Изобретение относится к области радиохимической технологии и может быть использовано при обращении с высокоактивным рафинатом Пурекс-процесса переработки отработавшего ядерного топлива (ОЯТ) АЭС, в ходе которого извлекают U, Pu и Np, также Тс. При этом возникает дополнительная задача по выделению (фракционированию) долгоживущих радионуклидов из этого рафината, в первую очередь, трансплутониевых элементов (ТПЭ) с целью их трансмутации или глубокой и надежной изоляции.
Эффективным экстрагентом для фракционирования ТПЭ являются диамиды дикарбоновых кислот, в частности тетраоктиламид дигликолевой кислоты (ТОДГА) (Whit-taker, D. Applications of Diglycolamide Based Solvent Extraction Processes in Spent Nuclear Fuel Reprocessing, Part 1: TODGA / D. Whittaker, A. Geist, G. Modolo, R. Taylor, M. Sarsfield, A. Wilden // Solvent Extraction and Ion Exchange-2018. - V. 3-№3. - DOI: 10.1080/07366299.2018.1464269). Особенностью этого класса экстрагентов является низкая растворимость сольватов с редкоземельными элементами (РЗЭ) в предельных углеводородах, традиционно используемых в качестве разбавителей при переработке отработавшего ядерного топлива. Поэтому при использовании экстрагентов этого класса в качестве разбавителей используют полярные галогенированные разбавители или вводят в состав углеводородного разбавителя полярный модификатор.
Для извлечения и разделения ТПЭ и РЗЭ из высокоактивного рафината Пурекс-процесса предложено использовать различные диамиды дикислот, например, растворы тетраоктиламида дигликолевой кислоты (ТОДГА) во фторированных разбавителях [Alyapyshev М., Babain V., Eliseev I., Tkachenko L. Actinides and lanthanides extraction by diglycolic acid diamides in new polar fluorinated diluents. Proc. Int. Conf. «Global 2011» (Japan, Makuhari Messe, Dec. 11-16.12.2011), pap. №357771, JAEA, 2011]. Недостатком смеси является существенная растворимость фторированного разбавителя, генерирующего при радиолизе коррозионноопасный фторид-ион в рафинате и реэкстрактах фракционирования. Эта смесь принята нами за прототип.
Известны смеси (Whittaker, D. Applications of Diglycolamide Based Solvent Extraction Processes in Spent Nuclear Fuel Reprocessing, Part 1: TODGA / D. Whittaker, A. Geist, G. Modolo, R. Taylor, M. Sarsfield, A. Wilden // Solvent Extraction and Ion Exchange-2018. - V. 3-№3. - DOI: 10.1080/07366299.2018.1464269), где в качестве полярного модификатора углеводородного разбавителя используют н-октиловый спирт и изодециловый спирт. Недостатком смеси с использованием н-октилового спирта является низкая температура вспышки (45°С) указанной смеси после получения дозовых нагрузок, характерных для процесса фракционирования ТПЭ, что требует затрат по организации теплоотвода от экстракционной установки во избежание создания пожароопасных ситуаций. Недостатком смеси с использованием изодецилового спирта является то, что продуктом ее окисления является несимметричный метилоктилкетон, проявляющий экстракционные свойства в отношении ряда продуктов деления, что снижает селективность экстракции ТПЭ и РЗЭ. Эти смеси принимаем за аналоги.
Известен способ выделения америция из жидких радиоактивных отходов с отделением его от редкоземельных металлов, включающий совместную экстракцию америция и редкоземельных металлов из азотнокислого радиоактивного раствора раствором N,N,N',N'-тетраалкиламида дигликолевой кислоты в полярном фторорганическом растворителе, промывку насыщенной металлами органической фазы и селективную реэкстракцию америция раствором, состоящим из 5-20 г/л комплексона, 5-60 г/л азотсодержащей органической кислоты и 60-240 г/л высаливателя (RU 2603405). Этот способ является наиболее близким к заявляемому. Принят за прототип. Реэкстракция РЗЭ и внутрицикловая регенерация экс-трагента в способе-прототипе не рассматривается, что является его недостатком.
