Изобретение относится к области обработки металлов давлением, а именно к способу изготовления осесимметричных тонкостенных оболочек и устройству для его осуществления.
Данные оболочки являются корпусными деталями сосудов, работающих под давлением, например, газовых баллонов, огнетушителей, лейнеров, ресиверов и т.п.изделий.
Основными требованиями, предъявляемыми к оболочкам являются: конструктивная прочность, размерная точность и качество обрабатываемой поверхности, на которые существенное влияние оказывает деформирующий инструмент устройства для изготовления оболочек.
Конструктивной особенностью устройства для изготовления оболочек является наличие трехроликового суппорта с деформирующими роликами и подшипниковыми узлами, оправки, прижима и крепежных элементов.
Важнейшими требованиями при проектировании данного устройства являются высокая конструктивная прочность и надежность, высокая износостойкость и механическая прочность деформирующих роликов и оправки, обусловленная большими усилиями при формоизменении оболочек, которые изготавливают из углеродистых и легированных сталей.
Известны способ и устройство для изготовления оболочковых деталей, описанные в книге Н.И Могильного «Ротационная вытяжка оболочковых деталей на станках», Москва, «Машиностроение», 1983 г., стр. 138, 139, рис. 8.17, 8.18, стр. 157, рис. 10.1 (а,б).
Основным недостатком этого устройства является использование одного ролика, закрепленного на одном суппорте, имеющем поперечное и продольное перемещение.
Заготовку зажимают между оправкой и прижимом и деформируют давильным роликом.
При деформировании заготовки одним роликом радиальное усилие вызывает колебания инструментов - ролика и оправки и заготовки, что приводит к ухудшению качества поверхности детали и снижению точности геометрических размеров.
Данные способ и устройство используются для изготовления оболочек с толщиной стенки 1-2 мм.
Наиболее близким по технической сути и достигаемому техническому результату является способ изготовления осесимметричных тонкостенных оболочек и устройство для изготовления осесимметричных тонкостенных оболочек, описанные в книге М.А. Гредитора «Давильные работы и ротационное выдавливание», издательство «Машиностроение», Москва, 1971 г., стр. 109-115, 196, 197.
На давильно-раскатном стане с устройством в виде трехроликового суппорта с деформирующими роликами и оправкой, выполняют давильную обработку осесимметричных тонкостенных оболочек из заготовок, получаемых вытяжкой из кружка прессовой обработкой.
Заготовка устанавливается и фиксируется с упором в ее торец прижимом на оправке рис. 6б.
Затем деформирующие ролики вдавливаются в заготовку (поз. II и III), обеспечивая утонение заготовки до заданной толщины за несколько переходов.
Используют смазочно-охлаждающую жидкость в виде одной части масла с двадцатью частями воды. Поверхность оправки и внутреннюю поверхность обрабатываемой заготовки покрывают смазкой на основе лития или коллоидного цинка.
Используют деформирующие ролики одинакового профиля, установленные с одинаковым зазором между вершинами роликов и оправкой.
К недостаткам данного технического решения относятся низкий коэффициент использования металла из-за использования кружка при изготовлении заготовки под давильную обработку на прессовом оборудовании, кроме того использование смазочно-охлаждающей жидкости в виде смеси масла с водой неэффективно из-за отсутствия смазочного вещества, а смазка на основе лития или коллоидного цинка не обладает универсальностью, так как ее применение при давильной обработке заготовок из легированных сталей и алюминиевых сплавов различных марок не дает необходимых результатов.
Недостатком также является невозможность использования трубной заготовки, обусловленная фиксацией с упором в дно заготовки, полученной из кружка вытяжкой на прессе.
Отсутствует также возможность регулирования осевых и радиальных взаимных смещений роликов между собой и не отражена конфигурация профилей рабочих поверхностей роликов.
Одним из основных недостатков способа и устройства, принятых за прототип является низкая стойкость деформирующих роликов, оправки и подшипников, обусловленная высокими механическими свойствами обрабатываемых оболочек, изготавливаемых из углеродистых, высокопрочных легированных и термоупрочненных легированных сталей, что приводит к быстрому износу рабочих поверхностей роликов и оправки, а также к быстрому износу подшипников в узлах крепления роликов, а при изготовлении оболочек из алюминиевых сплавов происходит налипание металла на рабочие поверхности роликов и оправки.
Замена изношенных деформирующих роликов, оправки и подшипников требует значительных затрат времени, что снижает производительность изготавливаемых оболочек и повышает их себестоимость.
Задачей технического решения, принятого за прототип являлось разработка способа и устройства для изготовления осесимметричных тонкостенных оболочек с необходимой точностью и качеством обработанной поверхности.
Общими признаками с предлагаемыми заявителями способом и устройством являются: в способе - механическая, прессовая и давильная обработка с использованием смазки и смазочно-охлаждающей жидкости, в устройстве - трехроликовый суппорт с деформирующими роликами и подшипниковыми узлами, деформирующая оправка, прижим и крепежные элементы.
