1
Изобретение относится к металлообработке .
Известен резец, содержащий державку и головку с фасонной основной режущей кромкой, профиль которой, симметричен относительно продольной оси резца СП.
Однако при обработке с помощью известного резца замкнутых синусоидальных канавок на цилиндрической
поверхности возн 1каю1 большие погрешности профиля, канавки, требующие дополнительной обработки.
Цель изобретения - повьш1ение точности обработки замкнутых синусоидальных канавок на цилиндрической поверхности.
Поставленная цель достигается тем, что в резце, содержащем державку и головку с фасонной основной режущей кромкой, профиль которой симметричен относительно продольной оси резца, на головке выполнены дополнительные режущие кромки с разрывом в месте их пересечения с оновной режущей кромкой, расположенные попарно симметрично относительно плоскости симметрии, проходящей через продольную ось резца перпендикулярно к основной плоскости резца.
Головка резца выполнена съемной с отверстием и установлена с возможностью упругого поворота относительно державки, на которой выполнен выступ для взаимодействия с указанным отверстием головки.
Между режущими кромками головки со стороны передней поверхности выполнены сквозные окна, выходящие на внутреннюю поверхность головки, а на торце выступа державки размещена опора для взаимодействия с указанной внутренней поверхностью головки.
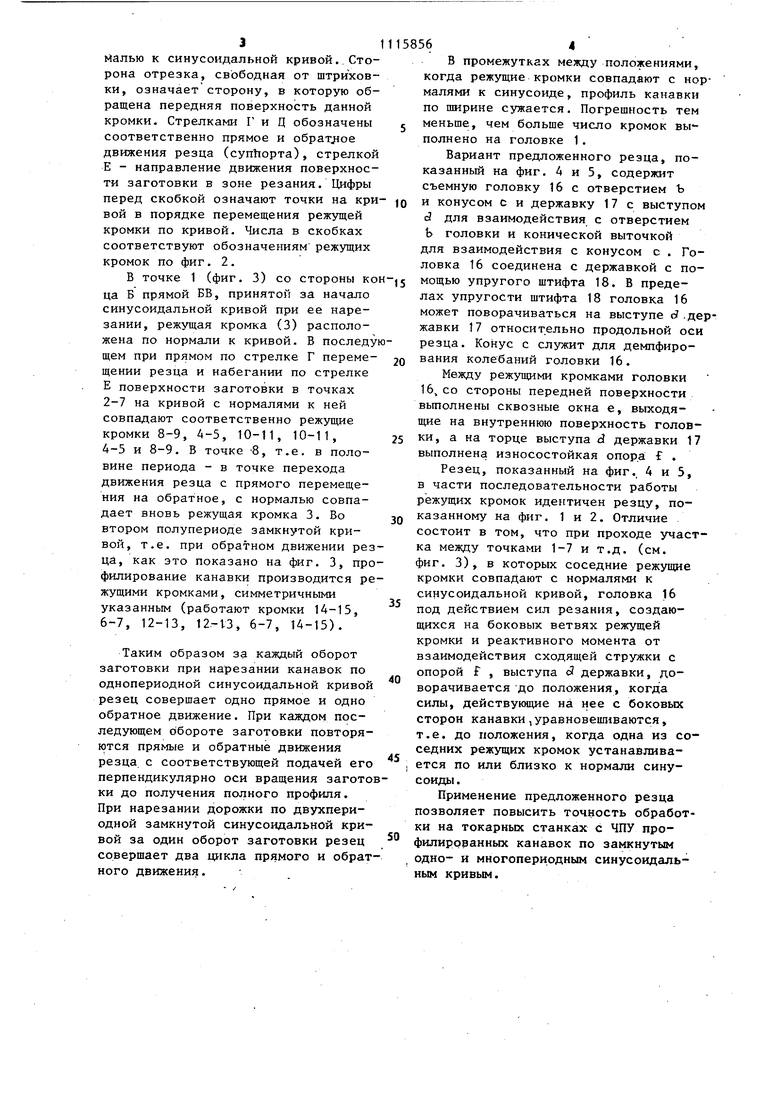
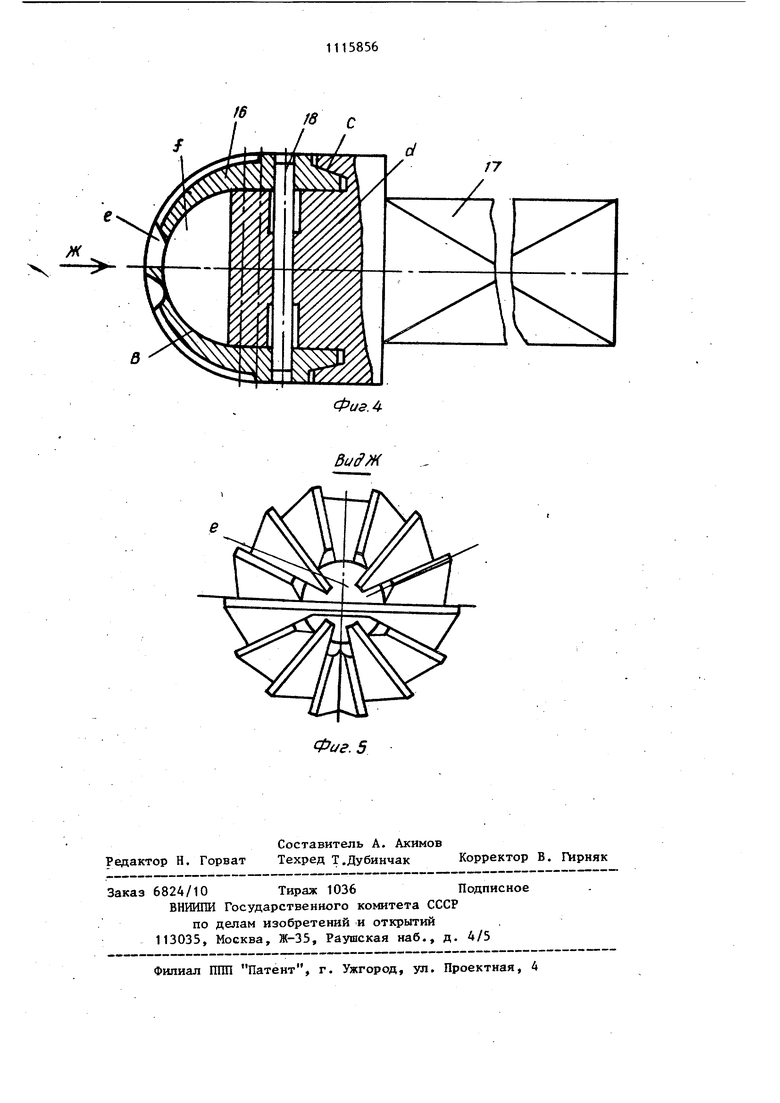
На фиг, 1 показан.резец, вид спереди; на фиг, 2 - то же, вид слева; на фиг, 3 - схематично показаны на развертке однопериодной замкнутой синусоидальной кривой положения режущих кромок головки резца в процессе резания; на фиг, 4 - резец, выполненный со съемной головкой, продольный разрез; на фиг. 5 вид Ж на фиг, 4,
Резец содержит головку 1, соединенную с державкой 2. На головке выполнена одна режущая кромка 3 полного профиля, расположенная в плос562
кости, параллельной основной плоскости резЦа симметрично относительно его продольной оси а. На головке 1 выполнены также дополнительные режущие кромки с разрывом в месте их пересечения с основной режущей кромкой 3, Дополнительные кромки 4-5, 8-9, 10-11 и 6-7, 12-13, 14-15 расположены попарно симметрично относительно плоскости симметрии А-А, проходящей через продольную ось резца перпендикулярно его основной плоскости. Для обеспечения свободного пространства между кромками профиль
дополнительных режущих кромок 8-9, 14-15, 10-11, 12-13 выполнен укороченным по сравнению с кромками 4-5. 6-7. Количество режущих кромок выбирается в зависимости от профиля канавки и параметров синусоидальной кривой. Для повышения точности профилирования канавки на головке 1 могут быть дополнительно размещены режущие кромки с более укороченным профилем.
