Изобретение относится к области химической технологии, в частности к технологии углеродных материалов, таких как искусственные графиты, углеродные волокнистых материалов, углерод-углеродные композиты, для получения которых используется высокотемпературная обработка в интервале температур от 1000 до 3000°С.
В этом диапазоне температур формируется графитовая кристаллическая решетка углеродных материалов, определяющая их физико-механические и теплофизические свойства [1-5]. Целью процесса высокотемпературной обработки должна быть определенная кристаллическая структура обрабатываемого материала, обеспечивающая необходимый комплекс эксплуатационных характеристик. Например, углеродное волокно (УВ) на основе полиакрилонитрила с температурой термообработки (ТТО) 1300-1500°С, будет иметь высокую прочность (3-7 ГПа) и средний (200-250 ГПа) модуль упругости [6, 7]. Однако УВ из того же прекурсора, но с ТТО 2500-3000°С, будет иметь пониженную прочность (2-4 ГПа), при высоких значениях модуля упругости (400-550 ГПа) [6, 7]. Антифрикционный искусственный графит с температурой обработки 2000-2200°С будет иметь повышенную прочность, но пониженную теплопроводность, по сравнению с искусственным графитом, полученным при ТТО порядка 2600-2800°С [1, 3]. Многомерно-армированный углерод-углеродный композиционный материал с ТТО 2150°С будет иметь прочность при изгибе 153 МПа при коэффициенте теплопроводности: 45 Вт/м⋅К, однако уже при ТТО 2400°С прочность при изгибе снижается до 50 МПа, а коэффициент теплопроводности растет до 60 Вт/м⋅К, что является недопустимым применительно к условиям эксплуатации изделий из данного материала [1-7].
В настоящее время в процессах высокотемпературной обработки углеродных материалов измерения температур могут быть проведены двумя способами [8-15].
Первым способом является измерение температуры с использованием высокотемпературных термоэлектрических датчиков (термопар) [8-9]. Действие термопары основано на «эффекте Зеебека», названного по фамилии немецкого физика Томаса Иоганна Зеебека в 1821 году открывшего явление "термоэлектричества", а именно, на термоэлектрическом явлении, которое происходит в замкнутой электрической цепи из последовательно соединенных разнородных проводников, при условии, что их контакты имеют различную температуру, возникает электродвижущая сила (ЭДС). Для измерения температуры рабочей среды термопара погружается одним концом в нее, а другой конец подключается к прибору (измерителю-регулятору) который фиксируют величину ЭДС. Значение ЭДС непосредственно зависит от разности температур погруженной (горячей) и наружной (холодной) части термопары [8-9]. Наиболее широкое применение нашли термопары двух видов: платинородиевая ТПР 30/6 и вольфрамрениевая ТВР 5/20. Цифры, указанные после названия через дробь, означают процент родия в первом случае, и рения во втором, в химическом составе противоположных электродов термопары, положительного и отрицательного соответственно. Платинородиевая термопара ТПР 30/6 используется при измерении температур до 1700°С, отличается технологичностью, устойчивостью в аргоне, нейтральностью к СО и СО2 [9]. Критическим недостатком платинородиевой термопары является сильная чувствительность сплава к загрязнениям снижающим ЭДС и высокая стоимость драгоценных металлов. Вольфрамрениевая термопара ТВР 5/20 является наиболее высокотемпературной из всех существующих на сегодня контактных средств измерения температуры и обладает широким спектром преимуществ, Рабочий диапазон вольфрамрениевой термопары соответствует начальной температуре среды от 1000°С, с пределом измеряемой температуры равным 2200°С [9]. При кратковременных измерениях, предел измеряемой температуры для термоэлектрода этого типа может достигать 2500°С.
Вторым способом является спектральная (оптическая, ИК, и т.д.) пирометрия [10-12]. Данный метод является бесконтактным. В основе работы пирометра лежит принцип восприятия электромагнитных лучей (энергии), излучаемых любым материальным телом, причем, интенсивность и спектр излучения этой энергии имеет прямую зависимость от температуры этого материального тела [10-12]. Однако оптическая пирометрия имеет и свои проблемы. Спектр излучения реальных объектов отличается, как правило, от спектра излучения абсолютно черного тела, отличия между ними учитывают введением дополнительной функциональной зависимостью, называемой коэффициентом излучения [10-12]. В некоторых случаях эту функциональную зависимость рассчитывают, но чаще всего ее измеряют экспериментально, при этом для измерения коэффициента излучения требуется независимый метод измерения температуры объекта [10-12]. В оптической пирометрии измерения интенсивности излучения проводят обычно на одной или двух длинах волн [10, 12]. В первом случае необходимо знать коэффициент излучения, во втором - отношение двух коэффициентов излучения. Методы пирометрии позволяют точно измерять температуру объектов, у которых оптические свойства и спектры излучения изучены. В течение десятилетий усилия многих исследовательских групп направлены на определение коэффициентов излучения материалов, наиболее широко применяемых в технологии [10]. Однако обширный класс объектов со сложными и малоизученными оптическими свойствами быстро увеличивается. Невозможно провести систематическое изучение излучательных свойств множества таких объектов, как многокомпонентные смеси, композиционные материалы, тонкопленочные и многослойные структуры, в том числе различные полупроводниковые гетероструктуры, поверхности с гетерогенными свойствами (поверхность интегральной микросхемы состоит из металлических проводников, полупроводниковых элементов и диэлектрической изоляции). Традиционно трудными для пирометрии являются оптически тонкие объекты, полупрозрачные тела с неоднородной температурой, неплоские тела со сложной геометрией, шероховатые поверхности. Для таких объектов получить достоверные данные о температуре методами одно- или двухволновой пирометрии бывает трудно или невозможно [10]. В последнее время, чтобы снизить влияние неопределенности коэффициента излучения, применяется пирометрия на нескольких длинах волн [10]. Однако пока широкого практического применения этих и других новых разработок в области оптической пирометрии пока не происходит.
