Группа изобретений относится к области радиохимической технологии и может быть использована при обращении с высокоактивным рафинатом Пурекс-процесса переработки отработавшего ядерного топлива (ОЯТ) АЭС, в ходе которого извлекают U, Pu и Np, также Тс. При этом возникает дополнительная задача по выделению (фракционированию) долгоживущих радионуклидов из этого рафината, в первую очередь трансплутониевых элементов (ТПЭ), с целью их трансмутации или глубокой и надежной изоляции.
Известны экстракционные смеси для извлечения и разделения РЗЭ и ТПЭ, представляющие собой растворы карбамоилметиленфосфиноксидов (КМФО) общей формулы  где R1 - арильные радикалы; R2 - алкильные радикалы в полярном растворителе, а именно в ТБФ с предельными углеводородами или в дихлорэтане [Shulz W.W., Horwitz Е.Р., Separat. Sci. and Technol., 1988, v. 23, №12/13, p. 1191-1210]. Извлечение предлагалось осуществлять из 1-3 моль/л HNO3, а селективную реэкстракцию ТПЭ в смеси с частью иттриевых РЗЭ проводить с использованием диэтилентриаминпентауксусной кислоты (ДТПА) при рН ~ 2. Недостатком данных смесей является низкая растворимость КМФО, что не позволяет перерабатывать растворы с высоким содержанием РЗЭ и ТПЭ. Высокая взрывопожарность 1,2-дихлорэтана также препятствует промышленному использованию этих процессов.
где R1 - арильные радикалы; R2 - алкильные радикалы в полярном растворителе, а именно в ТБФ с предельными углеводородами или в дихлорэтане [Shulz W.W., Horwitz Е.Р., Separat. Sci. and Technol., 1988, v. 23, №12/13, p. 1191-1210]. Извлечение предлагалось осуществлять из 1-3 моль/л HNO3, а селективную реэкстракцию ТПЭ в смеси с частью иттриевых РЗЭ проводить с использованием диэтилентриаминпентауксусной кислоты (ДТПА) при рН ~ 2. Недостатком данных смесей является низкая растворимость КМФО, что не позволяет перерабатывать растворы с высоким содержанием РЗЭ и ТПЭ. Высокая взрывопожарность 1,2-дихлорэтана также препятствует промышленному использованию этих процессов.
Известна экстракционная смесь для извлечения редкоземельных и актинидных элементов, состоящая из бидентатных нейтральных фосфорорганических экстрагентов и фторзамещенных нитроароматических разбавителей, например метанитробензотрифторида (Ф-3), при использовании которой эти недостатки в значительной степени преодолеваются [патент SU 1524519, опубл. 23.08.1992, бюл. 31]. Данная композиция является наиболее близкой к заявляемому изобретению в части, относящейся к экстракционной смеси, и принимается за прототип смеси.
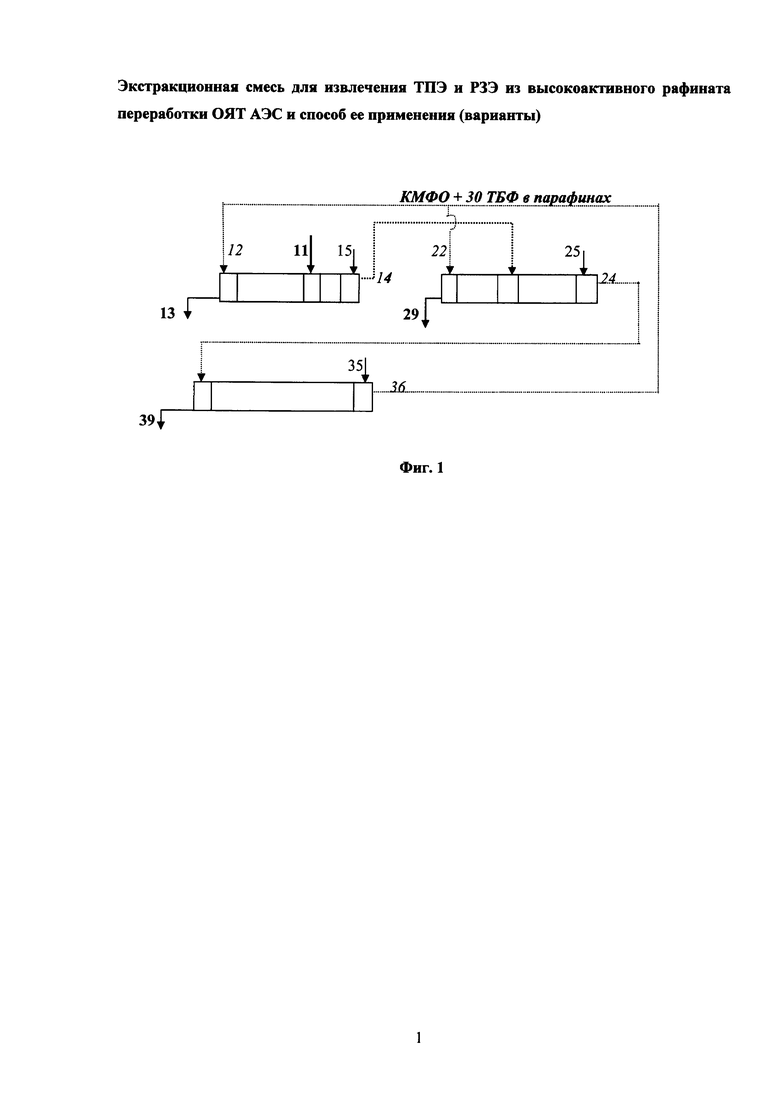
Известен способ использования такой смеси [патент RU 2047562, опубл. 10.11.1995, бюл. 31], который рассматривается в качестве прототипа для изобретения в части, касающейся заявляемого способа. На фиг. 1 изображена принципиальная схема извлечения ТПЭ и РЗЭ из высокоактивного рафината переработки ОЯТ АЭС по прототипу, относящемуся к способу, где экстракция ТПЭ и РЗЭ проводится с помощью смеси КМФО в Ф-3, причем экстракцию осуществляют в присутствии селективного комплексообразователя, вводимого с промывным раствором и выбранного из ряда кислот: ацетогидроксамовая, щавелевая, оксиэтилидендифосфоновая. Далее проводится разделение ТПЭ и РЗЭ и реэкстракция РЗЭ аналогично указанному выше способу [Shulz W.W., Horwitz Е.Р.]