Изобретение относится к области обработки металлов давлением, а именно к способам изготовления сосудов высокого давления, и может быть использовано при изготовлении сосудов из легированных сталей, работающих под давлением, используемых в различных хозяйственных областях при изготовлении огнетушителей, кислородных и других газовых баллонов.
К сосудам предъявляются высокие требования по геометрической точности, качеству обработанной поверхности, герметичности и прочности.
Важнейшей задачей при изготовлении оболочек, являющихся основной корпусной деталью сосудов высокого давления, является обеспечение высокой точности геометрических размеров, высокого качества обработанной поверхности, зависящих от стойкости деформирующего инструмента, а также высокая конструктивная и циклическая прочность при высокой производительности и низкой себестоимости.
Известен способ изготовления осесимметричных корпусов, работающих под давлением патент РФ №2295416, кл. МПК В21Д 51/24, опубл. 20.03.2007, БИ №8.
Способ включает закалку, отпуск, холодную пластическую деформацию методом ротационной вытяжки в два прохода, низкотемпературный отжиг.
Используют легированную сталь, осуществляют закалку и отпуск, ротационную вытяжку осуществляют без промежуточного отжига.
Известен также способ изготовления баллонов из конструкционных малоуглеродистых сталей для сжиженного газа, описанный в патенте РФ №1798589, кл. МПК Р17С 1/00, опубл. 28.02.1993.
Баллон изготавливают из сваренных встык тонкостенных оболочек, получаемых ротационной вытяжкой.
Недостатками данных способов является низкое качество обработанной поверхности из-за низкой стойкости деформирующего инструмента.
Наиболее близким по технической сути и достигаемому техническому результату является способ изготовления стальных тонкостенных цилиндрических деталей методом ротационной вытяжки, описанный в книге (М.А. Гредитора «Давильные работы и ротационное выдавливание», изд. Машиностроение, г. Москва, 1971 г., стр. 111, рис. 66, 67).
На трехроликовых давильно-раскатных станках выполняют ротационную вытяжку тонкостенных цилиндрических деталей из стальных заготовок, получаемых вытяжкой из кружка на прессовом оборудовании. Заготовка устанавливается и закрепляется на оправке ((поз. 1) рис. 66). Затем давильные ролики вдавливаются в заготовку (поз. II и III), обеспечивая утонение заготовки до заданной толщины за несколько переходов с промежуточным отжигом и травлением окисной пленки.
При ротационной вытяжке заготовок из никелевых сталей используют смазочно-охлаждающую жидкость в виде одной части масла с двадцатью частями воды. Поверхность оправки и внутренняя поверхность обработанной заготовки покрывают слоем смазки на основе лития или коллоидального цинка (стр. 115).
К недостаткам данного способа относится низкая точность и качество обработанной поверхности деталей из-за низкой стойкости деформирующего инструмента - роликов и оправки, а также низкий коэффициент использования металла, обусловленный использованием кружка при изготовлении заготовки под ротационную вытяжку на прессовом оборудовании.
Кроме того, применение смазочно-охлаждающей жидкости в виде смеси масла с водой неэффективно из-за малого количества смазывающего вещества этой смеси, а смазка на основе лития или коллоидного цинка не универсальна и малоэффективна при обработке заготовок из легированных сталей с другим химическим составом.
Недостатком способа, принятого за прототип, является также нанесение смазки только на внутреннюю поверхность деталей и на наружную поверхность оправки, а наружная поверхность заготовки и деформирующих роликов оставляют без смазки.
Задачей технического решения, принятого заявителем за прототип, является получение тонкостенных цилиндрических деталей методом ротационной вытяжки на трехроликовых давильно-раскатных станках из заготовок, получаемых вытяжкой из кружка на прессовом оборудовании.
Общими признаками с предлагаемым заявителями способом является наличие заготовительной, прессовой, термической обработки и ротационной вытяжки за несколько переходов с использованием смазочно-охлаждающей жидкости и смазки.
