термографического типа используют для измерения части внешней поверхности заготовки при обработке потоком пламени заготовки. В этом способе конкретный участок части внешней поверхности, подлежащий измерению (например, опоясывающий участок, расположенный на высоте от 8% до 16% от общей длины заготовки от ее дна), температура в указанном участке, эта температура должна находиться в конкретном температурном диапазоне (например, между 650°C и 800°C), и так далее являются по существу теми же, что и в способе получения стеклянного сосуда в соответствии с настоящим изобретением.
[0045] Более конкретно, предпочтительно осуществлять измерение температуры за один раз по всей ширине опоясывающего участка части внешней поверхности (например, область h2-h1 на фиг. 2, которая представляет собой область Ro), которая противолежит части внутренней поверхности, где присутствует участок, ухудшенный обработкой. Например, устройство измерения температуры C помещают поверх заготовки 10, как показано на фиг. 2 стрелкой C, и измеряют температуру предварительно определяемой части в части внешней поверхности заготовки 10.
[0046] Описанное выше измерение температуры осуществляют во время обработки потоком пламени. Когда измеряемая температура находится в предварительно определяемом диапазоне, видно, что обработка потоком пламени происходит, как определено предварительно. То есть, полагают, что элюирование щелочи стеклянного сосуда, который получают после обработки потоком пламени, будет находиться в предварительно определяемом диапазоне. С другой стороны, когда измеряемая температура находится вне предварительно определяемого диапазона, возможно, что обработка потоком пламени не происходит в достаточной мере, так что получаемый стеклянный сосуд рассматривают в качестве дефектного продукта.
[0047] Принятие решения о том, находятся ли результаты измерения температуры в предварительно определяемом диапазоне, можно осуществлять во время обработки потоком пламени или после завершения обработки потоком пламени. В первом случае принятие решения осуществляют интерактивно, и когда результаты оказываются вне предварительно определяемого температурного диапазона, стеклянный сосуд, который только что получен в этот момент, незамедлительно изымают в качестве дефектного продукта. В последнем случае принятие решения осуществляют вне линии, и время обработки потоком пламени и получаемый стеклянный сосуд в это время коррелируют со временем, когда результаты найдены вне предварительно определяемого температурного диапазон, и стеклянный сосуд, который получен в это время, изымают позже в качестве дефектного продукта.
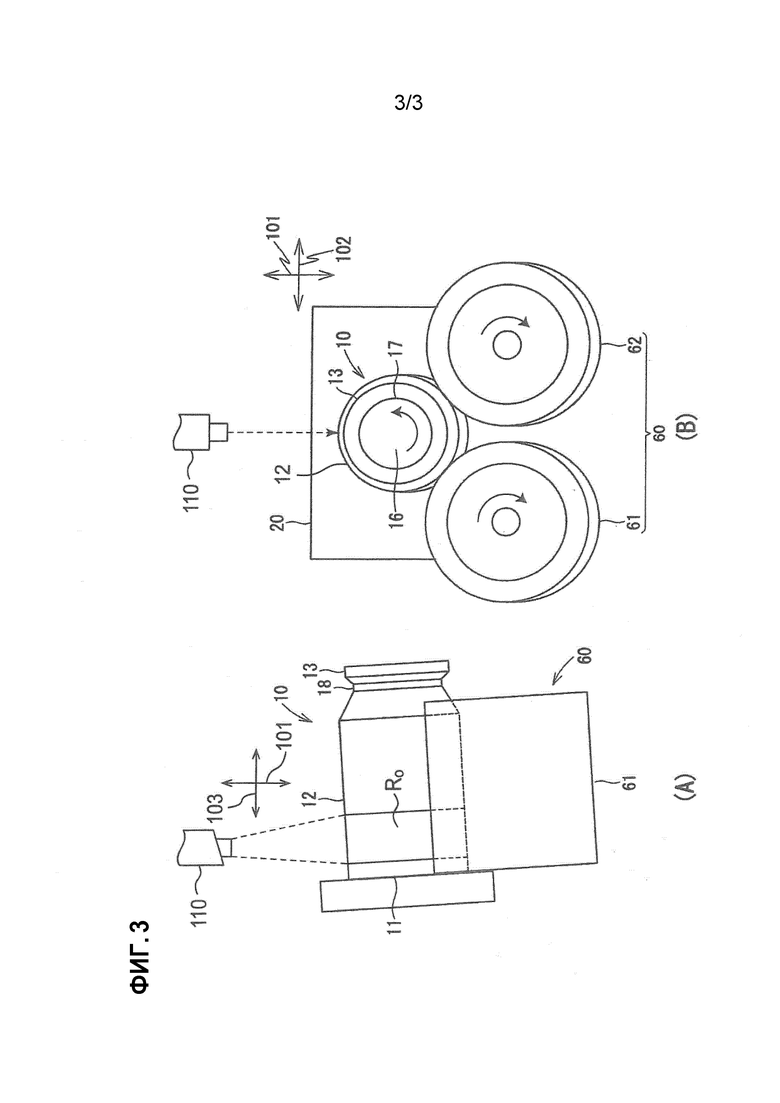
[0048] На фиг. 3(A) и 3(B) схематически представлен механизм, который вращает заготовку 10 вокруг оси при обработке потоком пламени в способе в соответствии с настоящим изобретением. На фиг. 3(A) представлено по существу то же состояние заготовки 10, которое представлено слева на фиг. 2. На фиг. 3(B) схематически представлено состояние, если смотреть на заготовку 10 на фиг. 3(A) с ее правой стороны. Следует отметить, что устройство измерения температуры 110 схематически представлено на фиг. 3. Представленный вариант осуществления схематически показывает состояние, в котором устройство измерения температуры 110, например, термографическое, измеряет температуру части внешней поверхности (соответствующей описанной выше Ro), которая окружена частями предварительно определяемой длины вдоль образующих заготовки и частями малой длины вдоль направлений по окружности заготовки. Следует отметить, что диапазон измерения температуры схематически показан прерывистыми линиями.
