Область техники
Настоящее изобретение в целом относится к изготовлению элементов жесткости из композитного слоистого материала, в частности к способу и устройству для производства профилированных элементов жесткости, которые уменьшают образование складок слоя.
Уровень техники
Профилированные элементы жесткости из композитного слоистого материала, такие как стрингеры вогнутой формы, могут быть выполнены посредством использования комбинации первичных и вторичных операций формования. Например, формование посредством пуансона может быть использовано для преобразования плоской композитной заготовки с получением прямолинейного элемента жесткости, имеющего желательную форму поперечного сечения, такую как, без ограничения, шляповидное поперечное сечение. В ходе вторичной операции формования стрингер формируют вдоль его длины на криволинейном формовочном приспособлении посредством использования по существу прямолинейного, полужесткого устройства прессования, имеющего шляповидное поперечное сечение. Атмосферное давление, приложенное к устройству прессования через вакуумный мешок, и при необходимости, давление автоклава, образует элемент жесткости на криволинейном формовочном приспособлении с приданием необходимой кривизны элементу жесткости. В ходе вторичной операции формования деформация изгиба возникает внутри элемента жесткости при его прилегании к профилю формовочного приспособления. Эта деформация изгиба способна вызвать локальное изгибание композитных волокон в неотвержденном слоистом материале, что образует нежелательные складки в отвержденной части, особенно в областях вблизи внутреннего радиуса профилированного элемента жесткости.
В соответствии с этим существует потребность в способе и устройстве для уменьшения образования складок слоистого материала во время профилирования элементов жесткости из композитного слоистого материала посредством управления деформацией в плоскости в тех областях слоистого материала, которые могут быть подвержены изгибанию.
Раскрытие сущности изобретения
Раскрытые варианты реализации настоящего изобретения предлагают способ и устройство для производства профилированных элементов жесткости из композитного слоистого материала, которые уменьшают или устраняют образование складок слоя, вызванное деформацией сжатия, возникающей в слоистом материале во время его профилирования. Посредством уменьшения или по существу устранения образования складок слоя могут быть улучшены конструктивные характеристики элемента жесткости и могут быть уменьшены затраты на ремонт, восстановление, осмотр и сертификацию.
В одном варианте реализации настоящего изобретения образование складок слоя уменьшено или устранено посредством увеличения силы натяжения на внешнем радиусе устройства прессования, используемого для формирования слоистого материала на профилированной поверхности приспособления. Деформация растяжения на внешнем радиусе устройства прессования возрастает посредством вырезания выемок на внешнем радиусе устройства прессования. Эти выемки обеспечивают уплотнение слоистого материала относительно устройства прессования и обеспечивают выходящее из плоскости перемещение слоистого материала без введения деформации сжатия во внутренний радиус элемента жесткости. Подавление деформации сжатия вдоль внутреннего радиуса достигнуто посредством сохранения силы натяжения на внешнем радиусе слоистого материала при его формовании на профилированном приспособлении для отверждения. Выемки во внешнем радиусе устройства прессования обеспечивают устройству прессования возможность расширения вдоль внешнего радиуса, прилагая, таким образом, силу натяжения к внешнему радиусу. Получаемая в результате деформация растяжения на внешнем радиусе препятствует деформации сжатия на внутреннем радиусе, образуемой при формовании элемента жесткости на профилированной поверхности приспособления для отверждения.
В другом варианте реализации настоящего изобретения деформация сжатия на внутреннем радиусе профилированного элемента жесткости уменьшена или устранена посредством использования профилированного устройства прессования, обладающего кривизной, превышающей кривизну профилированной поверхности приспособления, на которой формуют элемент жесткости. Криволинейное устройство прессования увеличивает силу натяжения, приложенную к внутреннему радиусу устройства прессования. Возникающая в результате деформация растяжения во внутреннем радиусе элемента жесткости при прилегании элемента жесткости к поверхности приспособления препятствует деформации сжатия на внутреннем радиусе элемента жесткости, образуемой процессом формования. Деформация растяжения, приложенная к элементу жесткости, сохранена во время всего процесса формования профиля и далее во время отверждения элемента жесткости.
Согласно одному раскрытому варианту реализации настоящего изобретения предложен способ изготовления профилированного элемента жесткости из композитного слоистого материала. Способ включает сборку по существу плоской заготовки композитного слоистого материала, формование заготовки композитного слоистого материала по существу в прямолинейный элемент жесткости, обладающий необходимой формой поперечного сечения, и образование профиля в элементе жесткости, имеющем внутренний радиус и внешний радиус. Способ также включает уменьшение деформации сжатия на внутреннем радиусе во время формования профиля. Сборка заготовки композитного слоистого материала включает укладку частей слоя препрега, каждый из которых имеет ориентацию волокон под углом 0°. Укладка частей слоя препрега включает перекрытие частей слоя. Формование профиля в элементе жесткости включает размещение прямолинейного элемента жесткости на криволинейной поверхности приспособления, размещение устройства прессования на прямолинейном элементе жесткости и использование устройства прессования для прессования элемента жесткости с упором в криволинейную поверхность приспособления. Уменьшение деформации сжатия на внутреннем радиусе включает увеличение деформации растяжения на внешнем радиусе устройства прессования. Увеличение деформации растяжения на внешнем радиусе устройства прессования выполнено посредством образования набора щелей на внешнем радиусе устройства прессования. Уменьшение деформации сжатия на внутреннем радиусе элемента жесткости из композитного слоистого материала выполнено посредством использования устройства прессования для приложения силы натяжения к внешним концевым частям элемента жесткости из композитного слоистого материала.
Согласно другому раскрытому варианту реализации настоящего изобретения предложен способ изготовления профилированного шляповидного элемента жесткости из композитного слоистого материала. Способ включает формование по существу плоской заготовки композитного слоистого материала по существу с получением прямолинейного элемента жесткости, имеющего шляповидное поперечное сечение, посредством использования устройства прессования для формования профиля в элементе жесткости, и обеспечение возможности растяжения устройства прессования при формовании устройством прессования профиля в элементе жесткости. Профиль имеет внутренний радиус и внешний радиус, а использование устройства прессования для формования профиля включает уплотнение элемента жесткости с упором в приспособление, имеющее криволинейную поверхность, по существу соответствующую внутреннему радиусу. Способ также включает уменьшение внеплоскостного изгибания элемента жесткости в области внутреннего радиуса элемента жесткости посредством образования деформации растяжения во внешнем радиусе, что уменьшает деформацию сжатия в области внутреннего радиуса элемента жесткости. Образование деформации растяжения включает образование набора щелей в устройстве прессования, что обеспечивает возможность растяжения внутреннего радиуса устройства прессования при формовании устройством прессования элемента жесткости с упором в криволинейную поверхность приспособления. В одной модификации образование деформации растяжения включает приложение силы натяжения к внутреннему радиусу элемента жесткости. Приложение силы натяжения к внутреннему радиусу элемента жесткости включает использование устройства прессования для приложения силы натяжения, причем устройство прессования профилировано и имеет кривизну, превышающую кривизну криволинейной поверхности приспособления. Способ дополнительно включает отверждение элемента жесткости, причем образование деформации растяжения продолжено в ходе отверждения элемента жесткости.
Согласно еще одному раскрытому варианту реализации настоящего изобретения предложено устройство для формования профилированного элемента жесткости из композитного слоистого материала. Устройство включает элемент жесткости из композитного слоистого материала, выполненный с возможностью формования и прессования с упором в криволинейную поверхность приспособления, причем устройство прессования имеет кривизну, превышающую кривизну поверхности приспособления. Устройство прессования выполнено с возможностью расширения и приложения силы натяжения к элементу жесткости при формовании элемента жесткости с упором в поверхность приспособления. Устройство прессования имеет шляповидное поперечное сечение, включая часть в виде днища, пару частей в виде полок, пару частей в виде стенки, соединяющих днище с частями в виде полок. Часть в виде днища содержит набор отделенных друг от друга щелей. Устройство прессования также имеет участок внутреннего радиуса и участок внешнего радиуса, причем участок внутреннего радиуса содержит набор щелей, обеспечивающих изгибание устройства прессования.
Согласно еще одному раскрытому варианту реализации настоящего изобретения предложено устройство для формования профилированного элемента жесткости из композитного слоистого материала, имеющего шляповидное поперечное сечение. Устройство содержит устройство прессования, выполненное с возможностью формования элемента жесткости из композитного слоистого материала на криволинейной поверхности приспособления. Устройство прессования содержит часть в виде днища, пару частей в виде полок и пару частей в виде стенок, соединяющих часть в виде днища с частями в виде полок. Устройство прессования дополнительно содержит набор отделенных друг от друга щелей, проходящих через части в виде полок и, по меньшей мере частично, в части в виде стенок для передачи деформации растяжения элементу жесткости из композитного слоистого материала при формовании элемента жесткости на криволинейной поверхности приспособления. Устройство может также содержать опорную плиту, выполненную с возможностью перекрытия частей в виде полок и передачи на них силы формования. Опорная плита может быть выполнена из по существу гибкого материала. Опорная плита может также содержать множество щелей, обеспечивающих возможность изгиба опорной плиты и ее прилегания к частям в виде полок при формовании устройством прессования элемента жесткости из композитного слоистого материала на криволинейной поверхности приспособления.