Предложенный резец предназначен для обработки преимущественно на токарных станках с ЧПУ замкнутых синусоидальных канавок, являющихся беговыми дорожками для тел качения в деталях планетарных редукторов с синусощариковым зацеплением. При обработке канавок режущая кромка 3 устанавливается на уровне оси заготовки. Врезание и выход резца
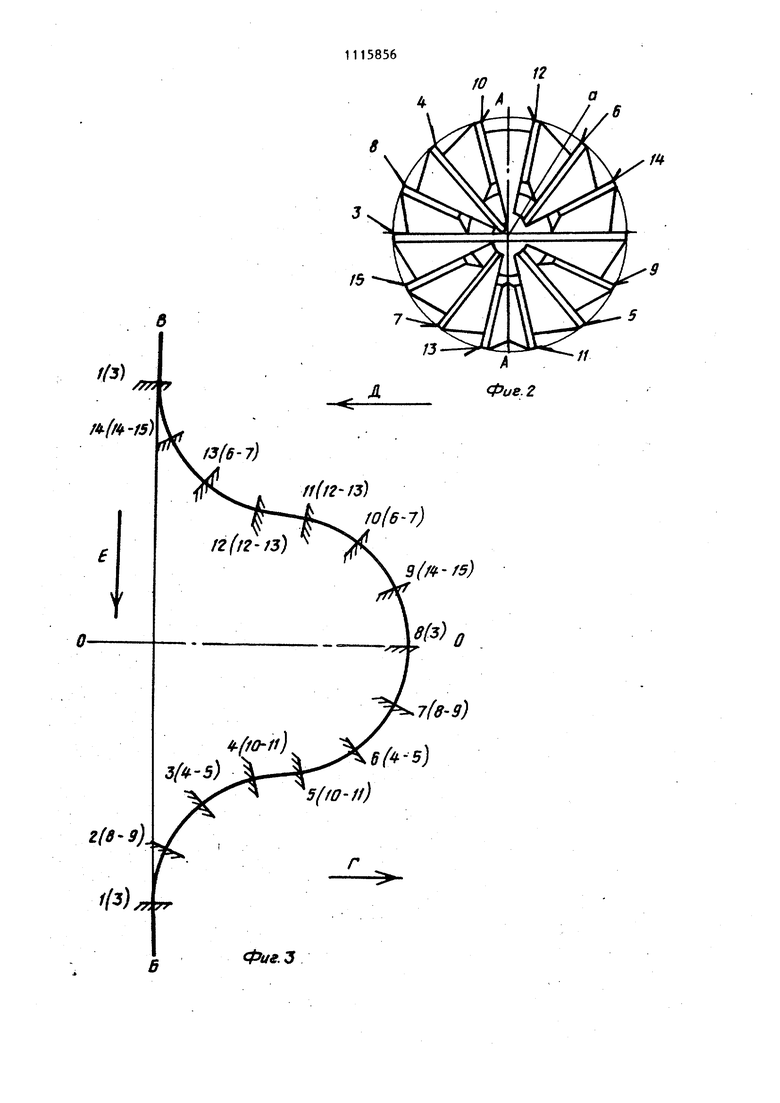
осуществляется на установившемся режиме возвратно-поступательного перемещения суппорта (вместе с резцом) , согласованного с частотой вращения шпинделя (заготовки) в соответствии с периодичностью синусоидальной кривой. В процессе резания попеременно участвуют все режущие кромки. Боковые поверхности канавки- в каждой точке синусоиды профилируются режущими кромками, расположенными в данный момент резания в плоскости нормали к синусоидальной кривой (см. фиг, 3),
Линия 00 (фиг, 3) обозначает одну из образуюищх цилиндрической поверхности заготовки, относительно которой по линии БВ показана внутренняя сторона развертки цилиндрической поверхности с однопериодной
замкнутой синусоидальной кривой.
