Изобретение относится технологии газотермического напыления, а именно к плазменным способам напыления функциональных покрытий на поверхности деталей машин, и может быть использовано в машиностроении, металлургии, энергетике, авиации, судостроении, оборонной промышленности и других сферах производства.
Известен способ плазменного напыления для покрытия рабочей поверхности цилиндра блока цилиндров поршневого двигателя внутреннего сгорания [Патент RU №2723491 С1, МПК С23С 4/16, С23С 4/06 опубл. 11.06.2020 г., Бюл. №17], включающий нанесение покрытия на рабочую поверхность цилиндра блока цилиндров, по меньшей мере частично, при скорости вращения горелки 600-800 об/мин, скорости подачи распыляемого материала 80-180 г/мин, скорости продвижения горелки 24-75 мм/сек. Способ позволяет ограничить образование оксидов или оксидных строчек в структуре слоя и, тем самым, предотвратить выбивание оксидов и образование в результате микроцарапин.
Однако недостатком приведенного способа является высокая степень окислительных процессов, возникающих в плазмотроне (горелке). Как следствие на электродах плазмотрона образуются кратеры ввиду активно протекающей эрозии, приводящей к негативному влиянию на стабильность процесса напыления, и, следовательно, на качество формируемого покрытия.
Также известен способ плазменного напыления [Патент RU №2462533 С1, МПК С23С 4/10, С23С 4/12 опубл. 27.09.2012 г., Бюл. №27], включающий ввод дисперсного керамического порошка через кольцевую щель в воздушно-плазменную струю и последующее его напыление на предварительно обработанную поверхность изделия, при этом напыление ведут дисперсными частицами оксида алюминия со следующим соотношением фракционного состава: 20-40 мкм в количестве 75-85% и менее 20 мкм - остальное, при мощности плазмотрона в пределах 44-54 кВт и расходе воздуха 1-2 г/с.
Однако недостатком приведенного способа является низкое качество покрытия ввиду его низкой твердости. В приведенном аналоге достигалось улучшение прочих (второстепенных) физико-механических и эксплуатационных параметров покрытия, не учитывая выше указанный, который является одним из основополагающих показателей качества сформированного покрытия [Тушинский Л.И. Методы исследования материалов: Структура, свойства и процессы нанесения неорганических покрытий / Л.И. Тушинский, А.В. Плохов, А.О. Токарев, В.И. Сиднеев // М.: Мир, 2004. - 384 с.].
В качестве прототипа изобретения взят способ плазменного напыления износостойких покрытий толщиной более 2 мм [Патент RU №2665647 С2, МПК С 23 С 4/12, С23С 24/08, С23С 28/00 опубл. 30.07.2018 г., Бюл. №22], включающий предварительную дробеструйную обработку и обезжиривание напыляемой поверхности, напыление слоя покрытия, нагрев его и последующее напыление основного слоя покрытия до заданной толщины, при этом сначала напыляют слой покрытия толщиной не более 0,2 мм при высокоскоростном турбулентном режиме истечения плазменной струи с расходом плазмообразующего газа 2,8-3 г/с и с расположением плазмотрона на исходной заданной дистанции от напыляемой поверхности, затем прекращают подачу порошка, уменьшают исходную дистанцию плазмотрона от напыляемой поверхности и проводят нагрев поверхности при низкоскоростном ламинарном режиме истечения плазменной струи с расходом плазмообразующего газа 0,7-0,9 г/с до температуры (0,2-0,3)Тпл, где Тпл - температура плавления материала покрытия, после чего устанавливают плазмотрон на исходной дистанции напыления от напыляемой поверхности и напыляют основной слой покрытия до заданной толщины при высокоскоростном турбулентном режиме истечения плазменной струи с расходом плазмообразующего газа 2,8-3 г/с.
К недостаткам указанного прототипа относится низкая износостойкость покрытия. Учитывая величину толщины покрытия, указанную в прототипе -2 мм, износостойкость будет уменьшаться от периферии вглубь образца (детали), на котором оно сформировано.
Техническим результатом изобретения является повышение качества получаемого покрытия ввиду включения в процесс плазменного напыления подачи в заданный период времени дополнительного плазмообразующего газа и последующего плазменного оплавления покрытия при заданных режимах, а также рационального подбора состава материала напыления и назначения технологических режимов.