В отличие от прототипа, предлагаемый заявителями способ изготовления тонкостенных оболочек из легированных сталей основан на том, что выполняют резку труб на мерные заготовки, калибровку, термическую, механическую обработку, ротационную вытяжку за один или несколько переходов с промежуточным отжигом, уменьшающим напряжения и, или рекристаллизационным смягчающим отжигом, при этом используют деформирующий инструмент в виде роликов и оправки из легированных сталей типа Х12МФ и 9ХС с твердостью рабочих поверхностей HRC 58÷65, на которые нанесено износостойкое фторсодержащее покрытие, кроме того в качестве смазочной композиции при обработке рабочей поверхности деформирующего инструмента и наружной поверхности заготовок используют эмульсию перфторполиэфиркислоты в индустриальном масле, затем выполняют отжиг, уменьшающий напряжения и окончательную механическую обработку.
В частных случаях, то есть в конкретных формах выполнения изобретение характеризуется следующими признаками:
- на рабочие поверхности деформирующего инструмента наносят антифрикционное фторсодержащее покрытие в виде (0,5÷5)% раствора перфторполиэфиркислоты 6МФК-180 в хладоне 113;
- на рабочие поверхности деформирующего инструмента наносят антифрикционное фторсодержащее покрытие Эфрен-К;
- в качестве смазочной композиции используют эмульсию перфторполиэфиркислоты 6МФК-180 в индустриальном масле при соотношении компонентов, масс %: (0,2÷10) и (99,8÷90), соответственно.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявленного технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объем правовой охраны, во всех случаях достаточны.
Задачей предлагаемого изобретения является обеспечение возможности изготовления тонкостенных оболочек из легированных сталей с высокой точностью геометрических размеров и качеством обработанной поверхности, конструктивной и циклической прочностью, высокой стойкостью деформирующего инструмента, высоким коэффициентом использования металла, низкой трудоемкостью и себестоимостью изготовления.
Указанный технический результат при осуществлении изобретения достигается тем, что при известном способе, включающем заготовительную, прессовую, термическую обработку и ротационную вытяжку с использованием смазочно-охлаждающей жидкости и смазки, особенность заключается в том, что выполняют резку труб на мерные заготовки, калибровку, термическую, механическую обработку, ротационную вытяжку за один или несколько переходов с промежуточным отжигом, уменьшающим напряжения и, или рекристаллизационным смягчающим отжигом, при этом используют деформирующий инструмент в виде роликов и оправки из легированных сталей типа Х12МФ и 9ХС с твердостью рабочих поверхностей HRC 58÷65, на которые нанесено износостойкое фторсодержащее покрытие, кроме того в качестве смазочной композиции при обработке рабочей поверхности деформирующего инструмента и наружной поверхности заготовок используют эмульсию перфторполиэфиркислоты в индустриальном масле, затем выполняют отжиг, уменьшающий напряжения и окончательную механическую обработку.
