1. ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение в целом относится к обработке композитных деталей, в частности к способу отверждения композитных деталей, являющихся полыми или имеющих выполненные в них полость.
2. УРОВЕНЬ ТЕХНИКИ
[002] Композитные детали, являющиеся полыми или имеющие выполненные в них полости/углубления, могут быть отверждены в автоклаве с использованием сочетания тепла и давления. Чтобы противодействовать давлению автоклава и предотвратить сплющивание детали, в полости размещают приспособление типа оправки, такое как надувной баллон, обернутый в однослойную антиадгезионную пленку. После отверждения детали баллон сдувают и обеспечивают возможность его удаления из детали. Баллоны, применяемые для решения этой задачи, обычно выполнены из воздухонепроницаемых, гибких материалов, таких как эластомеры, свойства которых могут ухудшаться со временем вследствие повышенных температур, воздействию которых они подвергаются во время процессов термического отверждения.
[003] При решении других задач воздухонепроницаемые вакуумные мешки с антиадгезионными пленками размещают внутри полости без поддержки оправки, однако такой подход может не обеспечить образование конструкции для адекватного противодействия приложенным силам сжатия. При решении еще одних задач поверх внутренних оправок размещают очень большие мешки типа трубок, однако такой подход к проблеме может приводить к неприемлемым результатам вследствие образования складок в используемых очень больших мешках, оставляющих отметины.
[004] Соответственно, существует потребность в способе отверждения композитных деталей, являющихся полыми/имеющих полости, для которого не нужно использовать оправки, обеспечивающие внутреннюю конструктивную опору, чтобы противодействовать приложенным силам сжатия. Существует также потребность в пленочной трубке, которая может быть установлена в полости детали, функционирующей в качестве загерметизированного внутреннего вакуумного мешка, прикладывающего к детали силу сжатия, полученную в автоклаве.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[005] Раскрытые варианты реализации изобретения обеспечивают способ обработки композитных деталей, являющихся полыми или имеющих выполненные в них полости, для которого не нужно использовать внутренние оправки, обычно необходимые для обеспечения внутренней конструктивной опоры, чтобы противодействовать приложенным силам сжатия. Внутренний вакуумный мешок, содержащий пленочную трубку, установленную внутри полости, открыт воздействию давления автоклава во время отверждения для приложения к детали силы сжатия. Пленочную трубку подвергают термоусадке вокруг установочного приспособления, такого как оправка, в результате чего образуется гладкая, без складок, по существу свободная от отклонений поверхность на стенках полости детали. Пленочная трубка содержит антиадгезионную пленку на внешней поверхности и воздухонепроницаемую барьерную пленку на внутренней поверхности трубки. Антиадгезионная пленка и барьерная пленка могут быть получены соэкструзией с образованием пленочной трубки, имеющей диаметр, который незначительно больше, чем самый большой размер поперечного сечения установочного приспособления. После установки пленочной трубки установочную оправку удаляют, открывая пленочную трубку воздействию давления автоклава.
[006] Согласно одному раскрытому варианту реализации изобретения предложен способ обработки композитной детали. Способ включает размещение композитной детали на приспособлении, имеющем полость, наложение пленки поверх внешней поверхности оправки и размещение оправки внутри полости в композитной детали. Способ также включает прикрепление пленки к стенкам полости приспособления и удаление оправки из полости в композитной детали. Наложение пленки поверх внешней поверхности оправки может включать надевание пленочной трубки поверх оправки и усаживание пленки на оправке. Прикрепление пленки к стенкам полости может включать герметизацию противоположных концов пленочной трубки с приспособлением. Способ дополнительно может включать герметизацию вакуумного мешка поверх композитной детали и прикрепление противоположных концов пленочной трубки к вакуумному мешку. Способ дополнительно может включать отверждение композитной детали, включающее приложение давления автоклава к пленке внутри полости. Наложение пленки включает обертывание антиадгезионной пленки и воздухонепроницаемой барьерной пленки с усаживанием на оправке.
[007] Согласно еще одному раскрытому варианту реализации изобретения предложен способ наложения вакуумного мешка поверх композитной детали. Способ включает размещение композитной детали на приспособлении, имеющем полость, наложение пленки поверх внешней поверхности оправки и размещение оправки внутри полости в композитной детали. Способ также включает прикрепление пленки к стенкам полости приспособления и удаление оправки из полости в композитной детали.
[008] Согласно еще одному раскрытому варианту реализации изобретения предложен способ набрасывание мешка на композитную деталь, в которой имеется полость, включающий наложение вакуумного мешка для полости поверх внутренней поверхности полости в композитной детали, наложение внешнего вакуумного мешка поверх композитной детали, герметизацию вакуумного мешка для полости с внешним вакуумным мешком и с приспособлением и герметизацию внешнего вакуумного мешка с приспособлением.
[009] Согласно еще одному раскрытому варианту реализации изобретения предложен способ изготовления композитной детали, в которой имеется полость. Способ включает размещение гибкого внутреннего мешка вокруг оправки, обертывание с усадкой внутреннего мешка с размещением на внешней поверхности оправки и размещение композитной детали на приспособлении. Способ также включает размещение оправки в полости, герметизацию внутреннего мешка с приспособлением и удаление оправки из полости. Способ дополнительно включает герметизацию внешнего мешка поверх композитной детали, герметизацию внутреннего мешка с внешним мешком и отверждение композитной детали в автоклаве. Размещение гибкого внутреннего мешка вокруг оправки может быть осуществлено посредством оборачивания оправки воздухонепроницаемой внутренней пленкой и оборачивания внутренней пленки внешней антиадгезионной пленкой. Размещение гибкого внутреннего мешка может быть осуществлено посредством надевания пленочной трубки поверх оправки. Герметизация внутреннего мешка с приспособлением может быть осуществлена посредством герметизации внешних концов пленки с приспособлением вокруг по существу всей периферии трубки. Обертывание с усадкой внутреннего мешка может быть осуществлено посредством подачи тепла к гибкому внутреннему мешку, выполняемой до тех пор, пока не произойдет усадка внутреннего мешка с размещением на поверхности оправки. Герметизация внутреннего мешка с внешним мешком может быть осуществлена посредством открытия участков внутренней поверхности внутреннего мешка с помощью складывания поверх противоположных концов внутреннего мешка и приклеивания указанных участков внутренней поверхности к внешнему мешку. Отверждение детали может быть осуществлено посредством размещения композитной детали и приспособления в автоклаве и открытия внешнего мешка и внутреннего мешка воздействию давления автоклава.
[0010] Согласно еще одному раскрытому варианту реализации изобретения предложен способ изготовления композитного стрингера, в котором имеется полость. Способ включает размещение заготовки композитного стрингера на приспособлении и установку гибкого внешнего пленочного мешка поверх заготовки композитного стрингера с накрытием полости. Способ дополнительно включает размещение гибкого внутреннего пленочного мешка в полости и сжатие заготовки композитного стрингера посредством приложения давления к внутреннему вакуумному мешку и к внешнему вакуумному мешку. Размещение внутреннего пленочного мешка внутри полости может быть осуществлено посредством обертывания с усадкой трубки из воздухонепроницаемой барьерной пленки вокруг оправки, размещения оправки внутри полости, прикрепления барьерной пленки к приспособлению и удаления оправки из полости. Приложение давления к внутреннему пленочному мешку и внешнему пленочному мешку может быть осуществлено посредством размещения заготовки композитного стрингера и приспособления в автоклаве и воздействия на внутренний и внешний пленочные мешки давлением автоклава. Давление может быть приложено с использованием общего источника давления. Приложение давления с использованием общего источника давления может включать размещение заготовки композитного стрингера в автоклаве и воздействие на внутренний пленочный мешок и внешний пленочный мешок давлением автоклава.
[0011] Согласно еще одному раскрытому варианту реализации изобретения предложен способ получения вакуумного мешка, выполненного с возможностью охватывания оправки, включающий соэкструзию внутренней пленочной трубки и внешней пленочной трубки. Соэкструзия может включать ожижение барьерного материала, ожижение антиадгезионного материала, подачу ожиженных барьерного материала и антиадгезионного материала к экструдеру и экструзию ожиженных барьерного материала и антиадгезионного материала через экструзионную головку. Способ может также включать экструзию слоя адгезива между внутренней пленочной трубкой и внешней пленочной трубкой.