Особенности, функции и преимущества могут быть достигнуты независимо в различных вариантах реализации настоящего изобретения или могут быть скомбинированы в других вариантах реализации, более подробная информация о которых может быть получена со ссылками на последующие описание и чертежи.
Краткое описание чертежей
Новые особенности, предполагаемые характерными для взятых в качестве примера вариантов реализации настоящего изобретения, сформулированы в приложенных пунктах формулы изобретения. Однако, взятые в качестве примера варианты реализации, а также предпочтительный режим использования, их дополнительные цели и особенности будут лучше всего поняты со ссылками на последующее подробное описание взятого в качестве примера варианта реализации настоящего изобретения при чтении его в сочетании с сопроводительными чертежами, на которых:
На фиг. 1 показан перспективный вид профилированного шляповидного стрингера.
На фиг. 2 показан перспективный вид, иллюстрирующий преобразование заготовки плоского композитного слоистого материала в прямолинейный стрингер, имеющий шляповидное поперечное сечение.
На фиг. 3 показан продольный вид сбоку, иллюстрирующий узел приспособления, использующий один вариант реализации устройства прессования.
Фиг. 4 аналогична фиг. 3, но показывает устройство прессования и стрингер, собранные и сформованные на формовочном приспособлении, причем вакуумный мешок не показан для ясности.
На фиг. 5 показан вид в разрезе по линии 5-5 на фиг. 4, и также показаны опорная плита и вакуумный мешок.
На фиг. 6 показан перспективный вид устройства прессования, показанного на фиг. 3, 4 и 5, после прилегания к криволинейной поверхности формовочного приспособления.
На фиг. 7 показан вида сверху дополнительной пластины устройства прессования, образующей часть узла приспособления, показанного на фиг. 5.
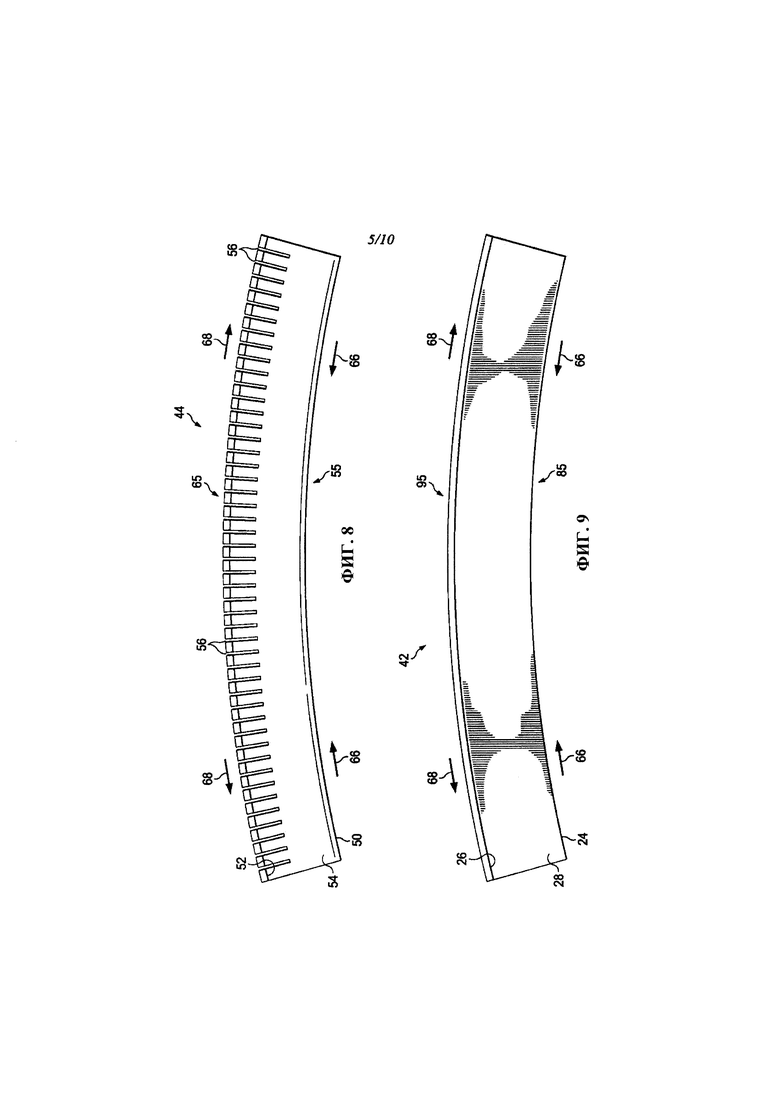
На фиг. 8 показан вертикальный вид сбоку устройства прессования, показанного на фиг. 7, полезный при объяснении уменьшения деформации сжатия вдоль внутреннего радиуса устройства прессования.
На фиг. 9 показан вид профилированного стрингера, полезный при объяснении уменьшения образования складок в областях внутреннего радиуса стрингера.
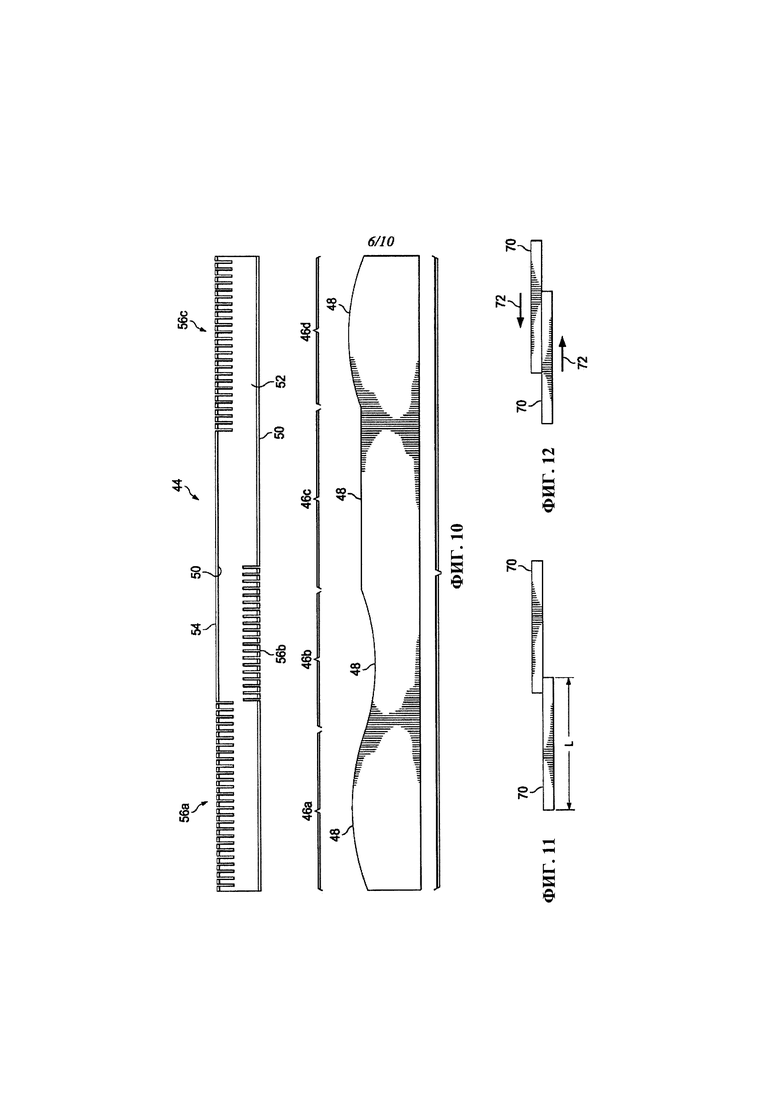
На фиг. 10 показан продольный вид сбоку альтернативного варианта реализации устройства прессования и формовочного приспособления, имеющего множество профилированных и плоских поверхностей приспособления.
На фиг. 11 и 12 показаны виды сбоку двух соседних частей перемежающихся слоев при ориентации под углом 0°.
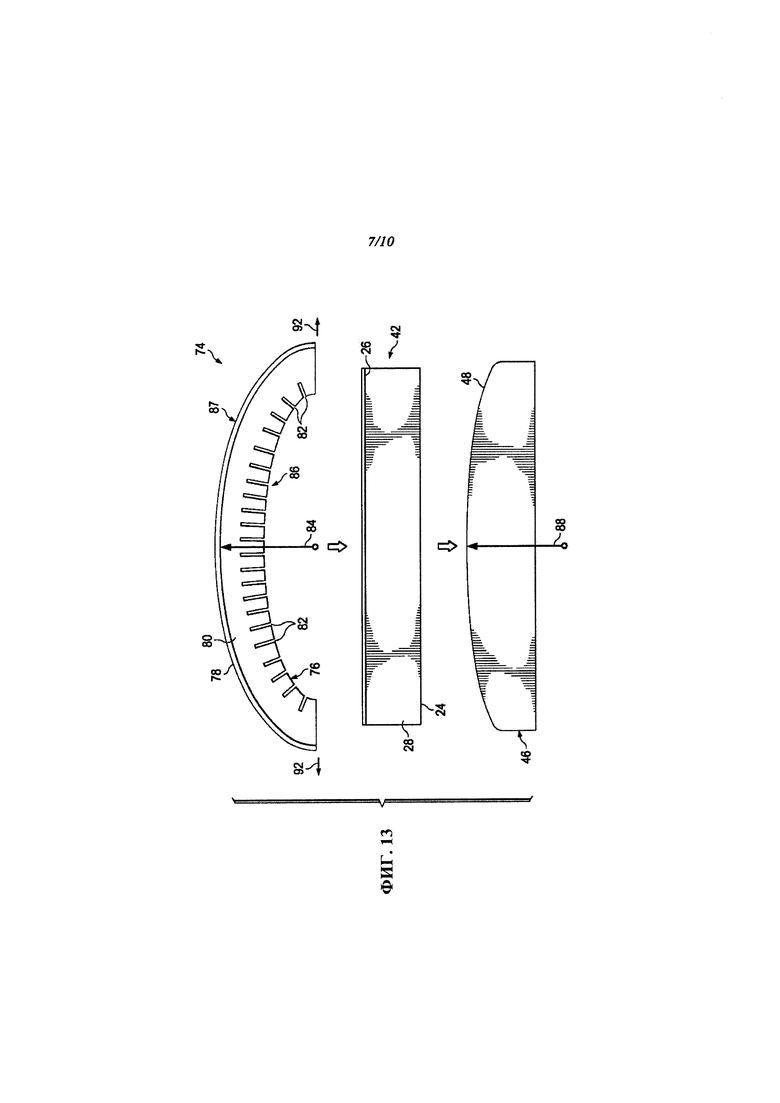
На фиг. 13 показан узел формовочного приспособления, использующий альтернативный вариант реализации устройства прессования.
