Изобретение относится к сварке углекислотным лазером, в частности к устройствам для защиты сварных швов при сварке титана, сплавов на основе титана и никеля, высоколегированных нержавеющих сталей и может быть использовано во всех отраслях промышленности, в которых эти материалы находят применение.
Обязательным условием получения качественного сварного соединения является надежная защита его от газов атмосферы. Насыщение металла шва кислородом, азотом и водородом происходит при температурах более 350°С. Это резко снижает пластичность и длительную прочность сварных конструкций. Поэтому сварку производят в среде защитных газов (аргона или гелия) высокой чистоты или в вакууме. А также применяют специальные защитные средства, которые обеспечивают защиту зоны сварки.
Известно Устройство защиты сварного шва (Патент на полезную модель №160743, МКИ В23К 9/16, дата публикации 27.03.2016), содержащее полый корпус, выполненный с возможностью его закрепления на сварочной головке, выполненный со щелевым пазом, расположенным вдоль сварного шва и снабжен съемной боковой крышкой, и снабжен отверстиями для размещения в них сопла сварочной головки и наконечника для подачи сварочной проволоки, ориентированных вдоль щелевого паза, а в полости корпуса установлен ресивер с патрубком для подвода защитного газа, снабженный рассекателем с отверстиями, причем оптимальная длина корпуса выбрана из условия соответствия ее зоне сварки, ограниченной изотермой более 350°С.
Известное устройство обеспечивает надежную защиту при сварке продольных сварных швов. Однако применить его для лазерной сварки и защиты зоны сварки кольцевых швов невозможно. Кроме того оно имеет крупногабаритную конструкцию, что требует использования большого количества защитного газа.
Известно устройство для защиты криволинейного пространственного шва (Патент на изобретение №2233210, МКИ В23К 9/16, дата публикации 27.07.2004), которое относится к сварке изделий из высоколегированных, нержавеющих сталей и сплавов на основе титана и других активных металлов и используется в устройствах для защиты сварного шва инертным газом. Устройство содержит подвижно соединенные между собой звенья с системой подачи газа к месту сварки. Звенья установлены на гибкой оси и контактируют по поверхностям "шар-конус". Система подачи газа выполнена в виде центрального канала, образованного осевыми отверстиями, выполненными в звеньях, и соединенного с входным штуцером посредством канала, выполненного в первом звене в виде отверстия, и с распределительными каналами, выполненными в звеньях в виде дроссельных отверстий. В результате обеспечивается плотное прижатие звеньев во время сварки к соединению вне зависимости от формы сварного шва. Данное изобретение обеспечивает защиту сварных швов, имеющих пространственную кривизну. Однако оно не может обеспечить защиту криволинейных сварных швов, расположенных на плоской поверхности. Кроме того, оно имеет сложную систему подачи защитного газа, выполненную в виде центрального канала, образованного отверстиями в звеньях и соединенных с входным штуцером, что приводит к большим потерям защитного газа.
Наиболее близким является Устройство для газовой защиты сварочной ванны, сварочного шва и около шовной зоны (Патент на изобретение №2615103, МКИ В23К, дата публикации 02.07.2018.), содержащее сопло для подачи защитного газа в зону сварки и закрепленную на нем приставку, в качестве сопла для подачи защитного газа использовано сопло сварочной горелки. Лазерная сварочная головка закреплена под фокусирующей линзой лазерного сварочного аппарата, содержащая, по меньшей мере: кольцевое сопло для нагнетания защитного газа, расположенное на одной оптической оси с лазерной сварочной головкой; и защитную камеру для защиты фокусирующей линзы посредством поперечного потока воздуха, при этом камера имеет впуск воздуха и выпуск воздуха, согласованный с впуском воздуха, в плоскости, которая по существу перпендикулярна упомянутой оптической оси, причем упомянутый выпуск воздуха ориентирован в направлении, противоположном направлению продвижения лазерной сварочной головки.
