(54) ЭЛЕКТЮМЕТАЛЛИЗАТОР
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ЭЛЕКТРОДУГОВОГО МЕТАЛЛИЗАТОРА | 2000 |
|
RU2191637C2 |
| Распылительная головка к электрометаллизатору | 1988 |
|
SU1657230A1 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ЭЛЕКТРОДУГОВОГО МЕТАЛЛИЗАТОРА | 1992 |
|
RU2047395C1 |
| ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАТОР | 2003 |
|
RU2254933C2 |
| Электродуговой металлизатор "Дракон" | 2018 |
|
RU2687905C1 |
| АППАРАТ ДЛЯ ЭЛЕКТРОПНЕВМАТИЧЕСКОГО РАСПЫЛЕНИЯ МЕТАЛЛОВ | 1936 |
|
SU52431A1 |
| Распылительная головка электрометаллизатора | 1983 |
|
SU1113177A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Электрометаллизатор | 1950 |
|
SU91637A1 |
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |
1
Изобретение относится к устройствам для металлизации и может найти применение в атомной энергетике машиностроении, химической и других отраслях промышленности, преимущественно при нанесении металлизационных покрышй, с целью аитикоррозионной защиты металлических псшерхностей.
Известен меташшзатор, содержащий корпус с направляющими, снабженными общими каналами для одновременноЁ подачи злектродов,, воздуха или другого газа, и наконечники, выполненные поворотными при помощи щ нирного соединения их с направляншшми 1.
К недостаткам данной конструкции злектрометаллизатора следует отнести отсутствие стабильного горения ВОЛЬТОВЫ |Дуги вследствие вибрации проволок-электродов в точке пересечеиия воздушных струй (потоков) и снижение производительности при увеличении угла пересечения проволок-электродов. Снижение производательности связано с тем, что встречные струи воз ошшых потоков с увеличе1шем угла пересечения проволок самопогашаются, и энергии воздушного потока недостаточио
для получения качественного метадлиэационнО го покрытия.