Способ-прототип был доработан (L. Tkachenko, Е. Kenf, V. Babain е.а. Dynamic test of extraction process for americium partitioning from the purex raffinate. https://media.superevent.com/documents/20170620/bdffc512a9d3141f0706b03c6226a085/fr17-228.pdf, IAEA-CN245-228.) и предложено для реэкстракции РЗЭ и внутрицикловой регенерации экстрагента использовать раствор карбоната аммония. Недостатком этого решения является то, что карбонат аммония склонен к саморазложению с выделением газообразного аммиака, что ограничивает его использование в помещениях с усиленной вентиляцией, где преимущественно газовые потоки содержат пары кислот, в частности при переработке ОЯТ газовые потоки содержат значительные количества паров азотной кислоты. При смешении газовых потоков, содержащих пары азотной кислоты с газовыми потоками, содержащими аммиак, возможно образование кристаллических отложений аммиачной селитры на стенках трубопроводов, что приведет к прекращению функционирования вентиляционных систем.
Известен способ [RU 2623943 С1], заключающийся в экстракции ТПЭ и РЗЭ из высокоактивного рафината переработки отработанного ядерного топлива атомных электростанций (ОЯТ АЭС) смесью, содержащей фосфорорганический экстрагент и водонерастворимый предельный незамещенный спирт или его смесь с предельными углеводородами, промывку экстракта от примесей, реэкстракцию азотной кислоты в присутствии высаливателя, реэкстракцию преимущественно ТПЭ и части РЗЭ раствором диэтилентриаминпентауксусной кислоты (ДТПА) в буферной среде и реэкстракцию основной массы РЗЭ карбонатным раствором с комплексообразователем. Способ рассматриваем как аналог. Недостатком аналога являются гидродинамические затруднения на стадии реэкстракции основной массы РЗЭ карбонатным раствором с комплексообразователем, проявляющиеся в неудовлетворительном расслаивании фаз в экстракторе. Известно, что для ускорения фазового разделения эмульсий используют средства деэмульгирования (деэмульгаторы). Пригодными деэмульгаторами являются поверхностно-активные вещества, которые оказывают воздействие на поверхность раздела водной и органической фаз, а, следовательно, способствуют быстрому фазовому разделению (RU 2498841). В способе (RU 2648283) в качестве деэмульгатора использовали дипроксамин-157.
Техническая проблема заключается в том, что в настоящее время отсутствует экстракционная смесь для фракционирования ТПЭ и РЗЭ из рафината переработки высоко-выгоревшего ОЯТ АЭС, которая позволяла бы одновременно использовать высокоэффективное вещество ТОДГА в качестве экстрагента, не являлась бы генератором коррозионноопасного фтор-иона, обладала бы удовлетворительными гидродинамическими характеристиками на всех стадиях цикла фракционирования и в процессе эксплуатации не создавала бы пожароопасных ситуаций. Способ применения такой смеси в литературе также не описан.
Задачей предлагаемой группы изобретений является разработка экстракционной смеси для фракционирования трансплутониевых элементов из рафинатов Пурекс-процесса, которая позволяла бы одновременно использовать высокоэффективное вещество ТОДГА в качестве экстрагента, не являлась бы генератором коррозионноопасного фтор-иона, обладала бы удовлетворительными гидродинамическими характеристиками на всех стадиях цикла фракционирования и в процессе эксплуатации не создавала бы пожароопасных ситуаций.
Обозначенный технический результат в части экстракционной смеси достигается при использовании экстракционной смеси, содержащей высокоэффективное вещество ТОДГА в качестве экстрагента в коррозионно-безопасном разбавителе из рядов парафиновых и изопарафиновых углеводородов и/или их смесей в произвольном соотношении с добавкой полярного модификатора, представляющем собой водонерастворимый предельный незамещенный спирт или смесь предельных незамещенных спиртов с числом углеродных атомов не менее 9, но не более 10, при содержании спирта в экстракционной смеси 0,5-10% по объему при конечном содержании ТОДГА 0,02-0,5 моль/л.