Для достижения указанного технического результата в предлагаемом способе плазменного напыления, предварительную обработку и обезжиривание поверхностей обрабатываемой детали, нанесение покрытия путем послойного напыления с помощью плазмотрона и плазмообразующего газа с последующим прекращением подачи порошка, при этом в процессе напыления покрытия в заданный период времени через плазмотрон подают дополнительный плазмообразующий газ, и после прекращения подачи порошка производят плазменное оплавление нанесенного покрытия, в ходе которого плазмотрон задерживают на участке покрытия, которое нагревают до расплавления, фиксируют момент расплавления и после чего плазмотрон перемещают на другой участок покрытия.
Сущность предлагаемого способа заключается в том, что в процессе напыления покрытия в заданный период времени через плазмотрон подают дополнительный плазмообразующий газ, и после прекращения подачи порошка производят плазменное оплавление нанесенного покрытия, в ходе которого плазмотрон задерживают на участке покрытия, которое нагревают до расплавления, фиксируют момент расплавления и после чего плазмотрон перемещают на другой участок покрытия.
Напыление производят порошкообразным материалом, состоящим из 23% от массовой доли материала - самофлюсующейся порошок ПР-Н70Х17С4Р4 с размером фракций 40-64 мкм, 73% от массовой доли материала-твердый сплав ПР-ФБЮ1-4 размером фракций 40-100 мкм и 4% от массовой доли материала - порошок алюминия размером фракций 30-40 мкм. Технологические режимы напыления: сила тока дуги плазмотрона - 170…175 А, напряжение - 165…170 В, расход плазмообразующих газов - 2,5…2,7 м3/ч при давлении 0,2 МПа, расход напыляемого порошка - 10 г/с; дистанция напыления - 140…160 мм; скорость перемещения плазмотрона - 40 см/мин. Технологические режимы плазменного оплавления: ток дуги плазмотрона - 190…200 А, расход плазмообразующего газа - 2,5…2,7 м3/ч при давлении 0,2 МПа; дистанция оплавления - 40…60 мм, скорость перемещения плазмотрона - 15…18 см/мин.
Способ плазменного напыления может быть реализован с помощью использования сертифицированного специального оборудования для плазменного напыления. Так, процесс плазменного напыления с подачей дополнительного плазмообразующего газа и последующим оплавлением нанесенного покрытия обеспечивает мобильная плазменная установка для нанесения износостойких покрытий на базе автомобиля КамАЗ [Карцев С.В. Мобильная плазменная установка для нанесения износостойких покрытий / СВ. Карцев, И.Н. Кравченко, В.Ю. Гладков, С.М. Зубачев // Технологии ремонта, восстановления, упрочнения и обновления машин, механизмов, оборудования и металлоконструкций. - СПб: СПбГПУ, 2004. - С. 215-220.], состоящая из: блока питания, оснащенным микроконтроллером на базе микропроцессора MK51GB-2; плазмотрона [Патент №92238, МПК H01J 1/02. - №2009123241; заявл. 18.06.2009; опубл. 10.03.2010. - Бюл. №7.]; дозаторов в виде двух питателей лопастного типа; системы охлаждения плазмотрона, состоящей из бака для охлаждающей жидкости (тосол А 40.), насоса для перекачки охлаждающей жидкости, радиатора охлаждения, фильтров очистки охлаждающей жидкости, соединительных рукавов; пульта управления, включающего в себя модуль газоэлектрического плазмообразующего газа, модуль газоэлектрического транспортирующего газа, модуль датчиков программы изменения производительности питателей, модули электроприводов и поджига дуги, модуль подачи углеводородов и коллекторный модуль; компрессора и радиатора.
Подача дополнительного плазмообразующего газа, в частности горячих углеводородов, реализуется от двигателя внутреннего сгорания автомобиля КамАЗ до плазмотрона за счет применения узлов соединения, описанных в полезной модели [Патент RU №66341. - №2007113492/22; заявл. 11.04.2007; опубл. 10.09.2007. - Бюл. №25.].
При выборе порошкового материала покрытия используется разработанная программа для ЭВМ ДИС «Барион 1.0» [Карцев С.В. Диалоговая информационная система «Выбор материалов для нанесения покрытий газотермическими методами» (ДИС «Барион 1.0») / С.В. Карцев // Свидетельство о государственной регистрации программы для ЭВМ 2008610738. - №2007615242; зарег. 25.12.2007; опубл. 13.04.2008.] и продукция фирмы «Полема» [АО «Полема» http:www.polema.net/produkcipija.html]. предназначенная для плазменного напыления функциональных покрытий.