[0012] Согласно еще одному раскрытому варианту реализации изобретения предложен вакуумный мешок, выполненный с возможностью надевания поверх оправки. Вакуумный мешок содержит внутреннюю трубку из воздухонепроницаемой барьерной пленки, выполненную соответствующей внешней поверхности оправки, и внешнюю трубку из антиадгезионной пленки, окружающую внутреннюю трубку из барьерной пленки. Внутренняя трубка из барьерной пленки может быть соединена с внешней пленочной трубкой. Каждая трубка из внутренней трубки из барьерной пленки и внешней трубки из антиадгезионной пленки выполнена из термоусадочных материалов.
[0013] Указанные признаки, функции и преимущества могут быть реализованы независимо в различных вариантах осуществления настоящего изобретения или могут быть скомбинированы с получением других вариантов осуществления изобретения, дополнительные подробности которых могут быть очевидными при обращении к последующему описанию и чертежам.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0014] Признаки иллюстративных вариантов реализации изобретения, обеспечивающие новизну по сравнению с уровнем техники, изложены в прилагаемой формуле изобретения. При этом иллюстративные варианты реализации изобретения, а также предпочтительный режим их применения, дополнительные цели и преимущества будут лучше поняты из следующего подробного описания иллюстративного варианта реализации изобретения при рассмотрении вместе с сопровождающими чертежами, на которых:
[0015] На ФИГ. 1 представлена упрощенная блок-схема устройства для отверждения композитной детали.
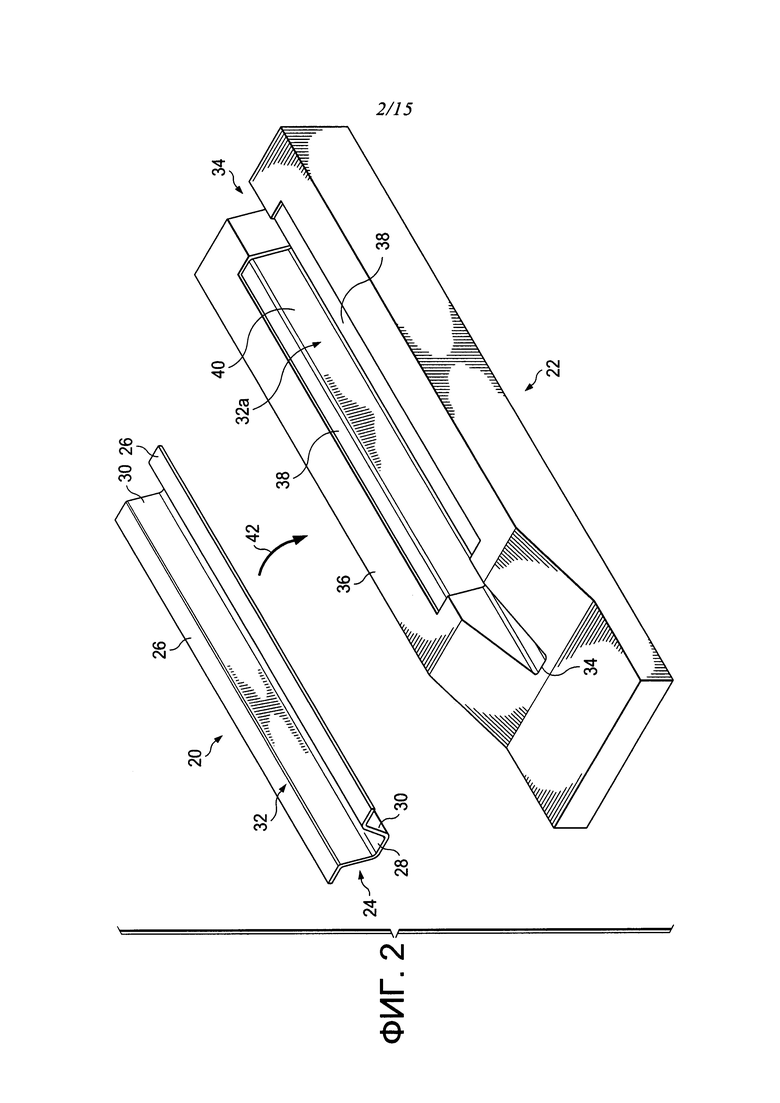
[0016] На ФИГ. 2 представлен вид в перспективе приспособления для отверждения, показывающий композитный стрингер перед размещением в полости в приспособлении.
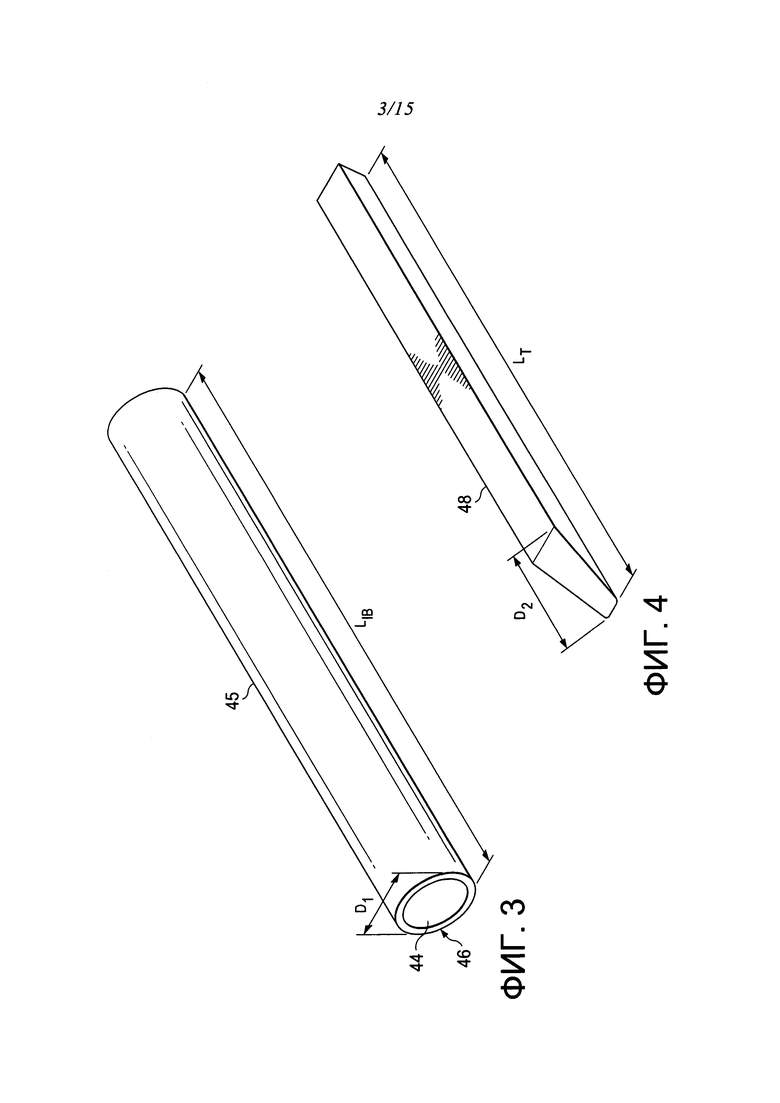
[0017] На ФИГ. 3 представлен вид в перспективе пленочной трубки.
[0018] На ФИГ. 4 представлен вид в перспективе оправки, используемой для установки пленочной трубки в полости приспособления.