. Технологическая схема на фиг. 1 состоит из блоков экстракторов, и линий транспортировки технологических потоков. Цифрами обозначены коды технологических потоков. Здесь и далее принципы кодирования технологических продуктов аналогичны изложенным в работе [Зильберман Б.Я., Пузиков Е.А., Рябков Д.В., Макарычев-Михайлов М.Н., Шадрин А.Ю., Федоров Ю.С., Симоненко В.А. Развитие технологической структуры переработки облученного ядерного топлива АЭС водно-экстракционными методами, ее анализ и подходы к моделированию. Атомная энергия, 2009, т. 107, №5, с. 273-285]. Кодировка потоков поблочная (1-ая цифра - номер экстракционного блока). Нечетные потоки - водные растворы (сплошные линии); четные потоки - органические растворы (пунктирные линии). Жирным шрифтом (линиями) выделены внешние связи (с другими узлами). Характеристики технологических потоков сведены в таблицу 1.

Недостатком прототипа смеси [патент SU 1524519] является существенная растворимость метанитробензотрифторида, генерирующего при радиолизе коррозионноопасный фторид-ион в рафинате и реэкстрактах фракционирования. Также недостатком данной экстракционной смеси является отсутствие очистки реэкстракта ТПЭ от средних и тяжелых РЗЭ, а также иттрия.
Другой проблемой использования КМФО с разбавителем является низкая растворимость его комплексов с РЗЭ и ТПЭ в органической фазе, вследствие чего при переработке рафината высоковыгоревшего ОЯТ АЭС было предложено использовать в качестве разбавителя КМФО смесь 30% ТБФ в формале-Н2, который по полярности, и по коррозионным свойствам является аналогом Ф-3 [Tkachenko L., Babain V., Alyapyshev М., Shadrin A., Vizniy A., Il'in A. Dynamic tests for actinide/lanthanide separation by CMPO solvent in fluorinated diluents. Proc. Int. Conf. "Global 2013" (Salt Lake City, USA, 29.09 - 03.10.2013). ANS. 2013]. Однако при применении такой смеси сильно осложняется отмывка экстракта от экстрагированной азотной кислоты, для чего вводится отдельная операция с применением высаливателя, а также поддержание рН среды при разделении ТПЭ и РЗЭ с помощью ДТПА. Схема способа-аналога представлена на фиг. 2. Технологическая схема по аналогу [Tkachenko L., Babain V., Alyapyshev М, Shadrin A., Vizniy A., Il'in A. Dynamic tests for actinide/lanthanide separation by CMPO solvent in fluorinated diluents. Proc. Int. Conf. "Global 2013" (Salt Lake City, USA, 29.09 - 03.10.2013] состоит из блоков экстракторов и линий транспортировки технологических потоков. Цифрами обозначены коды технологических потоков. Кодировка потоков поблочная (1-ая цифра - номер экстракционного блока). Нечетные потоки - водные растворы (сплошные линии); четные потоки органические растворы (пунктирные линии). Жирным шрифтом (линиями) выделены внешние связи (с другими узлами). Характеристики технологических потоков сведены в таблицу 2.

Для извлечения и разделения ТПЭ и РЗЭ предложено использовать также различные диамиды дикислот, например растворы тетраоктиламида дигликолевой кислоты (ТОДГА) во фторированных разбавителях [Alyapyshev М., Babain V., Eliseev I., Tkachenko L. Actinides and lanthanides extraction by diglycolic acid diamides in new polar fluorinated diluents. Proc. Int. Conf. «Global 2011» (Japan, Makuhari Messe, Dec. 11-16.12.2011), pap. №357771, JAEA, 2011] или диэтил ди(пара-гексил фенил)диамида дипиридилдикарбоновой кислоты в фенилтрифторметилсульфоне, Ф-3 или формале Н-2 [Патент RU 2 499 308, опубл. 27.07.2013, бюл. №21].