[0049] Заготовку 10 помещают на периферии пары 60 валиков (роликов). Валики расположены параллельно вдоль латерального направления 102, причем их оси немного наклонены относительно горизонтального направления (продольное направление 103) (см. штрихпунктирную линию F на фиг. 1). Как следствие такого наклона, направление оси заготовки 10, которую поддерживают периферические поверхности первого валика 61 и второго валика 62, немного наклонено относительно горизонтальной линии (продольное направление 103). Как результат, флакон 10 открывается немного вверх относительно горизонтальной линии. Часть 12 боковой поверхности заготовки 10 находится в контакте с внешними периферическими поверхностями первого валика 61 и второго валика 62. Следовательно, заготовку 10 поворачивают вокруг оси, при этом стабильно поддерживая состояние примыкания заготовки 10 к контактному элементу 20, который располагают с небольшим наклоном относительно вертикального направления 101.
[0050] В подробностях, часть 12 боковой поверхности целиком, которая представляет собой окружную поверхность, имеющую максимальный диаметр флакона 10, вращают, при этом она упирается в каждую из окружных поверхностей первого валика 61 и второго валика 62. Как показано на фиг. 2(B), флакон 10, первый валик 61 и второй валик 62 вращают, пока одна точка вдоль периферии части 12 боковой поверхности (фактически образующей линии части боковой поверхности) флакона 10 контактирует с одной точкой вдоль периферии валика 61 (фактически образующей линии части боковой поверхности валика), и еще одна точка вдоль периферии части 12 боковой поверхности (фактически образующей линии части боковой поверхности) флакона 10 контактирует с одной точкой вдоль периферии валика 62 (фактически образующей линии части боковой поверхности валика). Например, когда каждый валик вращают по часовой стрелке, как показано стрелками, заготовку 10 вращают вокруг оси против часовой стрелки.
[0051] Представленные валики предпочтительно выполняют из материала, который обладает хорошей теплопроводностью, с тем, чтобы рассеивать тепло, подаваемое на заготовку посредством обработки потоком пламени. Как результат, температуру внешней поверхности заготовки можно удерживать в описанном выше предварительно определяемом диапазоне в комбинации с условиями обработки потоком пламени. Графит, сплав алюминия, латунь и т.п. приведены в качестве примера предпочтительного материала, используемого для валиков.
[0052] Горелка, которую используют в способе в соответствии с настоящим изобретением, предпочтительно представляет собой так называемую точечную горелку 30. Как показано на фиг. 2, горелку 30 помещают так, что она противолежит контактному элементу 20. Точечная горелка 30 имеет корпус 33 горелки и сопло 32. Диаметр (внутренний диаметр) сопла предпочтительно составляет от 1,0 мм до 1,5 мм.