В отличие от прототипа - в предлагаемом способе изготовления осесимметричных тонкостенных оболочек вначале получают трубную заготовку резкой труб, затем заготовку калибруют, термически обрабатывают, выполняют предварительную механическую обработку с образованием торцевого упора и давильную обработку за один или несколько переходов с промежуточным отжигом с использованием деформирующих роликов с различным профилем рабочей поверхности, при этом на рабочие поверхности оправки и роликов перед давильной обработкой наносят износостойкое фторсодержащее покрытие, а в процессе давильной обработки на рабочие поверхности оправки и роликов и наружную поверхность заготовок наносят фторсодержащую смазку и используют смазочно-охлаждающую жидкость в виде индустриального масла;
- в предлагаемом устройстве для изготовления осесимметричных тонкостенных оболочек ролики и оправка выполнены из легированных сталей Х12МФ и, или 9ХС с твердостью рабочих поверхностей HRC 58÷64, ролики выполнены с треугольным или трапецеидальным профилем рабочих поверхностей и установлены с различными зазорами с оправкой и со смещением между собой в осевом направлении, при этом на рабочие поверхности роликов, оправки и подшипников нанесено износостойкое фторсодержащее покрытие, а подшипники заполнены фторсодержащей смазкой.
В частных случаях, то есть в конкретных формах выполнения изобретение характеризуется следующими признаками:
- способ по п. 1, отличающийся тем, что в качестве износостойкого фторсодержащего покрытия используют раствор фторсодержащих веществ на основе перфторполиэфиркислоты в смеси хладона и изопропилового спирта «Эфрен-К»;
- способ по п. 1, отличающийся тем, что в качестве фторсодержащей смазки используют эмульсию перфторполиэфиркислоты 6МФК-180 в индустриальном масле при соотношении компонентов масс % (0,5÷5) и (99,5÷95), соответственно;
- устройство по п. 1, отличающееся тем, что оправка одним концом соединена со шпинделем станка переходником, имеющим цилиндрическое и коническое посадочные отверстия, другим концом соединена с прижимом;
- устройство по п. 1, отличающееся тем, что ролики треугольного профиля выполнены с передним углом (15÷30)°, задним углом (10÷20)° и радиусом при вершине, равным 4÷8 мм;
- устройство по п. 1, отличающееся тем, что ролики трапецеидального профиля выполнены с плоской вершиной, наклоненной к оси оправки под углом (1÷5)°, длиной 3÷8 мм и радиусом при вершинах, равным 4÷8 мм;
- устройство по п. 1 отличающееся тем, что подшипники в подшипниковых узлах установлены в направлении от деформирующего ролика в следующей последовательности: сферический двухрядный роликовый, затем шариковый упорный и роликовый конический;
- устройство по п. 1 отличающееся тем, что ролики установлены с зазорами с оправкой уменьшающими в направлении от первого к последующим в 1,2÷1,5 раза и со смещением в осевом направлении в пределах 1÷3 мм первого ролика относительно последующих, расположенных в одной плоскости поперечного сечения;
- устройство по п. 1 отличающееся тем, что в качестве износостойкого фторсодержащего покрытия оправок, роликов и подшипников используют раствор фторсодержащих веществ на основе перфторполиэфиркислоты в смеси хладона и изопропилового спирта «Эфрен-К»;
- устройство по п. 1, отличающееся тем, что фторсодержащая смазка в подшипниках представляет собой композицию Универсального модификатора УМ и консистентной смазки при следующем соотношении компонентов, масс: (5÷15)% и (95÷85)%, соответственно.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объект правовой охраны, во всех случаях достаточны.
Задачей предполагаемого изобретения является разработка способа и устройства для изготовления осесимметричных тонкостенных оболочек с высокой размерной точностью и качеством обрабатываемой поверхности, высокой механической прочностью, высоким коэффициентом использования металла, высокой износостойкостью рабочих поверхностей деформирующих роликов, оправки и подшипников.
Указанный технический результат при осуществлении изобретения достигается тем, что:
- в известном способе, включающем механическую, прессовую и давильную обработку с использованием смазки и смазочно-охлаждающей жидкости особенность заключается в том, что вначале получают трубную заготовку резкой труб, затем заготовку калибруют, термически обрабатывают, выполняют предварительную механическую обработку с образованием торцевого упора и давильную обработку за один или несколько переходов с промежуточным отжигом с использованием деформирующих роликов с различным профилем рабочей поверхности, при этом на рабочие поверхности оправки и роликов перед давильной обработкой наносят износостойкое фторсодержащее покрытие, а в процессе давильной обработки на рабочие поверхности оправки и роликов и наружную поверхность заготовок наносят фторсодержащую смазку и используют смазочно-охлаждающую жидкость в виде индустриального масла;
- в известном устройстве, включающем трехроликовый суппорт с деформирующими роликами и подшипниковыми узлами, деформирующую оправку, прижим и крепежные элементы, особенность заключается в том, что ролики и оправка выполнены из легированных сталей Х12МФ и, или 9ХС, с твердостью рабочих поверхностей HRC 58÷64, ролики выполнены с треугольным или трапецеидальным профилем рабочих поверхностей, и установлены с различными зазорами с оправкой и со смещением между собой в осевом направлении, при этом на рабочие поверхности роликов, оправки и подшипников нанесено износостойкое фторсодержащее покрытие, а подшипники заполнены фторсодержащей смазкой.
Новая совокупность операций, а также наличие связей между ними позволяют, в частности, в способе за счет:
- получения трубной заготовки резкой труб повысить коэффициент использования металла;
- калибровки заготовки получить необходимые диаметральные размеры под дальнейшую обработку;
- термической обработки подготовить структуру металла заготовок под ротационную вытяжку;
- предварительной механической обработки получить необходимые размеры и торцевой упор для фиксации заготовки на оправке;
- давильной обработки за один или несколько переходов с промежуточными отжигами получить необходимые размеры по толщине стенки и наружному диаметру, при этом использование промежуточных отжигов позволяет разделить деформацию по переходам путем возвращения структуры металла в исходное состояние;
- использования деформирующих роликов с различным профилем рабочей поверхности разделить деформацию между роликами на каждом переходе;
- нанесения перед давильной обработкой на рабочие поверхности оправки и роликов износостойкого фторсодержащего покрытия повысить срок службы оправки и роликов;
- нанесения в процессе давильной обработки на рабочие поверхности оправки и роликов и наружную поверхность заготовок фторсодержащей смазки снизить трение в очагах деформации и, в результате, повысить срок службы оправки и роликов;
- использования смазочно-охлаждающей жидкости в виде индустриального масла снизить температуру металла заготовки, роликов и оправки и силу трения в очагах деформации и этим повысить срок службы оправки и роликов.
