Изобретение относится к машиностроению, может быть использовано, например, в подшипниковой промышленности при обработке кромок некруглых отверстий сепараторов крупногабаритных подшипников. Известны аналогичные способы обработки некруглых отверстий (а.с. 1816555, В23, В 35/00, БИ, 19, 1993 г.; пат. 2533259, В23В 35/00, БИ, 21, 2014). В аналогичных способах снимают заусенцы и обрабатывают кромки в некруглых отверстиях. Аналогичные способы имеют недостаток: для их реализации требуются крупногабаритные установки, занимающие значительные площади и неудобные в обслуживании, а также недостаточна их производительность.
Наиболее близко по своей технической сущности к заявленному способу в качестве прототипа подходит способ обработки некруглых отверстий (пат. 2533259, В23В 35/00, БИ, 21, 2014). В способе-прототипе обрабатываемую деталь устанавливают неподвижно и горизонтально на по меньшей мере трех опорах, равномерно расположенных по окружности ее торца, в качестве инструмента используются резцы, которые устанавливают вдоль оси, параллельной оси симметрии обрабатываемого отверстия, с внешней и внутренней стороны обрабатываемой детали, базируют их на обрабатываемой детали относительно обрабатываемого отверстия и закрепляют на ней для проведения обработки, затем раскрепляют их и перемещают скольжением по торцу обрабатываемой детали на угловой шаг расположения следующего отверстия. Способ-прототип обеспечивает высокую производительность при высоком качестве обработки. Однако, способ-прототип имеет недостаток, заключающийся в том, что при его реализации технологические установки занимают большие производственные площади и не совсем удобны в работе. Кроме того, производительность не достаточна. Заявленный способ обработки лишен этих недостатков.
Сущность изобретения заключается в том, что в способе обработки некруглых отверстий, включающем сообщение резцам, установленным в копировальных головках, формообразующих движений относительно обрабатываемой детали при совмещении осей копиров копировальных головок и обрабатываемого отверстия; обрабатываемую деталь устанавливают неподвижно на по меньшей мере трех опорах, равномерно расположенных по окружности ее торца, а резцы устанавливают вдоль оси, параллельной оси симметрии обрабатываемого отверстия, при этом обрабатываемую деталь устанавливают вертикально и неподвижно, а для перехода к обработке следующего отверстия ее раскрепляют, поворачивают вокруг ее центральной оси до совпадения оси симметрии следующего отверстия с осью симметрии расположения копировальных головок и закрепляют, при этом используют в работе одновременно по два резца в каждой копировальной головке, обрабатывающих противоположные стороны кромок отверстий.
Технической задачей, которую решает изобретение, является уменьшение габаритов устройства и производственных площадей, повышение удобства работы производственного рабочего, повышение производительности.
Отличительные признаки изобретения - иное выполнение действий с обрабатываемой деталью и устройством, несущим инструменты-резцы. В заявленном изобретении обрабатываемую деталь располагают вертикально при установке на три регулируемые опоры внутренней цилиндрической поверхности. После обработки некруглого отверстия для перехода к обработке следующего некруглого отверстия деталь раскрепляют, поворачивают вокруг своей центральной оси на угол расположения следующего некруглого отверстия и закрепляют ее на устройстве. При этом четыре резца вместе с двумя копировальными головками выводят из обработанного отверстия, а после поворота и закрепления детали вводят во внутрь следующего некруглого отверстия и базируют относительно этого отверстия и устройство, их несущее, закрепляют. При этом в каждой копировальной головке устанавливают по два одновременно работающих резца, расположенные симметрично относительно оси круглого отверстия на 180°.
Доказательство возможности решения технической задачи с помощью реализации отличительных признаков изобретения.
В случае реализации способа обработки - прототипа размеры устройства значительно превышают габариты (диаметра) обрабатываемой детали. Увеличивается размер производственной площади, которую необходимо представить для размещения таких устройств. При горизонтальном расположении основной плоскости обрабатываемой детали очень неудобно работать производственному рабочему.