Недостатком известного прототипа является цельный корпус, что усложняет проведение профилактических работ. А также недостатком является отсутствие потоков гелия и аргона, что не обеспечивает качественное формирование сварного шва, а также не предотвращает образование оптического пробоя при сварке больших толщин.
Задачей заявляемого изобретения является разработка устройства для сварки углекислотным лазерным излучением и защиты сварного шва и около шовной зоны от окисления окружающей средой.
Техническим результатом является улучшение качества защиты сварного шва, повышение производительности лазерной сварки продольных и замкнутых, в частности криволинейной формы сварных швов, при сварке внахлест тонколистовых изделий.
Указанный технический результат достигается тем, что в устройстве газовой защиты сварного шва при лазерной сварке, содержащем сварочную лазерную головку с соплом для подачи защитного газа в зону сварки и закрепленную на нем приставку, исходя из условия получения профилированного зазора между приставкой и защищаемой поверхностью, согласно изобретению, для защиты вне зависимости от направления движения лазерного луча, в качестве приставки сварочная лазерная головка снабжена сборно-разборной газовой линзой лазера, включающей наружные втулки и образованный направляющими пластинами внутренний конус, повторяющий геометрию сопла сварочной лазерной головки, между которыми расположены тканая сетка, обеспечивающая ламинарный поток защитного газа, и отверстия для выхода защитного газа к свариваемой поверхности, газовая линза лазера внутренним конусом надета на снабженное отверстиями для подачи гелия сопло сварочной лазерной головки, и закреплена на ней соединением винт-гайка посредством двух пластин, геометрические размеры, газовой линзы лазера не превышают размеры сварочной головки.
В частном случае газовая линза лазера снабжена самоклеящейся термостойкой лентой с низким коэффициентом трения для беспрепятственного перемещения лазерной головки и расположена в промежутке 15 мм между газовой линзой лазера и свариваемой поверхностью.
Установка в качестве приставки к сварочной лазерной головке газовой линзы лазера, включающей наружные втулки и образованный направляющими пластинами внутренний конус, повторяющий геометрию сопла сварочной лазерной головки, между которыми расположены тканая сетка, обеспечивающая ламинарный поток защитного газа, и отверстия для выхода защитного газа к свариваемой поверхности, позволяет значительно улучшить защиту сварного шва и повысить качество лазерной сварки.
Выполнение геометрических размеров газовой линзы лазера, не превышающих размеров сварочной лазерной головки, позволяет сохранить технологичность применения лазерной сварки в ограниченном пространстве.
Фиксация газовой линзы лазера на сварочной головке соединением винт-гайка посредством двух пластин, приваренных к газовой линзе лазера, значительно упрощает установку и крепление газовой линзы лазера.
Наличие наружных втулок и образованного направляющими пластинами внутреннего конуса, повторяющий геометрию сопла сварочной лазерной головки, позволяет сделать газовую линзу лазера сборно-разборной, что упрощает ее эксплуатацию и обслуживание, а также сборно-разборный вариант газовой линзы лазера позволит предупредить недочеты при проектировании и ускорить ее изготовление.
Расположение самоклеящейся термостойкой ленты с низким коэффициентом трения для беспрепятственного перемещения лазерной головки в промежутке 15 мм между газовой линзой лазера и свариваемой поверхностью позволяет сохранить необходимую прослойку в 15 мм от сварочного сопла до свариваемой поверхности, поскольку в этом промежутке образуется высокотемпературная плазма при лазерной сварке, а также термостойкая лента позволяет ограничить свариваемое пространство от атмосферы, что позволяет снизить расход подаваемого в газовую линзу лазера защитного газа.
Наличие тканой сетки устраняет завихрения в подаваемом защитном газе, тем самым способствует образованию ламинарного поток газа, что повышает качество защиты сварного шва и околошовной зоны.