Новая совокупность операций, а также наличие связей между ними, позволяет, в частности, в устройстве за счет:
- выполнения роликов и оправки из легированных сталей Х12МФ и, или 9ХС с твердостью рабочих поверхностей HRC 58÷64 повысить срок службы деформирующего инструмента, так как высокохромистые стали обладают повышенной износостойкостью при данных оптимальных значениях твердости, при значении твердости менее HRC 58 происходит смятие вершин профиля рабочей поверхности роликов и оправки, при твердости более HRC 64 происходит выкрашивание рабочей поверхности;
- выполнения роликов с треугольным или трапецеидальным профилем рабочих поверхностей обеспечить высокую размерную точность и качество обработанной поверхности так как, по результатам опытных работ, такой профиль позволяет обеспечить высокую устойчивость процесса формоизменения;
- установки роликов с различными зазорами с оправкой повысить устойчивость процесса формоизменения в результате плавного нарастания деформации от одного ролика к другим;
- установки роликов со смещением между собой в осевом направлении обеспечить высокую устойчивость процесса формоизменения в результате плавного течения металла вдоль поверхности оправки без образования гофр и утонений;
- нанесения на рабочие поверхности роликов, оправки и подшипников износостойкого фторсодержащего покрытия снизить силу трения в очагах пластической и упругой деформации и, в результате, повысить срок службы роликов, оправки и подшипников;
- заполнения подшипников фторсодержащей смазкой повысить их срок службы.
Признаки, характеризующие изобретение в конкретных формах выполнения, позволяют в частности, в способе за счет:
- использования в качестве износостойкого фторсодержащего покрытия раствора фторсодержащих веществ на основе перфторполиэфиркислоты в смеси хладона и изопропилового спирта «Эфрен-К» снизить силу трения, повысить износостойкость и антикоррозийные свойства покрытия, повысить срок службы роликов и оправки;
- использования в качестве фторсодержащей смазки эмульсии перфторполиэфиркислоты 6МФК-180 в индустриальном масле при соотношении компонентов, масс %(0,5÷5) и (99,5÷95), соответственно, снизить силу трения и повысить срок службы роликов и оправки, так как данные соотношения оптимальны и определены экспериментально, при соотношении масс менее 0,5% снижается эффективность смазки, при более 0,5% увеличивается расход перфторполиэфиркислоты и стоимость смазки.
Признаки, характеризующие изобретение в конкретных формах выполнения, позволяют в частности, в устройстве за счет:
- соединения оправки одним концом со шпинделем станка переходником, имеющим цилиндрическое и коническое посадочные отверстия, другим концом с прижимом обеспечить возможность быстрой замены оправки и этим повысить производительность процесса ротационной вытяжки;
- выполнения роликов треугольного профиля с передним углом (15÷30)°, задним углом (10÷20)° и радиусом при вершине 4÷8 мм обеспечить высокую устойчивость процесса формоизменения, размерную точность и качество обработанной поверхности, при значениях параметров профиля, выходящих за данные пределы, возникают дефекты в виде гофр и утяжек;
- выполнения роликов трапецеидального профиля с плоской вершиной, наклоненной к оси оправки под углом (1÷5)°, длиной 3÷8 мм обеспечить высокую размерную точность и качество обработанной поверхности оболочек;
- установки подшипников в подшипниковых узлах в направлении от деформирующего ролика в последовательности: сферический двухрядный роликовый, затем шариковый упорный и роликовый конический обеспечить высокую стойкость подшипникового узла при воздействии осевых и радиальных нагрузок;
- установки роликов с зазорами с оправкой, уменьшающими в направлении от первого к последующим в 1,2÷1,5 раза и со смещением в осевом направлении в пределах 1÷3 мм первого ролика относительно последующих, расположенных в одной плоскости поперечного сечения обеспечить плавность нарастания деформаций вдоль течения металла по наружной поверхности оправки от первого ролика к последующим, и, в результате обеспечить высокую размерную точность и качество обработанной поверхности без образования гофр и утяжек;
- использования в качестве износостойкого фторсодержащего покрытия раствора фторсодержащих веществ на основе перфторполиэфиркислоты в смеси хладона и изопропилового спирта «Эфрен-К» снизить силу трения, повысить износостойкость и антикоррозионные свойства покрытия, повысить срок службы роликов, оправки и подшипников, повысить производительность и снизить себестоимость изготовления оболочек;
- применения фторсодержащей смазки - композиции Универсального модификатора УМ и консистентной смазки при следующем соотношении компонентов, масс: (5÷15)% и (95÷85)%, соответственно, повысить срок службы подшипников.
Признаки, отличающие предлагаемое техническое решение от прототипа, не выявлены в других технических решениях и не известны из уровня техники в процессе проведения патентных исследований, что позволяет сделать вывод о соответствии изобретения критерию «новизны».