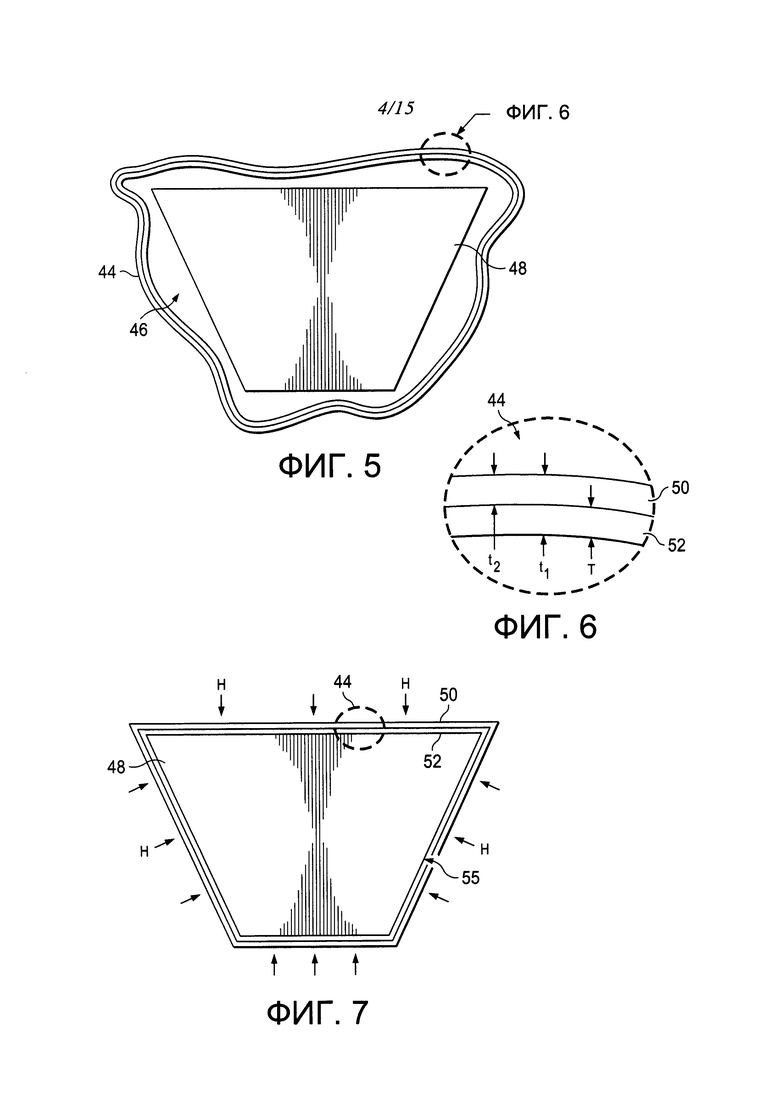
[0019] На ФИГ. 5 представлен вид с конца оправки, поверх которой свободно надета пленочная трубка по ФИГ. 3.
[0020] На ФИГ. 6 показана область, обозначенная как ФИГ. 6 на ФИГ. 5.
[0021] На ФИГ. 7 представлена иллюстрация, схожая с ФИГ. 5, но показывающая пленочную трубку, обернутую с усадкой на внешней поверхности оправки.
[0022] На ФИГ. 8 представлено поперечное сечение приспособления, показанного на ФИГ. 2 после установки на приспособлении стрингера и обернутой пленкой оправки.
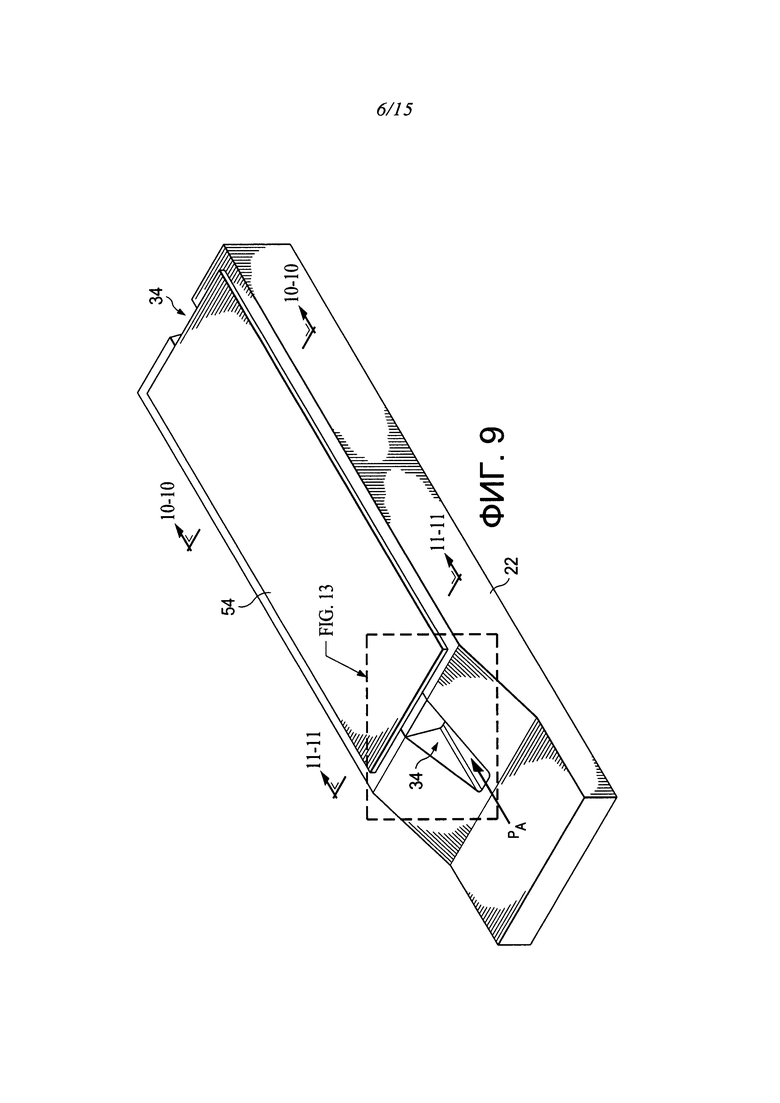
[0023] На ФИГ. 9 представлен вид в перспективе приспособления с внешним вакуумным мешком, установленным на приспособлении с накрытием стрингера.
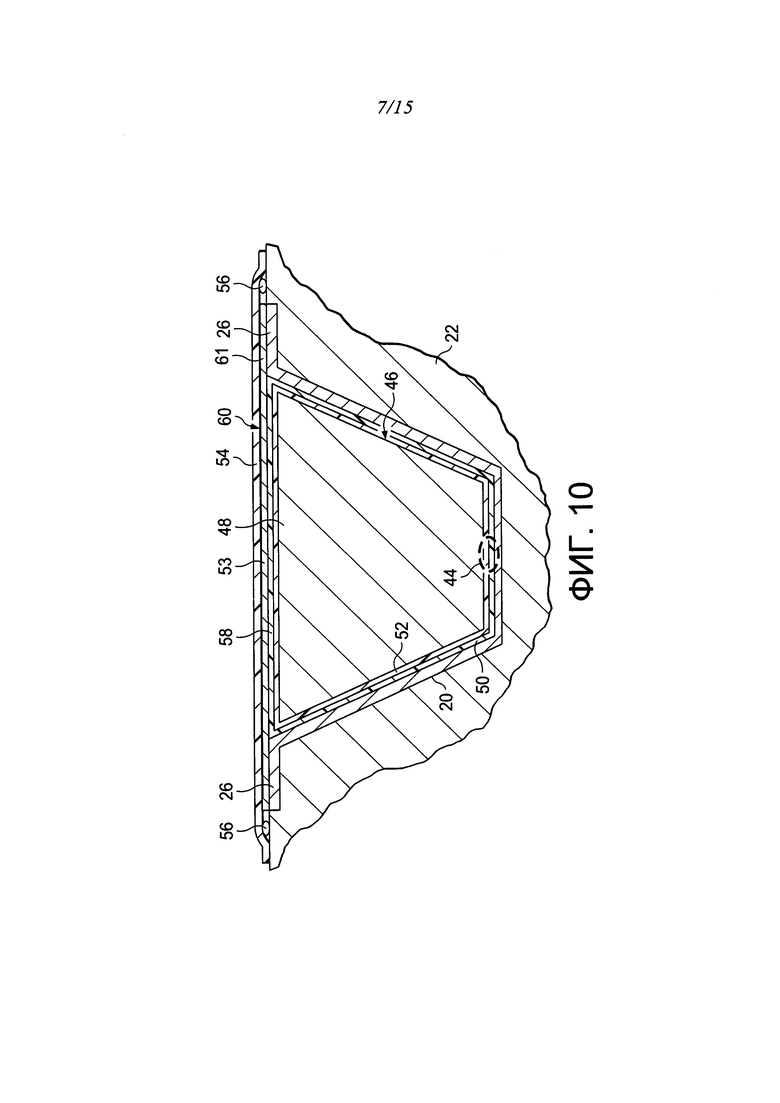
[0024] На ФИГ. 10 представлено сечение, выполненное по линии 10-10 на ФИГ. 9.