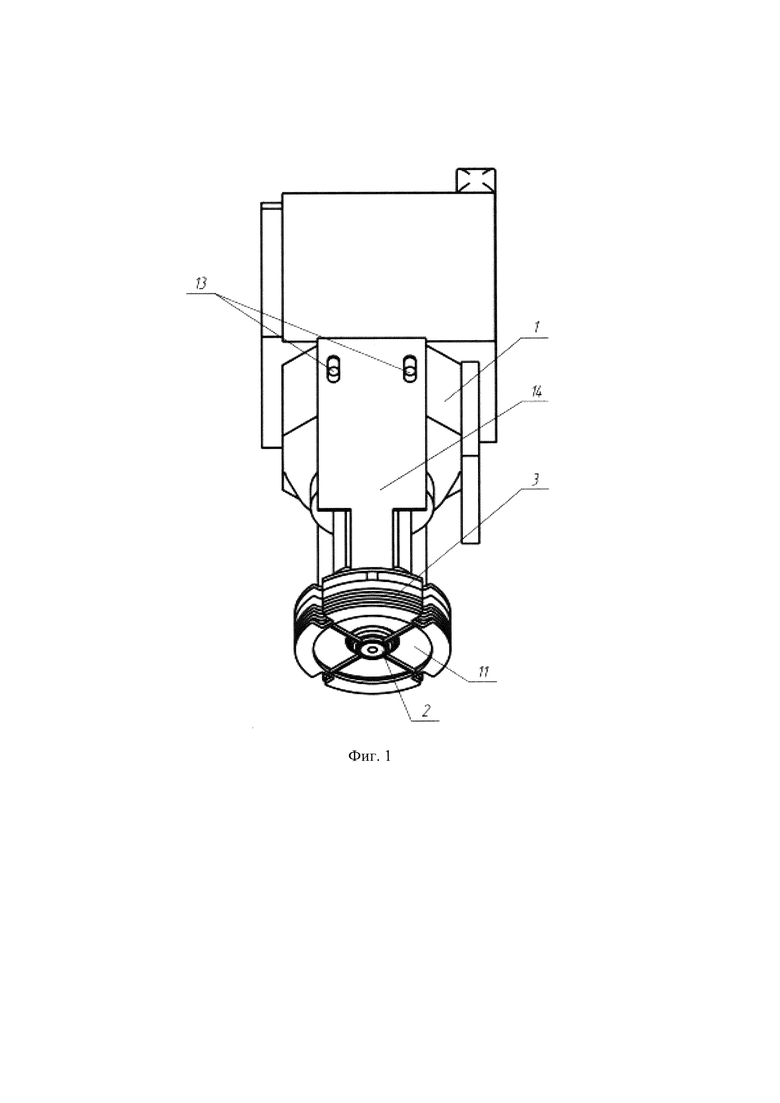
На фигуре 1 изображен общий вид устройства.
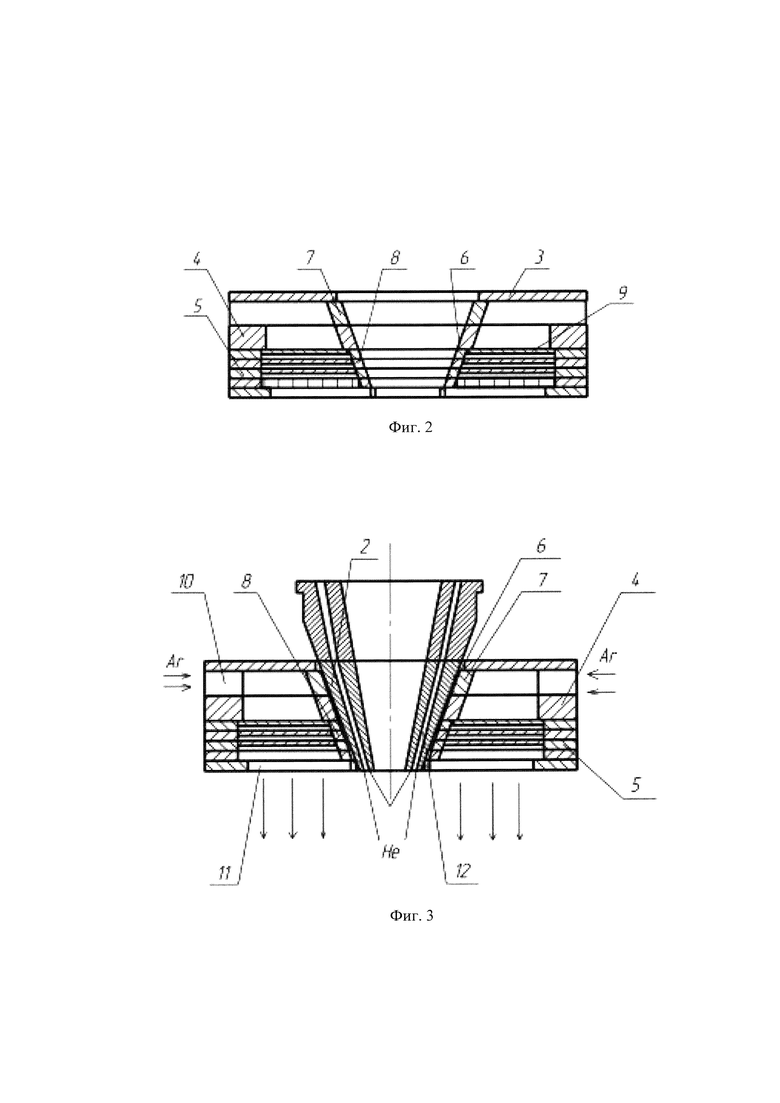
На фигуре 2 изображена газовая линза лазера.
На фигуре 3 изображена газовая линза лазера в сборе.
Технических решений, совпадающих с совокупностью существенных признаков заявляемого изобретения, не выявлено; заявляемые существенные отличительные признаки изобретения явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии изобретения условиям патентоспособности «новизна» и «изобретательский уровень».
Условие патентоспособности «промышленная применимость» подтверждено примером конкретного выполнения заявляемого устройства.
Устройство газовой защиты сварного шва при лазерной сварке содержит сварочную лазерную головку 1 с коаксиально расположенным сварочным соплом 2 для подачи защитного газа в зону сварки и закрепленную на нем газовую линзу лазера 3. Газовая линза лазера 3 включает наружные втулки 4 и 5 и внутренний конус 6, образованный направляющими пластинами 7 и 8. Внутренний конус 6 повторяет геометрию сопла сварочной лазерной головки. Между наружными втулками 4 и 5 и направляющими пластинами 7 и 8 расположена тканая сетка 9, выполненная по ГОСТ 3826-82 «Сетка 2-04-020 12X18Н9Т». Газовая линза лазера снабжена отверстиями для входа 10 и отверстиями 11 для выхода защитного газа к свариваемой поверхности. Газовая линза лазера 3 внутренним конусом 6 надета на сварочное сопло 2 сварочной лазерной головки 1, которое снабжено отверстиями 12 для подачи гелия. Газовая линза лазера закреплена на сварочной лазерной головке 1 соединением винт-гайка 13 посредством двух пластин 14 и снабжена самоклеящейся термостойкой лентой (не показана на чертеже) с низким коэффициентом трения. Геометрические размеры, газовой линзы лазера 3 не превышают размеры сварочной головки 1.
Устройство газовой защиты продольных и замкнутых, в частности криволинейной формы сварных швов, при сварке углекислотным лазером работает следующим образом.