Способ плазменного напыления может быть осуществлен следующим образом.
Напыляемые поверхности деталей (образцов) предварительно подвергают обработке и обезжириванию. В качестве предварительной обработки, например, можно использовать способ струйно-абразивной обработки поверхности детали, при котором используют чугунную крошку размерами 60-125 мкм и крошку из карбида кремния размерами 63-100 мкм [Muneer S.M. Wear Characterization and Microstructure Evaluation of Silicon Carbide Based Nano composite Coating Using Plasma Spraying, Materials Today / S.M. Muneer, M. Nadeera // Proceedings. - 2018. - Vol. 5, No. 11, Part 3. - P. 23834-23843.].
Затем согласно ГОСТ 28076-89 происходит послойное напыление детали, при заданных технологических режимах: сила тока дуги плазмотрона - 170…175 А, напряжение - 165…170 В, расход плазмообразующих газов - 2,5…2,7 м3/ч при давлении 0,2 МПа, расход напыляемого порошка - 10 г/с; дистанция напыления- 140… 60 мм; скорость перемещения плазмотрона - 40 см/мин. При этом в процессе напыления подают первый плазмообразующего газа, а именно сжатый воздух, и в заданный момент времени подают второй плазмообразующий газ, горячие углеводороды используя выше описанное специальное оборудование для плазменного напыления.
Плазменное напыление производят порошкообразным материалом, состоящим из 23% от массовой доли материала - самофлюсующейся порошок ПР-Н70Х17С4Р4 с размером фракций 40-64 мкм, 73% от массовой доли материала - твердый сплав ПР-ФБЮ1-4 размером фракций 40-100 мкм и 4% от массовой доли материала - порошок алюминия размером фракций 30-40 мкм. Назначение состава наносимого функционального материала производилось с учетом размеров и концентрации входящих в него элементов. Гранулометрический состав для порошковых материалов определялся ситовым методом по ГОСТ 18318-97 и микроскопическим методом в соответствии с ГОСТ 23402-78.
После нанесения покрытия на том же специальном оборудовании для плазменного напыления производят его плазменное оплавление при заданных технологических режимах: ток дуги плазмотрона - 190…200 А, расход плазмообразующего газа - 2,5…2,7 м3/ч при давлении 0,2 МПа; дистанция оплавления -40…60 мм, скорость перемещения плазмотрона - 15…18 см/мин.
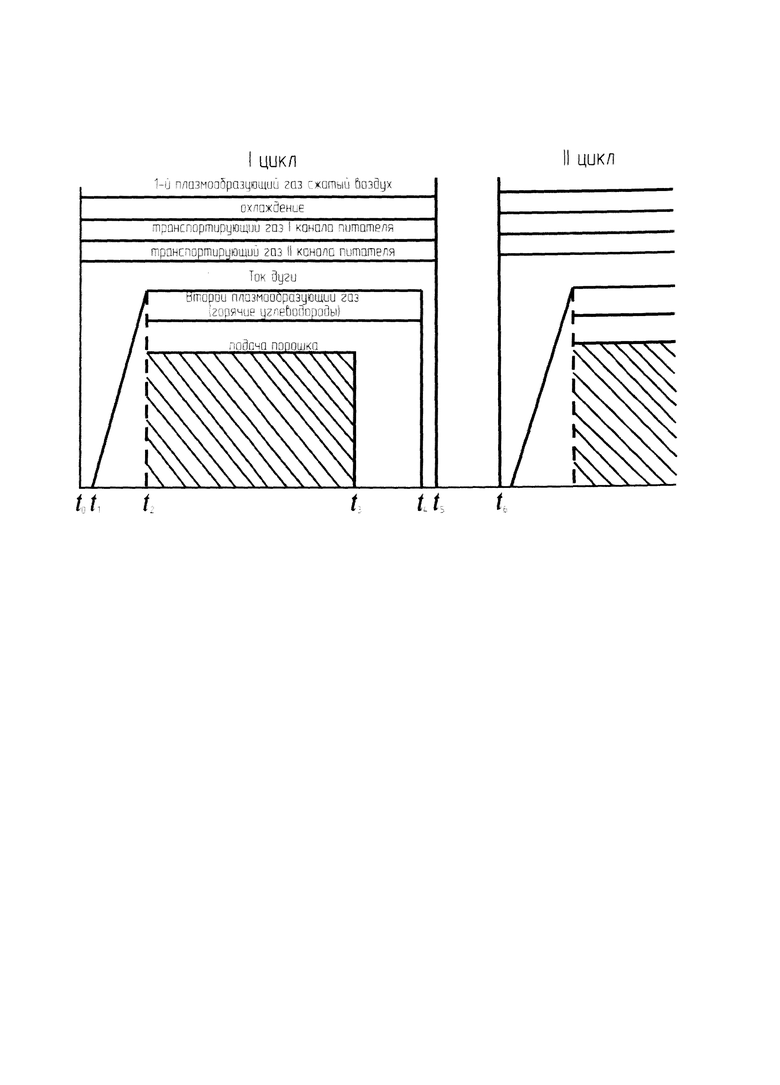