Известен сходный способ фракционирования ТПЭ с использованием в качестве экстрагента разнорадикального фосфиноксида (ФОР), где для стабилизации рН = 2 при разделении ТПЭ и РЗЭ предлагалось использовать аминоуксусную кислоту (АУК). [Романовский В.Н. Экстракционные технологии выделения долгоживущих радионуклидов из жидких высокоактивных отходов с применением индивидуальных фосфорорганических соединений и их синергетных смесей. Дисс. доклад /докт./ Радиевый ин-т. им. В.Г. Хлопина. 2001. 80 с.].
Упомянутый выше недостаток прототипа, относящегося к способу, и сходных методов, состоящий в отсутствии очистки от иттриевых земель, может быть преодолен путем применения экстракционной смеси на базе циркониевой соли дибутилфосфорной кислоты (ЦС ДБФК) [Патент RU 2106030, опубл. 27.02.98, бюл. №6]), растворенной в ТБФ с углеводородным разбавителем. Способ применения этого экстрагента [Патент RU 2249266, опубл. 27.03.05, бюл. №9] позволяет отделить ТПЭ в смеси с цериевыми РЗЭ от основной массы иттриевых РЗЭ и иттрия путем реэкстракции в 6 моль/л HNO3.
Недостатком смеси и способа в прототипах является сопутствующее извлечение железа, циркония и молибдена, трудность регенерации экстрагента, а также низкая очистка реэкстракта ТПЭ от легких РЗЭ. Однако ее применение существенно упрощается в отсутствии примесей [Патент RU 2106030]. При этом разбавитель не играет существенной роли и может быть унифицирован с КМФО путем применения Ф-3 [Шишкин Д.Н., Зильберман Б.Я., Федоров Ю.С., Галкин Б.Я. Синергетическая экстракция Се(III) из растворов азотной кислоты смесью ХДК и ЦС ДБФК в полярном растворителе. Радиохимия, 2007, т. 49, №4, с. 339].
Главным недостатком всех смесей с фторированными разбавителями и способов на их основе является, как отмечалось выше, достаточно высокая растворимость фторзамещенных растворителей в растворах азотной кислоты и связанное с этим их радиационно-химическое разложение, приводящее к накоплению фторид-иона, которое вызывает серьезную опасность коррозии выпарного оборудования при упаривании рафинатов от переработки ОЯТ АЭС, особенно в схемах с замкнутым кислото-водооборотом. По этой причине для реализации способа целесообразен поиск полярных химически устойчивых соединений, не содержащих коррозионно-опасные элементы, такие как галогены.
В этом плане известно применение спиртов в качестве экстрагентов для извлечения хлорида железа [RU 2171786, опубл. 10.08.2001, бюл. №22], а также фторидов ниобия и тантала [Глубоков Ю.М., Травкин В.Ф., Коваль Е.В. Место и роль алифатических спиртов среди экстрагентов тантала и ниобия // Успехи современного естествознания. 2005, №6, с. 35-36]. Спирты используются в качестве растворителя при экстракции самария флотоагентом додецилсульфатом натрия [Патент RU 2548836, опубл. 20.04.2015, бюл. №11] и 99Мо биомедицинского назначения с помощью гидроксамовых кислот [Патент RU 2522544, опубл. 20.12.2013, бюл. №35].
В радиохимических методиках применение нашел н-октанол в качестве растворителя краун-эфиров для концентрирования радиоактивного стронция из экологических проб, подлежащих радиометрическому анализу [Horwitz Е.Р., Dietz M.L., Fisher D.E. Separation and preconcentration of strontium from biological, environmental, and nuclear waste samples. Analyt. Chem., 1991, v. 63, №5, p. 522-525], однако использование краун-эфиров является нехарактерным для извлечения и разделения ТПЭ и РЗЭ. Кроме того, растворяющая способность н-октанола оказалась в данном случае недостаточной, и позже для извлечения радиоактивных 137Cs и/или 90Sr из высокоактивных отходов (ВАО) с использованием краун-эфиров был предложен тригидрододекафторгептиловый спирт [Патент RU 2270487, опубл. 20.02.2006, бюл. №5]. Октанол-1 упомянут также как разбавитель, использованный для выделения и разделения ТПЭ и РЗЭ с помощью тетраоктилдигли-кольамида (ТОДГА) [Wilden A., Modolo G., Geist A., Magnusson D. The Recovery of An(III) in an Innovative Sanex Process using a TODGA-based Solvent and Selective Stripping with a Hydrophilic BTP. Procedia Chemistry, 2012, v. 7, p. 418-424], однако эти испытания пока не нашли продолжения.
Известно также применение алифатических спиртов в качестве солюбилюзирующих или гидрофильных добавок (1-5% об.) к предельным углеводородам, например, при экстракционном аффинаже четырехвалентных трансурановых элементов (ТУЭ) - плутония и нептуния - алифатическими аминами [Патент US 3047360 А, опубл. 31.06.1962], при экстракции ТПЭ и РЗЭ раствором ТОДГА в тетрапропилене [Geist A., Modolo G. TODGA Process Development: An Improved Solvent Formulation. Proc. Int. Conf "Global 2009" (Paris, France, 06-11,09,2009). SFEN. p. 1022-1026] или при экстракции молибдена растворами ди-2-этил-гексил-фосфорной кислоты [Палант А.А., Резниченко В.А. Температурные эффекты при экстракции шестивалентного молибдена ди-2-этилгексилфосфорной кислотой из кислых растворов. - Ж. прикл. химии, 1973, т. 46, №5, с. 1062-1065], а также для улучшения технологических показателей при использовании раствора КМФО в 30% ТБФ с углеводородами в одном из способов извлечения ТПЭ [Патент US 5468456, опубл. 21.10.1995].