При реализации заявленного изобретения размеры производственной площади меньше, чем при реализации прототипа. Вертикальное расположение обрабатываемой детали и периодический ее поворот для обработки последующего некруглого отверстия способствуют более удобной работе производственному рабочему и требуют приложения меньших сил с его стороны. Использование одновременной работы двух резцов в каждой копировальной головке позволяет каждому резцу перемещаться вокруг оси некруглого отверстия только на 180°, а не на 360°, как в прототипе. Это позволяет повысить производительность резания почти в 2 раза. Кроме того, в заявленном способе копировальная головка и устройство, их несущее, жестко ориентированы относительно обрабатываемой детали. Это позволяет резко уменьшить время на ориентацию устройства, несущего копировальные головки, относительно обрабатываемой детали при обработке следующего некруглого отверстия, т.е. повысить производительность.
Все вышесказанное доказывает возможность решения технической задачи посредством применения отличительных признаков.
Графические материалы заявки содержат:
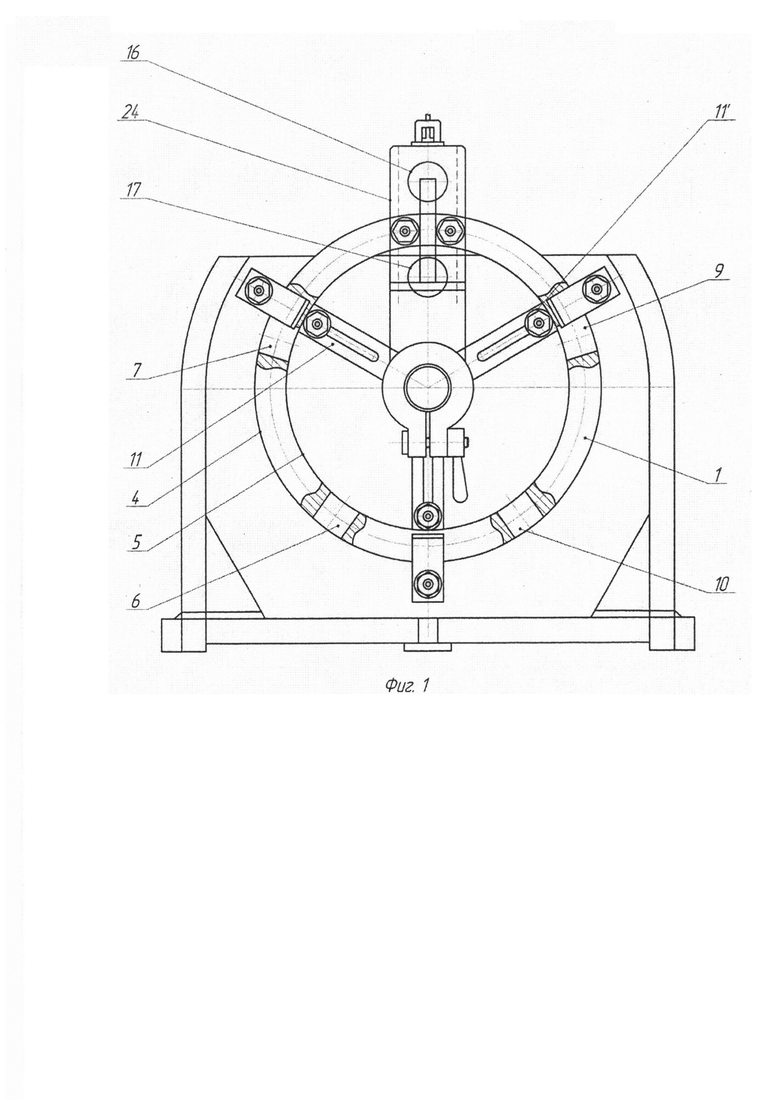
фиг. 1 - схема расположения обрабатываемой детали, механизма ее установки, устройства установки и работы резцов при реализации способа обработки (вид спереди);
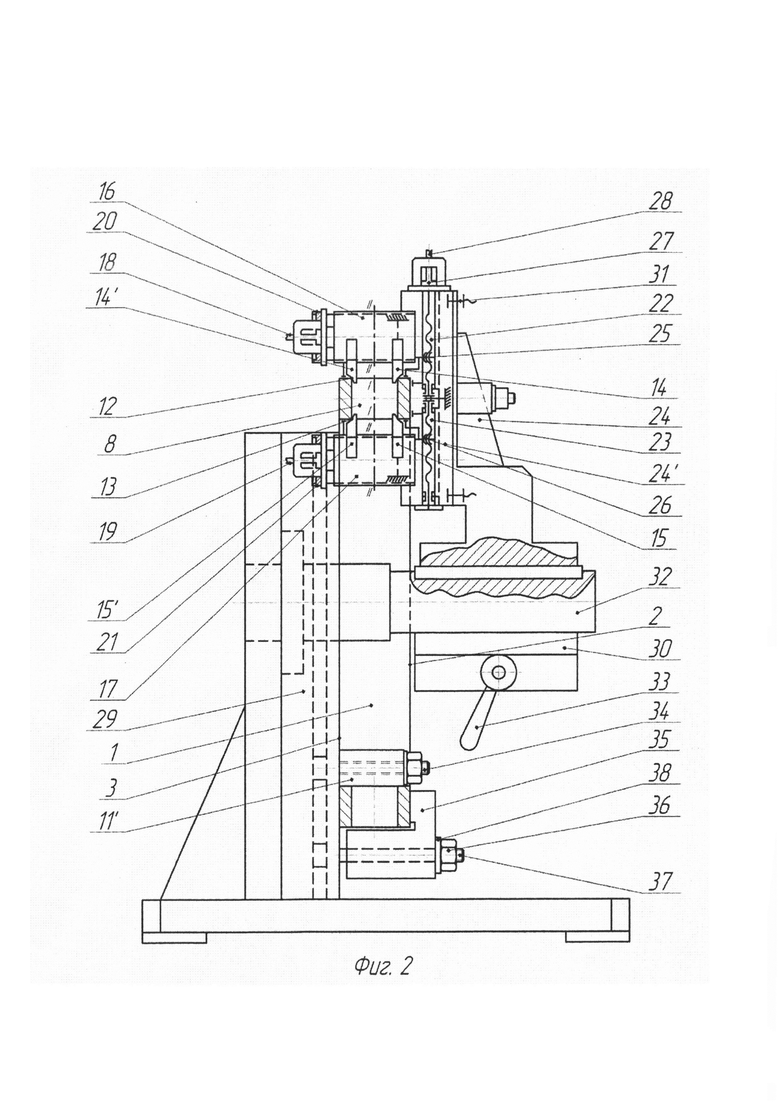
фиг. 2 - то же (вид сбоку).