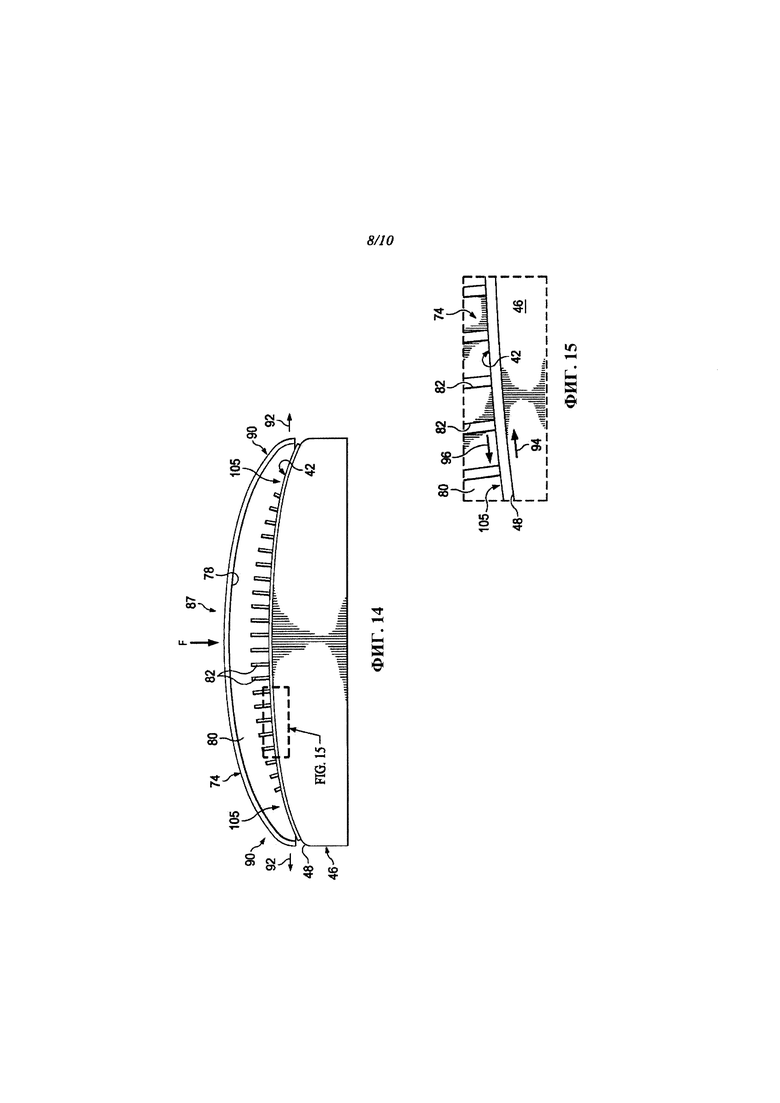
На фиг. 14 показан узел формовочного приспособления, показанный на фиг. 13, причем устройство прессования частично вытянуто вниз на формовочное приспособление.
На фиг. 15 показана область, обозначенная "ФИГ. 15" на фиг. 14, причем часть формовочного приспособления была вырезана для лучшего пояснения деформации растяжения в днище стрингера.
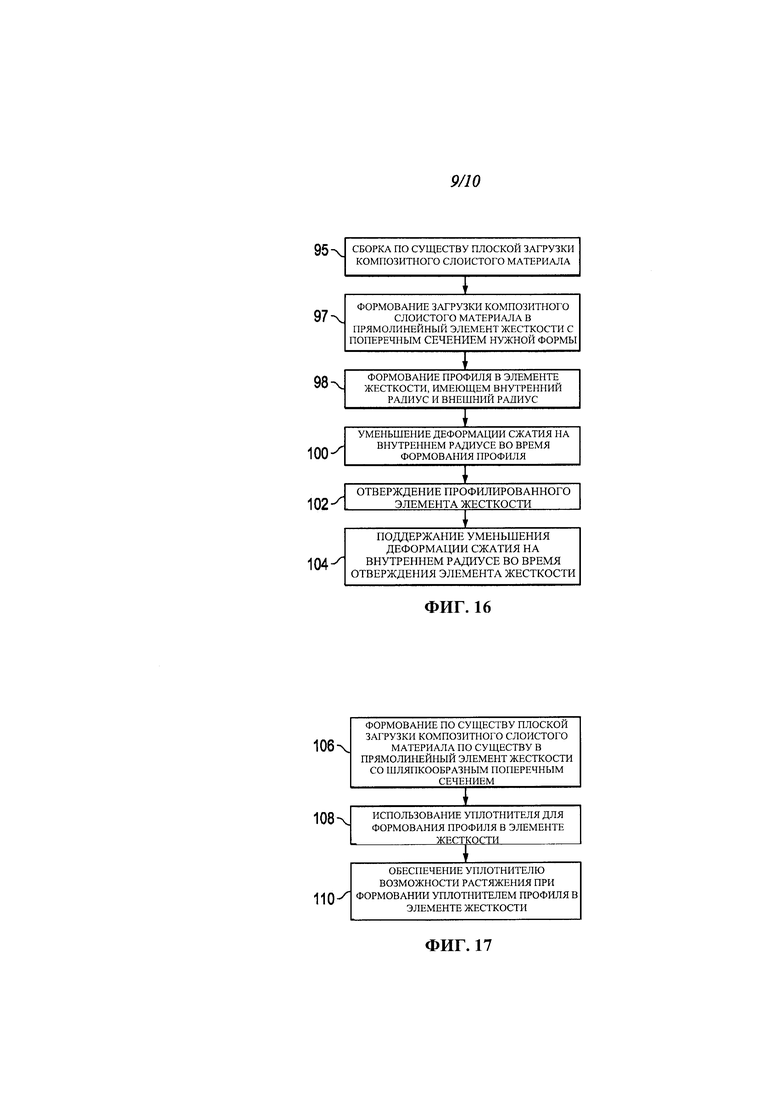
На фиг. 16 показана блок-схема способа изготовления профилированного элемента жесткости из композитного слоистого материала, обладающего уменьшенным образованием складок.
На фиг. 17 показана блок-схема способа изготовления профилированного шляповидного элемента жесткости из композитного слоистого материала.
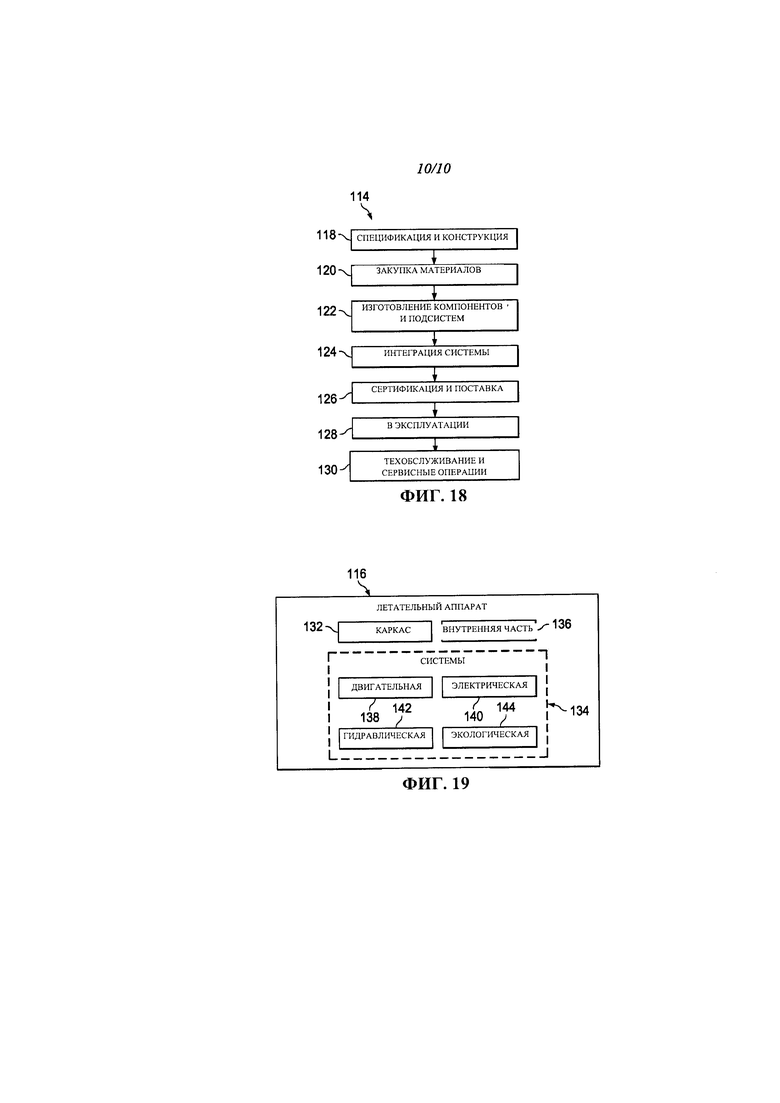
На фиг. 18 показана блок-схема методологии производства и техобслуживания воздушного летательного аппарата.