В технологии углеродных материалов при высокотемпературной обработке возникает ряд дополнительных трудностей:
- взаимодействие углерода с материалом термопар, в особенности с платиной (с образованием твердых растворов) [13] и вольфрамом (с образованием карбида) [14];
- изменение степени черноты и теплофизических свойств материала из-за изменения его кристаллической структуры в процессе высокотемпературной обработки [1, 3];
- необходимость контроля высоких температур - до 3000°С в значительных по объему пространствах. Так, высокотемпературные вакуумные печи могут иметь рабочее пространство от 1 до 5 м3. Печи графитации конструкционного графита и графитовых электродов (Ачесона и Кастнера) могут иметь объемы от десятков до сотен кубических метров) [4, 15];
- необходимость контроля температур в условиях выделения летучих продуктов от 2 до 15% от массы обрабатываемого материала, затрудняющих применение пирометрии [1, 2];
- необходимость контролирования процесса при движущемся обрабатываемом материале. Например, при получении высокопрочных и высокомодульных УВ, скорость протяжки жгута УВ через нагреватель может достигать десятков и даже сотен метров в час [6, 7].
Таким образом, надежных и доступных методов контроля температур или температурных полей в рабочих объемах высокотемпературных печей, использующихся в производстве углеродных материалов, в настоящий момент не существует. В связи с этим, при проведении высокотемпературных процессов при получении углеродных материалов используются преимущественно косвенные методы определения ТТО (когда термопара не соприкасается с обрабатываемым материалом, например в производстве УВ), или когда термопарой или оптическим пирометром измеряют температуру только в определенном месте печи - при производстве УУКМ), или даже расчетные методы определения ТТО (при графитации заготовок конструкционного графита или графитовых электродов расчеты ведутся по потребляемой мощности). [15, 16].
В условиях невозможности проведения точных и надежных измерений, при необходимости прибегают к использованию образцов свидетелей, которые размещаются в рабочем пространстве печи проходят термообработку вместе с обрабатываемым материалом. Затем образцы свидетели извлекаются из печи, после чего на них проводятся измерения какого-либо свойства, а затем, по предварительно установленной калибровочной зависимости данного свойства от ТТО, определяют «эффективную» ТТО в том месте печи, где находился образец-свидетель. [17].
Термин «эффективная» температура используется, когда надо описать температурное воздействие в сочетании с действием дополнительных факторов, которые оказывают влияние на сам результат воздействия температуры. Например, в биологии и медицине эффективная температура - это один из биометеорологических индексов, характеризующий эффект воздействия на человека комплекса метеоэлементов (температуры и влажности воздуха). В астрофизике «эффективная» температура - параметр, характеризующий светимость (полную мощность излучения) небесного тела (или другого объекта), т.е. это температура абсолютно черного тела с размерами, равными размерам небесного тела и излучающего такое же количество энергии в единицу времени.
Аналогом предлагаемого изобретения является, например, известный метод контроля термического режима закаливания металлических деталей [16, 17]. Методика контроля термической обработки деталей сводится к следующему: в садку вместе с деталями закладываются образцы-свидетели. Образцы прикрепляются к деталям в разных зонах. После охлаждения в закалочных ваннах, снятые образцы-свидетели выдерживаются в течение 10-15 мин при температуре помещения, где установлены приборы ИЭ-1, после чего измеряется их электрическая проводимость. По графикам определяется правильность выполнения режимов закалки. Если электрическая проводимость всех образцов-свидетелей укладывается в заданные пределы для данного сечения и марки материала, то температурный режим закалки садки считается выполненным правильно [17].
Однако для углеродных материалов данный метод только ограниченно применим, так как такие свойства, как электропроводность определяются многими факторами, и зависит не только от температуры обработки, но и от макроструктуры, т.е плотности изделий.
Наиболее близким по технической сущности к предлагаемому изобретению является метод оценки эффективной температуры обработки по величине диамагнитной восприимчивости (ДМВ) образцов-свидетелей. Для всех углеродных материалов величина ДМВ коррелирует с диаметром кристаллитов La [18-20], т.е отвечает критерию измеряемого параметра для контроля эффективной температуры обработки. Однако для измерения ДМВ требуется специальное оборудование и достаточно трудоемкая специальная пробоподготовка ориентированных образцов, хотя сам процесс измерения несложен. При повышении ТТО от 1000 до 3000°С диамагнитная восприимчивость или связанные с нею параметры (см. например [18-20]), увеличивается в 3-6 раз.