Новая совокупность операций, а также наличие связей между ними позволяет, в частности, за счет:
- резки труб на мерные заготовки повысить коэффициент использования металла;
- калибровки заготовок обеспечить необходимые диаметральные размеры заготовок под последующую обработку;
- термической обработки изменить механические свойства материала заготовки;
- предварительной механической обработки обеспечить необходимые размеры заготовок под ротационную вытяжку;
- ротационной вытяжки заготовок за один или несколько переходов получить тонкостенную оболочку с высокой точностью геометрических размеров и качеством обработанной поверхности;
- выполнения промежуточного отжига, уменьшающего напряжения снизить уровень внутренних остаточных напряжений без уменьшения предела прочности металла заготовки;
- выполнения рекристаллизационного промежуточного смягчающего отжига снять наклеп металла, повысить пластичность и снизить твердость металла заготовки;
- использования деформирующего инструмента в виде роликов и оправки из легированных сталей типа Х12МФ и 9ХС с твердостью рабочих поверхностей HRC 58÷65 повысить его износостойкость, так как при твердости менее 58 HRC происходит смятие профиля рабочей поверхности, а при более 65 HRC - выкрашивание;
- нанесения износостойкого фторсодержащего покрытия на рабочие поверхности деформирующего инструмента снизить силу трения в очагах деформации и повысить стойкость деформирующего инструмента к абразивному износу;
- использования в качестве смазочной композиции при обработке рабочих поверхностей деформирующего инструмента и наружной поверхности заготовок эмульсии перфторполиэфиркислоты в индустриальном масле снизить силу трения и повысить срок службы деформирующего инструмента;
- выполнения отжига, уменьшающего напряжения снизить уровень внутренних остаточных напряжений;
- выполнения окончательной механической обработки подготовить заготовки оболочек для соединения с комплектующими деталями.
Новая совокупность операций, а также наличие связей между ними позволяет, в частности, за счет:
- нанесения на рабочие поверхности деформирующего инструмента износостойкого фторсодержащего покрытия в виде (0,5÷5) % раствора перфторполиэфиркислоты 6МФК-180 в хладоне 113 обеспечить оптимальное соотношение компонентов раствора, так как при содержании менее 0,5% перфторполиэфиркислоты в растворе снижается износостойкость инструмента, а при содержании более 5% увеличивается расход перфторполиэфиркислоты и возрастает стоимость раствора;
- нанесения на рабочие поверхности деформирующего инструмента износостойкого фторсодержащего покрытия Эфрен-К повысить антикоррозионные свойства покрытия;
- использования в качестве смазочной композиции эмульсии перфторполиэфиркислоты 6МФК-180 в индустриальном масле при соотношении компонентов, масс %: (0,2÷10) и (99,8÷90), соответственно, обеспечить оптимальное соотношение компонентов, при содержании перфторполиэфиркислоты менее 0,2% возрастает сила трения, при содержании более 10% увеличивается расход перфторполиэфиркислоты и возрастает стоимость эмульсии.
Признаки, отличающие предлагаемое техническое решение, от прототипа, не выявлены в других технических решениях и не известны из уровня техники в процессе проведения патентных исследований, что позволяет сделать вывод о соответствии изобретения критерию «новизны».
Исследуя уровень техники в ходе проведения патентного поиска по всем видам сведений, доступных в странах бывшего СССР и зарубежных странах, обнаружено, что предлагаемое техническое решение явным образом не следует из известного на сегодня уровня техники, следовательно можно сделать вывод о соответствии критерию «изобретательный уровень».
Сущность изобретения заключается в том, что в способе изготовления тонкостенных оболочек из легированных сталей, выполняют резку труб на мерные заготовки, калибровку, термическую, механическую обработку, ротационную вытяжку за один или несколько переходов с промежуточным отжигом, уменьшающим напряжения и, или рекристаллизационным смягчающим отжигом, при этом используют деформирующий инструмент в виде роликов и оправки из легированных сталей типа Х12МФ и 9ХС с твердостью рабочих поверхностей HRC 58÷65, на которые нанесено износостойкое фторсодержащее покрытие, кроме того в качестве смазочной композиции при обработке рабочей поверхности деформирующего инструмента и наружной поверхности заготовок используют эмульсию перфторполиэфиркислоты в индустриальном масле, затем выполняют отжиг, уменьшающий напряжения и окончательную механическую обработку.