На фиг. 19 показана блок-схема воздушного летательного аппарата.
Подробное описание изобретения
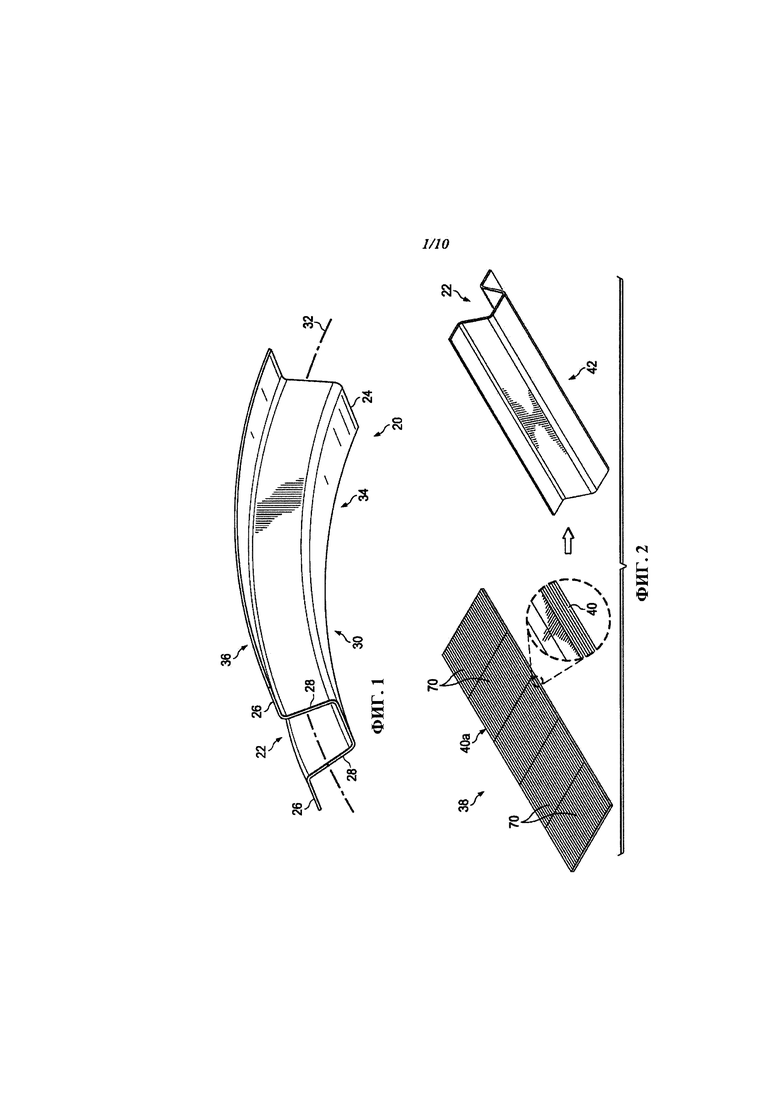
На фиг. 1 раскрытые варианты реализации настоящего изобретения предлагают способ и устройство для изготовления профилированного элемента 20 жесткости из композитного слоистого материала, обладающего кривизной 30 вдоль его продольной оси 32. В поясняемом примере элемент 20 жесткости представляет собой шляповидный стрингер, имеющий шляповидное поперечное сечение 22, однако принципы раскрытых вариантов реализации настоящего изобретения применимы к широкому диапазону вытянутых элементов жесткости, имеющих любую из различных форм поперечного сечения, включая, но не ограничиваясь этим, формы поперечного сечения в виде букв С, J, Z и Т.
Шляповидное поперечное сечение 22 имеет днище 24, соединенное парой стенок 28 с парой повернутых во внешнем направлении полок 26. Показанный элемент 20 жесткости выполнен вогнутым по форме, причем днище 24 размещено вдоль внутреннего радиуса 34 кривизны 30, а полки 26 размещены вдоль внешнего радиуса 36. При использовании в настоящей заявке в отношении профилированного элемента 20 жесткости термины "внутренний радиус" и "внешний радиус" имеют, соответственно, отношение к внутреннему и внешнему участкам элемента 20 жесткости, или другими словами, к композитным слоям, лежащим вблизи внутреннего радиуса 34, и слоям, лежащим вблизи внешнего радиуса 36 элемента 20 жесткости. В некоторых вариантах реализации настоящего изобретения днище 24 может быть размещено вдоль внешнего радиуса 36, а полки 26 - вдоль внутреннего радиуса 34. В других вариантах реализации настоящего изобретения элемент 20 жесткости может иметь более одной кривизны 30, а также прямолинейные участки вдоль его длины.
В одном варианте реализации настоящего изобретения профилированный элемент 20 жесткости, показанный на фиг. 1, может быть выполнен посредством использования комбинации первичных и вторичных операций формования. На фиг. 2 показана первичная операция формования, в ходе которой происходит сборка плоской заготовки 38 композитного слоистого материала и ее формование посредством пуансона с получением прямолинейного элемента 42 жесткости, имеющего шляповидное поперечное сечение. Однако другие процессы могут быть использованы для формования заготовки 38 с получением прямолинейного элемента 42 жесткости, имеющего необходимую форму поперечного сечения. Заготовка 38 содержит стопку слоев 40 препрега, имеющих различные ориентации волокон, включая слои 40а с ориентацией под углом 0° градусов, размещенные согласно заранее определенному плану слоев, подходящему для данного приложения. Как будет обсуждено ниже, при необходимости, некоторые или все слои 40а с ориентацией под углом 0° градусов могут быть выполнены перемежающимися, например, в виде частей 70 слоя в качестве вспомогательного средства при последующем профилировании прямолинейного элемента 42 жесткости.
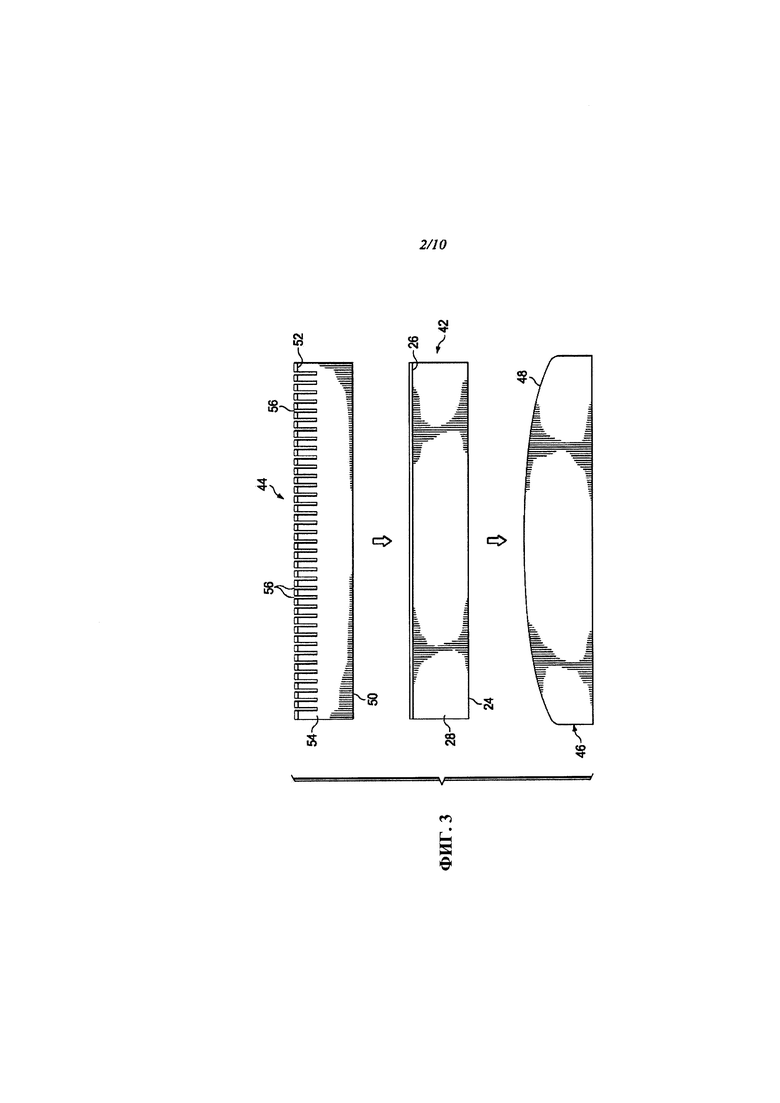
На фиг. 3-6 показан устройство 44 прессования и формовочное приспособление 46, которые могут быть использованы во вторичной операции формования для формования прямолинейного элемента 42 жесткости (фиг. 2) с достижением необходимого профиля, такого как вогнутая форма, показанная на фиг. 1. Формовочное приспособление 46, которое может содержать приспособление для отверждения, в котором происходит отверждение элемента 20 жесткости, обладает криволинейной поверхностью 48 приспособления, форма которой по существу согласована с нужной кривизной 30 (фиг. 1) элемента 20 жесткости. Устройство 44 прессования использовано для опускания элемента 42 жесткости вниз на поверхность 48 приспособления и, как будет обсуждено более подробно ниже, выполнен с возможностью предотвращения использования высоких уровней деформации сжатия вдоль внутреннего радиуса 34 (то есть днища 24) элемента 20 жесткости, что может приводить к нежелательному образованию складок слоя. Устройство 44 прессования имеет форму поперечного сечения, по существу согласованную со шляповидным поперечным сечением элемента 20 жесткости. Устройство прессования содержит часть 50 в виде днища, соединенную с парой частей 52 в виде полок посредством пары частей 54 в виде стенки. Устройство 44 прессования может быть выполнено из любых подходящих материалов, таких как, без ограничения, композит, обладающий достаточной прочностью и жесткостью для приложения давления прессования к неотвержденному элементу 42 жесткости в ответ на приложенную силу F формования.