Для достижения технического результата в части способа предложен способ применения вышеописанной экстракционной смеси со следующей последовательностью операций: совместная экстракция редкоземельных и трансплутнониевых элементов смесью, содержащей ТОДГА в качестве экстрагента, в коррозионннобезопасном разбавителе из рядов парафиновых и изопарафиновых углеводородов и/или их смесей в произвольном соотношении с добавкой полярного модификатора, представляющем собой водонерастворимый предельный незамещенный спирт или смесь предельных незамещенных спиртов с числом углеродных атомов не менее 9, но не более 10, при содержании спирта в экстракционной смеси 0,5-10% по объему при конечном содержании ТОДГА 0,02-0,5 моль/л, из исходного раствора высокоактивного рафината с содержанием азотной кислоты 32-320 г/л, промывку насыщенной металлами органической фазы, селективную реэкстракцию америция раствором, состоящим из 5-20 г/л комплексона,5-60 г/л азотсодержащей органической кислоты и 60-240 г/л высаливателя и реэкстракцию РЗЭ, совмещенную с внутрицикловой карбонатной регенерацией экстракционной смеси и использованием в качестве регенерирующего раствора раствор диэтилентриаминпентаук-сусной кислоты, частично нейтрализованный карбонатом метиламмония с добавкой 0,01-1,5 г/л деэмульгатора, например дипроксамина - 157.
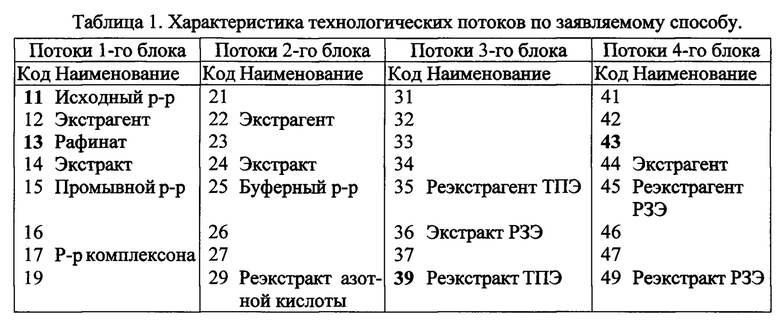
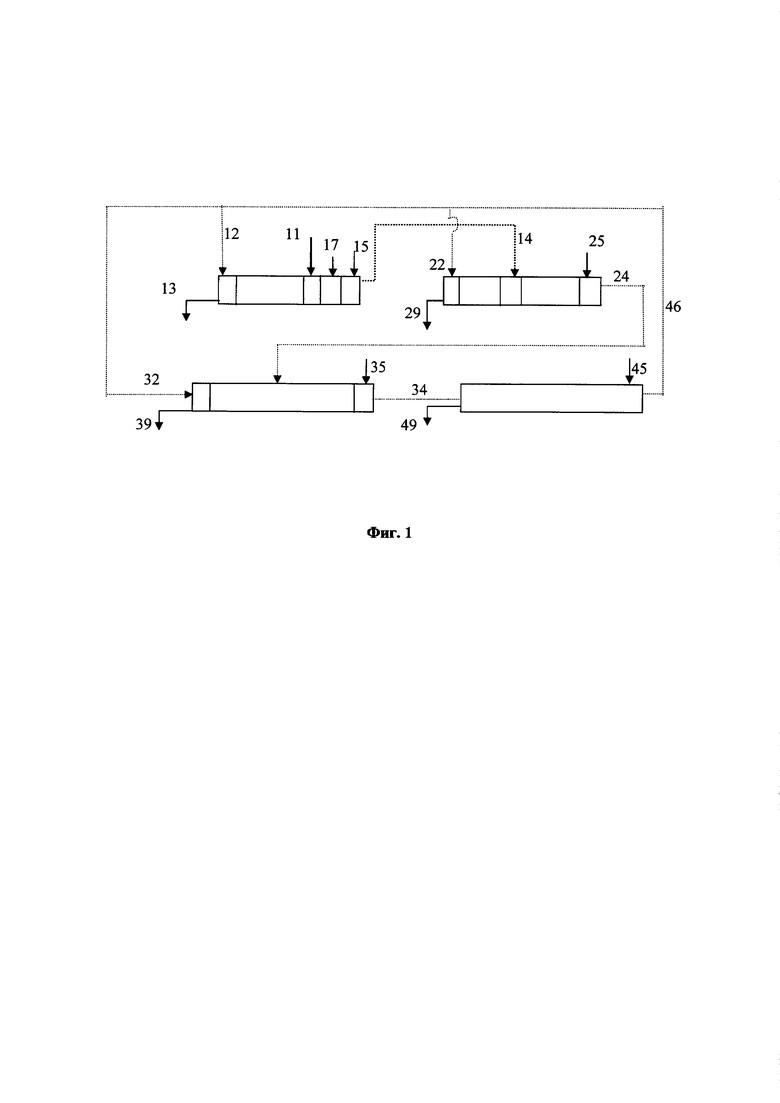
Технологическая схема по заявляемому способу представлена на Фигуре 1 и состоит из блоков экстракторов, и линий транспортировки технологических потоков. Цифрами обозначены коды технологических потоков, характеристики потоков сведены в таблицу. Кодировка потоков поблочная (1-я цифра - номер экстракционного блока). Нечетные потоки - водные растворы (сплошные линии); четные потоки органические растворы (пунктирные линии). Жирным шрифтом (линиями) выделены внешние связи (с другими узлами).
Способ включает совместное извлечение ТПЭ и РЗЭ раствором экстракционной смеси, содержащей высокоэффективное вещество ТОДГА в качестве экстрагента в коррозионннобезопасном разбавителе из рядов парафиновых и изопарафиновых углеводородов и/или их смесей в произвольном соотношении с добавкой полярного модификатора, представляющем собой водонерастворимый предельный незамещенный спирт или смесь предельных незамещенных спиртов при содержании ТОДГА 0,02-0,5 моль/л, а полярного модификатора 0,5-10 об. %, промывку экстракта от примесей, реэкстракцию азотной