Известен также электромегаллизатор, содержащий корпус, внутри которого расположены каналы подвода воздуха и подачи проволокэлектродов, пересекакнцихся под утлом на выходе из каналов, воздупнюе сопло и тско подводы с нако1 чниками 2.
Данное устройство по технической сущности и достигаемому эффекту является наиболее близким к изобрете1аоо.
К недостаткам конструкции устршства следует отнести низкую пр «эводительиость, поскольку она ограничена температуре нагреве кабелей токоподвода. Лря токе до 200 А данный кабель нагревается до 65С. По yicu причине щхжзводятелыюсть ограничена токами до 200 А.
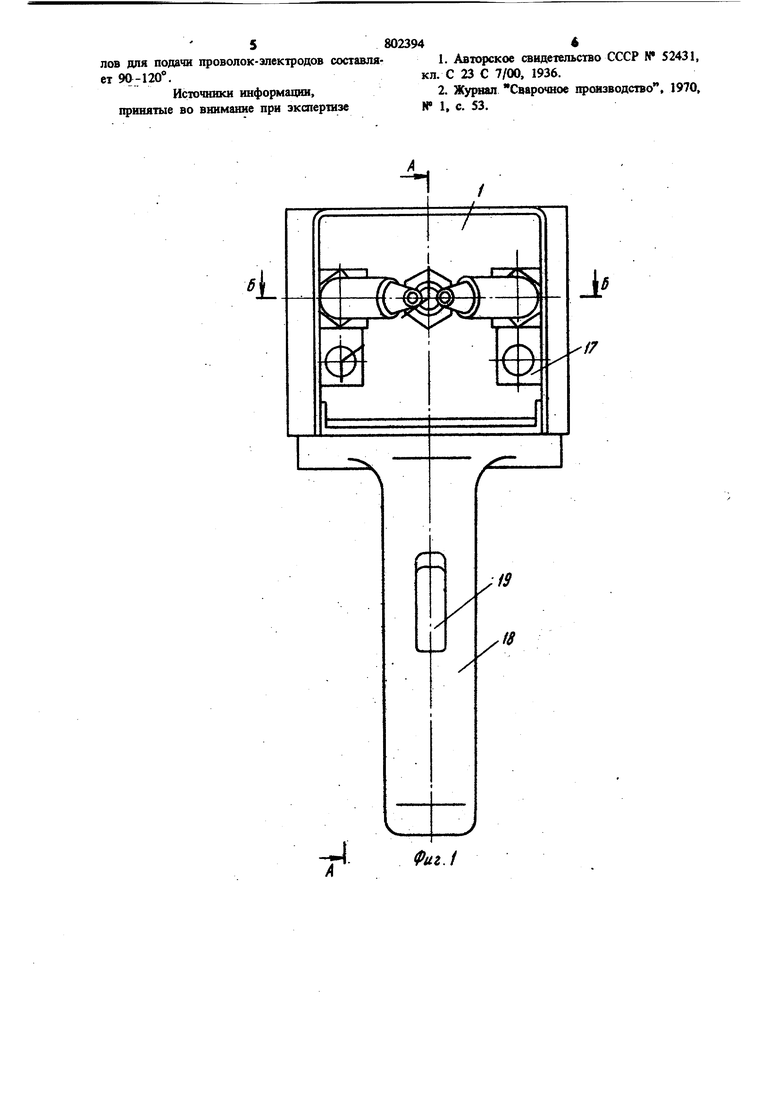
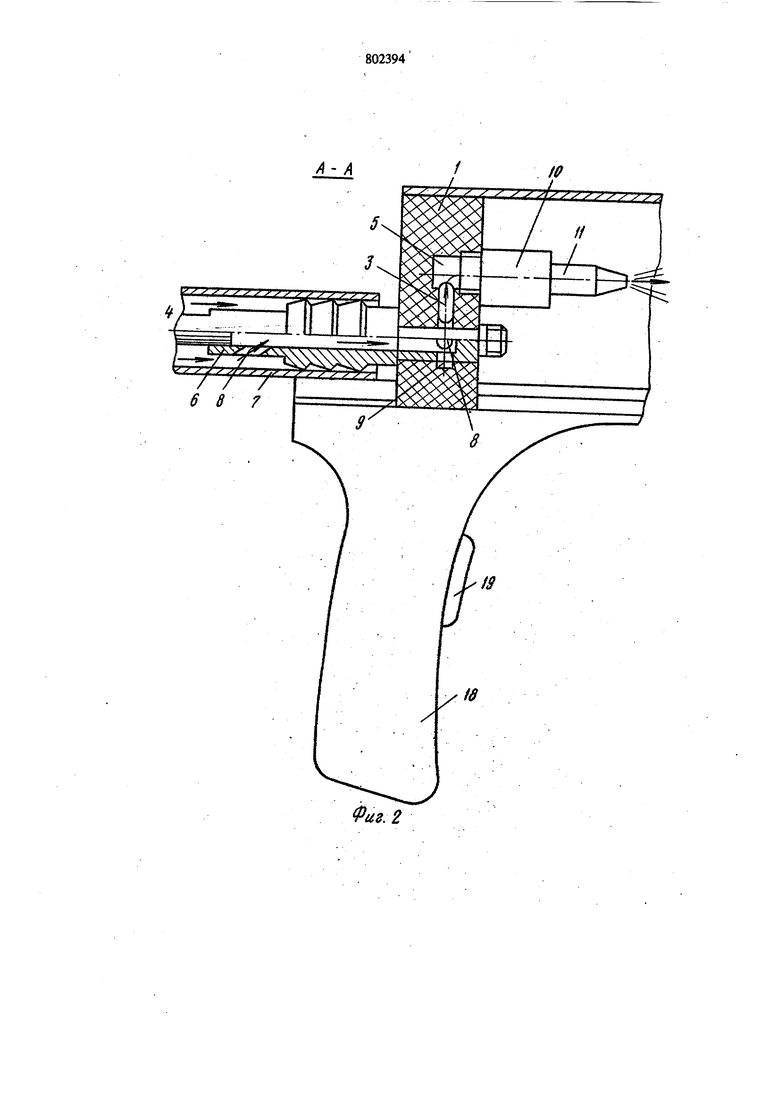
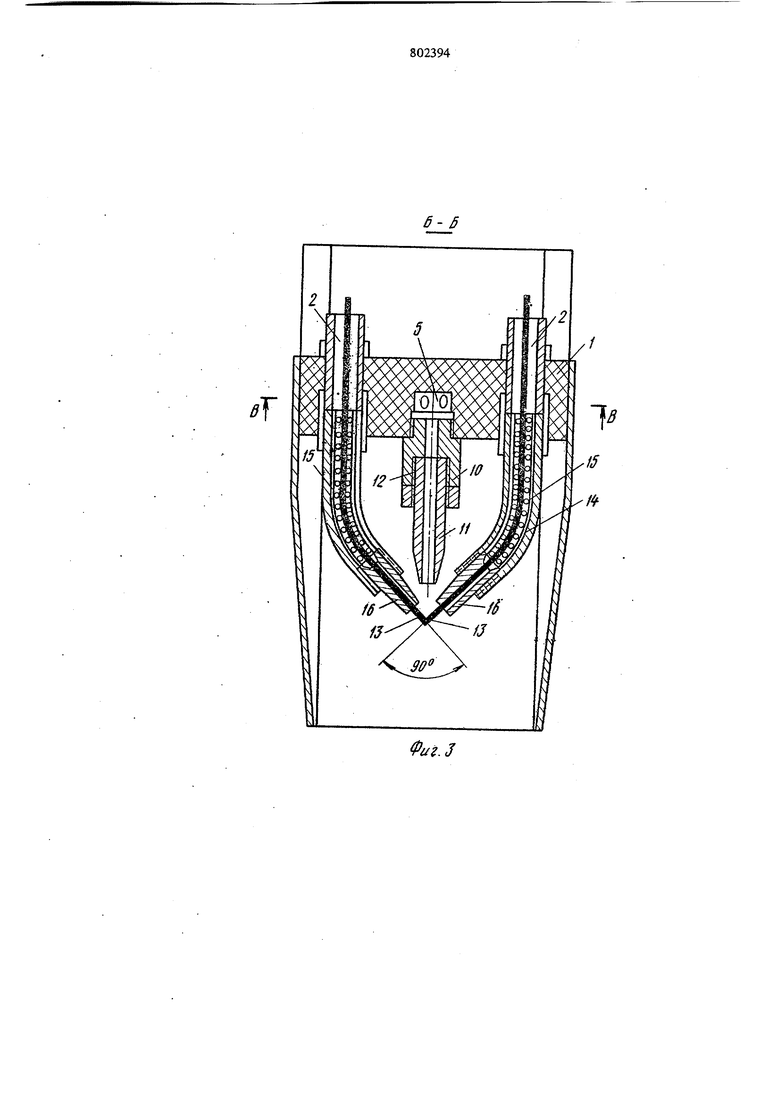
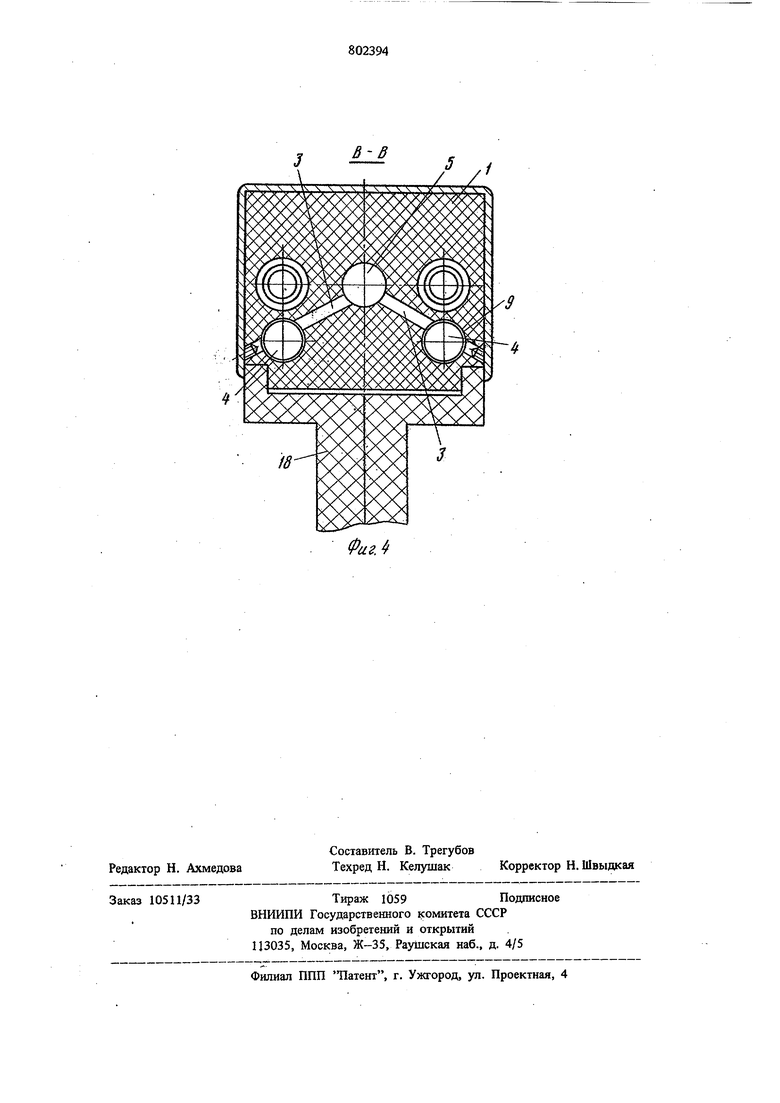
Кроме того, наличие острого угля пересечения щххволок злектродов исключает возможность эффективно использоаатъ энергию сжатого BO3jEQoca дутьевого ссиша и получать качест венное покрыта прв увеличении скорости подачи проволоки и тока дуги, поскольку не позволяет приблизить сопло к точке пересечения проволок электродов. Целью изобретения является повышение производительности устройства. Поставленная цель достигается тем, что в корпусе электрометаллизатора вьшолнена воздухораспределительная камера, соединенная с воздушным соплом и каналами подвода воздуха посредством отверстий, причем в наконечниках также выполнены отверстия, а УГОЛ схождения каналов для подачи проволок электродов составляет 90-120°. На фиг. 1 изображен металлизатор, вид спе реди; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - наконечники и воздушное сопло, раз рез Б--Б фиг. 1; на фиг. 4 - токоподводы и каналы, разрез В-В фиг. 3. В корпусе 1 злектрометаллизатора расположены каналы 2 для подачи проволоки, каналы 3 для подвода воздуха, токоподводы 4, . соеданяющиеся с воздухораспределительной камерой 5. Наконечники 6 токоподводов 4 