Устройство 44 прессования содержит набор размещенных с промежутками в продольном направлении щелей 56, полностью проходящих через каждую из частей 52 в виде полок и частично в части 54 в виде стенок. Во время операции формования приложенная сила F формования сгибает устройство 44 прессования и элемент 42 жесткости к приспособлению 46, заставляя их принять форму поверхности 48 приспособления. При сгибании прямолинейного устройства 44 прессования к криволинейной поверхности 48 приспособления на внешний радиус 65 устройства 44 прессования воздействует растяжение, заставляя его подвергнуться осевому удлинению, известному как деформация растяжения, а на внутренний радиус 55 воздействует сжатие, и он испытывает осевое сжатие, известное как деформация сжатия. Во время процесса формования происходит раздвижение щелей 56 в частях 52 в виде полок под воздействием силы натяжения. Раздвижение щелей 56 приводит к увеличению величины удлинения или деформации растяжения на внешнем радиусе 65. Увеличенная деформация растяжения на внешнем радиусе 65 (части 52 в виде полок) препятствуют деформации сжатия и, таким образом, уменьшает ее в части 50 днища устройства прессования. Увеличение деформации растяжения в частях 52 в виде полок устройства 44 прессования передано к полкам 26 неотвержденного элемента 42 жесткости, что в свою очередь уменьшает деформацию сжатия в днище 24 элемента жесткости и сопутствующее образование складок слоя.
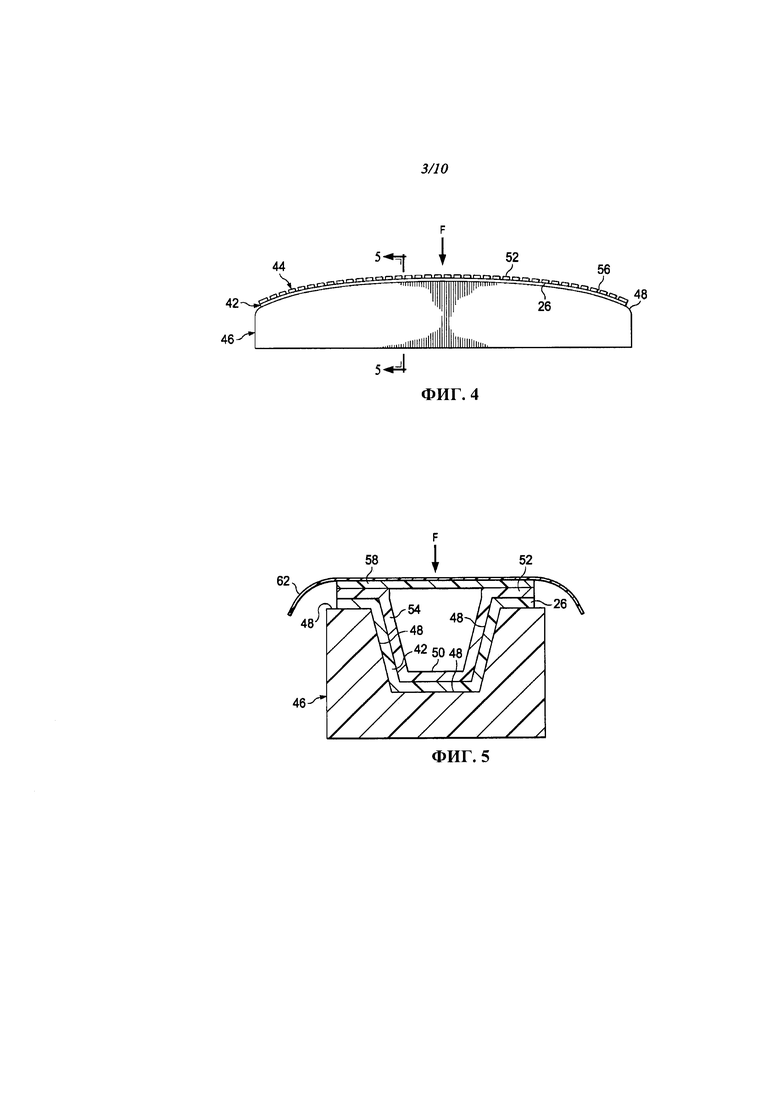
На фиг. 4 и 5 можно видеть, что при использовании прямолинейный элемент 42 жесткости наложен на поверхность 48 приспособления, а устройство 44 прессования, которое по существу прямолинейно в этой точке, размещено внутри прямолинейного элемента 42 жесткости. При необходимости, в зависимости от приложения, опорная плита 58 (фиг. 5) размещена поверх устройства 44 прессования в непосредственном контакте с частями 52 в виде полок устройства 44 прессования. Вакуумный мешок 62 (фиг. 5) затем размещают над узлом формовочного приспособления 46, элемента 42 жесткости, устройства 44 прессования и опорной плиты 58. Вакуумный мешок 62 уплотняют вокруг формовочного приспособления 46 и затем откачивают, заставляя атмосферное давление прилагать силу F формования к устройству 44 прессования. Происходит передача приложенной силы F формования от устройства 44 прессования к элементу 42 жесткости, вызывая формование элемента 42 жесткости на поверхности 48 приспособления. Хотя это не показано на фигурах, процесс формования элемента жесткости может быть выполнен внутри автоклава, где внутреннее давление автоклава может представлять собой часть силы F формования.
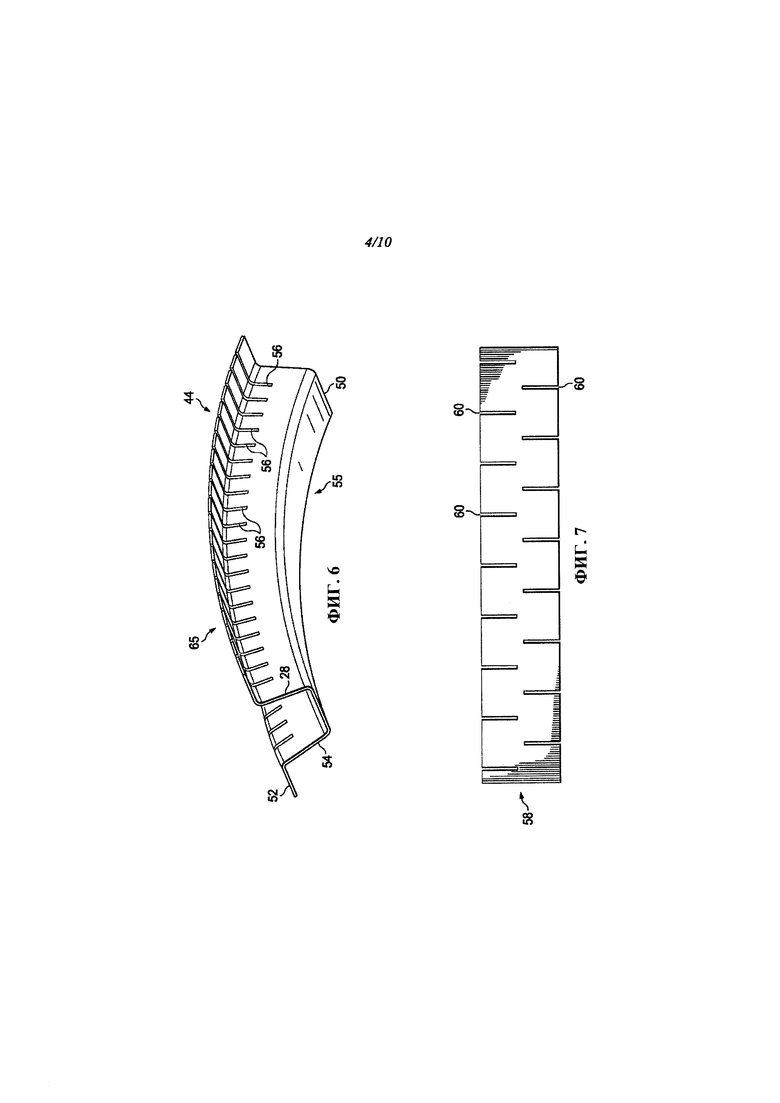
При приложении силы F формования происходит изгиб устройства 44 прессования для прилегания к криволинейной поверхности 48 приспособления. Щели 56 вдоль внешнего радиуса 65 (см. фиг. 6) устройства 44 прессования, раздвинутые во время этого изгиба, обеспечивают устройству 44 прессования возможность изгиба и удлинения при его прилегании вдоль своей длины к кривизне поверхности 48 приспособления. Как было ранее отмечено, щели 56 работают для увеличения деформации растяжения вдоль внешнего радиуса 65 устройства 44 прессования, поскольку они обеспечивают возможность удлинения внешнего радиуса 65 в большей степени, чем он мог быть удлинен в ответ на напряжение растяжения на внешнем радиусе 65, вызванное приложенной силой F формования. Вследствие увеличенной деформации растяжения на внешнем радиусе 65, сила натяжения, возникающая вследствие напряжения изгиба, сдвинута или перенаправлена во внутреннем направлении внутри элемента 42 жесткости, и приложена в области внутри элемента 41 жесткости, которая ближе к внутреннему радиусу 55. Например, часть приложенной силы натяжения может быть сдвинута от внешнего радиуса 65 и приложена в области элемента 42 жесткости, размещенного между внутренним радиусом 55 и внешним радиусом 65. Сила натяжения, приложенная ближе к внутреннему радиусу по меньшей мере частично смещает сжатие, испытываемое устройством 44 прессования на внутреннем радиусе 55, уменьшая, таким образом, деформацию сжатия на внутреннем радиусе 55.