Отрезками прямой, пересекающими кривую, показаны положения режущих кромок в положениях, совпадающих с нор3
малью к синусоидальной кривой.. Сторона отрезка, свободная от штриховки, означает сторону, в которую обращена передняя поверхность данной кромки. Стрелками Г и Ц обозначены соответственно прямое и o6paTjioe движения резца (суппорта), стрелкой Е - направление движения поверхности заготовки в зоне резания. Цифры перед скобкой означают точки на кривой в порядке перемещения режущей кромки по кривой. Числа в скобках соответствуют обозначениям режущих кромок по фиг. 2.
В точке 1 (фиг. 3) со стороны коца Б прямой БВ, принятой за начало синусоидальной кривой при ее нарезании, режущая кромка (3) расположена по нормали к кривой. В последущем при прямом по стрелке Г перемещении резца и набегании по стрелке Е поверхности заготовки в точках 2-7 на кривой с нормалями к ней совпадают соответственно режущие кромки 8-9, А-5, 10-11, 10-11, 4-5 и 8-9. В точке -8, т.е. в половине периода - в точке перехода движения резца с прямого перемещения на обратное, с нормалью совпадает вновь режущая кромка 3. Во втором полупериоде замкнутой кривой, т.е. при обратном движении резца, как это показано на фиг. 3, профилирование канавки производится режущими кромками, симметричными указанным (работают кромки 14-15, 6-7, 12-13, 12-V3, 6-7, 14-15).
Таким образом за каждый оборот заготовки при нарезании канавок по однопериодной синусоидальной кривой резец соверщает одно прямое и одно обратное движение. При каждом последующем обороте заготовки повторяются прямые и обратные движения резца с соответствующей подачей его перпендикулярно оси вращения заготоки до получения полного профиля. При нарезании дорожки по двухпериодной замкнутой синусоидальной кривой за один оборот заготовки резец соверщает два цикла прямого и обратного движения.
58564
В промежутках между положениями, когда режущие кромки совпадают с нормалями к синусоиде, профиль канавки по щирине сужается. Погрешность тем
меньше, чем больше число кромок вы полнено на головке 1.
Вариант предложенного резца, показанный на фиг. 4 и 5, содерж1тт съемную головку 16 с отверстием Ъ
и конусом с и державку 17 с выступом d для взаимодействия с отверстием b головки и конической выточкой для взаимодействия с конусом с . Головка 16 соединена с державкой с помощью упругого штифта 18. В пределах упругости штифта 18 головка 16 может поворачиваться на выступе с .державки 17 относит.ельно продольной оси резца. Конус с служит для демпфирования колебаний головки 16.
Между режущими кромками головки 16 со стороны передней поверхности выполнены сквозные окна е, выходящие на внутреннюю поверхность головки, а на торце выступа d державки 17 выполнена износостойкая опора f .
Резец, показанный на фиг., 4 и 5, в части последовательности работы режущих кромок идентичен резцу, показанному на фиг. 1 и 2. Отличие состоит в том, что при проходе участка между точками 1-7 и т.д. (см. фиг. 3), в которых соседние режущие кромки совпадают с нормалями к синусоидальной кривой, головка 16 под действием сил резания, создаю1ЦИХСЯ на боковых ветвях режущей кромки и реактивного момента от взаимодействия сходящей стружки с опорой f , выступа сЗ державки, доворачивается до положения, когда силы, действуюсцие на нее с боковых сторон канавки,уравновешиваются, т.е. до положения, когда одна из соседних режущих кромок устанавливается по или близко к нормали синусоиды .
Применение предложенного резца позволяет повысить точность обработки на токарных станках с ЧПУ профилированных канавок по замкнутым одно- и многоперирдным синусоидальным кривым.