Обрабатываемая деталь 1, например, в виде кольца с параллельными торцами 2, 3, цилиндрическими поверхностями 4, 5, имеет некруглые отверстия 6-10 и т.д., равномерно расположенные по окружностям цилиндрических поверхностей 4, 5. К таким деталям относят массивные сепараторы крупногабаритных подшипников качения, в частности роликовых подшипников. Размеры таких деталей достигают по диаметру 1000 и более мм. Обрабатываемая деталь 1 имеет возможность быть установленной на опоры 11 торцом 3, а опоры 11' - цилиндрической поверхностью 5. При этом число опор 11 должно быть не менее трех. В обрабатываемой детали 1 в некруглых отверстиях 6-10 имеются кромки 12, 13, представляющие собой границы сопряжения некруглых отверстий 6-10 с цилиндрическими поверхностями 4, 5. По техническим требованиям, предъявляемым к обрабатываемой детали 1, кромки 12, 13 необходимо притупить. Кромки 12, 13 представляют собой каждая пространственную замкнутую кривую. В простейшем случае эта замкнутая кривая состоит из 4-ех участков: два - прямые линии; два - дуги окружностей. На каждом из участков кромок 12, 13 имеются заусенцы. Заусенцы имели возможность появиться во время предыдущей операции. На данной операции при реализации заявленного способа обработки в качестве инструментов имеется возможность использовать резцы 14, 15, 14', 15'. Всего четыре резца, например, резцы-шаберы, либо другой инструмент необходимой конструкции. Каждые из некруглых отверстий 6-10 имеют ось симметрии I-I. Четыре резца 14, 15, 14', 15' имеют ось поворота II-II. Резцы 14, 15 установлены с противоположных сторон отверстия, а резцы 14', 15' смещены на 180° относительно резцов 14, 15. Ось II-II поворота резцов 14, 15, 14', 15' имеет возможность совмещения с осью симметрии I-I каждого некруглого отверстия 6-10. Резцы 14, 15, 14', 15' имеют возможность перемещения по пространственной кривой от контакта с копирами, расположенными в копировальных головках 16, 17. Внутри копировальных головок 16, 17 расположены механизмы перемещения резцов 14, 15, 14', 15', приводимые в действие через гибкие валы 18, 19 от внешних приводов вращения. Конструкция копировальных головок 16, 17 является предметом самостоятельной заявки на изобретение. Копировальные головки 16, 17 закреплены хомутами 20, 21 на ползунах 22, 23. Ползуны 22, 23 имеют возможность перемещения в корпусе 24 посредством винтовых передач 25, 26, либо вручную от хвостовика 27, либо механически от внешнего привода вращения через гибкий вал 28. Корпус 24 состоит из 2-ух частей: 24 и 24'. Первая часть (24) имеет возможность контактировать с обрабатываемой деталью 1 посредством регулируемых опор 29. Вторая часть 24' - корпус соединена с кронштейном 30 и имеет возможность регулирования своего положения относительно первой части 24 и закрепляться относительно нее болтами 31. Кронштейн 30 установлен на хвостовике 32 с возможностью регулирования его положения вдоль оси хвостовика 32 и закрепления рукояткой 33. Таким образом, имеется возможность регулировать положение копировальных головок 16, 17 относительно обрабатываемой детали 1 при переходе к обработке следующего некруглого отверстия 6-10 или снять копировальные головки 16, 17 с устройства при установке следующей обрабатываемой детали 1. Следующую обрабатываемую деталь 1, установленную на опоры 11, закрепленные посредством гаек 34, имеется возможность закрепить прихватами 35 посредством гаек 36.