Поскольку именно кристаллическая структура углеродных материалов трансформируется при высокотемпературной обработке (что и является главной причиной изменения свойств обрабатываемого материала), измеряемый параметр должен быть напрямую связан с кристаллической структурой углеродного материала. Можно было бы непосредственно измерять параметры кристаллической решетки обрабатываемого материала межслоевое расстояние d002, диаметр La и высоту кристаллитов Lc, и по ним определять достигнутую эффективную температуру обработки. Это возможно, например, для процесса высокотемпературной обработки УВ, как это показано в работах [1, 3, 6, 7]. Однако это весьма сложная, трудоемкая и длительная процедура.
Предлагаемое нами техническое решение состоит в том, что для определения эффективной температуры обработки углеродных материалов в качестве показателя используется соотношение ID/IG, определяемый методом рамановской спектроскопии. Способ требует специального оборудования, однако его достоинством является высокая точность, экспересность и отсутствие какой-либо пробоподготовки.
Поставленные задачи решаются способом определения эффективной температуры высокотемпературной обработки углеродных материалов по параметрам кристаллической структуры обрабатываемого материала, включающим экспериментальную термообработку обрабатываемого материала или индикаторного образца при различных температурных режимах, в диапазоне температур, которые необходимо контролировать, затем определение соотношения между температурой обработки и параметром кристаллической структуры ID/IG (соотношение интегральных интенсивностей спектральных полос D и G) обрабатываемого материала или индикаторного образца, измеряемым методом рамановской спектроскопии, построение калибровочной зависимости данного соотношения и вычисление эффективной температуры высокотемпературной обработки углеродных материалов по калибровочному графику. При этом данный способ применим для искусственных графитов, углеродных волокнистых материалов, углерод-углеродных композитов. Способ может быть использован для контроля температурных полей печей высокотемпературной обработки. Кроме того, при определении эффективной температуры высокотемпературной обработки крупногабаритных изделий используют индикаторные образцы, представляющие жгут углеродного волокна, ПАН марки UMT 45-12K-ЕР длиной не более 2 см, помещенный в графитовый тигель диаметром до 20 мм и длиной до 30 мм с крышкой. А между параметрами кристаллической структуры обрабатываемого углеродного материала такими как межслоевое расстояние d002 и диаметр La и высота кристаллитов Lc, и параметром ID/IG существует корреляционная зависимость.
Установлено, что в рамановском спектре (КР-спектре) первого порядка (1000-2000 см-1) углеродные материалы, показывают две характерные полосы [21-25].
Одна из них - это разрешенная комбинационным рассеянием полоса 1580 см-1, соответствующая идеальной графитовой колебательной моде с симметрией E2g, часто называемая G-модой [24-28]. Полоса G определятся колебаниями атомов углерода в плоскости графеновых слоев и ассоциируется с атомами углерода в состоянии sp2 гибридизации.
Другая активная полоса комбинационного рассеяния 1360 см-1 индуцируется неупорядоченными атомами углерода, соответствует колебаниям решетки с симметрией A1g, называется D-модой [21-25]. Полоса D ассоциируется с атомами углерода в состоянии sp2 и sp3 гибридизации, локализующихся в области дефектов и периферии графеновых слоев [20-24]. Полоса D отсутствует в монокристаллическом графите и увеличение ее интенсивности принято считать результатом увеличения количества неупорядоченного или периферийного углерода [21-25].
На фиг. 1 представлены полученные нами рамановские спектры углеродного материала - углеродного волокна на основе ПАН, прошедшего высокотемпературную обработку при температурах 1 - 1500°С, 2 - 1700°С, 3 - 2000°С и 4 - 3000°С. Из указанных данных видно, что с повышением ТТО, относительная интенсивность пика D снижается, что эквивалентно снижению параметра ID/IG.