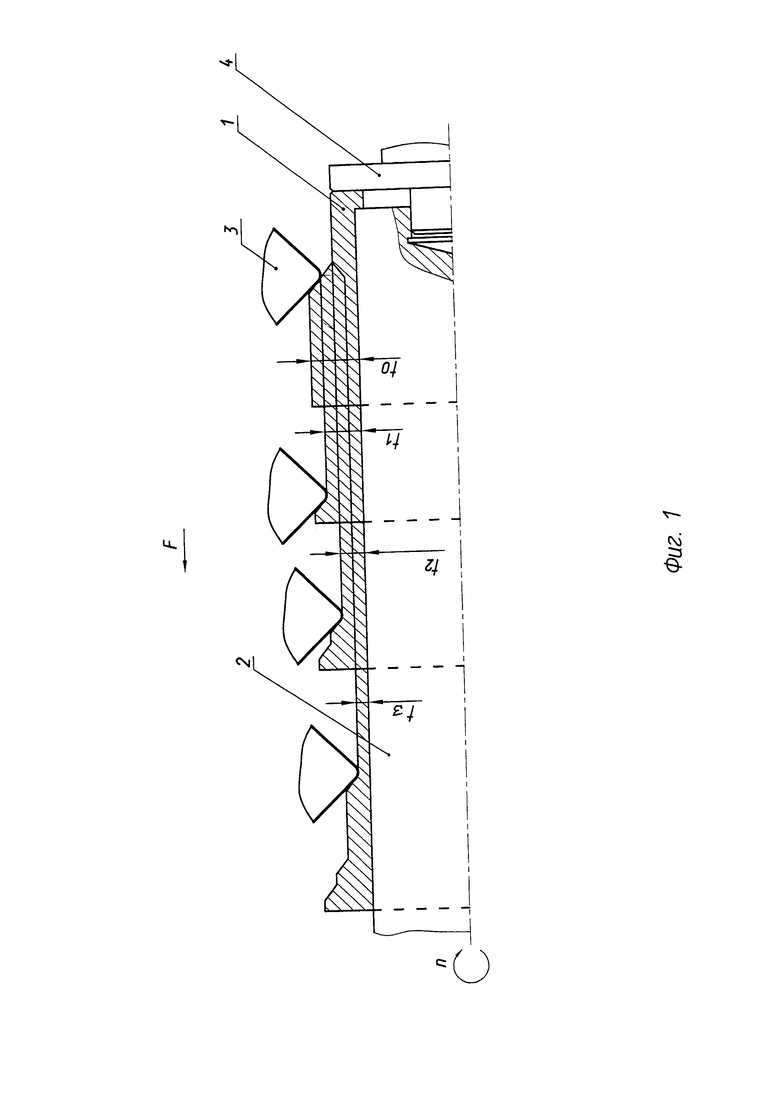
Сущность изобретения поясняется чертежами, где на фиг. 1, 2, 3 изображен процесс ротационной вытяжки тонкостенной оболочки из легированных сталей.
На фиг. 1 - процесс ротационной вытяжки заготовки 1 на оправке 2 деформирующими роликами 3 с прижимом 4 за три перехода, где:
t0 (мм) - толщина стенки исходной заготовки;
t1 (мм) - толщина стенки заготовки после первого перехода;
t2 (мм) - толщина стенки заготовки после второго перехода;
t3 (мм) - толщина стенки заготовки после третьего перехода;
F (мм/мин) - осевая подача деформирующих роликов;
n (мин-1) - скорость вращения.
