1
Изобретение относится к области маншностроеиия.
Известно устройство для растачивания некруглы.х отверстий и обработки профиля кромок, например, поперечного отверстия в нилин/фпчески.х поверхностях, корпус которого выполнен в виде гильзы с двумя парами выдиигаемых резцов от копира.
1 ересекающихся пустотелого цплпидра и расиоложенноп) радиальио к его оси отверстия ;:нля1отся концентраторами нанряжеНИИ, oi(TOMy (зчень важна равномерность пх ро(риля по всему периметру отверстия. Соблюдение такой равномерпостп при обработке профиля кромок услож яетея и.х двойной крпии., связанной с расположением этих кромок на пересечении взанмно-пернендикулярл.ых цилиндрических поверхностей,
Кроме того, обработка таких кромок слож)ia из-за .малой жесткости стенок пустотелого цилиндра (что не позволяет прилагать больших усилий резания и требует одновременной обработки кромок с двух сторон), сил резания, и следовательно, усилий, прилагаемых к режущей части инструментов и к дегали, которые являются переменными и ностененно увеличипающими-я 110 мере врезания в AeTavib и увеличенил длины контакта режущих кромок.
Цел1) изобретения
по,тучение |)ани)М1.м;. го профиля но всему
контуру при no.inoil |);i.;грузке стенок обрабатываемой гильчы 01 ,U формаций.
Для утого в нредлагае.мом уст|)ойсгве копир выполнен но профилю условной среднем поверхности, :(К15ИДистантно| 1 наружной 11 ; реннеГ поверхностям обрабатываелки-о линдра.
Кроме того, д,1я регулирования выдвп/ксии резцов опорные подвижные вгу.чки гайка и с контргайками. Резен, первым вводи мый 15 обрабатываемое отверстие, можег ni.iih выполнен «утапливаемым в ппшнде.п, i- щ,мощыо штифта.
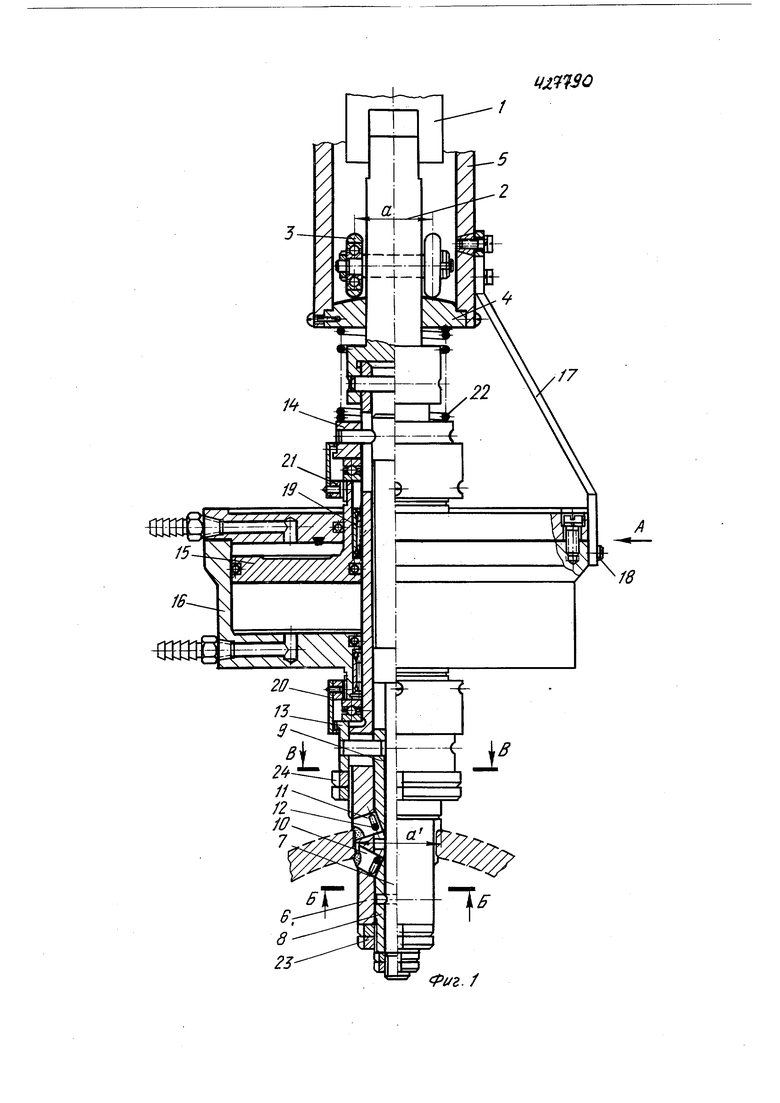
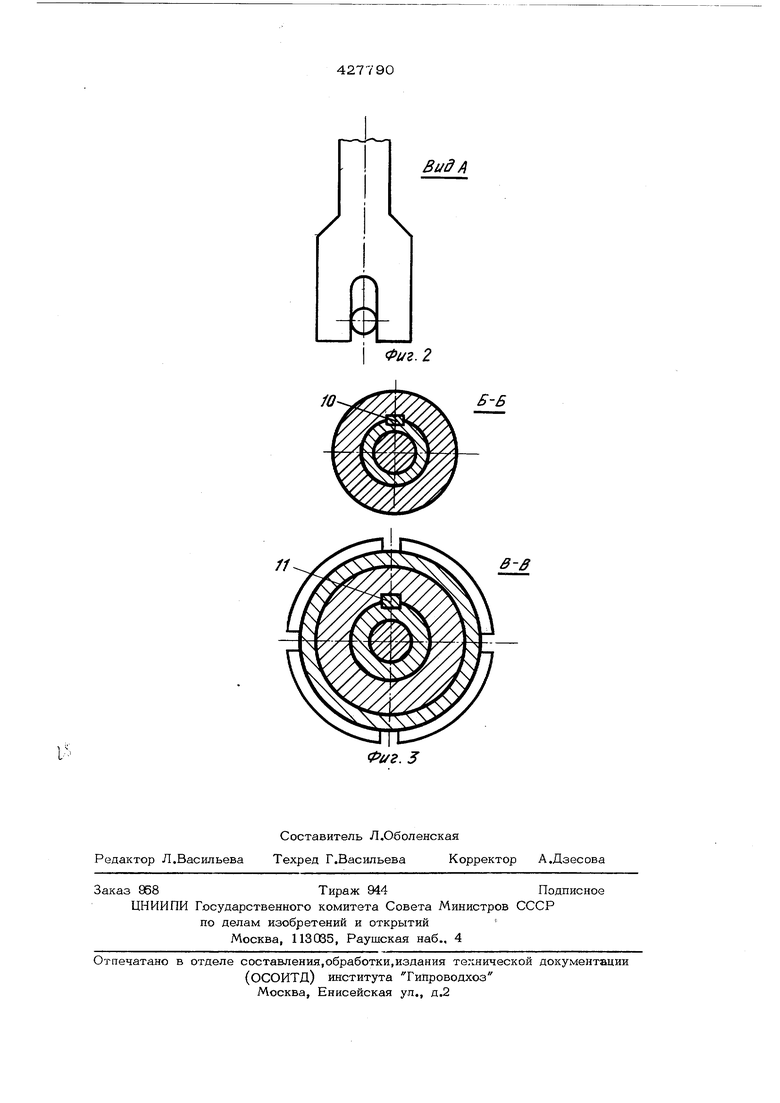
На фиг. . 1 показано пред.чагаемое ycTpoiiство, общий вид, частичный продо.тып.м ра:; рез; на фиг. 2 вид по стре.чке Л на (|)иг. I; на фиг. 3 - разрезы но Б 1 и по 1 5 ii;i фиг. 1.
В паз корпус;; /, закрепленного в iniiiiine.ie сверлильного станка, вставлен хвостовик . удерживаемый от выпадания ро.тпками , катящимися но копиру -/. Копир установлен li нижней части ф,1анца .5, закрепленного па пи)1оли сверлильного станка. В хвостовик 2 запрессован (и за1нти(|)тован от выпадения и поворота) шпиндель 6, внутри которого могу г
скользить тяга 7, соштифтованная с нижней втулкой 8, и верхняя втулка Р.
Втулки 8 н 9 удерживаются от поворота от}1осительно шпинделя 6 соответственно релиами 0 и //.