кислоты в присутствии высаливателя, реэкстракцию преимущественно ТПЭ и части РЗЭ раствором диэтилентриаминпентауксусной кислоты (ДТПА) в буферной среде, реэкстракцию цериевых РЗЭ карбонатным раствором с комплексообразователем на стадии регенерации оборотного экстрагента. Промывку экстракта ведут с удалением Мо, Zr, а также следов Pu и Np, применяя кислый раствор сильного комплексообразователя, разрушаемого азотной кислотой нацело или с образованием труднолетучих продуктов, реэкстракцию азотной кислоты ведут в присутствии высаливателя и буферного реагента или смеси буферных реагентов, реэкстракцию ТПЭ осуществляют раствором ДТПА в присутствии высаливателя и буферного реагента или смеси буферных реагентов, после чего экстракт РЗЭ обрабатывают карбонатным раствором, содержащим ДТПА и де-эмульгатор., одновременно удаляя основные продукты деградации ТОДГА, первичных спиртов и парафинового или изопарафинового разбавителя. При этом в качестве комплексообразователя для промывки экстракта используют водный азотнокислый раствор оксалодигидроксамовой кислоты, причем концентрат азотной кислоты подают отдельным потоком, а в качестве буферного реагента используют ацетат аммония отдельно или в смеси с аминоуксусной кислотой. Полученный реэкстракт ТПЭ передают на дальнейшую переработку.
Преимущества заявляемой экстракционной смеси и способа фракционирования ТПЭ с ее применением иллюстрируются следующим примером.
Пример
Технологическая схема представлена на фигуре, а технологические потоки (продукты) охарактеризованы в табл. 1. Исходным раствором (табл. 4, прод. 11) является рафинат Пурекс-процесса от переработки ОЯТ АЭС, содержащий 3 моль/л HNO3, 0,3 г/л трансплутониевых элементов (ТПЭ), следы урана и трансурановых элементов (ТУЭ) и 24 г/л продуктов деления (ПД), из них 7,5 г/л РЗЭ, с удельной активностью (А) продуктов деления (ПД) 10 ТБк/л; условный расход (УР) 100 л/ч. Экстрагентом (прод. 12) является смесь, содержащая ТОДГА в качестве экстрагента в коррозионннобезопасном разбавителе из рядов парафиновых и изопарафиновых углеводородов и/или их смесей в произвольном соотношении с добавкой полярного модификатора, представляющем собой водонерастворимый предельный незамещенный спирт или смесь предельных незамещенных спиртов с числом углеродных атомов не менее 9, но не более 10, при содержании спирта в экстракционной смеси 0,5-10% по объему, при содержании ТОДГА 0,02-0,5 моль/л. Экстрагент используется в циклическом режиме.