Во время операции формования происходит передача приложенной силы F формования через устройство 44 прессования к элементу 42 жесткости. Устройство 44 прессования и элемент 42 жесткости плотно соединены друг с другом и по существу не скользят друг относительно друга вследствие наличия силы F формования, которая сжимает их вместе, в добавление к силам трения и/или силам адгезии между ними. Адгезия между устройством 44 прессования и элементом 42 жесткости возникает вследствие липкости неотвержденного элемента 42 жесткости, которая возрастает при нагреве во время формования и/или отверждения. В зависимости от приложения и материала, из которого выполнено устройство 44 прессования, может быть необходимо или желательно увеличить адгезию и/или трение между устройством 44 прессования и элементом 42 жесткости таким образом, чтобы эти два компонента не скользили друг относительно друга во время процесса формования. Увеличение адгезии и/или трения может быть достигнуто посредством обработки поверхности устройства 44 прессования таким образом, что он проявляет большее трение при контакте с элементом 42 жесткости, и/или введением слоя адгезива (не показан) между устройством 44 прессования и элементом 42 жесткости.
Увеличение деформации растяжения, обеспечивающее возможность удлинения устройства 44 прессования и его распространения вдоль его длины, а также соответствующее уменьшение деформации сжатия вдоль внутреннего радиуса 55 перенесено от устройства 44 прессования к элементу 42 жесткости. Щели 56 также являются вспомогательном средством для выполнения надежного вакуумного уплотнения вокруг неотвержденного элемента 42 жесткости. Опорная плита 58 является вспомогательным средством для однородного приложения силы F формования к частям 52 в виде полок устройства прессования. В одном варианте реализации настоящего изобретения опорная плита 58 может быть выполнена из гибкого материала, что обеспечивает возможность ее сгиба и прилегания к кривизне поверхности 48 приспособления. В других вариантах реализации, как показано на фиг. 7, опорная плита 58 может быть выполнена из более жесткого материала, такого как композит, снабженного набором расположенных в шахматном порядке выемок 60, обеспечивающего возможность изгиба опорной плиты 58 по мере необходимости в ответ на приложенную силу F формования.
На фиг. 8 и 9 соответственно показаны профили устройства 44 прессования и элемента 42 жесткости после их прижатия к криволинейной поверхности 48 приспособления, причем прямолинейный элемент 42 жесткости принимает форму поверхности 48 приспособления, форма которого дополняет форму элемента 42 жесткости. Поскольку устройство 44 прессования прилегает к криволинейной поверхности 48 приспособления, области устройства 44 прессования вблизи внутреннего радиуса 85 и особенно часть 50 днища подвержены сжатию 66. Одновременно, области устройства 44 прессования вблизи внешнего радиуса 95, а именно, части 52 и в виде полок внешние участки частей 54 в виде стенок, подвержены растяжению 68, что вызывает расширение щелей 56 и распространение устройства 44 прессования. Расширение щелей 56 в устройстве 44 прессования вблизи внешнего радиуса 65 увеличивает деформацию растяжения в этой области, и это увеличении деформации растяжения препятствует деформации сжатия, возникающей в области внутреннего радиуса 55. Увеличение деформации растяжения вблизи внешнего радиуса 65 и возникающее в результате уменьшение деформации сжатия вблизи внутреннего радиуса 55 перенесено от устройства 44 прессования к элементу 42 жесткости, уменьшая или устраняя, тем самым, образование складок слоя в днище 24 элемента 42 жесткости. Увеличение деформации растяжения на внешнем радиусе 35 элемента 42 жесткости позволяет последующим слоям ближе к внутреннему радиусу 34 скользить друг относительно друга, уменьшая, таким образом, деформацию сжатия вблизи внутреннего радиуса 34. Сила 68 натяжения и сила 66 сжатия, действующие на устройство 44 прессования, перенесенные к внутреннему радиусу 34 и к внешнему радиусу 35 элемента 42 жесткости, сохранены во время всего процесса профилирования и затем в течение отверждения.
Как было ранее упомянуто, в некоторых приложениях элемент 20 жесткости может обладать более чем одной кривизной 30, а также прямолинейными участками вдоль своей длины. Например, на фиг. 10 можно видеть, что формовочное приспособление 46 может иметь множество участков 46a-46d, в которых поверхности 48 приспособления имеют разные профили, которые соответственно дополняют соответствующие формы (не показаны) элемента 20 жесткости. В показанном примере поверхности 48 приспособления в участках 46а и 46d приспособления имеют кривизну, которая противоположна криволинейной поверхности 48 приспособления в участке 46b. Противоположно профилированные поверхности 48 приспособления в участках 46b и 46d соединены по существу прямолинейной или плоской поверхностью 48 приспособления на участке 46с. На фиг. 10 также показано устройство 44 прессования, подходящее для прессования прямолинейного элемента 42 жесткости (не показан на фиг. 10) с упором в формовочное приспособление 46. Устройство 44 прессования содержит два набора щелей 56а, 56с в частях 52 в виде полок для уменьшения деформации растяжения в части 50 днища при формовании на участках 46а и 46d приспособления 46, и третий набор щелей 56b в части 50 днища для уменьшения деформации растяжения в частях 54 в виде полок при формовании на участке 46b приспособления 46. Область устройства 44 прессования, которая формует элемент 42 жесткости с упором в плоскую поверхность 48 приспособления на участке 46 с, не содержит каких-либо щелей 56.
На фиг. 11 и 12 можно видеть, что, при необходимости, в некоторых вариантах реализации настоящего изобретения слои 40а (см. фиг. 2), имеющие ориентацию под углом 0° с армированными волокнами, обычно выровненными вдоль продольной оси 32 (фиг. 1) элемента 20 жесткости, могут быть выполнены перемежающимися. Например, перемежающиеся слои 40а с ориентацией под углом 0° могут содержать части 70 слоев препрега с ориентацией под углом 0°(фиг. 2, 11 и 12), которые наложены друг на друга вдоль элемента 20 жесткости. Длина L частей 70 слоя зависит от приложения и градуса профиля элемента жесткости. Во время процесса формирования профиля, в котором прямолинейный элемент 42 жесткости формуют вниз на поверхность 48 формовочного приспособления, части 70 слоя скользят 72 в плоскости (фиг. 11) друг относительно друга для облегчения формования внутреннего радиуса 85 на поверхности 48 приспособления, и помогают избежать изгибания в виде выходящих из плоскости складок.
Фиг. 13, 14 и 15 иллюстрируют альтернативный вариант реализации настоящего изобретения, использующий криволинейное устройство 74 прессования, имеющее радиус кривизны 84, меньший радиуса кривизны 88 поверхности 48 приспособления, используемой для профилирования прямолинейного неотвержденного элемента 42 жесткости. Таким образом, устройство 74 прессования обладает кривизной, превышающей кривизну поверхности 48 приспособления. Устройство 74 прессования можно выполнить из любого подходящего материала, такого как композит, обладающий достаточной прочностью и жесткостью для формирования неотвержденного элемента 42 жесткости на криволинейной поверхности 48 приспособления, но с возможностью расширения 92 (фиг. 13 и 14) вдоль его длины. Устройство 74 прессования имеет участок 86 внутреннего радиуса и участок 87 внешнего радиуса. Форма поперечного сечения устройства 74 прессования по существу идентична форме поперечного сечения прямолинейного элемента 42 жесткости и содержит часть 76 в виде днища, соединенную с парой частей 78 в виде полок посредством пары частей 80 в виде стенки. В этом варианте реализации настоящего изобретения часть 76 в виде днища снабжена набором отделенных друг от друга щелей 82 на ее участке внутреннего радиуса 86, который частично вытянут в части 80 в виде стенки устройства 74 прессования.