Исследуя уровень техники в ходе проведения патентного поиска по всем видам сведений, доступных в странах бывшего СССР и зарубежных странах, обнаружено, что предлагаемое техническое решение явным образом не следует из известного на сегодня уровня техники, следовательно, можно сделать вывод о соответствии критерию «изобретательский уровень».
Сущность изобретения заключается в том, что - в способе изготовления осесимметричных тонкостенных оболочек, включающем механическую, прессовую и давильную обработку с использованием смазки и смазочно-охлаждающей жидкости, в отличие от прототипа, согласно изобретению, вначале получают трубную заготовку резкой труб, затем заготовку калибруют, термически обрабатывают, выполняют предварительную механическую обработку с образованием торцевого упора и давильную обработку за один или несколько переходов с промежуточным отжигом с использованием деформирующих роликов с различным профилем рабочей поверхности, при этом на рабочие поверхности оправки и роликов перед давильной обработкой наносят износостойкое фторсодержащее покрытие, а в процессе давильной обработки на рабочие поверхности оправки и роликов и наружную поверхность заготовок наносят фторсодержащую смазку и используют смазочно-охлаждающую жидкость в виде индустриального масла;
- в устройстве для изготовления осесимметричных тонкостенных оболочек, включающем трехроликовый суппорт с деформирующими роликами и подшипниковыми узлами, деформирующую оправку, прижим и крепежные элементы, в отличие от прототипа, согласно изобретению ролики и оправка выполнены из легированных сталей Х12МФ и, или 9ХС с твердостью рабочих поверхностей HRC 58÷64, ролики выполнены с треугольным или трапецеидальным профилем рабочих поверхностей и установлены с различными зазорами с оправкой и со смещением между собой в осевом направлении, при этом на рабочие поверхности роликов, оправки и подшипников нанесено износостойкое фторсодержащее покрытие, а подшипники заполнены фторсодержащей смазкой.
Сущность изобретения поясняется чертежами, где изображено:
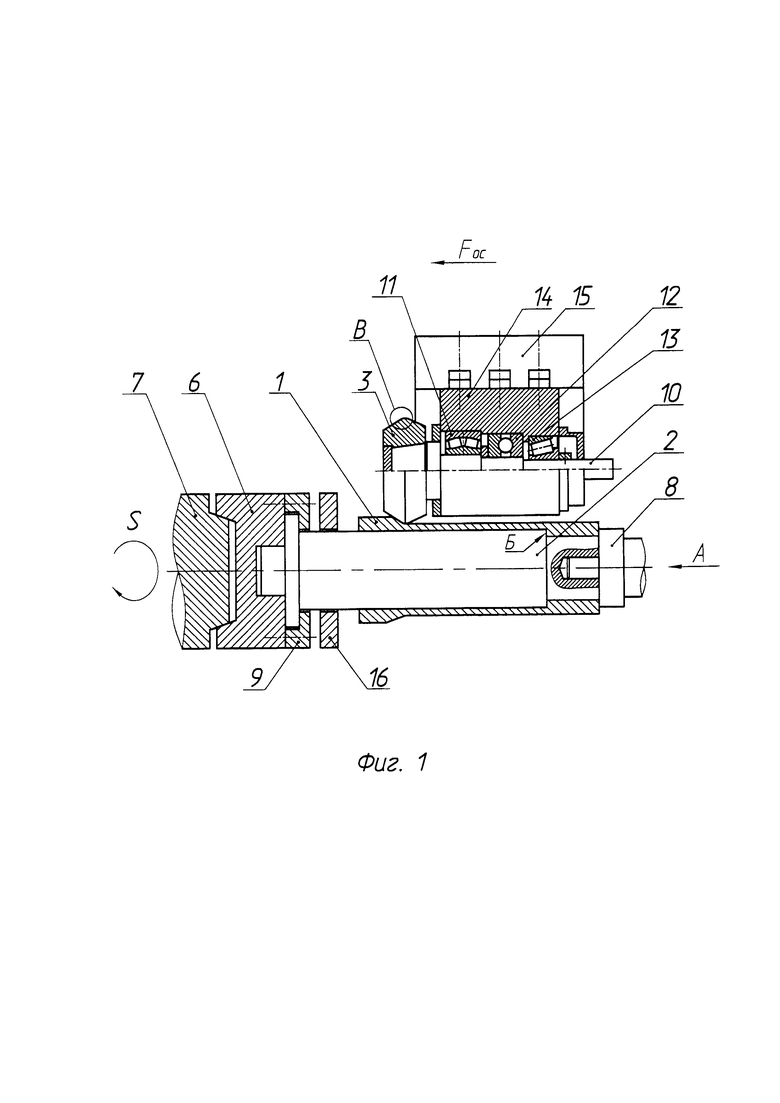
на фиг. 1 - способ и устройство в процессе изготовления осесимметричной оболочки в осевом сечении, на фиг. 2, (вид А с фиг. 1) - в поперечном сечении, на фиг. 3 - способ изготовления и устройство в процессе давильной обработки оболочки со смещением роликов между собой и установленных с различными зазорами с оправкой, на фиг. 4, (вид В с фиг. 1) - различные профили деформирующих роликов.
На фиг. 1 заготовку 1, установленную на оправке 2 фиксируют прижимом 8 на оправке 2 с упором в торец Б и деформируют роликами 3, 4 и 5. Ролики 4 и 5 на фиг. 1 условно не показаны.
Оправка 2 одним концом закреплена в цилиндрическом отверстии переходника 6 прижимным кольцом 9 с упором во фланец оправки. Переходник 6 соединен по коническому отверстию со шпинделем 7 давильно-раскатного станка.