Процесс проводится в аппаратах (блоках), собранных из отдельных ступеней центробежных экстракторов. Головной экстрактор состоит из двух зон - экстракции и промывки экстракта, причем экстракционная часть состоит из вдвое большего числа ступеней, чем промывная. В каждой их них проводится соответствующая операция, причем экстрагент благодаря действию перемешивающих устройств транспортируется по всему блоку, и промытый экстракт (прод. 14) из крайней ступени 1-го блока передается в середину второго блока.
Исходный раствор (прод. 11) поступает в среднюю часть блока на стыке экстракционной и промывной зон, в крайнюю ступень по ходу экстракта подается промывной раствор (прод 15), содержащий 0,05 моль/л HNO3, а в смежную с ним ступень - раствор оксалодигидроксамовой кислоты (прод. 17); объединенный промывной раствор смешивается с исходным раствором в протоке экстрактора. Рафинат (прод. 13), содержащий балансовое количество Mo, Zr и следов ТУЭ выводится из 1-й ступени экстрактора на упаривание.
На 2-м блоке производится реэкстракция азотной кислоты. Для этого в крайнюю по ходу экстрагента ступень подают раствор (прод. 25), содержащий аминоуксуную кислоту (АУК) и высаливатель. С противоположного края блока подается оборотный экстрагент (прод. 22), который отмывает ТПЭ и РЗЭ из реэкстакта и присоединяется в протоке к основному потоку экстракта. Из этой же ступени выводится реэкстракт азотной кислоты. Экстракт (прод. 24) поступает на реэкстракцию ТПЭ в среднюю часть 3-го блока.
На 3-м блоке осуществляют реэкстракцию ТПЭ. Для этого в последнюю по ходу экстрагента ступень блока с УР 150 л/час дозируют реэкстрагент ТПЭ (прод. 35), представляющий собой раствор диэтилентриаминпентауксусной кислоты (ДТПА) в буферной среде. С противоположного края блока подается оборотный экстрагент (прод. 32), который отмывает РЗЭ из реэкстакта ТПЭ и присоединяется в протоке к основному потоку экстракта. Из этой же ступени выводится реэкстракт ТПЭ, содержащий 199,8 мг/л ТПЭ, то есть 99,9%, и 0,75 г/л РЗЭ, что составляет 6,7% по балансу. Экстракт (прод. 34) поступает на реэкстракцию РЗЭ в 4-й блок.
Реэкстракция РЗЭ, совмещенная с регенерацией оборотного экстрагента, проводится в 4-м блоке, куда с этой целью подается реэкстрагент - раствор метиламинкарбоната (прод. 45), содержащего ДТПА и деэмульгатор дипроксамин -157, с УР 150 л/час. Из 1-ой ступени блока выводится на упаривание ВАО реэкстракт РЗЭ (прод. 49), содержащий ~4,66 г/л РЗЭ (93,3%) и 0,1 мг/л ТПЭ (0,05%). Из последней ступени выводится оборотный экстрагент (прод. 46) и возвращается в цикл в качестве продуктов 12,22 и 32.