X
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец | 1983 |
|
SU1155368A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ ПРОФИЛЬНЫХ КАНАВОК (ВАРИАНТЫ) | 1998 |
|
RU2146577C1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2015 |
|
RU2604742C2 |
| РЕЖУЩИЕ ИНСТРУМЕНТЫ, ДЕРЖАТЕЛИ РЕЖУЩЕГО ИНСТРУМЕНТА И РЕЖУЩИЕ ВСТАВКИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2720466C2 |
1. РЕЗЕЦ, содержащий дер жавку и головку с фасонной основной режущей кромкой, профиль которой симметричен относительно продольной оси резца, отличающийся тем, что, с целью повышения точности обработкк замкнутых синусоидальных канавок на цилиндри ческих поверхностях, на головке -L-i/ I V- - --5Ч-Т- - -. ..I --- -fiee резца выполнены дополнительные режущие кромки с разрывом в месте их пересечения с основной режущей кромкой, расположенные попарно симметрично относительно плоскости симметрии, проходящей через продольную ось резца перпендикулярно к основной плоскости резца. 2.Резец по п. 1, о т л и ч а ющ и и с я тем, что головка резца выполнена съемной с отверстием и установлена, с возможностью упругого поворота относительно продольной оси державки, на которой выполнен выступ для взаимодействия с отверстием головки. 3.Резец по пп. 1 и 2, отличающийся тем, что между режущими кромками головки со стороныпередней поверхности выполнены сквозные окна, вькодящие на внутреннюю поверхность головки, а на торце выступа державки размещена опора для взаимодействия с внутренней поверхностью головки. us.f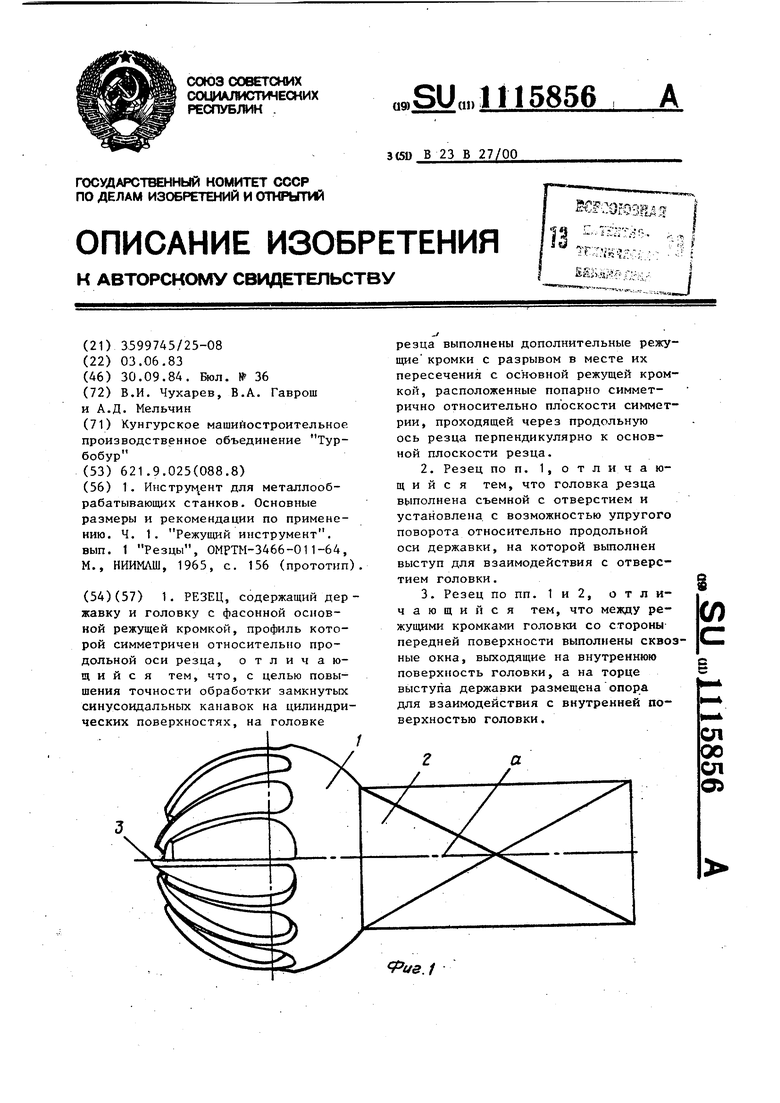
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Инструм ент для металлообрабатывающих станков | |||
| Основные размеры и рекомендации по применению | |||
| Ч | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Режущий инструмент, вып | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