Через отверстия 12 коаксиально расположенного сварочного сопла 2 сварочной лазерной головки 1 подают гелий. Через отверстия 10 газовой линзы лазера 3 подают аргон, который через отверстия 12 поступает для защиты сварного шва. Поток гелия превышает поток аргона и вытесняет аргон из зоны сварки. Гелий, подаваемый в зону сварки, обеспечивает качественное формирование сварного шва и предотвращает образование оптического пробоя при сварке больших толщин. Ламинарный поток аргона защищает закристаллизовавшийся сварной шов в области критических температур. Самоклеящаяся термостойкая лента с низким коэффициентом трения обеспечивает ограничение зоны сварки от атмосферы, что позволяет снизить расход подаваемых защитных газов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ лазерной сварки полых изделий | 2019 |
|
RU2704353C1 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Способ лазерной-дуговой сварки стальной сформованной трубной заготовки | 2017 |
|
RU2668641C1 |
| Способ лазерной сварки металлов и устройство для осуществления способа | 2019 |
|
RU2732256C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОВОЙ ЗАЩИТЫ СВАРНОГО ШВА | 2002 |
|
RU2232069C1 |
| Способ сварки непрерывным лазерным излучением | 1990 |
|
SU1808588A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОВОЙ ЗАЩИТЫ СВАРОЧНОЙ ВАННЫ, СВАРОЧНОГО ШВА И ОКОЛОШОВНОЙ ЗОНЫ | 2015 |
|
RU2615103C1 |
Изобретение относится к устройству для газовой защиты сварных швов при лазерной сварке и может быть использовано при сварке титана, сплавов на основе титана и никеля, высоколегированных нержавеющих сталей во всех отраслях промышленности, в которых эти материалы находят применение. Устройство содержит сварочную лазерную головку (1) с коаксиально расположенным соплом (2) для подачи защитного газа в зону сварки и закрепленную на нем газовую линзу лазера (3). Газовая линза (3) включает наружные втулки (4) и (5) и внутренний конус (6), образованный направляющими пластинами (7 и 8). Внутренний конус (6) повторяет геометрию сопла (2). Между наружными втулками (4 и 5) и направляющими пластинами (7 и 8) расположена тканая сетка (9). Газовая линза (3) снабжена отверстиями для входа (10) и отверстиями (11) для выхода защитного газа к свариваемой поверхности. Газовая линза (3) внутренним конусом (6) надета на