На фиг. 2 - процесс ротационной вытяжки заготовки 1 на оправке 2 деформирующими роликами 3 с прижимом 4 за 2 перехода, где:
t0 (мм) - толщина стенки исходной заготовки;
t1 (мм) - толщина стенки заготовки после первого перехода;
t2 (мм) - толщина стенки заготовки после второго перехода;
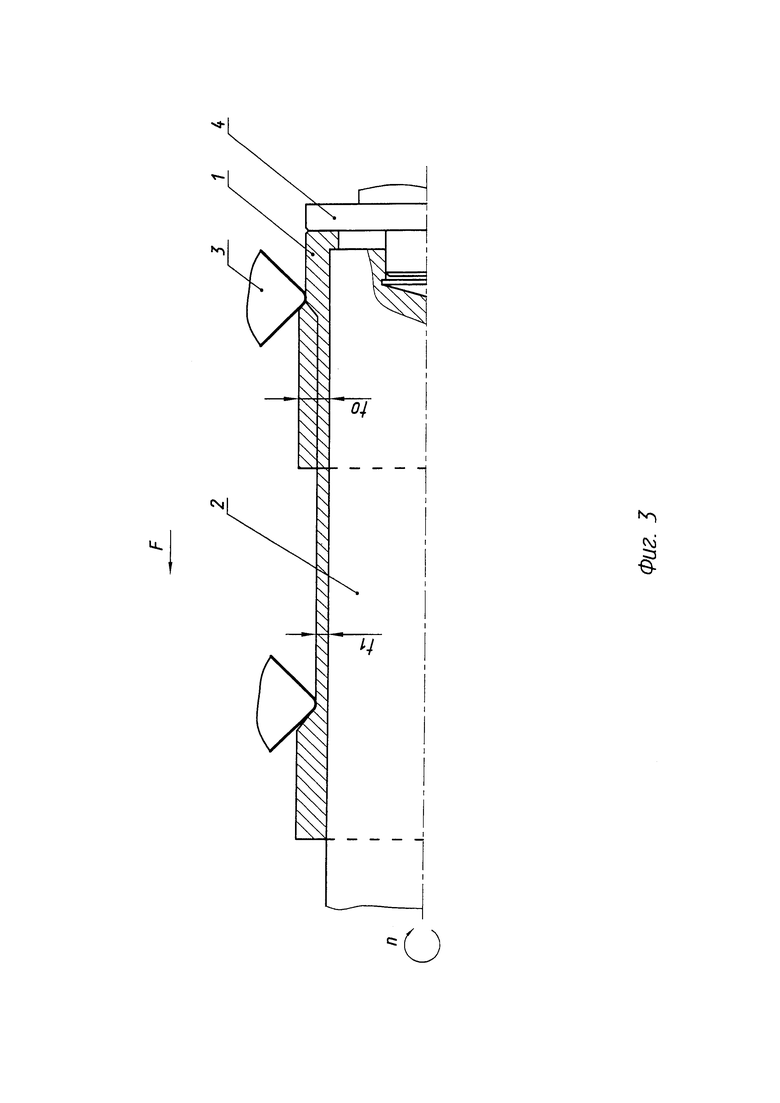
На фиг. 3 - процесс ротационной вытяжки заготовки 1 на оправке 2 деформирующими роликами 3 с прижимом 4 за 1 переход, где:
t0 (мм) - толщина стенки исходной заготовки;
t1 (мм) - толщина стенки заготовки после первого перехода;
Предлагаемый способ изготовления тонкостенных оболочек осуществляется следующим образом.
Вначале выполняют резку труб из легированных сталей на мерные заготовки на трубоотрезных станках.
Затем калибруют заготовки на гидравлических прессах. Выполняют термическую обработку в виде рекристаллизационного смягчающего отжига, или термоупрочнению закалкой и отпуском в зависимости от марки легированной стали.
После этого выполняют предварительную механическую обработку на токарных станках по наружной, внутренней и торцевым поверхностям с получением необходимых размеров для последующей ротационной вытяжки. Получают заготовку 1 (фиг. 1) под дальнейшую обработку.
Ротационную вытяжку выполняют на давильно-раскатных станках за три перехода (фиг. 1) деформирующими роликами 3 на оправке 2, с прижимом 4.
Заготовку 1 с толщиной стенки t0 (мм) устанавливают на оправку 2 и фиксируют на ней прижимом 4.
Ротационную вытяжку выполняют с отжигом, уменьшающим внутренние напряжения после первого перехода, с рекристаллизационным смягчающим отжигом после второго перехода и отжигом, уменьшающим напряжения после третьего перехода.