Таким образом, в настоящее время отсутствует экстракционная смесь для фракционирования ТПЭ и РЗЭ из рафината переработки высоковыгоревшего ОЯТ АЭС, которая позволяла бы одновременно иметь высокую концентрацию сильного экстрагента в полярном коррозионно-безопасном и доступном разбавителе, характеризуемом низкой экстракцией азотной кислоты и окисляемом до газообразных продуктов при обычных условиях (то есть содержащем только элементы С, Н, О, N), при наличии достаточно легкого способа регенерации такой смеси после облучения в цикле при обеспечении возможности использования оборотных растворов в технологическом процессе. Следует отметить, что в исследованных экстракционных системах смена разбавителя вызывает весьма сходные эффекты с различными экстрагентами, что позволяет рассматривать действие разбавителей достаточно обобщенно.
Способ фракционирования ТПЭ и РЗЭ на базе такой смеси или нескольких смесей при их последовательном использовании должен обеспечивать получение концентрированных реэкстрактов с высокой степенью разделения ТПЭ от всех РЗЭ.
Поставленная задача извлечения ТПЭ и РЗЭ из высокоактивного рафината переработки ОЯТ АЭС решается путем использования экстракционной смеси, содержащей сильные фосфорорганические экстрагенты в полярном разбавителе, представляющем собой водонерастворимый предельный незамещенный спирт или его смесь с предельными углеводородами без других полярных добавок.
В качестве разбавителей могут использоваться первичные, вторичные или третичные алифатические спирты С5-С11, в том числе с разветвленной углеводородной цепью, или их смесь, а также их смеси с предельными углеводородами С11-С14 различного строения, при концентрации последних до 85% об.
В качестве фосфорорганического экстрагента в смеси могут присутствовать такие соединения как фосфиноксиды и дифосфиноксиды, карбамаилметиленфосфиноксиды (КМФО).
В качестве фосфорорганического экстрагента в смеси может быть использована сильная фосфорорганическая кислота или ее циркониевую соль, в частности арилфосфорную кислоту или циркониевую соль дибутилфосфорной кислоты (ЦС ДБФК) с концентрацией до 0,8 моль/л фосфорорганической кислоты, в которой мольное отношение ДБФК:Zr ≥ 6, причем оптимальной является концентрация ДБФК 0,1-0,2 моль/л при отношении ДБФК:Zr от 8 до 10.
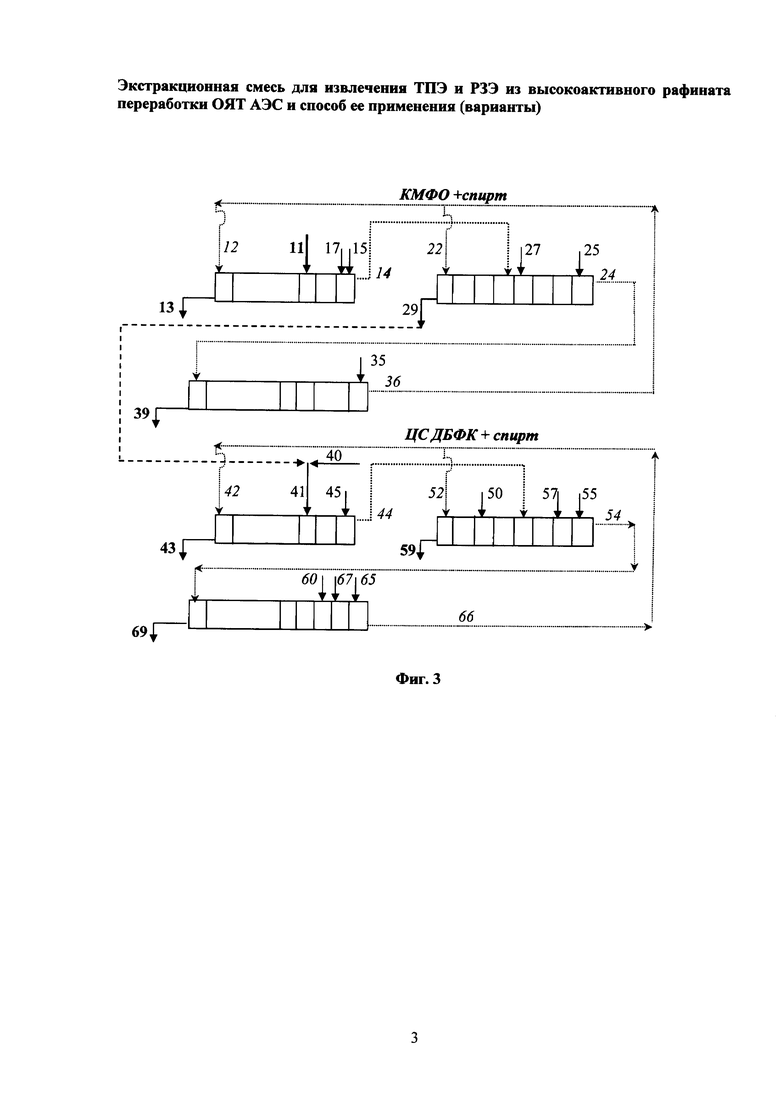
С использованием указанных выше смесей, содержащих в качестве разбавителя спирт и в качестве экстрагента КМФО (экстрагент 1) и арилфосфорную (алкилфенилфосфорную) кислоту (АФФК) или ЦС ДБФК (экстрагент 2), разработан способ извлечения ТПЭ и РЗЭ из высокоактивного рафината от переработки ОЯТ АЭС и их разделения, схема которого представлена на фиг. 3. Технологическая схема по заявляемому способу состоит из блоков экстракторов и линий транспортировки технологических потоков. Цифрами обозначены коды технологических потоков. Кодировка потоков поблочная (1-ая цифра - номер экстракционного блока). Нечетные потоки - водные растворы (сплошные линии); четные потоки органические растворы (пунктирные линии). Жирным шрифтом (линиями) выделены внешние связи (с другими узлами). Характеристики технологических потоков сведены в таблицу 3.