Как следует из представленных данных, с ТПЭ в процессе переработки по предлагаемому способу с использованием предлагаемой смеси очищены от РЗЭ в 15 раз при потерях, не превышающих 0,1%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРАКЦИОННАЯ СМЕСЬ ДЛЯ ИЗВЛЕЧЕНИЯ ТПЭ И РЗЭ ИЗ ВЫСОКОАКТИВНОГО РАФИНАТА ПЕРЕРАБОТКИ ОЯТ АЭС И СПОСОБ ЕЁ ПРИМЕНЕНИЯ (ВАРИАНТЫ) | 2016 |
|
RU2623943C1 |
| СПОСОБ ПЕРЕРАБОТКИ ВЫСОКОАКТИВНЫХ ОТХОДОВ С ФРАКЦИОНИРОВАНИЕМ РАДИОНУКЛИДОВ | 2019 |
|
RU2709826C1 |
| Способ экстракционного выделения трансплутониевых и редкоземельных элементов | 2021 |
|
RU2774155C1 |
| СПОСОБ ЭКСТРАКЦИОННОГО ИЗВЛЕЧЕНИЯ И РАЗДЕЛЕНИЯ ТПЭ И РЗЭ ИЗ АЗОТНОКИСЛЫХ РАСТВОРОВ | 1994 |
|
RU2106030C1 |
| СПОСОБ ЭКСТРАКЦИОННОЙ ПЕРЕРАБОТКИ ВЫСОКОАКТИВНОГО РАФИНАТА ПУРЕКС-ПРОЦЕССА ДЛЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА АТОМНЫХ ЭЛЕКТРОСТАНЦИЙ | 2005 |
|
RU2295166C1 |
| СПОСОБ ЭКСТРАКЦИОННОЙ ПЕРЕРАБОТКИ ВЫСОКОАКТИВНОГО РАФИНАТА ПУРЕКС-ПРОЦЕССА ДЛЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА АЭС | 2003 |
|
RU2249266C2 |
| СПОСОБ ЭКСТРАКЦИОННОЙ ПЕРЕРАБОТКИ ВЫСОКОАКТИВНЫХ ОТХОДОВ (ВАО) С ФРАКЦИОНИРОВАНИЕМ РАДИОНУКЛИДОВ | 2007 |
|
RU2355057C1 |
| СПОСОБ ВЫДЕЛЕНИЯ РЕДКОЗЕМЕЛЬНЫХ И ТРАНСПЛУТОНИЕВЫХ ЭЛЕМЕНТОВ ИЗ ЖИДКИХ ВЫСОКОАКТИВНЫХ ОТХОДОВ | 1993 |
|
RU2053308C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МОЛИБДЕНА-99 ИЗ РАСТВОРА ОБЛУЧЕННЫХ УРАНОВЫХ МИШЕНЕЙ | 2013 |
|
RU2545953C2 |
| СПОСОБ СЕЛЕКТИВНОГО ИЗВЛЕЧЕНИЯ РАДИОНУКЛИДОВ ИЗ РАДИОАКТИВНЫХ АЗОТНОКИСЛЫХ РАСТВОРОВ (ВАРИАНТЫ) | 2012 |
|
RU2522544C2 |
Изобретения относятся к области радиохимической технологии и может быть использованы при обращении с высокоактивным рафинатом Пурекс-процесса переработки отработавшего ядерного топлива (ОЯТ) АЭС. Способ извлечения трансплутониевых элементов (ТПЭ) и РЗЭ из высокоактивного рафината от переработки ОЯТ АЭС включает совместное их извлечение экстракционной смесью, промывку экстракта от примесей, реэкстракцию азотной кислоты в присутствии высаливателя, реэкстракцию преимущественно ТПЭ и части РЗЭ раствором диэтилентриаминпентауксусной кислоты в буферной среде, экстракцию оставшихся в органической фазе РЗЭ карбонатным раствором с комплексообразователем на стадии регенерации оборотного экстрагента. Используют экстракционную смесь, содержащую в качестве экстрагента тетраоктиламид дигликолевой кислоты в разбавителе из рядов парафиновых и изопарафиновых углеводородов или их смеси с добавкой полярного модификатора, в качестве которого используют водонерастворимый предельный незамещенный спирт или смесь предельных незамещенных спиртов с числом углеродных атомов не менее 9, но не более 10, при содержании спирта в экстракционной смеси 0,5-10% по объему. Промывку экстракта ведут с удалением Mo, Zr, а также следов Pu и Np, применяя азотнокислый раствор сильного комплексообразователя, разрушаемого азотной кислотой нацело или с образованием труднолетучих продуктов, Реэкстракцию азотной кислоты совмещают с реэкстракцией ТПЭ раствором ДТПА, удаляя азотную кислоту в присутствии буферного реагента или смеси буферных реагентов. Экстракт РЗЭ обрабатывают карбонатным раствором содержащим комплексон и деэмульгатор, одновременно удаляя основные продукты деградации первичных спиртов. Способ позволяет обеспечить безопасность процесса, с очисткой фракции трансплутониевых элементов от РЗЭ в 15 раз при потерях, не превышающих 0,1%. 2 н. и 2 з.п. ф-лы, 1 табл., 1 пр., 1 ил.