[0053] Корпус 33 горелки в целом имеет цилиндрическую форму, и он содержит пути потоков, через которые проходят горючий газ, такой как сжиженный природный газ, и кислород, соответственно. Эти пути соединяются вместе с тем, чтобы формировать газовую смесь. В горелке также находится путь, через который проходит газовая смесь. Корпус 33 горелки соединяют ее проксимальным концом с устройством, управляющим скоростью потока, (не показано) для горючего газа и кислорода. Можно использовать любое общеизвестное устройство, управляющее скоростью потока.
[0054] Сопло 32 соединено с дистальным концом корпуса 33 горелки. Сопло 32 имеет форму соломинки, через которую проходит газовая смесь, выбрасываемая из корпуса 33 горелки. Внешний диаметр сопла 32 в качестве его толщины разрабатывают так, что сопло можно вставлять во внутреннее пространство 14 флакона 10, и осевое направление сопла 32 можно менять, когда его передний конец располагают во внутреннем пространстве 14 флакона 10. То есть, внешний диаметр сопла 32 достаточно меньше внутреннего диаметра у внутреннего диаметра горловой части 18 флакона 10. Длина сопла 32 вдоль его оси достаточно больше таковой у флакона 10 вдоль его оси. В качестве сопла 32 предпочтительным является материал, который имеет хорошую термостойкость, такой как керамика.
[0055] Газовую смесь выбрасывают из переднего конца сопла 32 в качестве переднего конца точечной горелки 30 через внутреннее пространство сопла 32 из внутреннего пространства корпуса 33 горелки. Поджигая газовую смесь, выбрасываемую наружу из переднего конца сопла 32, пламя выбрасывают из переднего конца точечной горелки 30. Тепловой мощностью пламени 31 можно управлять посредством изменения скоростей потоков горючего газа и кислорода, соответственно, с помощью устройств, управляющих скоростями потоков.
[0056] Точечную горелку можно вращать, например, вокруг оси 40, как показано двунаправленной стрелкой D, и также перемещать горизонтально, как показано двунаправленной стрелкой E, с тем, чтобы она могла приближаться к заготовке 10 или отходить от заготовки 10. Комбинируя движения двух таких типов, конец пламени может контактировать с конкретным участком внутренней поверхности заготовки.
[0057] Следует отметить, что часть внутренней поверхности, подлежащей обработке потоком пламени, определяют по высоте от дна заготовки на основании ее внешнего размера, как описано выше. Например, в случае, когда «участок, ухудшенный обработкой, который соответствует опоясывающему участку, который расположен на высоте между 8% и 16% от общей высоты заготовки от дна заготовки» обрабатывают потоком пламени, начальная точка обработки потоком пламени представляет собой положение, которое находится на высоте 8% от общей длины заготовки от ее дна. В способе по настоящему изобретению горелку помещают так, что положение 8% располагается на продолжении линии сопла 32 (если подробно, его средней линии), которое ориентировано в направлении заготовки, при этом корректируя условия работы горелки с тем, чтобы конец пламени, выбрасываемого из сопла горелки, контактировал с положением 8%. В другом варианте осуществления также возможно, что конец пламени и/или часть внутри и близко к концу пламени контактирует с таким положением. После этого, пламенем проводят от положения 8% до положения 17% в направлении отверстия, и обработку потоком пламени можно заканчивать в положении 17%. В способе по настоящему изобретению, полагают, что когда положение описанной выше высоты присутствует на продолжении линии горелки или сопла на конце горелки, такое положение внутренней поверхности обрабатывают потоком пламени.
Признаки описанных выше различных температурных диапазонов части внешней поверхности заготовки при обработке потоком пламени и признаки описанных выше различных диапазонов положений части внутренней поверхности заготовки, подлежащей обработке потоком пламени, можно применять в каком-либо их сочетании в способе получения стеклянного сосуда, способе обработки потоком пламени и способе снижения количества элюирования щелочи из стеклянного сосуда в соответствии с настоящим изобретением.
По настоящей заявке испрашивают право приоритета японской патентной заявки № 2015-89619 на основании Парижской конвенции, и описание такой заявки составляет описание настоящей заявки со ссылкой на такую заявку.