Способ включает совместное извлечение ТПЭ и РЗЭ раствором фосфорорганического экстрагента в полярном разбавителе, промывку экстракта от примесей, реэкстракцию азотной кислоты в присутствии высаливателя, реэкстракцию преимущественно ТПЭ и части иттриевых РЗЭ раствором диэтилентриаминпентауксусной кислоты (ДТПА) в буферной среде, реэкстракцию цериевых РЗЭ карбонатным раствором с комплексообразователем на стадии регенерации оборотного экстрагента. Промывку экстракта ведут с удалением Mo, Zr, а также следов Pu и Np, применяя кислый раствор сильного комплексообразователя, разрушаемого азотной кислотой нацело или с образованием труднолетучих продуктов, а реэкстракцию азотной кислоты совмещают с реэкстракцией ТПЭ раствором ДТПА, удаляя азотную кислоту в присутствии буферного реагента или смеси буферных реагентов, после чего экстракт цериевых РЗЭ обрабатывают карбонатным раствором, одновременно удаляя основные продукты деградации первичных спиртов. При этом в качестве комплексообразователя для промывки экстракта используют водный азотнокислый раствор оксалодигидроксамовой кислоты, причем концентрат азотной кислоты подают отдельным потоком, а в качестве буферного реагента используют ацетат аммония отдельно или в смеси с аминоуксусной кислотой. Полученный реэкстракт ТПЭ передают на дальнейшую переработку.

Такую переработку после подкисления реэкстракта азотной кислотой предлагается осуществлять в отдельном экстракционном цикле с использованием экстракционной смеси, содержащей АФФК или ЦС ДБФК с соотношением ДБФК:Zr ≥ 6, причем оптимальное мольное отношением ДБФК:Zr лежит в пределах от 8 до 10. Экстракт промывают от примесей, реэкстракцию ТПЭ проводят азотной кислотой 3-6 моль/л с отмывкой реэкстракта тем же экстрагентом от РЗЭ и Y и последующую реэкстракцию РЗЭ и иттрия.
Указанные циклы извлечения и разделения ТПЭ и РЗЭ могут быть осуществлены последовательно в любом порядке.
При наличии в схеме переработки ОЯТ АЭС замкнутого водооборота и использовании в качестве разбавителя первичных спиртов последние удаляют из водных оборотных растворов в виде алифатических кислот на выпарных операциях путем щелочной абсорбции из вторичного пара ректификации азотной кислоты с одновременным окислением.
Преимущества заявляемых экстракционных смесей и способа фракционирования ТПЭ с их применением иллюстрируются следующими примерами.
Примеры.
Пример 1.
Технологическая схема представлена на фиг. 3, а технологические потоки (продукты и их условные расходы (УР)) охарактеризованы в табл. 4. Исходным раствором (табл. 4, прод. 11) является рафинат Пурекс-процесса от переработки ОЯТ АЭС, содержащий 3 моль/л HNO3, 1 г/л трансплутониевых элементов (ТПЭ), следы урана и трансурановых элементов (ТУЭ) и 24 г/л продуктов деления (ПД), из них 7,5 г/л РЗЭ (в том числе 0,75 г/л РЗЭ иттриевой подгруппы и иттрия), с удельной активностью (А) продуктов деления (ПД) 10 ТБк/л; УР 100 л/ч. Экстрагентом (прод. 12) является 0,3 моль/л КМФО в н-дециловом спирте, который используется в циклическом режиме.
Процесс проводится в аппаратах (блоках), собранных из отдельных ступеней центробежных экстракторов. Головной экстрактор состоит из двух зон - экстракции и промывки экстракта, причем экстракционная часть состоит из вдвое большего числа ступеней, чем промывная. В каждой их них проводится соответствующая операция, причем экстрагент, благодаря действию перемешивающих устройств, транспортируется по всему блоку, и промытый экстракт (прод. 14) из крайней ступени 1-го блока передается в середину второго блока.
Исходный раствор (прод. 11) поступает в среднюю часть блока на стыке экстракционной и промывной зон, в крайнюю ступень по ходу экстракта подается промывной раствор (прод 15), содержащий 0,05 моль/л HNO3, а в смежную с ним ступень - раствор оксалодигидроксамовой кислоты (прод. 17); объединенный промывной раствор смешивается с исходным раствором в протоке экстрактора. Рафинат (прод. 13), содержащий балансовое количество Mo, Zr, Fe и следов ТУЭ, выводится из 1-ой ступени экстрактора на упаривание.