раоюложен внутри шлангов 7 для подаюш| Х сжатого воз духа, который через отверстия 8 поступает в кольцевой паз 9 и затем в воздухораспределительную камеру 5. Воздухораспределительная камера 5, расположенная в корпусе 1, служит для сбора сжато го воздуха и подачи его через регулируемое воздушное сопло на распыление расплавленного вольтовой дугой металла. Воздушное сопло, ввинченное в воздухорас пределительную камеру 5, выполнено из трубки 10 и трубки 11, соединенных с помоиц.ю резьбы 12. Проволоки-электроды 13 проходят через изогнутые токонаправляюшие трубки l4, внут ри которых расположены проволочные спирали 15 и наконечники 16, и образуют в точке пересечения угол 90-120°. Башмаки 17 расположены в корпусе 1 и соединены с наконечниками 6 токоподводов 4 и токонаправляющими трубками 14. Ру1соятка liS прикреплена к корпусу 1 и . содержит кнопку 19 включения и отключения тока дуги и подачи проволоки. Электрометаллизатор работает следующим образом. Включают Подачу сжатого воздуха. Сжатый воздух по шлангам 7, в которых проложены токоподводы 4 и наконечники 6 токоподводов 4, через отверстия 8 в наконечниках 6 токоподводов 4 поступает в кольцевой паз 9 н по каналам 3 - в воздухораспределительную камеру, из воздухораспределительной камеры 5 сжатый воздух через сопло, состоящее из трубок 10 н 11 поступает на растыление в зону пересечения проволок-злектродов 13. Включают ток дуги и подачу проволок-злектродов 13. Включение подачи проволок-электродов 13 осуществляют с помощью кнопки 19, расположенной на рукоятке 18 пистолета. Проволока-электрод 13 по каналу 2 и проволочной спирали 15, расположенной в изогнутой токонаправляющей трубке 14, через наконечник 16 трубки 14 поступает в точку пересечения. Включение тока дуги осуществляют на пульте управления (на чертеже не показан). После включения тока дуги на пульте управления процесс