сварочное сопло (2) с отверстиями (12) для подачи гелия. Газовая линза (3) закреплена на головке (1) соединением винт-гайка посредством двух пластин (14) и снабжена самоклеящейся термостойкой лентой с низким коэффициентом трения. Геометрические размеры газовой линзы (3) не превышают размеры сварочной головки (1). Техническим результатом является улучшение качества защиты сварного шва при лазерной сварке углекислотным лазером продольных и замкнутых, в частности, криволинейной формы сварных швов, включая сварные швы внахлест тонколистовых изделий. 1 з.п. ф-лы, 3 ил.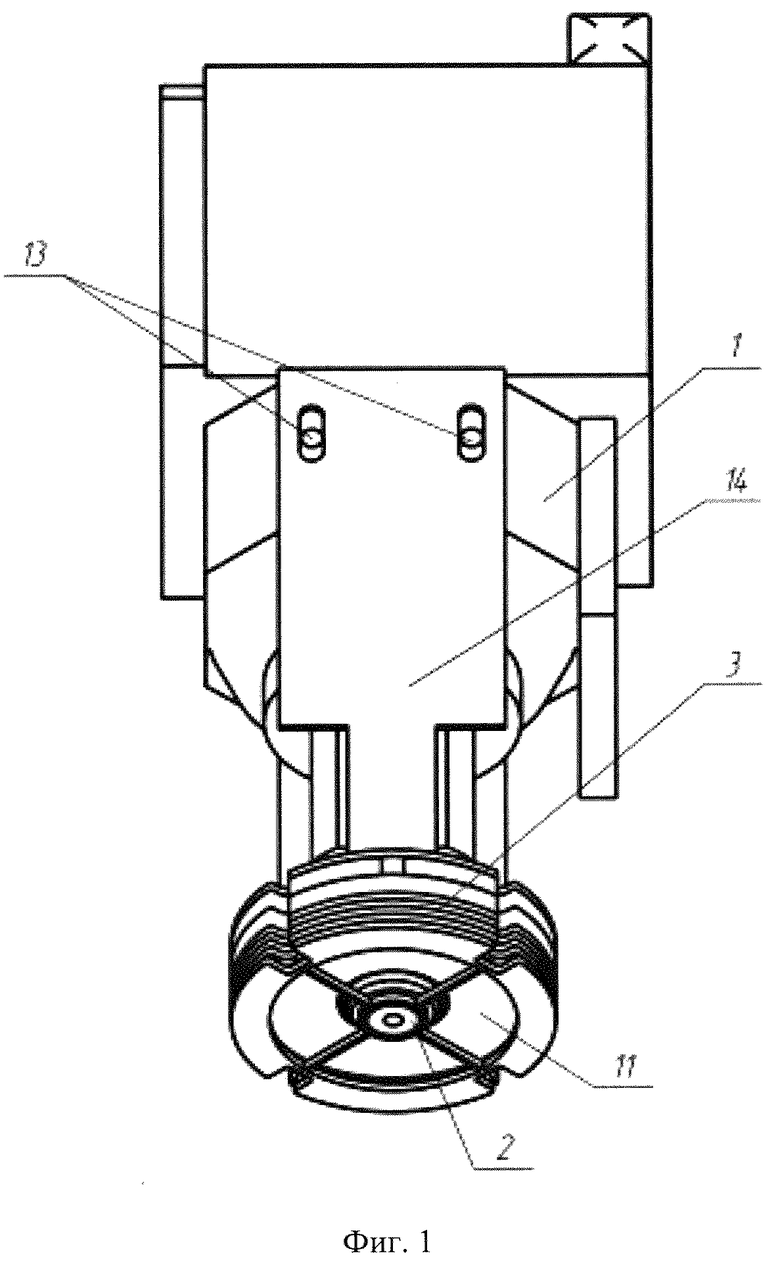
1. Устройство для газовой защиты сварного шва при лазерной сварке, содержащее сварочную лазерную головку с соплом для подачи защитного газа в зону сварки и закрепленную на нем приставку, отличающееся тем, что упомянутая приставка выполнена в виде сборно-разборной газовой линзы лазера, включающей наружные втулки, образованный направляющими пластинами внутренний конус, повторяющий геометрию сопла сварочной лазерной головки, тканую сетку и отверстия для входа и выхода защитного газа к свариваемой поверхности, расположенные между упомянутыми направляющими пластинами и внутренним конусом, при этом сопло сварочной лазерной головки выполнено с отверстиями для подачи гелия, а сборно-разборная газовая линза лазера внутренним конусом надета на сопло сварочной лазерной головки и закреплена на ней соединением винт-гайка посредством двух пластин, причем геометрические размеры газовой линзы лазера не превышают размеры сварочной лазерной головки.
2. Устройство по п. 1, отличающееся тем, что газовая линза лазера снабжена самоклеящейся термостойкой лентой с низким коэффициентом трения.
| ЛАЗЕРНАЯ СВАРОЧНАЯ ГОЛОВКА И ПРОЦЕСС ЛАЗЕРНОЙ СВАРКИ | 2013 |
|
RU2659503C2 |
| УСТРОЙСТВО ДЛЯ ГАЗОВОЙ ЗАЩИТЫ СВАРОЧНОЙ ВАННЫ, СВАРОЧНОГО ШВА И ОКОЛОШОВНОЙ ЗОНЫ | 2015 |
|
RU2615103C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ | 1992 |
|
RU2038937C1 |
| Газовая линза к горелкам для сварки в среде защитных газов | 1980 |
|
SU996130A1 |
| УСТАНОВКА ДЛЯ ВИБРОСЕЙСМИЧЕСКОГО ВОЗДЕЙСТВИЯ НА ЗАЛЕЖЬ | 1999 |
|
RU2164286C1 |
| US 4644131 A, 17.02.1987 | |||
| JP 60027486 A, 12.02.1985 | |||
| JP 2004042113 A, 12.02.2004 | |||
| JP 10085982 A, 07.04.1998 | |||
| JP 7155977 A, 20.06.1995. | |||