На первом переходе получают заготовку с толщиной t1 (мм), на втором переходе с толщиной t2 (мм), на третьем переходе с толщиной t3 (мм).
При ротационной вытяжке за два перехода (фиг. 2) между переходами выполняют отжиг, уменьшающий напряжения. После второго перехода выполняют отжиг, уменьшающий напряжения.
После первого и второго перехода получают заготовки с толщиной t1 (мм) и t2 (мм), соответственно.
При ротационной вытяжке за один переход (фиг. 3) выполняют окончательный отжиг, уменьшающий напряжения. Получают заготовку толщиной t1 (мм).
На рабочие поверхности роликов 3 и оправки 2 нанесено антифрикционное фторсодержащее покрытие.
В процессе ротационной вытяжки в качестве смазочной композиции при обработке рабочих поверхностей роликов 3 и оправки 2 и заготовок по наружной поверхности используют эмульсию перфторполиэфиркислоты в индустриальном масле.
Выполняют окончательную токарную обработку.
Пример 1.
Горячедеформированные трубы из легированной стали СП28 (28Х3СНМВФА) режут на мерные заготовки на трубоотрезных станках.
Получают трубные заготовки размером 425×20 мм и длиной 500 мм.
Затем трубные заготовки калибруют по наружному диаметру и выполняют рекристаллизационный смягчающий отжиг.
После калибровки получают заготовку оболочек размером 415×20 мм.
Затем выполняют предварительную токарную обработку на токарных станках с получением заготовки с размером 412×12 (мм) (фиг. 1).
Выполняют ротационную вытяжку заготовки (фиг. 1) за три перехода на давильно-раскатных станках.
После первого перехода получают заготовку с толщиной стенки t1=8 (мм), после второго перехода - заготовку с толщиной стенки t2=5 (мм), после третьего перехода заготовку с толщиной стенки t3=2,5 (мм).
После первого перехода выполняют отжиг, уменьшающий внутренние напряжения.
После второго перехода выполняют рекристаллизационный смягчающий отжиг.
Перед ротационной вытяжкой на рабочие поверхности деформирующего инструмента - роликов 3 и оправки 2, выполненных из стали Х12МФ, 9ХС с твердостью 58÷65 HRC рабочей поверхности, наносят износостойкое фторсодержащее покрытие в виде (0,5÷5)% раствора перфторполиэфиркислоты 6МФК-180 в хладоне 113 с длительным сроком действия, многократно повышающим срок службы роликов и оправки.
Как вариант, на рабочие поверхности роликов 3 и оправки 2 наносят износостойкое фторсодержащее покрытие Эфрен-К, с длительным сроком действия, многократно превышающее срок службы роликов и оправки и обладающее антикоррозионными свойствами.
Перед каждым переходом ротационной вытяжки на рабочие поверхности роликов 3 и оправки 2, а также на наружные поверхности заготовок наносят смазочную композицию в виде эмульсии перфторполиэфиркислоты в индустриальном масле, при соотношении компонентов, масс %: (0,2÷10) и (99,8÷90), соответственно.
В процессе ротационной вытяжки на каждом переходе на рабочие поверхности роликов, оправки и наружные поверхности заготовок подается смазочно-охлаждающая жидкость в виде индустриального масла.
Затем выполняют отжиг, уменьшающий напряжения и окончательную токарную обработку.
Пример 2.
Горячедеформированные трубы из легированной стали 12Х3ГНМФБА режут на мерные заготовки, выполняют калибровку, термическую обработку в виде закалки и отпуска, токарную обработку с получением заготовки 1 (фиг. 2) с размером 412×8 мм.
Выполняют ротационную вытяжку заготовки 1 (фиг. 2) за два перехода на давильно-раскатных станках.
После первого перехода получают заготовку с толщиной t1=4 мм и выполняют отжиг, уменьшающий напряжения.