Согласно результатам многочисленных работ, при размерах кристаллитов менее 2 нм, соотношение интегральных интенсивностей этих полос, параметр ID/IG, определяется концентрацией дефектов [21-25], а при размерах кристаллитов более 2 нм соотношение интегральных интенсивностей этих полос, параметр ID/IG, определяется средними расстояниями между дефектами [21-25], и для углеродных материалов на стадии графитации позволяет характеризовать средние размеры кристаллита La из соотношения Туинстры-Кёнига [24]:
где С(λ), постоянная, зависящая от длины волны и энергии лазерного излучения, С(λ=514 нм) примерно равна 4,4 нм [21-25]. Таким образом, этот параметр напрямую связан с кристаллической структурой углеродных материалов. В качестве дополнительного обоснования данного утверждения, на фиг. 2 приведены полученные для углеродного волокна на основе полиакрилонитрила экспериментальные зависимости, показывающие существование корреляционных зависимостей между параметром ID/IG и такими параметрами кристаллической структуры, как межслоевое расстояние d002, диаметр La и высота кристаллитов Lc. Фиг. 2 Взаимосвязь параметра ID/IG с температурой обработки и параметрами кристаллической структуры для УВ на основе ПАН: а - зависимость ID/IG от температуры обработки УВ в интервале от 1290 до 3150°С.  - экспериментальные данные; - по данным [14];
- экспериментальные данные; - по данным [14];  - по данным [15];
- по данным [15];  - по данным [17]. b - результаты сопоставления значений La, измеренных методом рентгеноструктурного анализа, с параметром ID/IG. Сплошная линия - соотношение Туинстры-Кёнига ID/IG ~ La-1; Пунктирная линия - ID/IG ~ La2;
- по данным [17]. b - результаты сопоставления значений La, измеренных методом рентгеноструктурного анализа, с параметром ID/IG. Сплошная линия - соотношение Туинстры-Кёнига ID/IG ~ La-1; Пунктирная линия - ID/IG ~ La2;  - экспериментальные данные;
- экспериментальные данные;  - по данным [6];
- по данным [6];  - по данным [12]; - по данным [12]. с - взаимосвязь параметра ID/IG с межслоевым расстоянием d002. - экспериментальные данные;
- по данным [12]; - по данным [12]. с - взаимосвязь параметра ID/IG с межслоевым расстоянием d002. - экспериментальные данные;  - по данным [14]; - по данным [17]. d - взаимосвязь параметра ID/IG с высотой кристаллитов Lc.
- по данным [14]; - по данным [17]. d - взаимосвязь параметра ID/IG с высотой кристаллитов Lc.  - экспериментальные данные; - по данным [17]; - по данным [15];
- экспериментальные данные; - по данным [17]; - по данным [15];  - по данным [17].
- по данным [17].
Известны экспериментальные зависимости, устанавливающие корреляцию между таким важнейшим свойством углеродного волокна, как модуль упругости и параметром ID/IG [25], и с коэффициентом теплопроводности углеродного волокна [26].
Предлагаемый нами способ реализуется следующим образом:
На первом этапе подбираются достаточно однородные по структуре образцы-свидетели, ТТО которых должно быть существенно ниже, чем возможные температуры в процессе высокотемпературной обработки, который необходимо контролировать. В некоторых случаях в качестве образца свидетеля целесообразно использовать сам обрабатываемый материал, что весьма удобно. Далее, в лабораторных условиях образец свидетель термообрабатывается при различных ТТО, в диапазоне температур, которые необходимо контролировать. Затем на полученных при различных ТТО образцах-свидетелях методом рамановской спектроскопии измеряются значения параметра ID/IG, соответствующие различным ТТО и на основании полученных данных, вычисляется калибровочная зависимость или строится калибровочный график. При проведении процесса высокотемпературной обработки в рабочем пространстве печи размещают образцы свидетели (если в качестве образцов свидетелей не используется сам обрабатываемый материал), и после - окончания процесса на них измеряют значения параметра ID/IG и вычисляют эффективную температуру обработки в заданной точке рабочего пространства.
Примеры конкретного выполнения
Пример 1 Требуется определить эффективную температуру обработки серийно выпускаемых углеродных волокон на основе полиакрилонитрила, используемых в производстве особо ответственных изделий из УУКМ.