Список ссылочных позиций
[0058] 10 заготовка или флакон (стеклянный сосуд)
11 донная часть
12 часть боковой поверхности
13 устьевая часть
15 внутренняя поверхность
20 контактный элемент
30 точечная горелка
31 пламя
32 сопло
60 пара валиков (роликов)
61 первый валик
62 второй валик
110 устройство измерения температуры
h1 длина от дна вплоть до начального положения опоясывающего участка, где присутствует участок, ухудшенный обработкой
h2 длина от дна вплоть до конечного положения опоясывающего участка, где присутствует участок, ухудшенный обработкой
Lo общая длина заготовки
Ri часть внутренней поверхности, где присутствует участок, ухудшенный обработкой
Ro часть внешней поверхности заготовки, которая соответствует части Ri внутренней поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| СТЕКЛО С ПРИСОЕДИНЕННОЙ ПЛЕНКОЙ ПОКРЫТИЯ, СПОСОБ ЕГО ПРОИЗВОДСТВА И МОДИФИЦИРОВАННАЯ СТЕКЛЯННАЯ ПОДЛОЖКА | 2020 |
|
RU2797888C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ОПТИЧЕСКОГО ВОЛОКНА | 2009 |
|
RU2397151C1 |
| МНОГОТРУБЧАТАЯ ГОРЕЛКА И СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛЯННОЙ ЗАГОТОВКИ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2003 |
|
RU2271341C2 |
| ЛАМПА С ФИТИЛЬНОЙ ГОРЕЛКОЙ | 2004 |
|
RU2281431C2 |
| ПОЛУАВТОМАТ ДЛЯ ФОРМОВКИ СТЕКЛЯННЫХ ФЛАКОНОВ | 2012 |
|
RU2535570C2 |
| Способ изготовления стеклянных елочных украшений | 1983 |
|
SU1110758A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2465221C2 |
| ОДНОМОДОВЫЙ ВОЛОКОННО-ОПТИЧЕСКИЙ ВОЛНОВОД С УПРАВЛЯЕМОЙ ДИСПЕРСИЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2178901C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНКИ СТЕКЛЯННОЙ ДЛЯ ЛЕКАРСТВЕННЫХ СРЕДСТВ | 2000 |
|
RU2164502C1 |
Предоставлено средство, которое осуществляет обработку потоком пламени эффективно при удалении участка, ухудшенного обработкой, в способе получения стеклянного сосуда. В способе получения стеклянного сосуда посредством обработки потоком пламени внутренней поверхности 10 заготовки стеклянного сосуда пламенем из горелки 30 с тем, чтобы получать стеклянный сосуд, указанную обработку потоком пламени осуществляют так, что температура части внешней поверхности заготовки, эта часть противолежит участку, ухудшенному обработкой, составляет между 650 и 800°C, когда пламенем проводят по внутренней поверхности заготовки в направлении отверстия заготовки. 4 з.п. ф-лы, 2 табл., 3 ил.
1. Способ получения стеклянного сосуда посредством обработки потоком пламени из горелки внутренней поверхности заготовки стеклянного сосуда для того, чтобы получить стеклянный сосуд, отличающийся тем, что
указанную обработку потоком пламени осуществляют так, что температура части внешней поверхности заготовки, которая противоположна участку заготовки, ухудшенному обработкой, составляет между 650°C и 800°C, когда пламенем проводят по внутренней поверхности заготовки в направлении отверстия заготовки.
2. Способ получения стеклянного сосуда по п. 1, отличающийся тем, что обработку потоком пламени осуществляют, проводя пламенем в направлении отверстия заготовки по части внутренней поверхности заготовки в опоясывающем участке, который расположен на высоте между 8% и 16% от общей высоты заготовки от дна заготовки на основании внешнего размера заготовки.
3. Способ получения стеклянного сосуда по любому из пп. 1, 2, отличающийся тем, что
температуру измеряют с использованием неконтактного термометра.
4. Способ получения стеклянного сосуда по любому из пп. 1-3, отличающийся тем, что заготовку выполняют из боросиликатного стекла.
5. Способ получения стеклянного сосуда по любому одному из пп. 1-4, отличающийся тем, что
стеклянный сосуд представляет собой стеклянный сосуд для медицинского использования.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| JP 2010269973 A, 02.12.2010 | |||
| JP 2010243091 A, 28.10.2010 | |||
| SU 215447 A1, 17.06.1968 | |||
| US 0005322542 A1, 21.06.1994. | |||