В верхней части втулки и в нижней части втулки 9 прорезаны но два диаметрально противоположных наза с наклонным дном, а в соосных с ними пазах в шпинделе 6 вставлены по две нары радиальных резцов 10 и //, удерживаемых от выпадания штифтами 12, запрессованными во втулки 8 i 9. Штпфты. 12 служат также для втягивания резцов к центру 1пнинделя при раздвигании втулок 8 и Р.
Верхняя трубка 9 соштифтована с нижней упорной втулкой 13, а трубка 8 - с верхней упорной втулкой 14: Поршень 15 и корпус пневмоцилипдра 16 (или гидроцилиндра) удерживаются от вращения относительно пиноли станка при помощи вилки 17 и штифта 18. Для обеспечения возможности свободного вращения и продольного перемещения шпинделя 6 корпус и nopnienb пневмоцилиндра смонтированы на шпинделе при помощи игольчатых, подшипников 19.
Постоянное осевое прижатие нижней упорной втулки 13 к корпусу пневмоцилиндра 16 и верхней упорной втулки 14 к поршню 15 осуществляется соответственно при помощи узлов 20 и 2/, навинчиваемых на корпус 16 и поршень /5. Пружина 22 служит для постоянного роликов 3 к копиру 4. Профиль копира соответствует нрофилю условной средней поверхности, эквидистантной наружной и внутренней стенкам обрабатываемой детали. Расстояние а между плоскостями симметрии профиля роликов равно расстойяню а между центрами радиусов фасок на обрабатываемой детали.
Устройство работает следующим образом.
При подаче сжатого воздуха в верхнюю полость пневмоцилиндра поршень 15 вместе с тягой 7 и втулка 8 опускаются вниз, а корпус 16 вместе с втулкой 13 и втулкой 9 поднимаются вверх. При этом резцы 10 за счет штифтов 12 «утапливаются, позволяя ввести шпиндель 6 в обрабатываемую деталь до упора в выступающую часть резцов //. Затем включается вращение шпинделя станка, а сжатый воздух подается в нижнюю полость нневмоцилиндра.
При это.м втулка 8 поднимается, а втулка 9 опускается, осуществляя выдвижение резцов /( и // и двухстороннее точение радиусов на верхней и нижней кромках отверстия детали. 5 Для создания равномерного усилия резания (в связи с увеличением контакта резцов с деталью по мере их врезания в металл) сжатый воздух подается в пневмоцилиндр через редуктор давления, под плавно увеличивающимся давлением (на чертеже не показан). 10 Регулирование осевого перемещения втулок 8 к 9 (следовательно, величины радиального выдвижения резцов JO и Л во время обработки) осуществляется соответственно при помощи гаек с контргайками 23 и 24. Осевое J5 перемещение устройства (за каждый его оборот) по обрабатываемому контуру осуществляются за счет обкатывания роликов 3 по копиру 4.
После окончания обработки воздух (или
жидкость) снова подаются в верхнюю полость
20 пневмо- (или гидро ) цилиндра, резцы 10
«утапливаются, и устройство вь водится вверх
из обработанной детали.
Предмет изобретения
1.Устройство для растачивания некруглых отверстий и обработки профиля кромок, напри.мер, поперечного отверстия в цилиндрических поверхностях, корпус которого выполнен в виде гИльзы с двумя нарами выдвигаемых резцов от копира, отличающееся тем, что. с целью получения равномерного профиля но всему контуру при полной разгрузке стенок обрабатываемой гильзы от деформации, копир
выполнен по профилю условной средней поверхности, эквидистантной наружной и вн тренней поверхностям обрабатываемого цилиндра,
2.Устройство по п. , отличающееся тем, что, с целью регулирования выдвижения резцов,
опорные подвижные втулки снабжены гайками с контргайками.
3.Устройство по п. ,отличаю1цеесят& 1,что, резец, первым вводимый в обрабатывае.мое отверстие, установлен с возможностью «утанливания в шпиндель с помощью ппи(|этг1 . / O
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ РАСТОЧКИ КОРПУСНЫХ ОТВЕРСТИЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ КРЕПЛЕНИЯ В ШПИНДЕЛЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА | 2013 |
|
RU2553758C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2004 |
|
RU2254964C1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ЗАУСЕНЦЕВ С КРОМОК ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 1993 |
|
RU2041771C1 |