металлизации осуществляют с помощью кнопки 19. Скорость подачи проволоки-электрода 13 плавно изменяют в широком диапазоне от 4 до 15 м/мин с помойЬю изменения сопротивления в реостате (регуляторе скорости подачи проволоки, на чертеже не показан). Электрический ток по токоподводам 4 и наконечникам 6 токоподводов 4, которые охлаждаются воздухом, через башмаки 17 поступает в изогнутые токонаправляюЩие трубки 14, в которых по проволочным спиралям 15 проходят проволоки-электроды 13. В месте соприкосновения проволок-злектродов 13, которые образуют угОл 90-120, возникает вольтова дуга, в которой происходит расплавление определенного объема металла, koTopoe зависит от скорости подачи провожжэлектродов 13. Возможность изменения расстояния от возущного сопла, состоящего из трубок 10 11, до точки пересечения проволок-электроов 13 при угле не менее 90° создает условия ля работы в режиме, когда с ростом силы ока практически не происходит падения наряжения дуги. Использование предложенного электрометализатора позволяет повысить производительость и расширить диапазон его примеимшя. Формула изобретения Электрометаллизатор, содержащий кортус, нутри которого расположены каналы подвода оздуха и каналы для подачи проволок-элекродов, сходящиеся иа выходе из корпуса од углом воздупшое сопло и тоководводы наконечниками, отличающийя тем, что, с целью повышения производиелы1ости в корпусе выполнена воздухораспреелительная камера, соединенная с воздушным шлом и каналами подвода воздуха посредтвом отверстий, причем в наконечниках также ьшолнены отверстия, а угол схождения канаS8023944
лов для подачи проволок-электродов составля-1. Авт«чх:кое свидетельство СССР N 52431,
ет90-120°.кл. С 23 С 7/00, 1936.
Источники информации,2. Журнал Сварочное производство, 1970,
принятые во внимание при экспертизеК° 1, с. S3.
Фиг.1 /IФиг. 2 А
Г
Фиг.З