На фигуре представлена циклограмма рабочего процесса плазменного напыления в смеси сжатого воздуха с горячими углеводородами. На фигуре: t0 - начало процесса напыления; t0+t1 - пауза 2-10 сек (регулировка расходов газов); t1+t2- время выхода на рабочий режим; t2 - включение второго плазмообразующего газа и подача порошка; t2+t3- время нанесения покрытия; ?j- выключение подачи порошка; t3+t4 - пауза 2-5 сек (очистка коммуникаций установки от порошков); t4 - выключение плазменной дуги и подачи второго плазмообразующего газа; t4+t5 - пауза 2-5 сек; выключение системы газоснабжения; t5+t6 -ремя смены детали.
Плазменное напыление порошкового материала ПР-Н70Х17С4Р4 (23%)+ПР-ФБЮ1-4 (73%)+А1 (4%) проводилось при режимах:
сила тока дуги плазмотрона - 170…175 А,
напряжение - 165…170 В,
расход плазмообразующих газов - 2,5…2,7 м3/ч при давлении 0,2 МПа,
расход напыляемого порошка - 10 г/с;
дистанция напыления - 140…160 мм;
скорость перемещения плазмотрона - 40 см/мин.
Нанесение покрытия до заданной толщины производили послойно. Толщина слоя, наносимого за один проход, не превышала 0,2 мм [Кудинов В.В. Нанесение покрытий напылением. Теория, технология и оборудование. М.: Машиностроение, 1993. - 488 с.]. Общая температура детали при напылении - не более 200°С [Хасуй А. Техника напыления. Пер. с японского. М.: Машиностроение, 1975. - 288 с.]. При появлении на поверхности покрытия характерных цветов побежалости напыление прекращалось. В случае образования на покрытии каплевидных наплывов, инородных точечных включений (выбросы из плазмотрона) напыление покрытия следует прекратить.
Для повышения качества нанесенных покрытий в данном способе используют их оплавление плазменной струей без подачи напыляемого материала. Оплавление напыленного покрытия производили с использованием того же оборудования, которое использовалось при плазменном напылении покрытия, при следующим режимах:
ток дуги плазмотрона - 190…200 А,
расход плазмообразующего газа - 2,5…2,7 м3/ч при давлении 0,2 МПа;
дистанция оплавления - 40…60 мм,
скорость перемещения плазмотрона - 15…18 см/мин.
Плазмотрон задерживали на небольшом участке покрытия, которое нагревалось до расплавления (момент расплавления фиксировался инженером-технологом по появлению блестящей зеркальной поверхности, в которой начинает отражаться плазменная струя плазмотрона), после чего плазмотрон быстро перемещали на соседний участок. Качество покрытия контролировалось внешним осмотром на отсутствие сколов, вспучиваний, отслоений, бугристости и цветов побежалости. Наличие трещин определялось с помощью лупы десятикратного увеличения.