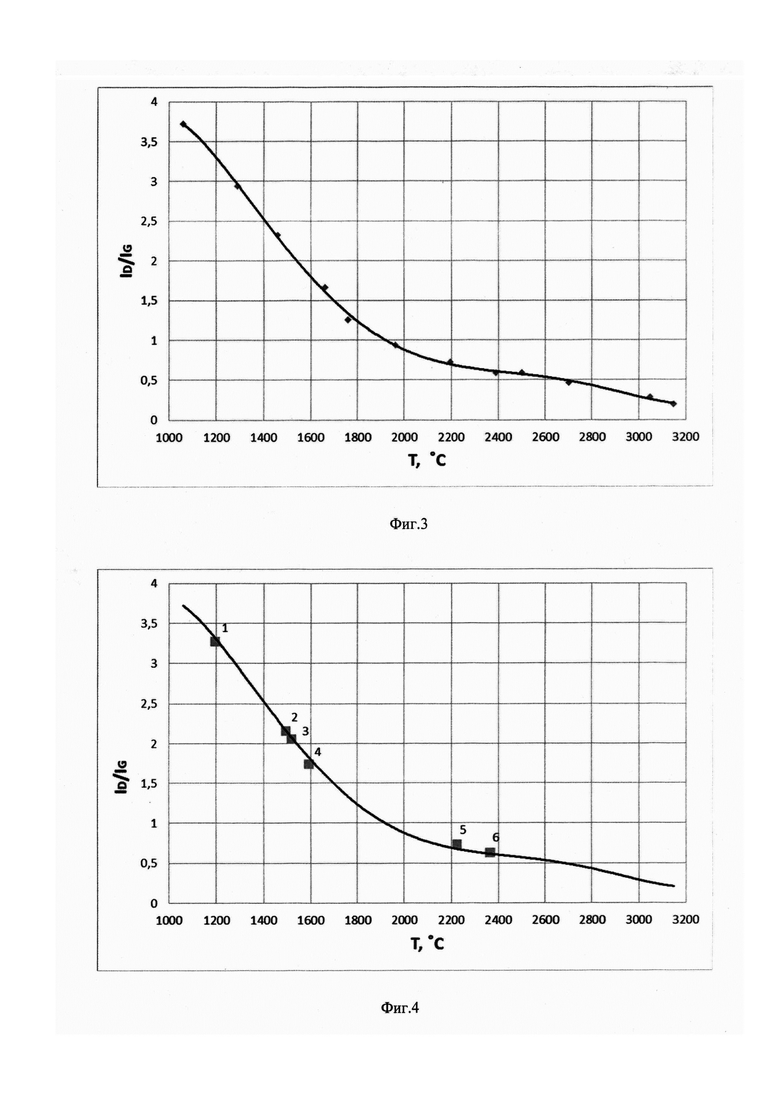
В качестве образцов-свидетелей в данном случае использовали углеродное волокно с пониженной (относительно серийной продукции) ТТО=1000°С. На лабораторной линии моделировали процесс ТТО углеродного волокна путем протяжки жгута со скоростью 15 м/час, через нагреватель. Провели несколько процессов при различных температурах нагревателя, контролируемого тремя пирометрами ЭОП-66. На калибровочных образцах измерили ID/IG. На основании полученных данных была построена зависимость параметра ID/IG от температуры обработки для углеродных волокон на основе ПАН, фиг. 3 и получено уравнение для определения эффективной температуры обработки углеродных волокон на основе ПАН методом Рамановской спектроскопии:

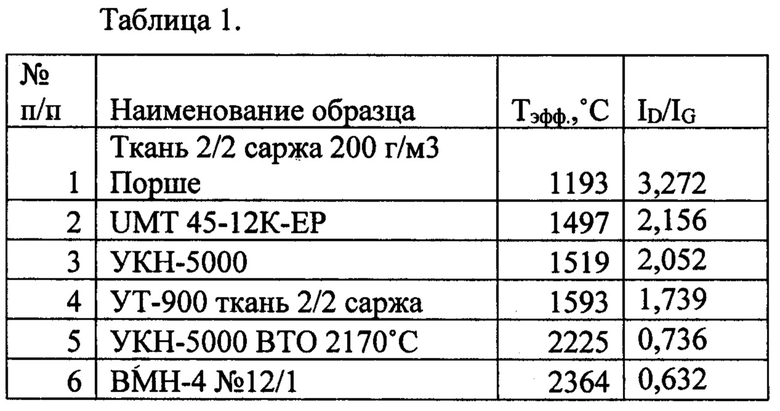
По параметру ID/IG серийных углеродных волокон, с использованием уравнения (1) определяли «эффективную» температуру обработки. Результаты определения «эффективной» температуры получения серийных углеродных волокон на основе полиакрилонитрила приведены в таблице 1 «Эффективная температура обработки и параметр ID/IG серийно выпускаемых углеродных волокон на основе полиакрилонитрила» и на фиг. 4. Очевидно, что полученные результаты соответствуют известным литературным данным и данным ТУ.
Пример 2. Необходимо провести серию высокотемпературных термообработок в стационарном режиме, в атмосфере аргона, с целью получения нескольких образцов экспериментального углеродного материала с ТТО=2600±35°С, с длительностью выдержки при конечной температуре 1 час. Требуется определить распределение температур внутри рабочего пространства высокотемпературного нагревателя в модернизированной печи Таммана. Нагреватель изготовлен из комбинации графита и пирографита и имеет сложную составную конструкцию, один его конец охлаждается водой.
Для решения поставленной задачи использовали были изготовлены калибровочные образцы, представляющие собой нити углеродного волокна на основе ПАН марки UMT 45-12K-ЕР длиной 2 см, прошедшие термообработку в диапазоне температур 1050-2870°С в модернизированной печи Таммана, в атмосфере инертного газа (аргона), выдержка при заданной температуре составляла 1 час. Далее на термообработанных образцах-свидетелях были измерены значения параметров ID/IG и построена соответствующая калибровочная зависимость, представленная на фиг. 5 (Зависимость параметра ID/IG от температуры обработки калибровочных образцов в интервале температур 1050-2870°С в атмосфере инертного газа (аргона) и выдержкой при заданной температуре 1 час) имеющая вид:

Затем, внутри нагревателя, по всей его, зафиксировали жгут углеродного волокна в качестве образца-свидетеля и повторно провели процесс, фиксируя пирометрами ЭОП-66 температуру в центре нагревателя. После окончания процесса жгут образца-свидетеля целиком был извлечен из печи, и по всей его длине были измерены значения параметра ID/IG, и по калибровочной зависимости, была вычислена «эффективная» температура обработки по всей длине рабочего пространства нагревателя. Соответствующая зависимость приведена на фиг. 6 «Результаты определения «эффективной» температуры обработки по всей длине рабочего пространства нагревателя методом рамановской спектроскопии (1) и при помощи оптического пирометра ЭОП-66 (2)», линия 1. Для проверки корректности результатов использования предлагаемого способа, дополнительно, при той же температуре в центре нагревателя, были проведены замеры температуры по длине нагревателя. Замер температуры проводился на образце, представляющим собой абсолютно черное тело. Образец перемещался по всей длине нагревателя, измерение температуры на образце проводили при помощи оптического пирометра ЭОП-66. Результаты контрольного эксперимента также приведены на фиг. 6 линия 2. Очевидно хорошее совпадение результатов определения температурных зон внутри нагревателя, как по предлагаемому способу, так и по наиболее распространенному в настоящее время пирометрическому способу. Отметим, что указанные эксперименты проводись на незагруженной печи, при продувке гелием, для предотвращения влияния летучих на показания пирометра.