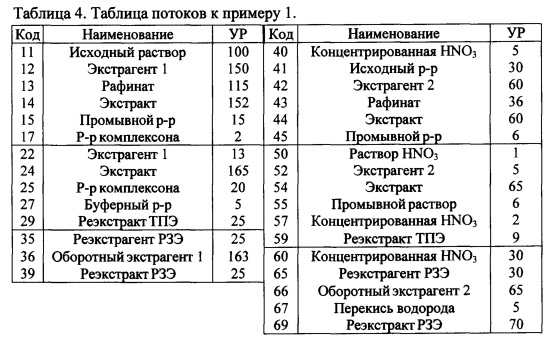
На 2-ом блоке производится реэкстракция ТПЭ в смеси с иттриевыми РЗЭ. Для этого в крайнюю по ходу экстрагента ступень подают раствор (прод. 25), содержащий аминоуксуную кислоту (АУК) и ДТПА, в середину блока подают раствор ацетата аммония (прод. 27) с целью нейтрализации экстрагированной азотной кислоты, принесенной с экстрактом (прод. 14). С противоположного края блока подается оборотный экстрагент (прод. 22), присоединяемый в протоке к основному потоку экстракта, который отмывает цериевые РЗЭ и высвободившуюся уксусную кислоту. Из этой же ступени выводится реэкстракт ТПЭ и иттриевых РЗЭ (прод. 29), содержащий 4 г/л ТПЭ и 4 г/л РЗЭ. Реэкстракт выводится на второй цикл очистки, а экстракт (прод. 24) поступает на реэкстракцию РЗЭ.
Реэкстракция РЗЭ, совмещенная с регенерацией оборотного экстрагента, проводится в третьем блоке, куда с этой целью подается реэкстрагент - раствор метиламинкарбо-ната (прод. 35). Из блока выводится на упаривание ВАО реэкстракт цериевых РЗЭ (прод. 39), содержащий ~29 г/л РЗЭ и оборотный экстрагент (прод. 36).
Реэкстракт ТПЭ и иттриевых РЗЭ (прод. 29) подкисляют в проточном смесителе азотной кислотой (прод. 40) до ее свободной концентрации 0,5 -1 моль/л и направляют на экстракцию в четвертый блок, структура которого аналогична первому блоку. Экстракция проводится раствором 0,3 моль/л ДБФК в дециловом спирте, содержащим 0,033 моль/л Zr (ЦС ДБФК) (прод. 42). Промывка экстракта осуществляется 0,5 моль/л HNO3 (прод. 45). Из 1-ой ступени выводится рафинат (прод. 43) на упаривание САО, а из последней ступени - экстракт (прод. 44), который поступает в пятый блок на реэкстракцию ТПЭ.
Реэкстракцию ТПЭ проводят небольшим потоком 10 моль/л HNO3 (прод. 57), подаваемым в середину блока, при подаче в крайнюю ступень менее кислого раствора (прод. 55). Для поддержания фронта кислоты в середину зоны отмывки РЗЭ экстрагентом (прод. 52) также вводят 10 моль/л HNO3 (прод. 50). Реэкстракт ТПЭ (прод. 59), содержащий 11 г/л ТПЭ и 1,7 г/л РЗЭ (преимущественно неодима) в 6 моль/л HNO3, выводится из 1-ой ступени на аффинажные операции. Экстракт иттриевых РЗЭ (прод. 54) поступает на их реэкстракцию в шестой блок.
Реэкстракцию иттриевых РЗЭ проводят 6 моль/л HNO3, формируемой потоками слабой кислоты в последнюю ступень (прод. 65) и концентрированной азотной кислоты (прод. 60) при добавлении перекиси водорода (прод. 67). Реэкстракт РЗЭ направляют на упаривание ВАО, а оборотный экстрагент (прод. 66) возвращается в цикл.
Как следует из представленных данных, с ТПЭ в процессе переработки по предлагаемому способу с использованием предлагаемой смеси сконцентрированы в 11 раз и очищены от РЗЭ в 48 раз.
Пример 2.
Способ реализуют в условиях и по схеме, идентичной примеру 1, с той разницей, что в качестве разбавителя используют индивидуальные первичные, вторичные или третичные алифатические спирты С5-С11, в том числе с разветвленной углеводородной цепью, или их смесь, или их смесь с предельными углеводородами С11-С14 различного строения при концентрации последних до 85% об. Технический результат аналогичен полученному в примере 1.
Пример 3.
Способ реализуют в условиях и по схеме, идентичной примеру 1, с той разницей, что исходный раствор (прод. 11) содержит не более 1 моль/л азотной кислоты и не содержит Zr (патент RU 2454742), а очередность проведения циклов фракционирования изменена на противоположную, то есть в первом цикле фракционирования в качестве экстрагента использована октилфенилфосфорная кислота в той же концентрации, а на втором цикле фракционирования в качестве экстрагента используют КМФО. В обоих циклах все реагенты используются и последовательность операций, как в аналогичных циклах в примере 1. Реэкстракт ТПЭ первого цикла не подкисляют, как в примере 1, а разбавляют водой до содержания азотной кислоты 3 моль/л. Технический результат аналогичен полученному в примере 1.
Пример 4.