Так, при плазменном напылении с последующим оплавлением структура оплавленного покрытия становится однородной, мелкодисперсной и приближается к структуре исходного порошка [Metallographic Studies into the Structure and Physicomechanical Properties of Coatings Obtained Using Plasma Methods / I. N. Kravchenko, S. V. Kartsev, S. A. Velichko [et al.] // Metallurgist. - 2021. - Vol. 65. -No 7-8. - P. 893-903.]. В плазменном покрытии распределение по нему элементов происходит равномерно, а при оплавлении покрытия наблюдается перераспределение элементов. Выполненный сравнительный химический анализ исходной порошковой смеси с результатами химического анализа оплавленного покрытия показал, что химический состав изменяется незначительно за исключением алюминия, который как сильный раскислитель выгорал до 45% [Metallurgical Features of Plasma Surfacing with Powder Hard Alloy with Addition of Aluminum Powder /I. N. Kravchenko, S. V. Kartsev, A. V. Kolomeichenko [et al.] // Metallurgist. - 2021. - Vol. 64. - No 9-10. - P. 1077-1085.].
Этим достигается указанный в изобретении технический результат.
С целью подтверждения заявленного технического результата изобретения проводились следующие исследования физико-механических и эксплуатационных свойств полученного покрытия:
исследование эксплуатационных характеристик электродов плазмотрона при нанесении покрытий;
измерение твердости покрытия (HRC) на приборе ТК-14-250 по ГОСТ 23677-79;
измерение износостойкости покрытия с помощью абразиво-струйный пистолета, электрокорунда, защитной камеры, сети сжатого воздуха (компрессор К-3), аналитических весов ВЛТ-1 и секундомера.
Исследование эксплуатационных характеристик электродов плазмотрона проводилось на электродах ЭП18Цр, используемых в плазмотронах плазменной установки, и представляющих собой обойму с закрепленной в ней осевой активной вставкой. В ходе напыления на рабочей поверхности электрода возникает кратер в результате эрозии не только активной вставки, но и охватывающей ее обоймы [Соснин Н.А. Плазменные технологии. Руководство для инженеров / Н.Е. Соснин, С.А. Ермаков, П.А. Тополянский // СПб: Изд-во Поли-техн. ун-та, 2013. - 406 с.]. По внешнему виду кратера можно судить о стабильности плазменного процесса и эксплуатационных характеристиках электрода. Размытый, несимметричный, с большим диаметром у рабочей поверхности кратер свидетельствует о недостаточном совершенстве процесса. В таблице 1 приведены размеры эрозионного кратера электродов.
Исследования эрозии обоймы электродов включали измерение глубины эрозионного кратера (с точностью до 0,1 мм) и определение эрозионной массы путем взвешивания электрода с точностью до 4-10 г [Кравченко, И.Н. Применение горячих углеводородов для плазменной установки при нанесении износостойких покрытий / И.Н. Кравченко, С.В. Карцев, Ю.А. Кузнецов // Новые огнеупоры. - 2020. - №7. - с. 51-56.]. Объем кратера характеризовался его средним расчетным диаметром DK с учетом плотности компонентов и объема вставки.

Результаты исследований эксплуатационных характеристик электродов плазмотрона показали, что улучшенные их эрозионные свойства достигаются за счет использования горячих углеводородов в качестве одного из составляющих плазмообразующего газа плазменной установки. При этом увеличение эрозионной стойкости позволяет сэкономить дорогостоящие электродные материалы, повысить производительность плазменных установок за счет сокращения частоты смены электродов, удешевить технологические процессы восстановления изношенных деталей, и в итоге обеспечить получение продукции (покрытия) повышенного качества за счет уменьшения окислительных процессов в материале.
Результаты измерения твердости формируемого покрытия из материала, состоящим из 23% от массовой доли материала - самофлюсующейся порошок ПР-Н70Х17С4Р4 с размером фракций 40-64 мкм, 73% от массовой доли материала - твердый сплав ПР-ФБЮ1-4 размером фракций 40-100 мкм и 4% от массовой доли материала - порошок алюминия размером фракций 30-40 мкм, представлены в таблице 2.
Из таблицы 2 видно, что твердость покрытия, нанесенного из порошкового материала 23% ПР-Н70Х17С4Р4+73% ПР-ФБЮ1-4+4% А1, при заданных технологических режимах, составила 64-65 HRC, при этом твердость легированного покрытия из порошка ПР-Н70Х17С4Р4, согласно составляет 55 HRC [http://delta-grup.ru/bibliot/23/12.htm (Дата обращения 06.09.2022 г.)], из твердого сплава ПР-ФБЮ1-4 - 30-31 HRC [Металлографические исследования структуры и физико-механических свойств покрытий, полученных плазменными методами / И.Н. Кравченко, С.В. Карцев, С.А. Величко [и др.] // Металлург.2021. №8. - С. 69-76.].