Пример 3. Требуется контролировать эффективную температуру высокотемпературной обработки заготовок УУКМ в вакуумной печи сопротивления. Рабочий объем печи 1,5 м3. Заготовки имеют форму цилиндров диаметром от 300 до 800 мм и высотой от 50 до 600 мм. Заготовки устанавливают во всем рабочем пространстве печи, внутри цилиндрического нагревателя из УУКМ. Температура процесса, согласно требованиям технологического процесса, должна составлять 2170°С±35°С. Индикаторные образцы-свидетели представляли собой жгуты углеродного волокна на основе ПАН (UMT 45-12K-ЕР производства Umatex) длиной 2 см. Чтобы избежать загрязнения или повреждения образцов-свидетелей, их помещали в графитовый тигель диаметром 20 мм и длиной 30 мм с крышкой. Графитовые тигли с образцами-свидетелями, не менее 3 тиглей помещаются в печь совместно с исследуемыми УУКМ согласно плану загрузки фиг. 7. Фиг. 7, где 1, 2, 3 - тигли с образцами-свиделелями. После прохождения контролируемого процесса термообработки, тигли с образцами-свидетелями выгружали из печи и передавали на исследование методом рамановской спектроскопии. По параметру ID/IG каждого образца свидетеля, с использованием уравнения (2) определяли «эффективную» температуру обработки УУКМ, загруженных в печь совместно с образцами-свидетелями. Для расчетов эффективной температуры обработки использовалась калибровочная зависимость, приведенная на фиг. 5.
Пример 4. Требуется контролировать эффективную температуру керна печи графитации заготовок искусственного графита Ачесона. Процесс проводили в порошковой засыпке (сажа), путем прямого пропускания постоянного тока. При правильном ведении процесса максимальная температура реализуется в центре керна печи, где и должны находится заготовки. Индикаторные образцы по примеру 3 размещали в центре керна и по периферии загрузки в количестве 8 штук. Требуемая температура составляла 2800-3000°С. После прохождения контролируемого процесса графитации, расчет эффективной температуры процесса проводили по примеру 3. Максимальная температура по индикаторным образцам подтверждена в центре керна печи графитации.
Вывод
Установлена возможность определения температуры обработки углеродных материалов методом рамановской спектроскопии образцов-свидетелей с погрешностью ±30°С. Данный метод распространяется на широкий класс углеродных материалов, получаемых в диапазоне температур 1100-2800°С: УУКМ, углеродные волокнистые материалы, искусственные графиты, а также может быть использован для контроля температурных полей печей высокотемпературной обработки.
Источники информации
1. В.С. Островский, Ю.С. Виргильев, В.И. Костиков, Н.Н. Шипков Искусственный графит - М. Металлургия, 1986. - 272 с.
2. Фиалков А.С. Углеграфитовые материалы. - М.: Энергия, 1979. - 319 с.
3. Справочник; Под ред. В.П. Соседова. Свойства конструкционных материалов на основе углерода. - М. Металлургия, 1975. - 335 с.
4. Чалых Е.Ф. Технология и оборудование электродных и электроугольных предприятий. - М. Металлургия, 1972. - 432 с.
5. Фиалков А.С. Углерод, межслоевые соединения и композиты на его основе. - М.: Аспект Пресс, 1997. - 718 с.
6. В.Я. Варшавский, Е.П. Маянов, А.А. Свиридов, А.В. Габерлинг Полиакрилонитрильные волокна и углеродные волокна на их основе как наноструктурированные материалы. (Обзор). Композиты и наноструктуры, 2009, №4, с. 19-27.
7. Morgan P. Carbon fibers and their composites. London Taylor and Francis. 2005. pp. 1166.
8. Справочник. Под ред. O.A. Геращенко Температурные измерения. Киев: Наук. думка, 1989. С. 447.
9. Справочник. Под ред. И.С. Григорьева, Е.З. Мейлихова Физические величины. М. Энергоатомиздат, 1991. С. 766
10. А.Н. Магунов. Спектральная пирометрия (обзор). Приборы и техника эксперимента, 2009, №4, с. 5-28.
11. Под ред. А.Е. Шейндлина. Излучательные свойства твердых материалов М. Энергия, 1974. - С. 472.
12. А.Н. Магунов Спектральная пирометрия объектов с неоднородной температурой. Журнал технической физики, 2010, том 80, вып. 7 С. 78-82
13. Д.М. Кузнецов. Научные основы технологии графитации крупногабаритных электродов. Диссертация на соискание ученой степени доктора технических наук 2002, Новочеркасск, 294 с.