Вторичный пар ректификации азотной кислоты в узлах упаривания ВАО и САО, исходные растворы которых включают выходящие по примеру 1 потоки и содержащие растворенный н-спирт, поступают на щелочное скруббирование, флегма которого содержит Cr(VI) в количестве, достаточном для окисления спирта до соответствующей карбоновой кислоты. Растворенные в питающем растворе упаривания спирты отгоняются с водяным паром на обеих выпарных операциях, благодаря чему регенерированная азотная кислота очищается от спиртов и возвращается в технологический процесс. Как видно из Примера, оборотные растворы, получаемые в Примере, не содержат летучих коррозионно-опасных примесей, и регенераты могут быть повторно использованы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСТРАКЦИОННОГО ИЗВЛЕЧЕНИЯ И РАЗДЕЛЕНИЯ ТПЭ И РЗЭ ИЗ АЗОТНОКИСЛЫХ РАСТВОРОВ | 1994 |
|
RU2106030C1 |
| Экстракционная смесь для извлечения ТПЭ и РЗЭ из высокоактивного рафината переработки ОЯТ АЭС и способ ее применения | 2019 |
|
RU2726519C1 |
| СПОСОБ ЭКСТРАКЦИОННОЙ ПЕРЕРАБОТКИ ВЫСОКОАКТИВНОГО РАФИНАТА ПУРЕКС-ПРОЦЕССА ДЛЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА АЭС | 2003 |
|
RU2249266C2 |
| СПОСОБ ПЕРЕРАБОТКИ ВЫСОКОАКТИВНЫХ ОТХОДОВ С ФРАКЦИОНИРОВАНИЕМ РАДИОНУКЛИДОВ | 2019 |
|
RU2709826C1 |
| СПОСОБ ЭКСТРАКЦИОННОГО ИЗВЛЕЧЕНИЯ ТРАНСПЛУТОНИЕВЫХ И РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ ИЗ КИСЛЫХ РАСТВОРОВ И ИХ РАЗДЕЛЕНИЯ | 1999 |
|
RU2165653C1 |
| СПОСОБ ЭКСТРАКЦИОННОЙ ПЕРЕРАБОТКИ ВЫСОКОАКТИВНОГО РАФИНАТА ПУРЕКС-ПРОЦЕССА ДЛЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА АТОМНЫХ ЭЛЕКТРОСТАНЦИЙ | 2005 |
|
RU2295166C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МОЛИБДЕНА-99 ИЗ РАСТВОРА ОБЛУЧЕННЫХ УРАНОВЫХ МИШЕНЕЙ | 2013 |
|
RU2545953C2 |
| СПОСОБ ЭКСТРАКЦИОННОЙ ОЧИСТКИ НИТРАТНЫХ РАСТВОРОВ, СОДЕРЖАЩИХ РЗМ | 2013 |
|
RU2517651C1 |
| СПОСОБ ЭКСТРАКЦИОННОЙ ПЕРЕРАБОТКИ ВЫСОКОАКТИВНЫХ ОТХОДОВ (ВАО) С ФРАКЦИОНИРОВАНИЕМ РАДИОНУКЛИДОВ | 2007 |
|
RU2355057C1 |
| Способ экстракционного извлечения и разделения РЗЭ | 2020 |
|
RU2773142C2 |

Изобретения относятся к переработке отработавшего ядерного топлива АЭС. Предложена экстракционная смесь для извлечения ТПЭ и РЗЭ из высокоактивного рафината переработки ОЯТ АЭС, содержащая фосфорорганический экстрагент в полярном разбавителе. В качестве полярного разбавителя используют водонерастворимый предельный незамещенный спирт или его смесь с предельными углеводородами. Способ включает совместное извлечение ТПЭ и РЗЭ раствором фосфорорганического экстрагента в полярном разбавителе, промывку экстракта от примесей и реэкстракцию. Способ может сочетаться с дополнительным разделением ТПЭ и иттриевых РЗЭ путем использования в качестве экстрагента в отдельном цикле сильной фосфорорганической кислоты или ее циркониевой соли. Техническим результатом является высокая степень разделения ТПЭ и РЗЭ. 3 н. и 9 з.п. ф-лы, 4 табл., 3 ил., 4 пр.
1. Экстракционная смесь для извлечения трансплутониевых элементов (ТПЭ) и редкоземельных элементов (РЗЭ) из высокоактивного рафината переработки отработанного ядерного топлива атомных электростанций (ОЯТ АЭС), содержащая фосфорорганический экстрагент в полярном разбавителе, отличающаяся тем, что в качестве полярного разбавителя она содержит водонерастворимый предельный незамещенный спирт или его смесь с предельными углеводородами.
2. Смесь по п. 1, отличающаяся тем, что в качестве разбавителя она содержит индивидуальные первичные, вторичные или третичные алифатические спирты С5-С11, в том числе с разветвленной углеводородной цепью, или их смесь, а также их смеси с предельными углеводородами С11-С14 различного строения при концентрации последних до 85 об.%.
3. Смесь по п. 1 или 2, отличающаяся тем, что в качестве фосфорорганического экстрагента она содержит карбамаилметиленфосфиноксид (КМФО) с концентрацией до 0,8 моль/л.
4. Смесь по п. 1 или 2, отличающаяся тем, что в качестве фосфорорганического экстрагента она содержит сильную фосфорорганическую кислоту или ее циркониевую соль.