Ролик 3 установлен на валу 10, на котором также установлены в направлении от ролика подшипники: 11 - двухрядный сферический роликовый, 12 - упорный шариковый, 13 - конический роликовый. Подшипники закреплены в корпусе 14, который соединен с узлом радиального перемещения и с суппортом 15 крепежными элементами.
Узел радиального перемещения на фиг. 1 условно не показан.
На фиг. 2 заготовку 1, установленную на оправке 2, деформируют роликами 3, 4 и 5, закрепленными на валу 10 и установленными в корпусах 14, которые соединены с узлом радиального перемещения и с суппортом 15.
Узел радиального перемещения на фиг. 2 условно не показан.
S мин-1 - скорость вращения.
Fp т/с - радиальные усилия.
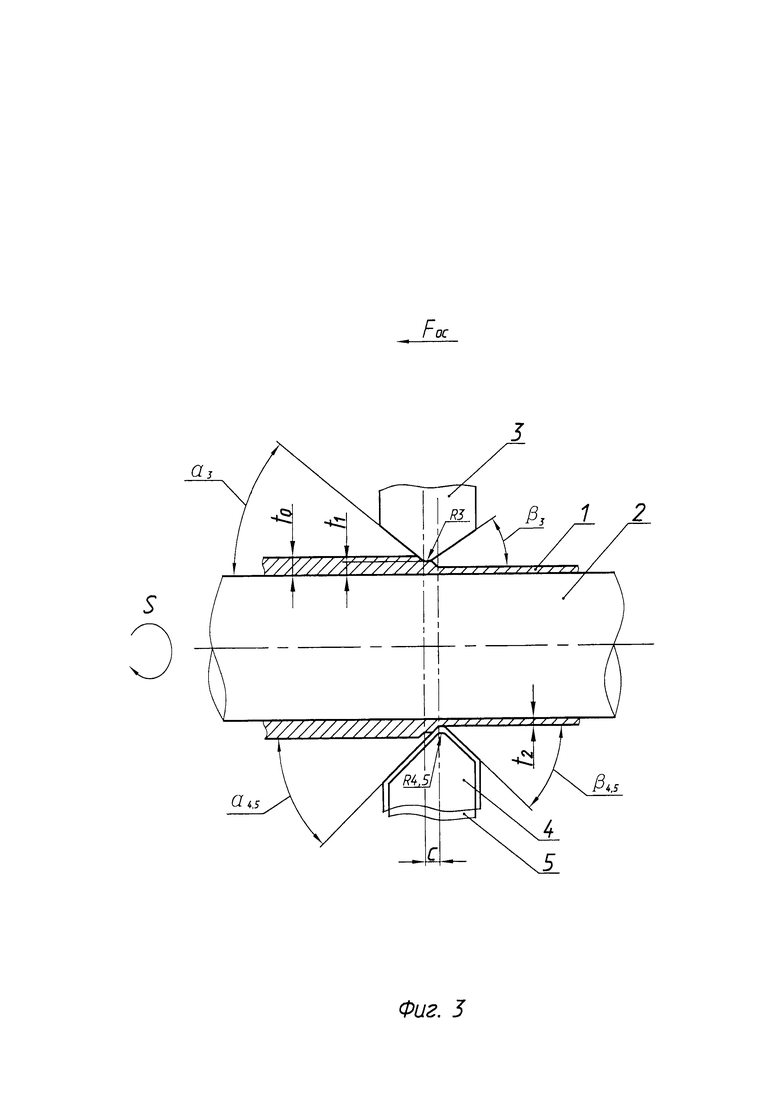
На фиг. 3 заготовку 1 на оправке 2 деформируют роликами 3, 4 и 5, ролик 3 установлен с зазором t1 (мм), ролики 4 и 5 с зазорами t2 (мм). Ролик 3 смещен в осевом направлении подачи Foc относительно роликов 4 и 5 на величину с мм.
Ролики 4 и 5 установлены в одной плоскости поперечного сечения, и на фиг. 3 условно совмещены.
α3 - передний угол ролика 3, β3 - задний угол ролика 3.
α4=α5 - передние углы роликов 4 и 5.
β4=β5 - задние углы роликов 4 и 5.
t0 (мм) - толщина заготовки.
S мин-1 - скорость вращения.
Foc - мм/мин - осевая подача.
На фиг. 4 «а» треугольный профиль выполнен с передним углом α, задним углом β и радиусом при вершине R (мм), на фиг. 4 «б» трапецеидальный профиль выполнен с плоской вершиной длиной 1 мм, с углом наклона γ в направлении, противоположном осевой подачи Foc, α - передний угол, β - задний угол, Foc мм/мин - осевая подача.
Вышеописанный способ и устройство осуществляются следующим образом.
В способе изготовления осесимметричных тонкостенных оболочек: вначале получают трубную заготовку резкой труб на трубоотрезном станке.
Затем заготовку калибруют на гидравлическом прессе с получением диаметральных размеров под дальнейшую обработку.
Выполняют термическую обработку в шахтных или камерных электропечах: отжиг рекристаллизационный, низкотемпературный или закалку и отпуск в зависимости от требуемых механических свойств заготовки.
Выполняют предварительную механическую обработку на токарном станке с получением торцевого упора Б (фиг. 1) для крепления заготовки 1 на оправке 2.
Заготовку 1 устанавливают на оправку 2, соединенную с переходником 6 со шпинделем давильно-раскатного станка 7 и фиксируют на оправке 2 по торцевому упору Б прижимом 8 (фиг. 1) и выполняют давильную обработку за несколько переходов с промежуточным отжигом деформирующими роликами 3, 4 и 5 с различным профилем рабочей поверхности (фиг. 1, фиг. 2, фиг. 3, фиг. 4).