14. А.Л. Дорофеев Индукционная структуроскопия. М. Энергия, 1973. - 117 с.
15. А.С. Котосонов Диамагнетизм углеродных волокон. Физика твердого тела Том 33, №9, 1991, с. 2616-2621.
16. Патент РФ №2608572 МПК С01В 31/04, приор. 14.11.2014 оп. 23.01.2017 года.
17. А.С. Котосонов. Кандидатская диссертация. М. МГУ 1971.
18. J.W. Mcclure and В.В. Hickman. Analysis of magnetic susceptibility of carbon fibers. Carbon, 1982, Vol. 20, No. 5, pp. 373-378.
19. Tuinstra F., Koenig J.L. Raman spectrum of graphite. The Journal of Chemical Physics, 1970, v. 53, p. 1126-1130.
20.  L.G., Takai K., Enoki Т., Endo M., Kim Y.A., Mizusaki H., Jorio A., Coelho L.N.,
L.G., Takai K., Enoki Т., Endo M., Kim Y.A., Mizusaki H., Jorio A., Coelho L.N.,  Paniago R., Pimenta M.A. General equation for the determination of the crystallite size La of nanographite by Raman spectroscopy. Appl. Phys. Lett., 2006, v. 88, p. 3106-3109.
Paniago R., Pimenta M.A. General equation for the determination of the crystallite size La of nanographite by Raman spectroscopy. Appl. Phys. Lett., 2006, v. 88, p. 3106-3109.
21. Reich S., Thomsen C. Raman spectroscopy of graphite. Phil. Trans. R. Soc. Lond., 2004, v. 362, p. 2271-2288.
22. Ferrari A.C., Robertson J. Interpretation of Raman spectra of disordered and amorphous carbon. Physical review, 2000, v. 61, no. 20, p. 95-107.
23. Qin Ouyang, Dapeng Liu, Xuefeng Jiang, Hongbo Ma, Yousi Chen & Liu He. Quantitative structure-property relationships of polyacrylonitrile-based graphite fibers revealed by laser con-focal Raman spectroscopy. Spectroscopy Letters. An International Journal for Rapid Communication. 22 febrary 2018. 018ISSN: 0038-7010 (Print) 1532-2289 (Online) Journal homepage.
24. Y. Huang and R.J. Young Effect of Fibre Microstructure Upon the Modulus of PAN- and Pitch-based Carbon Fibres. Carbon, 1995, v. 33, №2, pp. 97-107,
25. L. Qiu X.H. Zheng, J. Zhu, G.P. Su, D.W. Tang. The effect of grain size on the lattice thermal conductivity of an individual polyacrylonitrile-based carbon fiber. Carbon, 51, 2013, pp. 265-273.
26. Dongfeng Li, Haojing Wang, Xinkui Wang. Effect of microstructure on the modulus of PAN-based carbon fibers during high temperature treatment and hot stretching graphitization. J Mater Sci (2007) 42:4642-4649
27. Fujie Liu, Haojing Wang, Linbing Xue, Lidong Fan, Zhenping Zhu. Effect of microstructure on the mechanical properties of PAN-based carbon fibers during high-temperature graphitization. J Mater Sci (2008) 43:4316-4322 DOI 10.1007/s10853-008-2633-y
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ исследования различий структурного состояния углеродных волокон после различных термомеханических воздействий методом рентгеноструктурного анализа | 2018 |
|
RU2685440C1 |
| СТРУКТУРА ИЗ УГЛЕВОДОРОДНЫХ ВОЛОКОН | 2005 |
|
RU2354763C2 |
| УЛЬТРАТОНКИЕ УГЛЕРОДНЫЕ ВОЛОКНА С РАЗЛИЧНЫМИ СТРУКТУРАМИ | 2005 |
|
RU2346090C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛМАЗ-УГЛЕРОДНЫХ НАНОЧАСТИЦ | 2008 |
|
RU2384523C2 |
| Способ быстрого определения температурной зависимости вязкости и характеристических температур стекол и устройство для его реализации | 2019 |
|
RU2702695C1 |
| ЭЛЕКТРОПРОВОДНЫЙ УЗЕЛ И ТОПЛИВНЫЙ ЭЛЕМЕНТ С ПОЛИМЕРНЫМ ЭЛЕКТРОЛИТОМ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2009 |
|
RU2472257C1 |
| Способ получения углеродных графитированных волокнистых материалов | 2019 |
|
RU2705971C1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 1993 |
|
RU2067597C1 |
| Устройство для калибровки высокотемпературных термопар. | 2019 |
|
RU2720819C1 |
| Способ получения материала в виде плёнки из одностенных углеродных нанотрубок | 2024 |
|
RU2834845C1 |