После второго перехода получают заготовку с толщиной t2=2,5 мм.
Перед ротационной вытяжкой на рабочие поверхности роликов 3 и оправки 2, выполненных из стали Х12МФ, 9ХС с твердостью 58÷65 HRC рабочей поверхности, наносят износостойкое фторсодержащее покрытие (см. пример 1) и, как вариант, наносят износостойкое фторсодержащее покрытие Эфрен-К (см. пример 1).
Перед каждым переходом ротационной вытяжки на рабочие поверхности роликов 3 и оправки 2, а также на наружные поверхности заготовок наносят смазочную композицию (см. пример 1).
В процессе ротационной вытяжки на рабочие поверхности роликов, оправки и наружные поверхности заготовок подается смазочно-охлаждающая жидкость (см. пример 1).
Выполняют отжиг, уменьшающий напряжения и окончательную токарную обработку.
Пример 3.
Горячедеформированные трубы из легированной стали 12Х3ГНМФБА режут на мерные заготовки, выполняют калибровку, термическую обработку (см. пример 2), токарную обработку с получением заготовки 1 (фиг. 3) с размером 410×7 мм.
Выполняют ротационную вытяжку (фиг. 3) за один переход с получением заготовки оболочек с толщиной t1=3±0,5 (мм).
Перед ротационной вытяжкой на рабочие поверхности роликов 3 и оправки 2, выполненных из стали X12МФ, 9ХС с твердостью рабочей поверхности 58÷65 HRC, наносят износостойкое фторсодержащее покрытие (см. примеры 1 и 2) и, как вариант, наносят износостойкое фторсодержащее покрытие Эфрен-К (см. примеры 1 и 2).
Перед каждой ротационной вытяжкой на рабочие поверхности роликов 3 и оправки 2, а также на наружные поверхности заготовок наносят смазочную композицию (см. примеры 1 и 2).
В процессе ротационной вытяжки на рабочие поверхности роликов, оправки и наружные поверхности заготовок подается смазочно-охлаждающая жидкость (см. примеры 1 и 2).
Выполняют отжиг, уменьшающий напряжения и окончательную токарную обработку.
Выполнение способа в соответствии с изобретением обеспечивает возможность изготовления тонкостенных оболочек сосудов высокого давления из легированных сталей с высокой точностью и качеством обработанной поверхности, высокой стойкостью деформирующего инструмента, высокой конструктивной и циклической прочностью, низким уровнем остаточных напряжений, высоким коэффициентом использования металла, низкой трудоемкостью и себестоимостью изготовления.
Изобретение может быть использовано при производстве различных оболочек из легированных сталей.
Указанный положительный эффект подтвержден испытаниями оболочек, изготовленных по данному способу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления осесимметричных тонкостенных оболочек и устройство для изготовления осесимметричных тонкостенных оболочек | 2019 |
|
RU2727370C1 |
| Способ изготовления стальных тонкостенных оболочек сосудов высокого давления | 2019 |
|
RU2710285C1 |
| Способ изготовления тонкостенных осесимметричных стальных оболочек | 2015 |
|
RU2615959C1 |
| Способ изготовления осесимметричных деталей сложного профиля | 2019 |
|
RU2722939C1 |
| Деформирующий инструмент ротационной вытяжки осесимметричных оболочек из высокоуглеродистых и легированных сталей | 2016 |
|
RU2629417C1 |
| Способ изготовления и восстановления деформирующего инструмента для ротационной вытяжки | 2016 |
|
RU2635988C1 |
| Способ изготовления осесимметричных тонкостенных оболочек | 2021 |
|