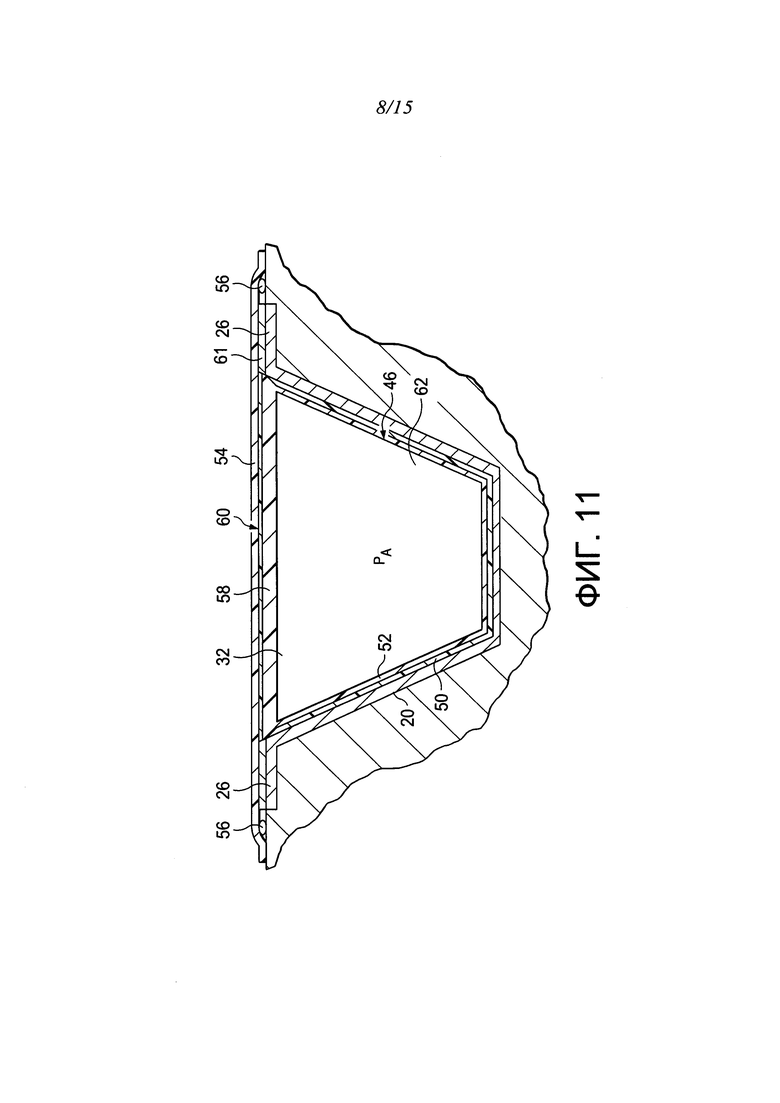
[0025] На ФИГ. 11 представлено сечение, выполненное по линии 11-11 на ФИГ. 9.
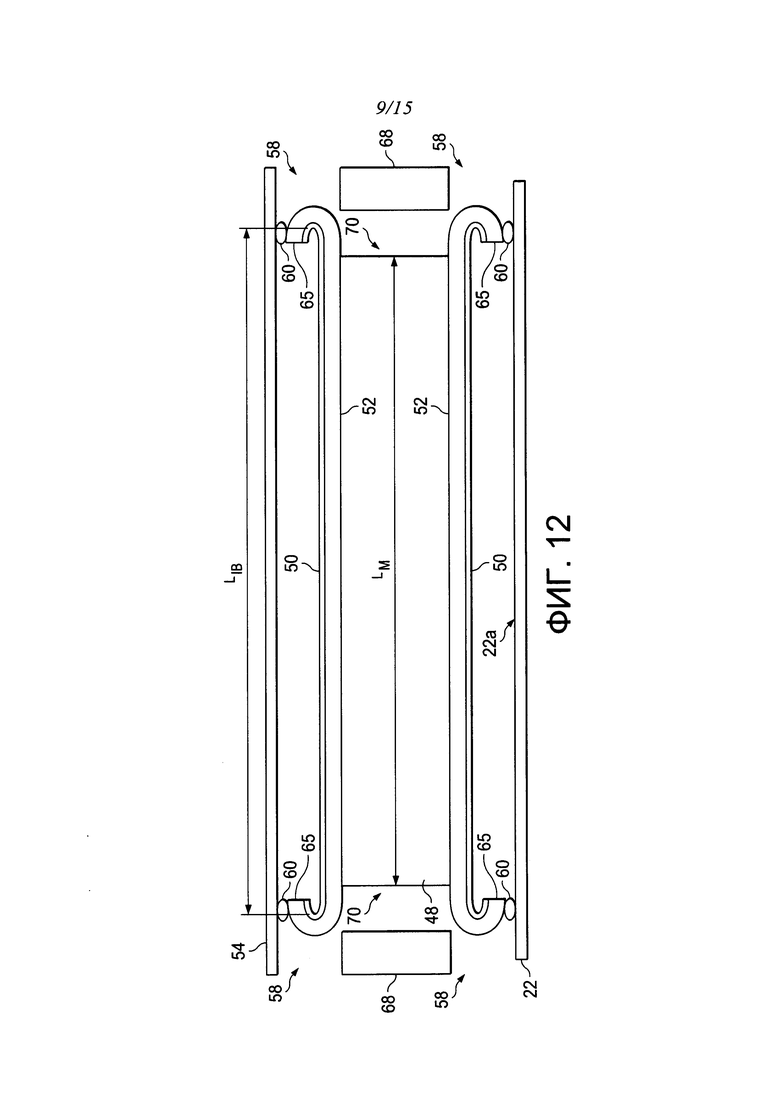
[0026] На ФИГ. 12 представлен продольный схематический вид узла, показанного на ФИГ. 11, части которого показаны в несколько разобранном виде, чтобы показать концы пленочной трубки, сложенные на себя и обращенные к внешнему мешку.
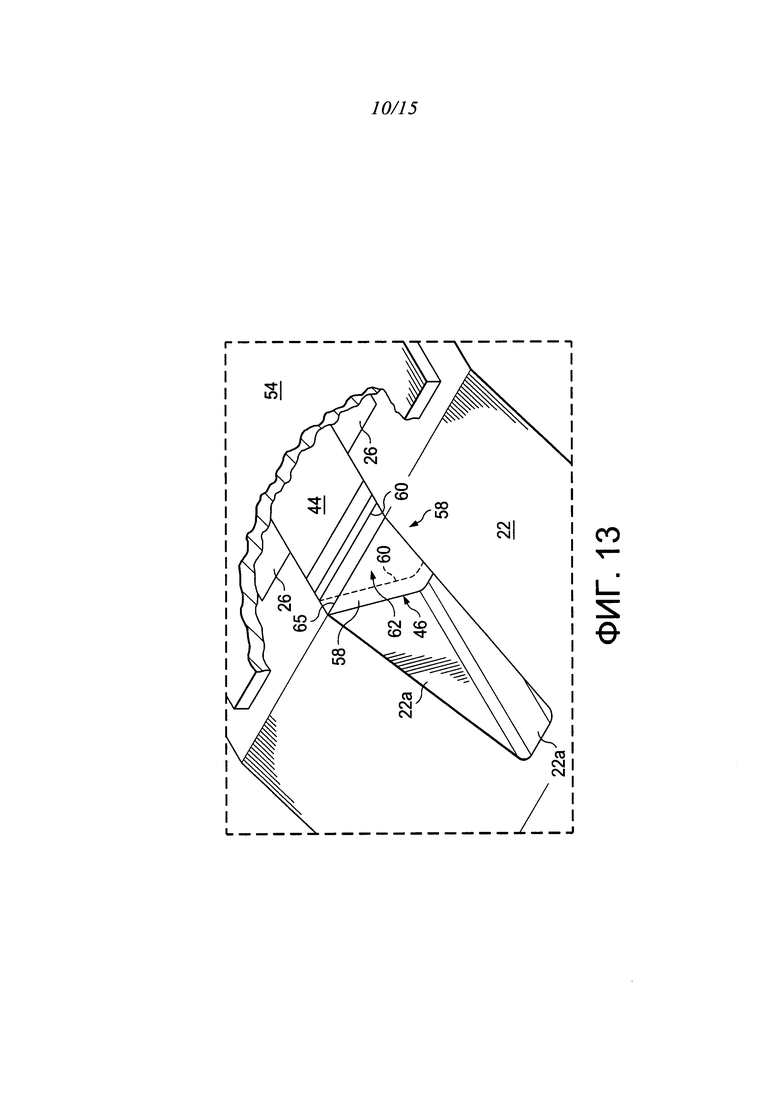
[0027] На ФИГ. 13 представлена область, обозначенная как "ФИГ. 12" на ФИГ. 9, при этом части внешнего мешка показаны удаленными, чтобы открыть сложенный конец пленочной трубки, а основные слои стрингера не показаны для ясности.