На рабочие поверхности оправки 2 и роликов 3, 4 и 5 перед давильной обработкой наносят износостойкое фторсодержащее покрытие, а в процессе давильной обработки на рабочие поверхности оправки 2, роликов 3, 4, 5 и наружную поверхность заготовки 1 наносят фторсодержащую смазку и используют смазочно-охлаждающую жидкость в виде индустриального масла.
После окончания процесса давильной обработки заготовку удаляют с оправки 2 съемником 16.
В устройстве для изготовления осесимметричных тонкостенных оболочек: суппорт 15 содержит деформирующие ролики 3, 4, 5 с подшипниковыми узлами, включающими вал 10, подшипники 11, 12, 13 корпус 14 и крепежные элементы (фиг. 1, фиг. 2). Ролики 3, 4, 5 и оправка 2 выполнены из легированных сталей Х12МФ и, или 9ХС с твердостью рабочих поверхностей HRC 58-64, при этом ролики выполнены с треугольным (фиг. 4 «а») или трапецеидальным (фиг. 4 «б») профилем рабочей поверхности и установлены с различными зазорами с оправкой t1 (мм) и t2 (мм) и со смещением между собой в осевом направлении с (мм) (фиг. 3).
На рабочие поверхности роликов 4, 5 и 6, оправки 2 и подшипников 11, 12, 13 (фиг. 1) нанесено износостойкое фторсодержащее покрытие, подшипники 11, 12, 13 (фиг. 1) заполнены фторсодержащей смазкой.
Оправка 2 соединена одним концом со шпинделем 7 давильно-раскатного станка переходником 6, другим концом с прижимом 8.
Ролики треугольного профиля (фиг. 4 «а») выполнены с передним углом α, задним углом β и радиусом при вершине профиля R (мм).
Ролики трапецеидального профиля (фиг. 4 «б») выполнены с плоской вершиной длиной l (мм), расположенной под углом γ к оси и наклоненной в направлении противоположном осевой подаче Foc, α - передний угол, β - задний угол, R (мм) - радиусы при вершинах профиля.
Профиль ролика 3 выполнен с передним углом α3, задним углом β3 и радиусом при вершине R3 (мм) (фиг. 3).
Профили роликов 4 и 5 выполнены с передними углами α4=α5, задними углами β4=β5, и радиусами при вершине R4=R5 (фиг. 3).
Подшипники 11, 12 и 13 установлены на валу 10 в направлении от деформирующего ролика в следующей последовательности: сферический двухрядный роликовый 11, затем шариковый упорный 12 и роликовый конический 13.
Ролики 4 и 5 установлены в одной плоскости поперечного сечения, и смещены относительно ролика 3 на величину с (мм) в направлении противоположном осевой подачи Foc (фиг. 3).
На оправке 2 установлен съемник 16, которым после окончания процесса давильной обработки обработанную заготовку удаляют с оправки.
Пример.
Трубы ∅420×16 из легированной стали СП28 режут на заготовки длиной 310 мм на трубоотрезном станке.
Заготовки калибруют на гидравлическом прессе по наружному диаметру в размер ∅426 мм.
Выполняют рекристаллизационный смягчающий отжиг в шахтной или камерной электропечи.
Затем выполняют предварительную механическую обработку под ротационную обработку.
Получают заготовку ∅416×12,5 мм и длиной 305 мм с торцевым упором Б (фг. 1).
Заготовку 1 устанавливают на оправку 2 и фиксируют ее по торцевому упору Б прижимом 8 (фиг. 1).
На устройстве, установленном на давильно-раскатном станке, выполняют давильную обработку заготовки 1 за три перехода с промежуточным отжигом с получением толщины стенки: t2=8 мм - на первом переходе, t2=5 мм - на втором и t2=2,5 мм на третьем переходе (фиг. 3).
Перед давильной обработкой на рабочие поверхности оправки 2, роликов 3, 4, 5 и подшипников 11, 12, 13 (фиг. 1. фиг. 2) наносят износостойкое фторсодержащее покрытие в виде раствора фторсодержащих веществ на основе перфторполиэфиркислоты в смеси хладона и изопропилового спирта «Эфрен-К». Подшипники заполняют фторсодержащей смазкой в виде композиции Универсального модификатора УМ и консистентной смазки при следующем соотношении компонентов, масс: (5÷15)% и (95÷85)%, соответственно.
В процессе давильной обработки на рабочие поверхности оправки и роликов и наружную поверхность заготовок наносят фторсодержащую смазку в виде эмульсии перфторполиэфиркислоты 6МФК-180 в индустриальном масле при соотношении компонентов, масс %(0,5÷5) и (95,5÷95), соответственно, и используют смазочно-охлаждающую жидкость - индустриальное масло.
В устройстве для изготовления осесимметричных тонкостенных оболочек (фиг. 1, фиг. 2) ролики и оправка выполнены из сталей Х12МФ и, или 9ХС с твердостью HRC 58÷64.
Ролики 3, 4, 5 (фиг. 1, фиг. 2, фиг. 3, фиг. 4) выполнены с треугольным (фиг. 4 «а») или трапецеидальным профилем (фиг. 4 «б») и установлены с различными зазорами фиг. 3 с оправкой 2 по переходам:
- на первом переходе t0=12,5 мм, t1=10 мм, t2=8 мм;
- на втором переходе t0=8 мм, t1=6 мм, t2=5 мм;
- на третьем переходе t0=5 мм, t1=3,7 мм, t2=2,5 мм.