В частности, на фиг. 14 и 15 можно видеть, что при использовании неотвержденный элемент 42 жесткости накладывают на приспособление 46, а устройство 74 прессования накладывают на элемент 42 жесткости. Хотя он и не показан на фигурах, вакуумный мешок уплотняют поверх устройства 74 прессования и затем откачивают. Откачка мешка образует силу F формования, которая прижимает устройство 74 прессования к элементу 42 жесткости. Сила F формования вызывает формование элемента 42 жесткости на криволинейной поверхности 48 приспособления. Обработка в автоклаве может быть использована для увеличения силы F формования. Внешние концевые части 90 устройства 74 прессования первоначально входят в зацепление с внешними концевыми частями 105 элемента 42 жесткости. Во время этого зацепления, в результате трения между устройством 74 прессования и элементом 42 жесткости, устройство 74 прессования прилагает силу 96 натяжения (фиг. 15) к внешним концевым частям 105 элемента 42 жесткости. Поскольку устройство 74 прессования начинает сглаживание при его прилегании к поверхности 48 приспособления, деформация растяжения образована в поверхности устройства 74 прессования, контактирующего с днищем 24 элемента жесткости. Эта деформация растяжения в свою очередь образует силу натяжения в днище 24 элемента жесткости, что препятствует эффектам сжимающей нагрузки в днище 24 элемента жесткости при его прилегании к поверхности 48 приспособления. При необходимости, хотя это и не показано на фигурах, слой материала с высоким трением или адгезива может быть размещен между устройством 74 прессования и элементом 42 жесткости для увеличения трения между этими двумя компонентами и, таким образом, для увеличения силы 96 натяжения, прилагаемой устройством 74 прессования к элементу 42 жесткости.
Наличие щелей 82 в части 76 в виде днища и в частях 80 в виде стенок устройства 74 прессования обеспечивает возможность деформации растяжения и растяжения 92 концевых частей 90 устройства прессования при сгибании устройства 74 прессования и прижатия его вниз к криволинейной поверхности 48 приспособления. Как было ранее упомянуто, сила 96 натяжения, приложенная устройством 74 прессования к внутреннему радиусу 85 (фиг. 9) элемента 42 жесткости, препятствует деформации 94 сжатия на внутреннем радиусе 85 элемента 42 жесткости. Уменьшение или устранение деформации 94 сжатия устройства 74 прессования и, таким образом, на внутреннем радиусе 85 элемента 42 жесткости, по существу уменьшает или устраняет образование складок слоя в днище 24 элемента 42 жесткости, после его формования вниз на поверхность 48 приспособления.
На фиг. 16 показана вся последовательность стадий способа формования профилированного элемента 20 жесткости из композитного слоистого материала. На стадии 95 собирают по существу плоскую заготовку 38 композитного слоистого материала, после чего, на стадии 97, заготовку 38 формуют с получением прямолинейного элемента 42 жесткости, имеющего поперечное сечение 22 нужной формы. На стадии 98 кривизну 30 формуют в элемент 42 жесткости. Профиль имеет внутренний радиус 34 и внешний радиус 36. На стадии 100 происходит уменьшение или устранение деформации сжатия на внутреннем радиусе 34 элемента жесткости во время формования кривизны 30 в элементе 42 жесткости. На стадии 102 происходит отверждение профилированного элемента 20 жесткости, а на стадии 104 уменьшение деформации сжатия внутреннем радиусе сохранено при отверждении элемента жесткости.
На фиг. 17 показана вся последовательность стадий способа производства профилированного шляповидного элемента жесткости из композитного слоистого материала. На стадии 106 по существу плоскую заготовку 38 композитного слоистого материала помещают по существу на прямолинейный элемент 42 жесткости, имеющий шляповидное поперечное сечение 22. На стадии 108 устройство 44 прессования используют для формования профиля в элементе 42 жесткости. На стадии 110 устройству прессования обеспечивают возможность растяжения при формовании устройством 44 прессования профиля в элементе 42 жесткости.
Варианты реализации настоящего изобретения могут быть использованы во множестве потенциальных приложений, особенно в транспортной промышленности, включая, например аэрокосмические, морские, автомобильные приложения и другие приложения, где могут быть использованы профилированные вытянутые композитные элементы жесткости, например, профилированные стрингеры. Таким образом, как видно теперь из фиг. 18 и 19, варианты реализации настоящего раскрытия могут быть использованы в контексте способа 114 производства и техобслуживания воздушного летательного аппарата, как показано на фиг. 18, и воздушного летательного аппарата 116, как показано на фиг. 19. Аэрокосмические приложения раскрытых вариантов реализации настоящего изобретения могут включать, например, без ограничения, стрингеры, лонжероны и балки и многое другое.
Во время подготовки к производству взятый в качестве примера способ 114 может включать разработку 118 спецификации и конструкции воздушного летательного аппарата 116 и закупку 120 материалов. В ходе производства имеет место изготовление 122 компонентов и подсистем и системное интегрирование 124 воздушного летательного аппарата. После этого воздушный летательный аппарат 116 может пройти сертификацию и поставку 126 для введения в эксплуатацию 128. При эксплуатации заказчиком запланированы регулярное техническое обслуживание и сервисные операции 130 для воздушного летательного аппарата 116 (что может также включать модификацию, реконфигурацию, восстановление и так далее).
Каждая из последовательности операций способа 114 может быть выполнена или реализована системным интегратором, третьим лицом и/или оператором (например, заказчиком). Для целей настоящего описания системный интегратор может включать без ограничения любое количество производителей авиационной техники и субподрядчиков большой системы; третье лицо может включать без ограничения любое количество продавцов, субподрядчиков и поставщиков; и оператор может быть без ограничения авиалинией, лизинговой компанией, военным объектом, обслуживающей организацией и т.п.
Как показано на фиг. 19, воздушный летательный аппарат 116, выполненный взятым в качестве примера способом 114, может содержать корпус 132 с множеством систем 134 и внутренней частью 136. Примеры высокоуровневых систем 134 включают одну или большее количество систем из двигательной системы 138, электрической системы 140, гидравлической системы 148 и системы 144 обеспечения условия окружающей среды. Любое количество других систем может также быть включено. Хотя показан аэрокосмический пример, варианты реализации настоящего раскрытия могут быть применены к другим отраслям промышленности, таким как морская и автомобильная промышленности.
Реализованные здесь системы и способы могут быть использованы во время любой одной или большего количества стадий способа 114 производства и техобслуживания. Например, компоненты или подсистемы, соответствующие стадиям 122 и 124 процесса производства, могут быть выполнены или произведены способом, аналогичным компонентам или подсистемам, выработанным при нахождении воздушного летательного аппарата 116 в эксплуатации 128. Кроме того, один или большее количество вариантов реализации устройства, вариантов реализации настоящего способа или их комбинация могут быть использованы, например, во время стадий 122 и 124 производства, существенно ускоряя сборку или уменьшая стоимость воздушного летательного аппарата 116. Точно так же один или большее количество вариантов реализации устройства, вариантов реализации настоящего способа или их комбинация могут быть использованы при нахождении воздушного летательного аппарата 116 в эксплуатации, например и без ограничения, при техобслуживании и выполнении сервисных операций 130.
При использовании в настоящем документе выражение "по меньшей мере одно из следующего", употребляемое со списком объектов, означает, что могут быть использованы различные комбинации из одного или большего количества приведенных в списке объектов и только один из объектов, указанных в списке, может быть необходим. Например, выражение "по меньшей мере одно из следующего: объект А, объект В и объект С" может включать, без ограничения, объект А, объект А и объект В или объект В. Этот пример также может включать объект А, объект В и объект С или объект В и объект С. Объект может представлять собой конкретный объект, вещь или категорию. Иными словами, "по меньшей мере одно из следующего" означает, что любое сочетание элементов и их количество из этого списка может быть использовано, но не все из объектов списка должны присутствовать.
Таким образом, в заключение, согласно первому аспекту настоящего изобретения предложено:
А1. Способ изготовления профилированного элемента жесткости из композитного слоистого материала, включающий:
сборку по существу плоской заготовки из композитного слоистого материала;
формование заготовки композитного слоистого материала с получением прямолинейного элемента жесткости, имеющего необходимую форму поперечного сечения;
формование профиля в элементе жесткости, имеющем внутренний радиус и внешний радиус; и
уменьшение деформации сжатия на внутреннем радиусе во время формования профиля.
А2. Также предложен способ согласно пункту А1, согласно которому
сборка заготовки композитного слоистого материала включает укладку частей слоя препрега, каждая из которых обладает ориентацией волокон под углом 0°.
A3. Также предложен способ согласно пункту А2, согласно которому
укладка частей слоя препрега включает их перекрытие.
А4. Также предложен способ согласно пункту А1, согласно которому
формование профиля в элементе жесткости включает:
размещение прямолинейного элемента жесткости на криволинейной поверхности приспособления,
размещение устройства прессования на прямолинейном элементе жесткости, и
использование устройства прессования для уплотнения элемента жесткости с упором в криволинейную поверхность приспособления.
А5. Также предложен способ согласно пункту А4, согласно которому
уменьшение деформации сжатия на внутреннем радиусе включает увеличение деформации растяжения на внешнем радиусе устройства прессования.
А6. Также предложен способ согласно пункту А5, согласно которому
увеличение деформации растяжения на внешнем радиусе устройства прессования выполнено посредством образования набора щелей во внешнем радиусе устройства прессования.