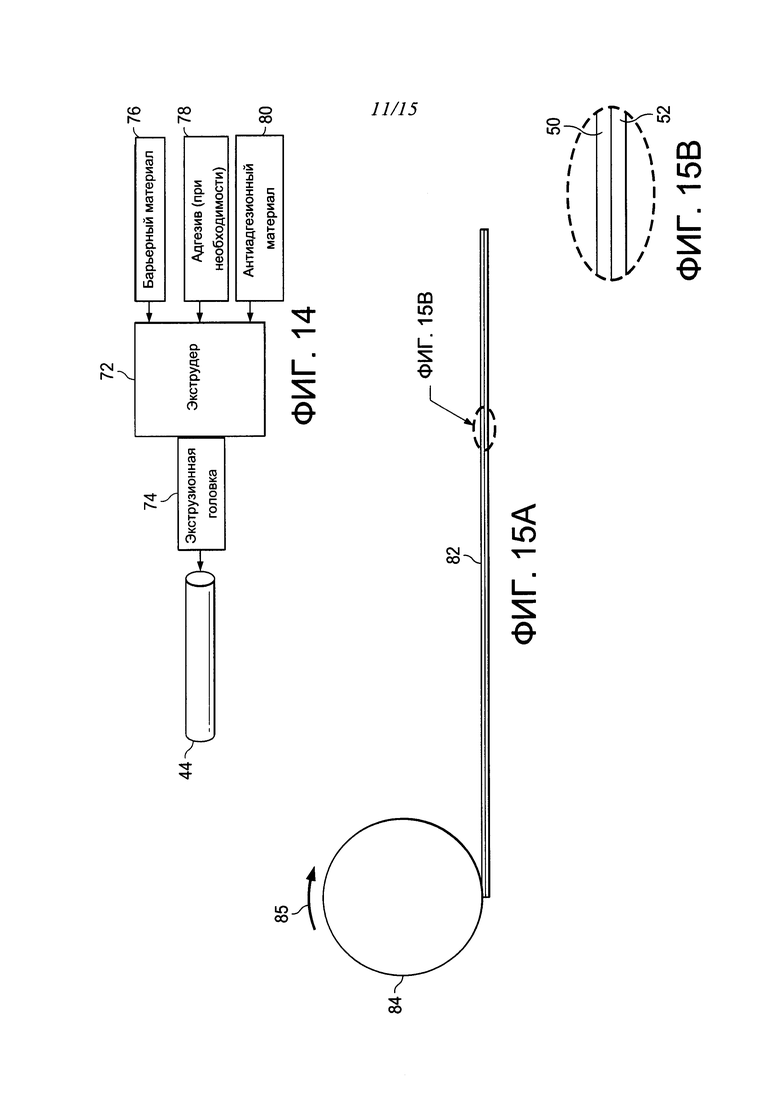
[0028] На ФИГ. 14 представлена блок-схема устройства для выполнения соэкструзии пленочной трубки.
[0029] На ФИГ. 15А представлен схематический вид сбоку, показывающий как лист пленки может быть скручен в пленочную трубку.
[0030] На ФИГ. 15В представлена область, обозначенная как "ФИГ. 15 В" на ФИГ. 15.
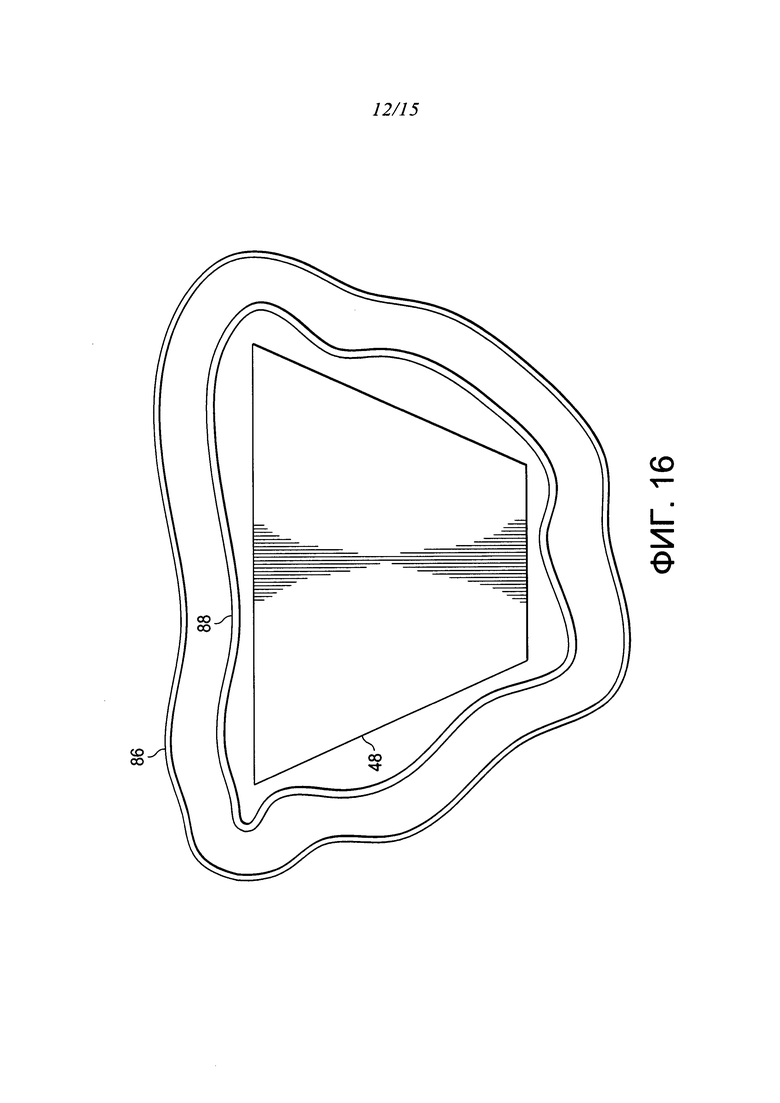
[0031] На ФИГ. 16 представлен вид с конца оправки, показывающий, как две отдельные пленочные трубки могут быть надеты поверх внешней поверхности оправки с обертыванием и усадкой.