Ролики смещены между собой в осевом направлении (фиг. 3. Ролик 3 смещен в направлении осевой подачи Foc на величину с=2 мм относительно роликов 4 и 5, расположенных в одной плоскости поперечного сечения.
Ролики 3, 4 и 5 установлены с зазорами, с оправкой 2 (фиг. 3), уменьшающими в направлении от первого ролика 3 к последующим роликам 4 и 5 в 1,2÷1,5 раза.
Первый переход: t0=12,5 мм, t1=10 мм, t2=8 мм,
t0/t1=12,5/10=1,25; t1/t2=10/8=1,25;
Второй переход: t0=8 мм, t1=6,5 мм, t2=5 мм,
t0/t1=8/6,5=1,23; t1/t2=6,5/5=1,3;
Третий переход: t0=5 мм, t1=3,7 мм, t2=2,5 мм,
t0/t1=5/3,7=1,35; t1/t2=3,7/2,5=1,48,
Ролики 3 треугольного профиля (фиг. 3, фиг. 4 «а») выполнены с передним углом α=15°, задним углом β=15° и радиусом при вершине R=5 мм.
Ролики 4 и 5 треугольного профиля (фиг. 3, фиг. 4 «а») выполнены с передним углом α=30°, задним углом β=15° и радиусом при вершине R=5 мм.
Ролики 3 трапецеидального профиля (фиг. 3, фиг. 4 «б») выполнены с передним углом α=15°, задним углом β=15° и радиусами при вершинах R=5 мм, с плоской вершиной длиной l=5 мм, наклоненной под углом γ=3° к оси оправки в направлении противоположном осевой подаче Foc.
Ролики 4 и 5 трапецеидального профиля (фиг. 3, фиг. 4 «б») выполнены с передними углами α=30°, задними углами β=15°, радиусами при вершинах R=5 мм, с плоской вершиной длиной l=5 мм и углом наклона γ=3°.
Подшипники 11, 12 и 13 в подшипниковых узлах установлены в направлении от деформирующего ролика в следующей последовательности: сферический двухрядный роликовый, шариковый упорный и роликовый конический.
На оправке 2 установлен съемник 16, которым оболочку 1 после давильной обработки удаляют с оправки.
Способ изготовления осесимметричных тонкостенных оболочек и устройство для изготовления осесимметричных тонкостенных оболочек в соответствии с изобретением обеспечивают возможность изготовления оболочек с высокой размерной точностью и качеством обработанной поверхности, высокой механической прочностью, высоким коэффициентом использования металла, высокой износостойкостью деформирующих роликов, оправки и подшипников, высокой производительностью и низкой себестоимостью.
Указанный положительный эффект подтвержден испытаниями опытных партий оболочек, изготовленных по предлагаемым способу и устройству.
В настоящее время разработана техническая документация и намечено серийное производство по предлагаемым способу и устройству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тонкостенных оболочек из легированных сталей | 2019 |
|
RU2710311C1 |
| Способ изготовления осесимметричных тонкостенных оболочек | 2021 |
|
RU2773976C1 |
| Способ изготовления тонкостенных оболочек | 2024 |
|
RU2835610C1 |
| Способ изготовления тонкостенных осесимметричных стальных оболочек | 2015 |
|
RU2615959C1 |
| Деформирующий инструмент ротационной вытяжки осесимметричных оболочек из высокоуглеродистых и легированных сталей | 2016 |
|
RU2629417C1 |
| Способ изготовления стальных тонкостенных оболочек сосудов высокого давления | 2019 |
|
RU2710285C1 |
| Способ изготовления осесимметричных оболочек с внутренними рифлями | 2020 |
|
RU2759144C1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| Способ изготовления осесимметричных деталей сложного профиля | 2019 |
|
RU2722939C1 |
| Способ изготовления осесимметричных оболочек | 2022 |
|
RU2780417C1 |


Изобретение относится к области обработки металлов давлением, а именно к изготовлению осесимметричных тонкостенных оболочек механической, прессовой, давильной обработкой в устройстве. Вначале режут трубы на заготовки, выполняют калибровку, термическую, механическую обработку и давильную обработку за один или несколько переходов с промежуточным отжигом деформирующим инструментом в виде роликов и оправки из сталей Х12МФ и/или 9ХС с твердостью рабочих поверхностей HRC 58÷64. Давильную обработку выполняют в устройстве, включающем трехроликовый суппорт с деформирующими роликами и подшипниковыми узлами, деформирующую оправку. Ролики выполнены с треугольным или трапецеидальным профилем рабочих поверхностей. На рабочие поверхности роликов, оправки и подшипников нанесено износостойкое фторсодержащее покрытие. Подшипники заполнены фторсодержащей смазкой. В качестве смазочной композиции используют эмульсию перфторполиэфиркислоты в индустриальном масле, а также используют смазочно-охлаждающую жидкость в виде индустриального масла. В результате обеспечивается повышение конструктивной прочности, размерной точности и качества обрабатываемой поверхности оболочек. 2 н. и 9 з.п. ф-лы, 4 ил.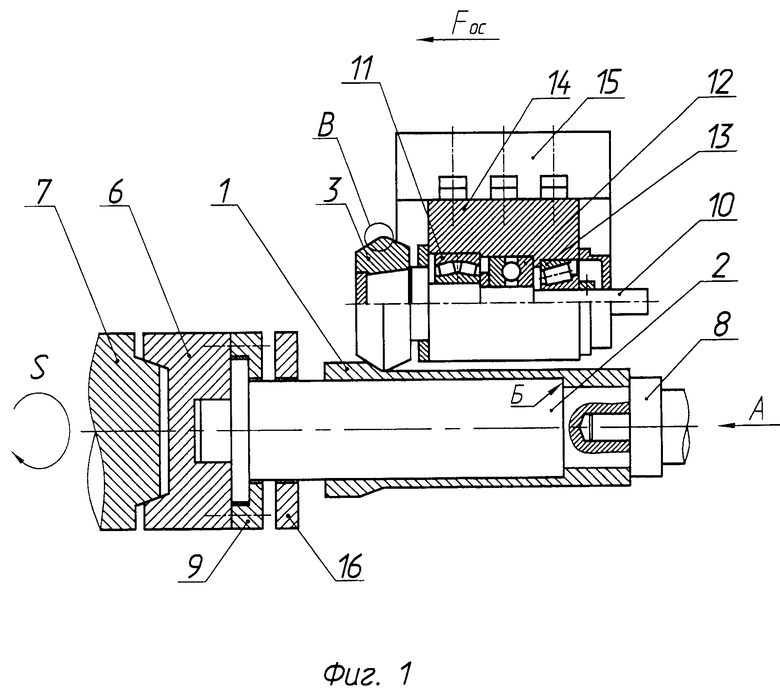