5. Смесь по п. 1 или 2, отличающаяся тем, что в качестве фосфорорганического экстрагента она содержит арилфосфорную кислоту или циркониевую соль дибутилфосфорной кислоты (ЦС ДБФК) с концентрацией до 0,8 моль/л фосфорорганической кислоты, в которой мольное отношение ДБФК:Zr ≥ 6, причем оптимальной является концентрация ДБФК 0,1-0,2 моль/л при отношении ДБФК:Zr от 8 до 10.
6. Способ извлечения трансплутониевых элементов (ТПЭ) и редкоземельных элементов (РЗЭ) из высокоактивного рафината от переработки отработанного ядерного топлива атомных электростанций (ОЯТ АЭС), включающий совместное извлечение ТПЭ и РЗЭ раствором фосфорорганического экстрагента в полярном разбавителе, промывку экстракта от примесей, реэкстракцию азотной кислоты в присутствии высаливателя, реэкстракцию преимущественно ТПЭ и части иттриевых РЗЭ раствором диэтилентриаминпентауксусной кислоты (ДТПА) в буферной среде, реэкстракцию цериевых РЗЭ карбонатным раствором с комплексообразователем на стадии регенерации оборотного экстрагента, отличающийся тем, что в качестве фосфорорганического экстрагента используют экстракционную смесь по п. 3, промывку экстракта ведут с удалением Mo, Zr и следов Pu и Np, применяя азотнокислый раствор сильного комплексообразователя, разрушаемого азотной кислотой нацело или с образованием труднолетучих продуктов, реэкстракцию азотной кислоты совмещают с реэкстракцией ТПЭ раствором ДТПА, удаляя азотную кислоту в присутствии буферного реагента или смеси буферных реагентов, после чего экстракт цериевых РЗЭ обрабатывают карбонатным раствором с одновременным удалением основных продуктов деградации первичных спиртов.
7. Способ по п. 6, отличающийся тем, что в качестве комплексообразователя для промывки экстракта используют водный азотнокислый раствор оксалодигидроксамовой кислоты, причем дозировку растворов азотной и оксалодигидроксамовой кислот осуществляют раздельно.
8. Способ по п. 6, отличающийся тем, что в качестве буферного реагента на операции реэкстракции ТПЭ используют ацетат аммония отдельно или в смеси с аминоуксусной кислотой.
9. Способ по п. 6 или 8, отличающийся тем, что полученный реэкстракт ТПЭ подкисляют азотной кислотой и подвергают его экстракционной переработке с использованием экстракционной смеси по п. 5, после чего проводят промывку экстракта от примесей, реэкстракцию ТПЭ азотной кислотой 3-6 моль/л с отмывкой реэкстракта тем же экстрагентом от РЗЭ и иттрия и последующую реэкстракцию РЗЭ и иттрия.
10. Способ по п. 6, отличающийся тем, что при использовании в качестве разбавителя первичных спиртов их удаляют из водных оборотных растворов переработки ОЯТ в виде алифатических кислот на выпарных операциях путем щелочной абсорбции из вторичного пара ректификации азотной кислоты с одновременным окислением.
11. Способ извлечения трансплутониевых элементов (ТПЭ) и редкоземельных элементов (РЗЭ) из высокоактивного рафината от переработки отработанного ядерного топлива атомных электростанций (ОЯТ АЭС), включающий совместное извлечение ТПЭ и РЗЭ раствором фосфорорганического экстрагента в полярном разбавителе, промывку экстракта от примесей, последовательную реэкстракцию преимущественно ТПЭ и части РЗЭ, реэкстракцию остальной части РЗЭ и регенерацию оборотного экстрагента, отличающийся тем, что в качестве фосфорсодержащего экстрагента используют экстракционные смеси по пп. 3 и 4 последовательно в любом порядке.
12. Способ по п. 11, отличающийся тем, что при использовании в качестве разбавителя первичных спиртов их удаляют из водных оборотных растворов переработки ОЯТ в виде алифатических кислот на выпарных операциях путем щелочной абсорбции из вторичного пара ректификации азотной кислоты с одновременным окислением.
| СПОСОБ ВЫДЕЛЕНИЯ РЕДКОЗЕМЕЛЬНЫХ И АКТИНИДНЫХ ЭЛЕМЕНТОВ ИЗ ЖИДКИХ ВЫСОКОАКТИВНЫХ ОТХОДОВ | 1991 |
|
RU2047562C1 |
| СПОСОБ ОЧИСТКИ РЕГЕНЕРИРОВАННОГО УРАНА | 2010 |
|
RU2425804C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ТОРИЯ ИЗ ВОДНЫХ РАСТВОРОВ, СОДЕРЖАЩИХ РЕДКОЗЕМЕЛЬНЫЕ МЕТАЛЛЫ | 2000 |
|
RU2188157C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОРОТКОЗАМКНУТЫХ ВИТКОВ В ЭЛЕКТРИЧЕСКИХ ОБМОТКАХ | 2006 |
|
RU2305291C1 |
| US 4339416 A, 13.07.1982 | |||
| Прибор для определения наивыгоднейших условий разметки кряжей на клепку | 1935 |
|
SU43765A1 |
| US 4943318 A, 24.07.1990. | |||