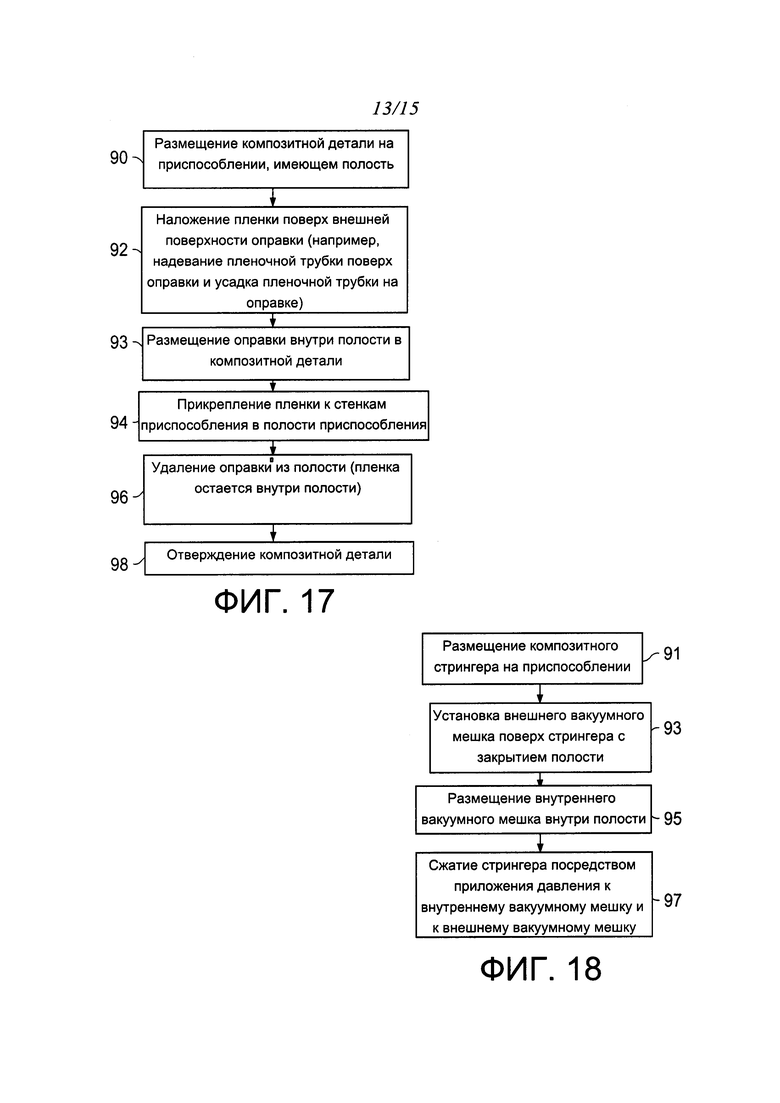
[0032] На ФИГ. 17 представлена структурная схема способа отверждения композитной детали.
[0033] На ФИГ. 18 представлена структурная схема способа отверждения композитного стрингера.
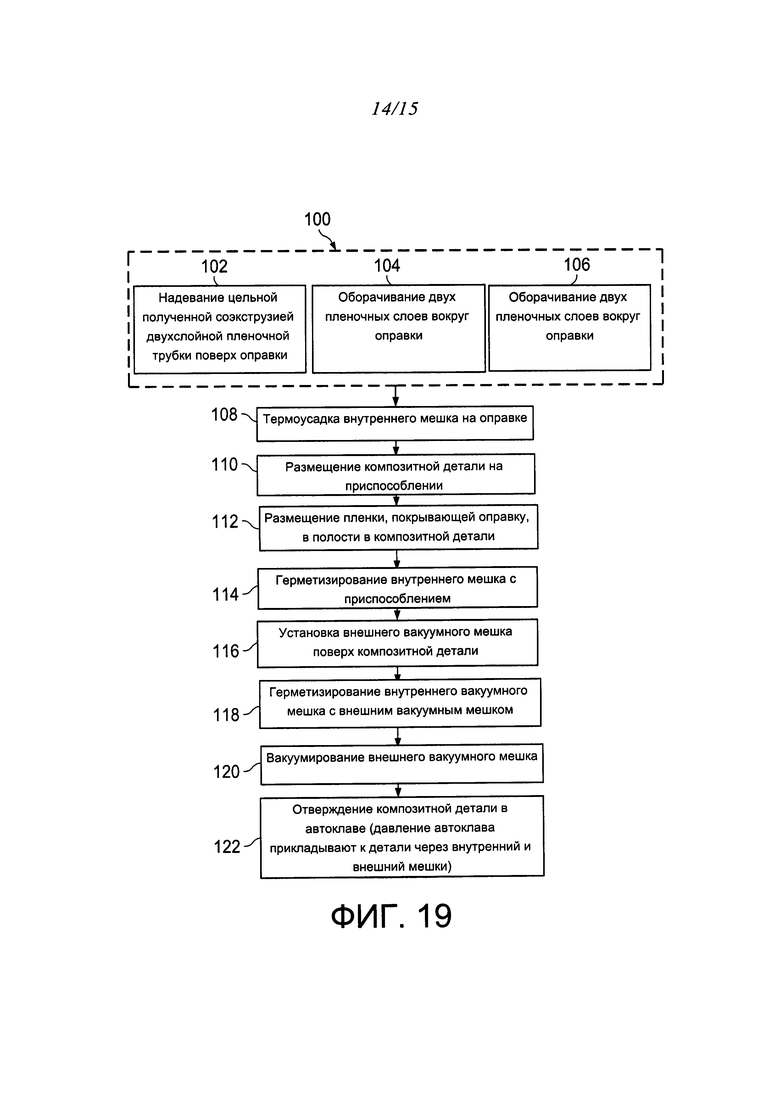
[0034] На ФИГ. 19 представлена структурная схема альтернативного способа отверждения композитной детали.
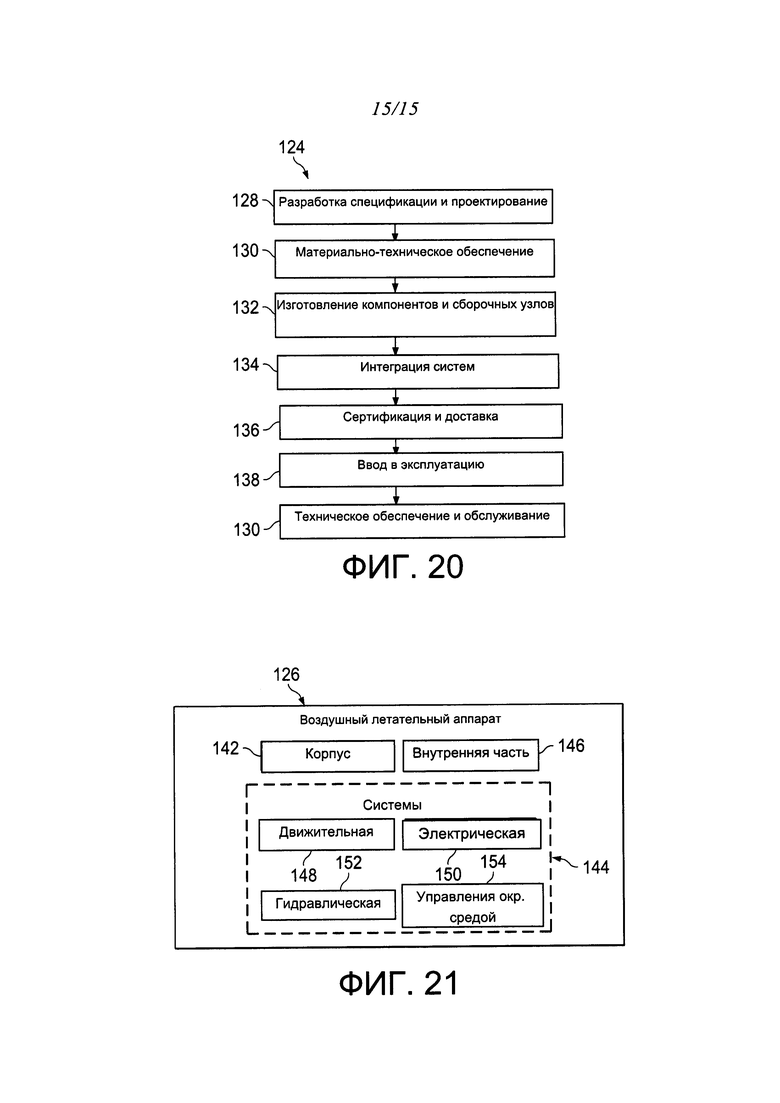
[0035] На ФИГ. 20 представлена структурная схема способа изготовления и обслуживания воздушного летательного аппарата.