Способ обработки некруглых отверстий в динамике. Обрабатываемую деталь 1 торцом 3 устанавливают на опоры 11, расположенные равномерно по окружности через 120° и являющиеся частью всего корпуса устройства. В опорах 11 имеются Т-образные пазы, в которых устанавливают с возможностью регулировки положения болты 34 механизма закрепления обрабатываемой детали 1. Механизмы закрепления включают Г-образный прихват 35, болт 37, гайку 36 и шайбу 38. Обрабатываемую деталь 1 закрепляют на опорах 11 поворотом гайки 36 в механизме закрепления. Обрабатываемой детали 1 при ее установке в устройстве сообщают такое положение, чтобы плоскость симметрии некрутлого отверстия 6 заняла вертикальное положение. Это действие выполняют посредством, например, индикатора и стойки, условно не показанные. После закрепления обрабатываемой детали 1 в устройстве устанавливают кронштейн 30 с копировальными головками 16, 17 на хвостовик 32, жестко закрепленный с корпусом устройства так, чтобы их плоскость симметрии совпадала с плоскостью симметрии обрабатываемого некруглого отверстия 6-10. Настраивают положение резцов 14, 15, 14', 15' поворотом вручную хвостовика 27 ходового винта винтовой передачи 25, 26 (либо от внешнего привода через гибкий вал 28). Включают пробный проход резцов 14, 15, 14', 15' через гибкие валы 18, 19 от внешнего привода. Резцы 14, 15, 14', 15' совершают перемещение от копировальных головок 16, 17 по всему контуру кромок 12, 13 некруглого отверстия, например, отверстия 8. Резцы 14, 14' перемещаются по кромке 12 со стороны наружной цилиндрической поверхности 4, резцы 15, 15' - по кромке 13 со стороны внутренней цилиндрической поверхности 5. После окончания перемещения резцов 14, 15, 14', 15' проверяют состояние кромок. Если они отвечают техническим требованиям по рабочему чертежу, то резцы 14, 15, 14', 15' отводят от обработанного некруглого отверстия, и настраивают устройство для обработки следующего некруглого отверстия, например, некруглого отверстия 9. Если же слой снятого металла по кромке недостаточен, то производят повторную обработку. Перед этим резцы 14, 15, 14', 15' подают на врезание на требуемую величину по нониусу винта 27. Производят повторную обработку кромок некруглого отверстия, например, отверстия 8. Затем резцы 14, 15, 14', 15' отводят путем поворота хвостовика 27 (либо гибкого вала 28 внешнего привода).
Далее осуществляют действия в обратном порядке. Резцы 14, 15, 14', 15', выводят из обработанного некруглого отверстия. Раскрепляют рукояткой 33 кронштейн 30 и снимают его вместе с копировальными головками 16, 17 с устройства. Поворотом гаек 36 раскрепляют обрабатываемую деталь 1. Поворачивают обрабатываемую деталь 1 вокруг ее центральной оси на опорах 11' на угол расположения следующего некруглого отверстия. Выверяют положение обрабатываемой детали 1 так, чтобы плоскость симметрии следующего некруглого отверстия совпала с плоскостью симметрии расположения копировальных головок. Для этого используют индикатор и индикаторную головку.
Далее обрабатываемую деталь 1 закрепляют, устанавливают кронштейн 30 на хвостовик вместе с копировальными головками 16, 17 и цикл обработки кромок следующего некруглого отверстия повторяется.
Пример конкретного использования заявленного способа обработки. Требуется обработать некруглые отверстия в сепараторе 30928/630Л-56 роликового подшипника. Материал обрабатываемой детали латунь ЛС-59-1 по ГОСТ 15527-70. Наружная цилиндрическая поверхность имеет диаметр 725,20-0,3 мм, внутренние три цилиндрические поверхности: меньшего диаметра Dmin=670+0,5 мм, две большего диаметра Dmax=682+0,5 мм. Толщина сепаратора Н=101-0,51 мм. Имеем 40 некруглых отверстий прямоугольного профиля с размерами 75,3+0,25×40,3+0,25 мм с радиусом закругления по углам R=1,1-0,4 мм. Требуется притупить острые кромки радиусом 0,8 мм.
Для реализации заявленного способа в качестве технологической базы, лишающей деталь двух степеней свободы, используют цилиндрическую поверхность ∅725,2 мм, имеющую протяженность (высоту) 107 мм. В качестве основной технологической базы, лишающей обрабатываемую деталь трех степеней свободы, используют плоскость торца.