А7. Также предложен способ согласно пункту А4, согласно которому
уменьшение деформации сжатия на внутреннем радиусе элемента жесткости из композитного слоистого материала выполнено посредством использования устройства прессования для приложения силы натяжения к внешним концевым частям элемента жесткости из композитного слоистого материала.
Согласно другому аспекту настоящего изобретения предложено следующее:
B1. Способ изготовления профилированного шляповидного элемента жесткости из композитного слоистого материала, включающий:
формование по существу плоской заготовки композитного слоистого материала по существу с получением прямолинейного элемента жесткости, имеющего шляповидное поперечное сечение;
использование устройства прессования для формования профиля в элементе жесткости; и
обеспечение возможности растяжения устройства прессования при формовании устройством прессования профиля в элементе жесткости.
B2. Также предложен способ согласно пункту В1, согласно которому:
профиль имеет внутренний радиус и внешний радиус, и
использование устройства прессования для формования профиля включает уплотнение элемента жесткости с упором в приспособление, имеющее криволинейную поверхность приспособления, по существу согласованную с внутренним радиусом.
B3. Также предложен способ согласно пункту В2, дополнительно включающий:
уменьшение выходящего из плоскости изгибания элемента жесткости в области внутреннего радиуса элемента жесткости посредством образования деформации растяжения во внешнем радиусе, что уменьшает деформацию сжатия в области внутреннего радиуса элемента жесткости.
B4. Также предложен способ согласно пункту В3, согласно которому
образование деформации растяжения включает образование набора щелей в устройстве прессования, которые обеспечивают возможность растяжения внешнего радиуса устройства прессования при формовании устройством прессования элемента жесткости с упором в криволинейную поверхность приспособления.
B5. Также предложен способ согласно пункту В3, дополнительно включающий:
отверждение элемента жесткости, причем
образование деформации растяжения продолжено в течение отверждения элемента жесткости.
B6. Также предложен способ согласно пункту В3, согласно которому
образование деформации растяжения включает приложение силы натяжения к внутреннему радиусу элемента жесткости.
B7. Также предложен способ согласно пункту В6, согласно которому приложение силы натяжения к внутреннему радиусу элемента жесткости включает использование устройства прессования для приложения силы натяжения, причем
устройство прессования профилировано и имеет кривизну, превышающую кривизну криволинейной поверхности приспособления.
Согласно еще одному аспекту настоящего изобретения предложено следующее:
С1. Устройство для формования профилированного элемента жесткости из композитного слоистого материала, содержащее:
профилированное устройство прессования, выполненное с возможностью формования и уплотнения элемента жесткости из композитного слоистого материала с упором в поверхность приспособления, причем
устройство прессования имеет кривизну, превышающую кривизну криволинейной поверхности приспособления.
С2. Также предложено устройство согласно пункту С1, в котором
устройство прессования выполнено расширяемым и обеспечивающим приложение силы натяжения к элементу жесткости при формовании элемента жесткости с упором в поверхность приспособления.
С3. Также предложено устройство согласно пункту С2, в котором:
устройство прессования имеет шляповидное поперечное сечение, содержащее часть в виде днища, пару частей в виде полок, пару частей в виде стенок, соединяющих часть в виде днища и части в виде полок, причем
часть в виде днища содержит набор отделенных друг от друга щелей.
С4. Также предложено устройство согласно пункту С1, в котором:
устройство прессования содержит участок внутреннего радиуса и участок внешнего радиуса, причем
участок внутреннего радиуса содержит набор щелей, обеспечивающих возможность изгиба устройства прессования.
Согласно еще одному аспекту настоящего изобретения предложено следующее:
D1. Устройство для формования профилированного элемента жесткости из композитного слоистого материала, имеющего шляповидное поперечное сечение, содержащее:
устройство прессования, выполненное с возможностью формования элемента жесткости из композитного слоистого материала на криволинейной поверхности приспособления, причем
устройство прессования содержит часть в виде днища, пару частей в виде полок и пару частей в виде стенок, соединяющих часть в виде днища и части в виде полок; устройство прессования дополнительно содержит набор отделенных друг от друга щелей, проходящих через части в виде полок и по меньшей мере частично в части в виде стенок, для передачи деформации растяжения элементу жесткости из композитного слоистого материала при формовании элемента жесткости на криволинейной поверхности приспособления.
D2. Также предложено устройство согласно пункту D1, дополнительно содержащее:
опорную плиту, выполненную с возможностью размещения сверху частей в виде полок и передачи силы формования к частям в виде полок.
D3. Также предложено устройство согласно пункту D2, в котором
опорная плита выполнена из по существу гибкого материала.
D4. Также предложен устройство согласно пункту D2, в котором
опорная плита содержит
множество щелей, обеспечивающих возможность изгиба опорной плиты и ее прилегания к частям в виде полок при формовании устройством прессования элемента жесткости из композитного слоистого материала на криволинейной поверхности приспособления.
Описание различных иллюстративных вариантов реализации настоящего изобретения было приведено для целей иллюстрации и описания, и не предназначено быть исчерпывающим или ограниченным раскрытыми вариантами реализации. Многие модификации и изменения очевидны для специалистов в данной области техники. Кроме того, различные иллюстративные варианты реализации настоящего изобретения могут обеспечивать различные преимущества по сравнению с другими иллюстративными вариантами реализации. Отдельный вариант реализации или отдельные варианты реализации настоящего изобретения выбраны и описаны для наилучшего объяснения принципов реализации, практического применения, и для обеспечения возможности специалистам в данной области техники понимать это раскрытие для различных вариантов реализации с различными модификациями, подходящими для специфического рассмотренного использования.
Изобретение относится к способу изготовления профилированного элемента жесткости из композитного слоистого материала. Техническим результатом является устранение складок слоя посредством уменьшения деформации сжатия на внутреннем радиусе при профилировании элемента жесткости. Технический результат достигается способом, который включает сборку плоской заготовки композитного слоистого материала. Формование заготовки композитного слоистого материала с получением прямолинейного элемента жесткости, имеющего необходимую форму поперечного сечения. Формование профиля в элементе жесткости, имеющем внутренний радиус и внешний радиус, причем формование профиля в элементе жесткости включает размещение прямолинейного элемента жесткости на криволинейной поверхности приспособления. Размещение устройства прессования на прямолинейном элементе жесткости и использование устройства прессования для прессования элемента жесткости с упором в криволинейную поверхность приспособления. Способ также включает образование набора щелей, частично проходящих в устройство прессования, во внешнем радиусе устройства прессования. 2 н. и 6 з.п. ф-лы, 19 ил.
1. Способ изготовления профилированного элемента жесткости из композитного слоистого материала, включающий
сборку по существу плоской заготовки композитного слоистого материала;
формование заготовки композитного слоистого материала по существу с получением прямолинейного элемента жесткости, имеющего необходимую форму поперечного сечения;
формование профиля в элементе жесткости, имеющем внутренний радиус и внешний радиус, причем формование профиля в элементе жесткости включает размещение прямолинейного элемента жесткости на криволинейной поверхности приспособления,
размещение устройства прессования на прямолинейном элементе жесткости и
использование устройства прессования для прессования элемента жесткости с упором в криволинейную поверхность приспособления, а способ также включает
образование набора щелей, частично проходящих в устройство прессования, во внешнем радиусе устройства прессования.
2. Способ по п. 1, согласно которому сборка заготовки композитного слоистого материала включает укладку частей слоя препрега, каждая из которых обладает ориентацией волокон под углом 0°.
3. Способ по п. 2, согласно которому укладка частей слоя препрега включает их перекрытие.
4. Способ по п. 1, который также включает использование устройства прессования для приложения силы натяжения к внешним концевым частям элемента жесткости из композитного слоистого материала.
5. Устройство для формования профилированного элемента жесткости из композитного слоистого материала, содержащее
профилированное устройство прессования, выполненное с возможностью формования и прессования элемента жесткости из композитного слоистого материала с упором в криволинейную поверхность приспособления, причем
устройство прессования имеет кривизну, превышающую кривизну поверхности приспособления,
причем устройство прессования содержит участок внутреннего радиуса и участок внешнего радиуса и содержит набор щелей, частично проходящих в устройство прессования, во внешнем радиусе устройства прессования.
6. Устройство по п. 5, в которому устройство прессования выполнено расширяемым и обеспечивающим приложение силы натяжения к элементу жесткости при формовании элемента жесткости с упором в поверхность приспособления.
7. Устройство по п. 6, в котором
устройство прессования имеет шляповидное поперечное сечение, имеющее часть в виде днища, пару частей в виде полок, пару частей в виде стенок, соединяющих часть в виде днища и части в виде полок, причем
часть в виде днища содержит набор отделенных друг от друга щелей.
8. Устройство по п. 5, в котором
участок внутреннего радиуса устройства прессования содержит набор щелей, обеспечивающих возможность изгиба устройства прессования.
| US 20130327472 A1, 12.12.2013 | |||
| US 20150197065 A1, 16.07.2015 | |||
| FR 2928295 A1, 11.09.2009 | |||
| US 20060108057 A1, 25.05.2006 | |||
| СПОСОБ И ОСНАСТКА ДЛЯ ОБЛИЦОВКИ ФОРМ ДЛЯ КРИВОЛИНЕЙНЫХ ДЕТАЛЕЙ | 2005 |
|
RU2395393C2 |