[0036] На ФИГ. 21 представлена блок-схема воздушного летательного аппарата.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0037] На ФИГ. 1 показаны раскрытые варианты реализации изобретения, относящиеся к способам обработки композитной детали 20, в которых деталь 20 является полой или имеет одну или более полостей 32 или аналогичных выемок, открытых в окружающую атмосферу. Операции обработки могут включать, помимо прочего, сжатие и/или отверждение детали. Во время процесса изготовления деталь 20 может быть размещена в приспособлении, таком как приспособление 22 для отверждения, в котором композитную преформу отверждают в автоклаве (не показано). Приспособление 22 для отверждения имеет полость 32а, форма которой дополняет форму полости 32 в детали 20. Как будет описано ниже более подробно, гибкий внутренний вакуумный мешок 44 размещают в полости 32 детали 20, а внешний мешок 54 размещают поверх детали 20 и герметизируют с приспособлением 22 для отверждения. Внутренний мешок 44 герметизируют уплотнениями 60 с приспособлением 22 для отверждения и с внешним вакуумным мешком 54. Во время отверждения детали 20 в автоклаве, давление РА автоклава прикладывают к внешнему мешку 54, который вызывает приложение давление сжатия к детали 20 снаружи приспособления 22. Внешний мешок 54 также может быть вакуумирован.
[0038] Кроме того, поскольку полость 32 открыта и сообщается с окружающей атмосферой, давление РА автоклава также приложено к внутреннему мешку 44, вызывая приложение давления сжатия к детали 20 изнутри полости 32. Внутренний мешок 44 может быть вакуумирован, но не обязательно. Способность внутреннего мешка 44 прикладывать давление сжатия к детали 20 исключает необходимость внутренней оправки (не показано). Более того, устранение необходимости использования внутренней оправки уменьшает отклонения в параметрах деталей, вызванные тепловым расширением оправки.
[0039] Раскрытый способ может быть использован для обработки широкого спектра композитных деталей 20, выполненных из термопластичных или термореактивных композитных слоистых материалов. Например, на ФИГ. 2 показан предварительно сформованный, не полностью готовый стрингер 20, также иногда называемый заготовкой 20 для стрингера или преформой 20 для стрингера, которая может быть размещена 42 на приспособлении 22, используемом для отверждения стрингера 20 в автоклаве (не показано). Стрингер 20, иногда называемый "шляпным стрингером", имеет шляповидную секцию 24, образованную днищем 28, соединенным стенками 30 с отвернутыми наружу полками 26. Стрингер 20 также может иметь основание 61 (см. ФИГ. 8 и 10), которое перекрывает промежуток между полками 26. Приспособление 22 для отверждения имеет полость 32а, форма которой дополняет форму шляповидной секции 24. Полки 26 стрингера 20 размещены в двух углубления 38 в верхней части 36 приспособления 22 для отверждения. Противоположные концы полости 32а открыты 34.
[0040] Приспособление 22 для отверждения сохраняет предварительно полученную форму стрингера 20 во время отверждения и противодействует силам сжатия, приложенным к стрингеру 20 во время процесса сжатия и/или процесса отверждения. Хотя на чертежах показан по существу прямой стрингер 20, раскрытый способ может быть использован для сжатия и/или отверждения стрингеров и других подобных элементов жесткости, которые имеют одну или более кривых или один или более контуров, приливов и/или изменения толщины слоя вдоль своей длины.
[0041] Как показано на ФИГ. 3-6, внутренний мешок 44 может содержать гибкую пленочную трубку 45 (ФИГ. 3), имеющую внутренний диаметр D1, который по меньшей мере немного больше, чем самый большой размер D2 поперечного сечения (ФИГ. 4) оправки 48, используемой для установки пленочной трубки 45 в полости 32 стрингера (ФИГ. 2). Пленочная трубка 45 имеет открытые концы 46 и длину Lib, которая больше, чем длина LIB (ФИГ. 12) оправки 48.
[0042] Как лучше всего видно из ФИГ. 6, пленочная трубка 45 содержит слой внешней антиадгезионной пленки 50 и слой внутренней барьерной пленки 52. Общая толщина пленочной трубки 45 будет изменяться в зависимости от применения и зависит толщины t1, t2 слоев пленки 50, 52 соответственно. Слой внешней антиадгезионной пленки 50 может содержать любой подходящий термоусадочный материал, обычно используемый в качестве антиадгезионной пленки, такой как, без ограничения, FEP (сополимер тетрафторэтилена и гексафторпропилена), ETFE (фторопласт-40) или PTFE (политетрафторэтилен). Слой внутренней барьерной пленки 52 может содержать любой подходящий термоусадочный, воздухонепроницаемый материал, обычно используемый в качестве вакуумных мешков, включая, без ограничения, нейлон и полиэтилен. Как будет раскрыто ниже более подробно, пленочная трубка 45 может быть получена посредством соэкструзии материала для антиадгезионной пленки и материала для барьерной пленки, однако могут быть использованы другие способы изготовления.
[0043] При использовании пленочную трубку 45 надевают поверх оправки 48 или другого установочного приспособления, имеющего форму поперечного сечения, дополняющую форму поперечного сечения полости 32 части, в которую должен быть установлен внутренний мешок 44. В настоящем примере оправка 48 может содержать надувной баллон, имеющий трапециевидную форму поперечного сечения, дополняющую форму полости 32 в стрингере 20. После надевания пленочной трубки 45 поверх оправки 48, как показано на ФИГ. 5, к пленочной трубке 45 подводят тепло Н, как показано на ФИГ. 7 и вызывают ее усадку на внешней поверхности 55 оправки 48, форму которой принимает пленочная трубка 45. Тепло Н может быть подано с использованием любого подходящего способа, например, с использованием воздуходувок теплого воздуха или нагревательных ламп, направленных на пленочную трубку 45, или путем размещения оправки 48 в печи (не показано).
[0044] Затем, как показано на ФИГ. 8, предварительно сформованный, не полностью готовый (не полностью отвержденный) композитный стрингер 20 размещают на приспособлении 22, и оправку 48, на внешнюю поверхность 55 которой с усадкой посажена пленочная трубка 45, размещают в полости 32 стрингера. Затем, при необходимости, один или более основных слоев 53 могут быть размещены 57 на верхней части обернутой в пленку оправки 48 и полок 26. Основные слои 53 образуют основание 61 на стрингере 20, которое проходит поперечно от внешней кромки одной из полок 26 к внешней кромке другой полки 26 и по существу вдоль всей протяженности стрингера 20. Оправка 48 образует внутреннюю конструкцию, которая сохраняет форму пленочной трубки 45, со слоем барьерной пленки 50, поверхность которого контактирует с поверхностями днища 28, стенок 30 и с основными слоями 53 стрингера 20 до завершения процесса установки пленочной трубки.
[0045] На ФИГ. 9-13, как упомянуто выше и как лучше всего видно из ФИГ. 12, длина LFT пленочной трубки 45 больше, чем длина LM оправки 48, и поэтому наружные края 58 пленочной трубки 45 проходят за концы оправки 48. Наружные края 58 пленочной трубки 45 складывают на себя таким образом, что участок 65 слоя барьерной пленки 52 на каждом конце и вокруг всей периферии пленочной трубки 45 обращен к стенкам 22а (ФИГ. 12 и 13) приспособления 22 и внешнему вакуумному мешку 54. Адгезивное уплотнение 60, которое может содержать, например и без ограничения, адгезивную герметизирующую ленту, наносят между участками 65 слоя барьерной пленки и стенками 22а приспособления 22, и внешним вакуумным мешком 54 с образованием, таким образом, по существу воздухонепроницаемого уплотнения между пленочной трубкой 45 и внешним вакуумным мешком 54 и приспособлением 22. При необходимости в концы пленочной трубки 45 могут быть временно установлены 70 расширители 68, чтобы предотвратить сплющивание внешних краев 58 пленочной трубки 45 при складывании внешних краев 58 на себя. По сути дела, пленочная трубка 45 образует внутренний вакуумный мешок 44, который герметизируют с внешним вакуумным мешком 54 и с приспособлением 22. Между внешним вакуумным мешком 54 и приспособлением 22 устанавливают уплотнение 56, которое герметизирует внешний вакуумный мешок 54 вокруг всей его периферии с верхней частью 36 (ФИГ. 2) приспособления 22.