Изобретение относится к области химической технологии, в частности к технологии углеродных материалов, таких как искусственные графиты, углеродные волокнистых материалов, углерод- углеродные композиты, для получения которых используется высокотемпературная обработка в интервале температур от 1000 до 3000°С. Заявлен способ определения эффективной температуры высокотемпературной обработки углеродных материалов по параметрам кристаллической структуры обрабатываемого материала, включающий экспериментальную термообработку обрабатываемого материала или индикаторного образца при различных температурных режимах, в диапазоне температур, которые необходимо контролировать, затем определение соотношения между температурой обработки и параметром кристаллической структуры ID/IG (соотношение интегральных интенсивностей спектральных полос D и G) обрабатываемого материала или индикаторного образца, измеряемого методом рамановской спектроскопии, построение калибровочной зависимости данного соотношения и вычисление эффективной температуры высокотемпературной обработки углеродных материалов по калибровочному графику. При этом данный способ применим для искусственных графитов, углеродных волокнистых материалов, углерод-углеродных композитов. Способ может быть использован для контроля температурных полей печей высокотемпературной обработки. Кроме того, при определении эффективной температуры высокотемпературной обработки крупногабаритных изделий используют индикаторные образцы, представляющие жгут углеродного волокна, ПАН марки UMT 45-12K-ЕР длиной 2 см, помещенный в графитовый тигель диаметром не более 20 мм и длиной не более 30 мм с крышкой. А между параметрами кристаллической структуры обрабатываемого углеродного материала, такими как межслоевое расстояние d002, и диаметр La, и высота кристаллитов Lc, и параметром ID/IG существует корреляционная зависимость. Технический результат – повышение точности получаемых результатов, так как данным техническим решением установлена возможность определения температуры обработки углеродных материалов методом рамановской спектроскопии образцов-свидетелей с погрешностью ±30°С. 4 з.п. ф-лы, 7 ил., 1 табл.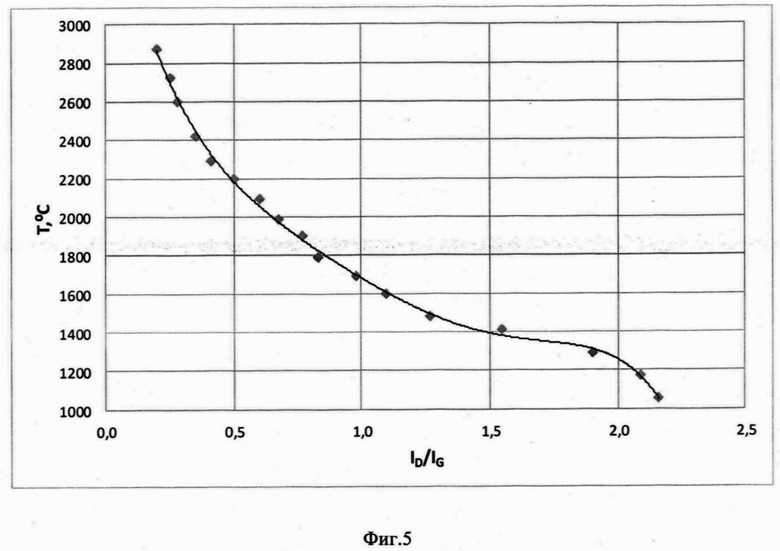
1. Способ определения эффективной температуры высокотемпературной обработки углеродных материалов по параметрам кристаллической структуры обрабатываемого материала, включающий экспериментальную термообработку обрабатываемого материала или индикаторного образца при различных температурных режимах, в диапазоне температур, которые необходимо контролировать, определение соотношения между температурой обработки и параметром кристаллической структуры ID/IG обрабатываемого материала или индикаторного образца, измеряемого методом рамановской спектроскопии; построение калибровочной зависимости данного соотношения и вычисление эффективной температуры высокотемпературной обработки углеродных материалов по калибровочному графику.
2. Способ по п. 1, отличающийся тем, что углеродные материалы включают в себя искусственные графиты, углеродные волокнистые материалы и углерод-углеродные композиционные материалы.
3. Способ по п. 1, отличающийся тем, что может быть использован для контроля температурных полей печей высокотемпературной обработки.
4. Способ по пп. 1-3, отличающийся тем, что при определении эффективной температуры высокотемпературной обработки крупногабаритных изделий используют индикаторные образцы, представляющие собой жгуты углеродного волокна на основе ПАН марки UMT 45-12K-ЕР не более 2 см, помещенные в графитовый тигель с размерами не более диаметра 20 мм и длины не более 30 мм с крышкой.
5. Способ по пп. 1-4, отличающийся тем, что между параметрами кристаллической структуры обрабатываемого углеродного материала, такими как межслоевое расстояние d002, и диаметр La, и высота кристаллитов Lc, и параметром ID/IG существует корреляционная зависимость.
| Способ исследования различий структурного состояния углеродных волокон после различных термомеханических воздействий методом рентгеноструктурного анализа | 2018 |
|
RU2685440C1 |
| L.G., Takai K., Enoki Т., Endo M., Kim Y.A., Mizusaki H., Jorio A., Coelho L.N., Paniago R., Pimenta M.A., "General equation for the determination of the crystallite size La of nanographite by Raman spectroscopy", Appl | |||
| Phys | |||
| Lett., 2006, v | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Роликовый электрод для сварочного аппарата | 1924 |
|
SU3106A1 |
| CN 109613030 A, 12.04.2019 | |||
| ЧУРИКОВ В.В., ТЮМЕНЦЕВ | |||