1. Экстракционная смесь для извлечения трансплутониевых элементов (ТПЭ) и редкоземельных элементов (РЗЭ) из высокоактивного рафината переработки отработанного ядерного топлива (ОЯТ) атомных электростанций (АЭС), содержащая в качестве экстрагента тетраоктиламид дигликолевой кислоты, в разбавителе из рядов парафиновых и изопарафиновых углеводородов или их смеси с добавкой полярного модификатора, отличающаяся тем, что полярный модификатор представляет собой водонерастворимый предельный незамещенный спирт или смесь предельных незамещенных спиртов с числом углеродных атомов не менее 9, но не более 10, при содержании спирта в экстракционной смеси 0,5-10% по объему.
2. Способ извлечения ТПЭ и РЗЭ из высокоактивного рафината от переработки ОЯТ АЭС, включающий совместное их извлечение экстракционной смесью, промывку экстракта от примесей, реэкстракцию азотной кислоты в присутствии высаливателя, реэкстракцию преимущественно ТПЭ и части РЗЭ раствором диэтилентриаминпентауксусной кислоты в буферной среде, экстракцию оставшихся в органической фазе РЗЭ карбонатным раствором с комплексообразователем на стадии регенерации оборотного экстрагента, отличающийся тем, что в качестве экстракционной смеси используют смесь по п. 1, промывку экстракта ведут с удалением Mo, Zr, а также следов Pu и Np, применяя азотнокислый раствор сильного комплексообразователя, разрушаемого азотной кислотой нацело или с образованием труднолетучих продуктов, реэкстракцию азотной кислоты совмещают с реэкстракцией ТПЭ раствором диэтилентриаминпентауксусной кислоты (ДТПА), удаляя азотную кислоту в присутствии буферного реагента или смеси буферных реагентов, после чего экстракт РЗЭ обрабатывают карбонатным раствором, содержащим комплексон и деэмульгатор, одновременно удаляя основные продукты деградации первичных спиртов.
3. Способ по п. 2, отличающийся тем, что в качестве комплексообразователя для промывки экстракта используют водный азотнокислый раствор оксалодигидроксамовой кислоты, причем дозировку растворов азотной и оксалодигидроксамовой кислот осуществляют раздельно.
4. Способ по п. 2, отличающийся тем, что в качестве буферного реагента на операции реэкстракции ТПЭ используют ацетат аммония отдельно или в смеси с аминоуксусной кислотой.
| ЭКСТРАКЦИОННАЯ СМЕСЬ ДЛЯ ИЗВЛЕЧЕНИЯ ТПЭ И РЗЭ ИЗ ВЫСОКОАКТИВНОГО РАФИНАТА ПЕРЕРАБОТКИ ОЯТ АЭС И СПОСОБ ЕЁ ПРИМЕНЕНИЯ (ВАРИАНТЫ) | 2016 |
|
RU2623943C1 |
| Kurysheva V | |||
| V | |||
| et al | |||
| Chimica Techno Acta | |||
| Токарный резец | 1924 |
|
SU2016A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| СПОСОБ ВЫДЕЛЕНИЯ АМЕРИЦИЯ ИЗ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ И ОТДЕЛЕНИЯ ЕГО ОТ РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ | 2015 |
|
RU2603405C1 |
| JP 2006069846 A, 16.03.2006 | |||
| CN 109824532 A, 31.05.2019 | |||
| Способ извлечения берклия (1у) из растворов минеральных кислот | 1981 |
|
SU1028009A1 |