После обработки заявленным способом все некруглые отверстия соответствовали техническим требованиям.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ | 2013 |
|
RU2533259C2 |
| Способ обработки некруглых отверстий | 1991 |
|
SU1816555A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Устройство для обработки некруглых отверстий | 1976 |
|
SU660782A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| УСТРОЙСТВО ДЛЯ РАСТАЧИВАНИЯ НЕКРУГЛЫХ ОТВЕРСТИЙ И ОБРАБОТКИ ПРОФИЛЯ КРОМОК | 1971 |
|
SU427790A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Резец | 1983 |
|
SU1115856A1 |
| Агрегатный двусторонний станок для копирной обработки | 1987 |
|
SU1502263A1 |
Способ включает установку обрабатываемой детали неподвижно по ее торцу на по меньшей мере трех опорах, равномерно расположенных по окружности ее торца, и сообщение резцам, установленным в копировальных головках, формообразующих движений эквидистантно относительно поверхности каждого некруглого отверстия с внешней и внутренней стороны обрабатываемой детали. При этом обрабатываемую деталь устанавливают вертикально с базированием по внутренней цилиндрической поверхности и возможностью периодического поворота вокруг ее центральной оси на угловой шаг расположения некруглых отверстий с последующим закреплением в устройстве. В каждой копировальной головке используют два одновременно работающих резца, установленных с противоположной стороны, симметрично оси некруглого отверстия. Достигается повышение производительности, уменьшение габаритов устройства и производственных площадей и повышение удобства работы производственного рабочего. 2 ил.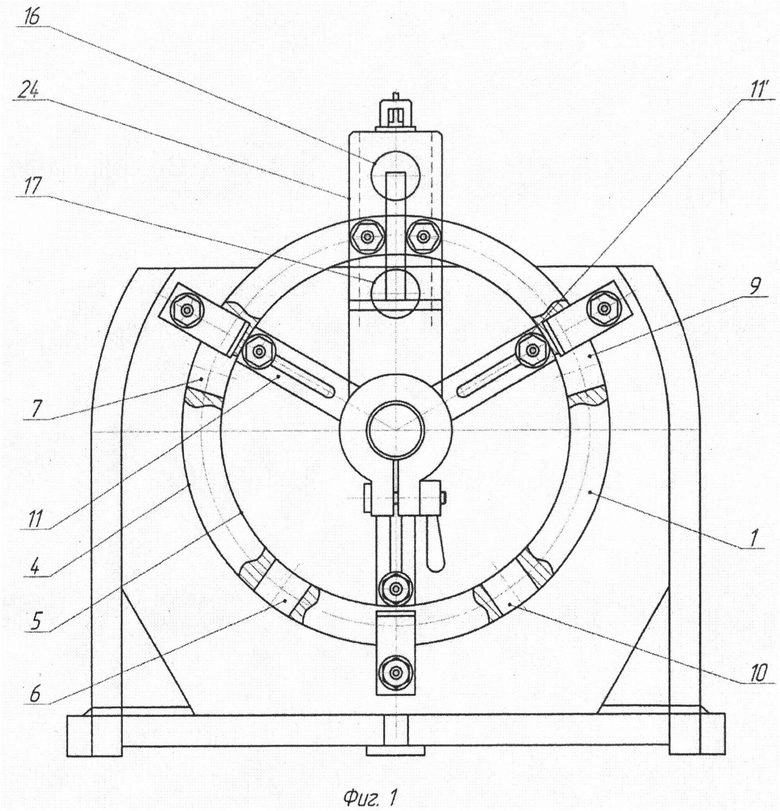
Способ обработки некруглых отверстий в крупных кольцевых деталях в виде сепараторов крупногабаритных подшипников качения, включающий установку обрабатываемой детали в устройстве неподвижно по ее торцу на по меньшей мере трех опорах, равномерно расположенных по окружности ее торца, сообщение резцам, установленным в копировальных головках, формообразующих движений эквидистантно относительно поверхности каждого некруглого отверстия с внешней и внутренней стороны обрабатываемой детали, отличающийся тем, что обрабатываемую деталь устанавливают вертикально с базированием по внутренней цилиндрической поверхности и возможностью ее периодического поворота вокруг ее центральной оси на угловой шаг расположения некруглых отверстий с последующим закреплением в упомянутом устройстве, а в каждой копировальной головке используют два одновременно работающих резца, установленных с противоположной стороны, симметрично оси некруглого отверстия.
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ | 2013 |
|
RU2533259C2 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Способ обработки некруглых отверстий | 1991 |
|
SU1816555A1 |
| DE 102008063945 A1, 24.06.2010. | |||