1. Способ изготовления осесимметричных тонкостенных оболочек, включающий механическую, прессовую и давильную обработку с использованием смазки и смазочно-охлаждающей жидкости, отличающийся тем, что вначале получают трубную заготовку резкой труб, затем заготовку калибруют, термически обрабатывают, выполняют предварительную механическую обработку с образованием торцевого упора и давильную обработку за один или несколько переходов с промежуточным отжигом с использованием деформирующих роликов с различным профилем рабочей поверхности, при этом на рабочие поверхности оправки и роликов перед давильной обработкой наносят износостойкое фторсодержащее покрытие, а в процессе давильной обработки на рабочие поверхности оправки и роликов и наружную поверхность заготовок наносят фторсодержащую смазку и используют смазочно-охлаждающую жидкость в виде индустриального масла.
2. Способ по п. 1, отличающийся тем, что в качестве износостойкого фторсодержащего покрытия используют раствор фторсодержащих веществ на основе перфторполиэфиркислоты в смеси хладона и изопропилового спирта «Эфрен-К».
3. Способ по п. 1, отличающийся тем, что в качестве фторсодержащей смазки используют эмульсию перфторполиэфиркислоты 6МФК-180 в индустриальном масле при соотношении компонентов, масс. % (0,5÷5) и (99,5÷95), соответственно.
4. Устройство для изготовления осесимметричных тонкостенных оболочек, включающее трехроликовый суппорт с деформирующими роликами и подшипниковыми узлами, деформирующую оправку, прижим и крепежные элементы, отличающееся тем, что ролики и оправка выполнены из легированных сталей Х12МФ и/или 9ХС с твердостью рабочих поверхностей HRC 58÷64, ролики выполнены с треугольным или трапецеидальным профилем рабочих поверхностей и установлены с различными зазорами с оправкой и со смещением между собой в осевом направлении, при этом на рабочие поверхности роликов, оправки и подшипников нанесено износостойкое фторсодержащее покрытие, а подшипники заполнены фторсодержащей смазкой.
5. Устройство по п. 4, отличающееся тем, что оправка одним концом соединена со шпинделем станка переходником, имеющим цилиндрическое и коническое посадочные отверстия, другим концом соединена с прижимом.
6. Устройство по п. 4, отличающееся тем, что ролики треугольного профиля выполнены с передним углом (15÷30)°, задним углом (10÷20)° и радиусом при вершине, равной 4÷8 мм.
7. Устройство по п. 4, отличающееся тем, что ролики трапецеидального профиля выполнены с плоской вершиной, наклоненной к оси оправки под углом (1÷5)°, длиной 3÷8 мм и радиусом при вершинах, равным 4÷8 мм.
8. Устройство по п. 4, отличающееся тем, что подшипники в подшипниковых узлах установлены в направлении от деформирующего ролика в следующей последовательности: сферический двухрядный роликовый, затем шариковый упорный и роликовый конический.
9. Устройство по п. 4, отличающееся тем, что ролики установлены с зазорами с оправкой уменьшающими в направлении от первого к последующим в 1,2÷1,5 раза и со смещением в осевом направлении в пределах 1÷3 мм первого ролика относительно последующих, расположенных в одной плоскости поперечного сечения.
10. Устройство по п. 4, отличающееся тем, что в качестве износостойкого фторсодержащего покрытия оправок, роликов и подшипников используют раствор фторсодержащих веществ на основе перфторполиэфиркислоты в смеси хладона и изопропилового спирта «Эфрен-К».
11. Устройство по п. 4, отличающееся тем, что фторсодержащая смазка в подшипниках представляет собой композицию универсального модификатора УМ и консистентной смазки при следующем соотношении компонентов, масс: (5÷15)% и (95÷85)%, соответственно.
| Способ изготовления тонкостенных оболочек из легированных сталей | 2019 |
|
RU2710311C1 |
| Вертикальный давильный станок | 1974 |
|
SU522876A1 |
| СПОСОБ ОХВАТЫВАЮЩЕЙ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2411098C1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2010 |
|
RU2426617C1 |
| US 4055976 A1, 01.11.1977 | |||
| US 4989434 A1, 05.02.1991. | |||