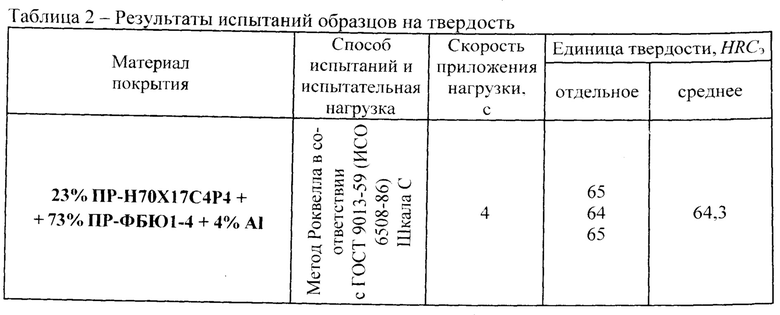
С добавлением алюминия наблюдается повышение твердости наплавленных покрытий (на 3-5 HRC), по сравнению с плазменным напылением с исходными порошковыми твердыми сплавами, не содержащими алюминий [Карцев С.В. Особенности плазменной наплавки порошковых материалов / СВ. Карцев, А.Н. Шиповалов, Г.А. Храпков, С.М. Зубачев // Труды ГОСНИТИ. - 2009. - Т. 103. - С. 146-148.]. Это объясняется тем, что при указанных температурах расплавленного металла наиболее сильным раскислителем является алюминий, который в процессе реакций выгорает более полно и, тем самым, предохраняет от выгорания таких легирующих элементов как С, Si, Cr, Mn, которые определяют твердость покрытий. Кроме того, присутствие алюминия в порошковых твердых сплавах в процессе их наплавки и застывания способствует уменьшению интервала кристаллизации, образованию тугоплавких частиц и мелкозернистому строению металла.
Результаты измерения износостойкости полученного покрытия представлены в таблице 3.
Анализ данных позволяет видеть, что износостойкость покрытия, нанесенного материал из 23% ПР-Н70Х17С4Р4+73% ПР-ФБЮ1 -4+4% А1 в 4,88 раза выше, чем износостойкость образца без покрытия из стали 45 и в несколько раз превосходит остальные исследуемые образцы с функциональным покрытием.
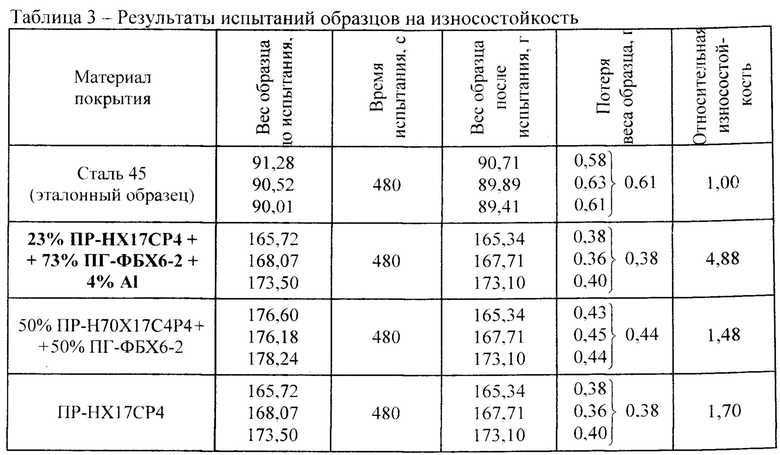
Таким образом, использование предлагаемого способа позволяет получить качественные покрытия, характеризующиеся высокими физико-механическими и эксплуатационными свойствами, а именно повышенными значениями твердости и износостойкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ СОСТАВ ПОРОШКООБРАЗНОГО МАТЕРИАЛА ДЛЯ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 2022 |
|
RU2803173C1 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ НА РАБОЧИЕ ПОВЕРХНОСТИ ШНЕКА | 2022 |
|
RU2782903C1 |
| Способ плазменного напыления износостойких покрытий толщиной более 2мм | 2017 |
|
RU2665647C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 2001 |
|
RU2211256C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ДЕТАЛИ. | 2014 |
|
RU2594998C2 |
| Способ получения защитного покрытия | 2020 |
|
RU2741040C1 |
| Способ плазменного напыления биосовместимых покрытий на основе трикальцийфосфата с дополнительным легирующим элементом | 2020 |
|
RU2754129C1 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 1998 |
|
RU2135630C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДЯЩЕГО ПОКРЫТИЯ SmBaCuO | 2013 |
|
RU2541240C2 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ | 2011 |
|
RU2462533C1 |
Изобретение относится к способу получения износостойкого покрытия плазменным напылением. Проводят предварительную обработку и обезжиривание поверхности обрабатываемой детали, нанесение покрытия путем послойного напыления порошкообразного материала с использованием основного плазмообразующего газа с помощью плазмотрона и с последующим прекращением подачи порошкообразного материала. В качестве основного плазмообразующего газа используют сжатый воздух. В качестве порошкообразного материала используют самофлюсующийся порошок ПР-НХ17СР4 с массовой долей 