RU2773976C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| Способ изготовления осесимметричных оболочек с внутренними рифлями | 2020 |
|
RU2759144C1 |
| Способ изготовления осесимметричных оболочек | 2022 |
|
RU2780417C1 |

Изобретение относится к области обработки металлов давлением, а именно к изготовлению тонкостенных оболочек из легированных сталей методами прессовой обработки и ротационной вытяжки. Тонкостенные оболочки из легированных сталей изготавливают следующим образом. Вначале режут трубы на мерные заготовки, выполняют калибровку, термическую, механическую обработку и ротационную вытяжку за один или несколько переходов с промежуточным отжигом деформирующим инструментом в виде роликов и оправки из сталей Х12МФ и 9ХС с твердостью рабочих поверхностей HRC 58÷65. На рабочие поверхности наносят износостойкое фторсодержащее покрытие. В качестве смазочной композиции используют эмульсию перфторполиэфиркислоты в индустриальном масле. В результате обеспечивается повышение стойкости деформирующего инструмента, повышение размерной точности, конструктивной и циклической прочности и повышение коэффициента использования металла. 3 з.п. ф-лы, 3 ил., 3 пр.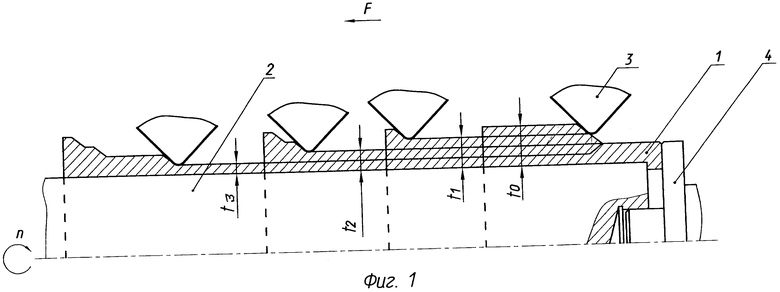
1. Способ изготовления тонкостенных оболочек из легированных сталей, включающий заготовительную, прессовую, термическую обработку и ротационную вытяжку с использованием смазочно-охлаждающей жидкости и смазки, отличающийся тем, что выполняют резку труб на мерные заготовки, калибровку, термическую, механическую обработку, ротационную вытяжку с промежуточным отжигом между переходами, уменьшающим напряжения, и/или рекристаллизационным смягчающим отжигом, при этом используют деформирующий инструмент в виде роликов и оправки из легированных сталей типа Х12МФ и 9ХС с твердостью рабочих поверхностей HRC 58÷65, на которые нанесено износостойкое фторсодержащее покрытие, причем в качестве смазочной композиции при обработке рабочей поверхности деформирующего инструмента и наружной поверхности заготовок используют эмульсию перфторполиэфиркислоты в индустриальном масле, затем выполняют отжиг, уменьшающий напряжения, и окончательную механическую обработку.
2. Способ по п. 1, отличающийся тем, что на рабочие поверхности деформирующего инструмента наносят износостойкое фторсодержащее покрытие в виде (0,5÷5)%-ного раствора перфторполиэфиркислоты 6МФК-180 в хладоне 113.
3. Способ по п. 1, отличающийся тем, что на рабочие поверхности деформирующего инструмента наносят износостойкое фторсодержащее покрытие Эфрен-К.
4. Способ по п. 1, отличающийся тем, что в качестве смазочной композиции используют эмульсию перфторполиэфиркислоты 6МФК-180 в индустриальном масле при соотношении компонентов, мас. %: (0,2÷10) и (99,8÷90) соответственно.
| Гредитор М.А | |||
| Давильные работы и ротационное выдавливание | |||
| Изд | |||
| Машиностроение, Москва, 1971, с | |||
| Говорящий кинематограф | 1920 |
|
SU111A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2010 |
|
RU2426617C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2013 |
|
RU2538792C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ, РАБОТАЮЩИХ ПОД ВНУТРЕННИМ ДАВЛЕНИЕМ | 1991 |
|
RU2009215C1 |
| Способ изготовления тонкостенных оболочек | 1986 |
|
SU1465152A1 |
| US 4989434 A1, 05.02.1991. | |||