23%, порошок ПГ-ФБХ6-2 с массовой долей 73% и порошок алюминия с массовой долей 4%. В процессе напыления порошкообразного материала через плазмотрон подают дополнительный плазмообразующий газ в виде углеводородов. Упомянутое послойное напыление проводят при силе тока дуги плазмотрона – 170-175 А, напряжении – 165-170 В, расходе указанных плазмообразующих газов - 2,5-2,7 м3/ч, при давлении 0,2 МПа, расходе напыляемого порошка - 10 г/с, дистанции напыления – 140-160 мм и скорости перемещения плазмотрона - 40 см/мин. После прекращения подачи порошкообразного материала проводят плазменное оплавление напыленного порошкообразного материала при токе дуги плазмотрона – 190-200 А, расходе основного плазмообразующего газа - 2,5-2,7 м3/ч, при давлении 0,2 МПа и дистанции оплавления – 40-60 мм. Плазмотрон задерживают на участке напыленного порошкообразного материала для нагрева до расплавления, после чего плазмотрон перемещают со скоростью 15-18 см/мин на другой участок напыленного порошкообразного материала покрытия. Обеспечивается повышение качества получаемого покрытия, характеризующегося повышенными значениями твердости и износостойкости. 1 ил., 3 табл.
Способ получения износостойкого покрытия плазменным напылением, включающий предварительную обработку и обезжиривание поверхности обрабатываемой детали, нанесение покрытия путем послойного напыления порошкообразного материала с использованием основного плазмообразующего газа с помощью плазмотрона и с последующим прекращением подачи порошкообразного материала, отличающийся тем, что в качестве основного плазмообразующего газа используют сжатый воздух, в качестве порошкообразного материала используют самофлюсующийся порошок ПР-НХ17СР4 с массовой долей 23%, порошок ПГ-ФБХ6-2 с массовой долей 73% и порошок алюминия с массовой долей 4%, в процессе напыления порошкообразного материала через плазмотрон подают дополнительный плазмообразующий газ в виде углеводородов, при этом упомянутое послойное напыление проводят при силе тока дуги плазмотрона – 170-175 А, напряжении – 165-170 В, расходе указанных плазмообразующих газов - 2,5-2,7 м3/ч, при давлении 0,2 МПа, расходе напыляемого порошка - 10 г/с, дистанции напыления – 140-160 мм и скорости перемещения плазмотрона - 40 см/мин, после прекращения подачи порошкообразного материала проводят плазменное оплавление напыленного порошкообразного материала при токе дуги плазмотрона – 190-200 А, расходе основного плазмообразующего газа - 2,5-2,7 м3/ч, при давлении 0,2 МПа и дистанции оплавления – 40-60 мм, при этом плазмотрон задерживают на участке напыленного порошкообразного материала для нагрева до расплавления, после чего плазмотрон перемещают со скоростью 15-18 см/мин на другой участок напыленного порошкообразного материала покрытия.
| Способ плазменного напыления износостойких покрытий толщиной более 2мм | 2017 |
|
RU2665647C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2014 |
|
RU2578872C1 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 1998 |
|
RU2135630C1 |
| US 5332885 A1, 26.07.1994 | |||
| EP 1871921 B1, 28.04.2021 | |||
| US 6043451 A1, 28.03.2000. | |||