[0046] С внутренним вакуумным мешком 44, установленным внутри полости 32 стрингера и загерметизированным с приспособлением 22 и внешним мешком 54, оправку 48 удаляют посредством плавного перемещения через один из открытых концов 46 внутреннего мешка 44. Если оправка 48 содержит надувной баллон, его сдувают, чтобы облегчить его простое удаление. В зависимости от конструкции оправки 48, на оправку 48 может быть нанесено смазывающее вещество, чтобы обеспечить скольжение оправки 48 по поверхности внутреннего мешка 44 во время процесса удаления.
[0047] Узел, состоящий из приспособления 22, стрингера 20 и внутреннего и внешнего мешков 44, 54, помещают в автоклав (не показано), в котором на стрингер 20 воздействуют давлением PA автоклава (см. ФИГ. 1 и 11). Поскольку концы внутреннего мешка 44 открыты, давление PA автоклава оказывается приложено внутри открытого внутреннего пространства 62 (ФИГ. 11 и 13) внутреннего мешка 44. Приложенное давление PA автоклава заставляет внутренний мешок 44 сохранять свою форму без необходимости использования внутренней конструкции, такой как баллон, работающий при повышенном давлении, или иной системы создания повышенного давления, отличной от автоклава, при одновременном приложении силы сжатия к днищу 28 и стенкам 30. Давление PA автоклава также приложено к внешнему вакуумному мешку 54, которое заставляет полки 26 стрингера 20 прижиматься к верхней части 36 приспособления 22.
[0048] Как указано ранее, внутренний и внешний пленочные слои 52, 50 пленочной трубки 45 могут быть получены соэкструзией. Например, как показано на ФИГ. 14, ожиженный материал 76 для барьерной пленки и ожиженный материал 80 для антиадгезионной пленки могут быть поданы к экструдеру 72, который экструдирует эти материалы через экструзионную головку 74 с получением двухслойной пленочной трубки 45 любой необходимой длины. Во время экструзии две пленки соединяются друг с другом и образуют цельную пленку.
[0049] В зависимости от совместимости расплава экструдируемых материалов может быть необходимым или желательным экструдирование адгезива 78 между двумя пленочными слоями 50, 52, чтобы приклеить их друг к другу. Для получения пленочной трубки 45 могут быть использованы другие различные процессы и машины, включая, но не ограничиваясь ими, процессы литья под давлением, сжатия и т.п.
[0050] На ФИГ. 15А показан еще один возможный способ получения пленочной трубки 45, согласно которому плоский лист 82 материала накатывают 85 на поверхность цилиндрической оправки 84. Плоский лист 82 может содержать два пленочных слоя 50, 52 (ФИГ. 15В), приклеенных друг к другу слоем адгезива (не показано). В одном варианте реализации изобретения концы плоского листа 82 могут быть накручены друг на друга с образованием соединения внахлест (не показано), а в другом варианте реализации изобретения два конца плоского листа могут быть соединены друг с другом с использованием любого подходящего способа, чтобы образовать стыковое соединение (не показано). Возможны соединения других типов.
[0051] Выполнение пленочной трубки 45 также возможно с использованием способа, проиллюстрированного на ФИГ. 16, при котором две отдельные пленочные трубки 86, 88, соответственно содержащие антиадгезионную пленку и барьерную пленку, обертывают отдельно с усадкой на оправке 48. В некоторых вариантах реализации изобретения внутренняя пленочная трубка 88 может быть подвергнута термоусадке на оправке 48, а внешняя пленочная трубка 86 может быть установлена посредством обертывания и адгезивного приклеивания листа пленки поверх подвергнутой термоусадке внутренней пленочной трубки 88. В других вариантах реализации изобретения внутренняя пленочная трубка 88 может быть выполнена посредством обертывания листа пленки вокруг оправки 48 с последующей термоусадкой внешней пленочной трубки 86 вокруг внутренней пленочной трубки 88. На ФИГ. 17 в общих чертах показаны общие этапы способа отверждения композитной детали 20. На этапе 90 композитную деталь 20 размещают на приспособлении 22, имеющем полость 32а. На этапе 92 поверх внешней поверхности 55 оправки 48 накладывают пленку 45, например, посредством надевания пленочной трубки 45 поверх оправки 48 и последующего обертывания с усадкой пленочной трубки 45 на поверхность оправки 48. На этапе 93 оправку 48, на которую с усадкой обернута пленочная трубка 45, размещают внутри полости 32 в композитной детали 20. На этапе 94 пленку 45 прикрепляют к мешку приспособления, находящемуся внутри его полости 32а, например, посредством ее адгезивной герметизации со стенками. На этапе 96 оправку 48 из полости 32а удаляют, а пленка 45 остается внутри полости 32а, прикрепленной к стенкам полости. На этапе 98 композитную деталь 20 отверждают.
[0052] На ФИГ. 18 в общих чертах показаны общие этапы способа изготовления композитного стрингера 20. На этапе 91 преформу 20 композитного стрингера размещают на приспособлении 22, и на этапе 93 внешний вакуумный мешок 54 устанавливают поверх стрингера 20 с закрытием полости 32 в стрингере 20. На этапе 95 внутренний вакуумный мешок 44 размещают внутри полости 32. На этапе 97 стрингер 20 сжимают посредством приложения давления к внутреннему вакуумному мешку 44 и к внешнему вакуумному мешку 54.
[0053] На ФИГ. 19 показан альтернативный способ отверждения композитной детали 20. На этапе 100 выполняют внутренний вакуумный мешок 44 с использованием любого из нескольких способов. Например, на этапе 102 цельная полученная соэкструзией двухслойная пленочная трубка 45 может быть надета поверх оправки 48. В альтернативном варианте реализации изобретения два пленочных слоя 50, 52 могут быть надеты вокруг оправки 48 на этапе 104, или на этапе 106 две отдельные пленочные трубки 86, 88 могут быть надеты поверх оправки 48. Затем, на этапе 108 внутренний мешок 44 подвергают термоусадке на оправке 48. На этапе 110 преформу 20 композитной детали размещают на приспособлении 22, и на этапе 112 пленку, покрывающую оправку 48, размещают в полости 32 в композитной детали 20. На этапе 114 внутренний мешок 44 герметизируют с приспособлением 22. На этапе 116 внешний вакуумный мешок 54 устанавливают поверх композитной детали 20, и на этапе 118 внутренний вакуумный мешок 44 герметизируют с внешним вакуумным мешком 54. На этапе 120 внешний вакуумный мешок 54 вакуумируют, и на этапе 122 композитную деталь 20 отверждают в автоклаве, и при этом к детали 20 прикладывают давление Ра автоклава через внутренний и внешний мешки 44, 54.
[0054] Варианты реализации настоящего изобретения могут иметь самое разное применение в разных отраслях промышленности, в частности в транспортной, включая, например, аэрокосмическую, морскую и автомобильную промышленности, и при решении других задач, для которых возможно использование удлиненных композитных элементов, таких как элементы жесткости. Таким образом, как показано на ФИГ. 20 и 21, варианты реализации настоящего изобретения могут быть использованы в контексте способа 124 изготовления и обслуживания воздушного летательного аппарата, как показано на ФИГ. 20 и воздушного летательного аппарата 126, как показано на ФИГ. 21. Для воздушных летательных аппаратов раскрытые варианты реализации изобретения могут использоваться, например, без ограничения, для получения композитных слоистых лонжеронов, стрингеров и балок. Во время подготовки к производству показанный в качестве примера способ 124 может включать в себя разработку спецификации и проектирование 128 воздушного летательного аппарата 126, а также материальное снабжение 130. Во время производства имеет место изготовление 132 компонентов и сборочных узлов и интеграция 134 систем воздушного летательного аппарата 126. После этого воздушный летательный аппарат 126 может проходить этапы сертификации и доставки 136 для ввода в эксплуатацию 138. В процессе эксплуатации заказчиком воздушный летательный аппарат 126 подпадает под регламентное техобслуживание и текущий ремонт 140, которые также могут включать в себя модернизацию, перенастройку, переоборудование и так далее. Композитные компоненты и детали согласно раскрытым вариантам реализации изобретения могут быть использованы на любом этапе при изготовлении 132 компонентов и сборочных узлов, интеграции 134 систем, при эксплуатации 138, а также во время техобслуживания и доставки 140.
[0055] Каждый из процессов способа 124 может быть выполнен или осуществлен системным интегратором, третьей стороной и/или оператором (например, заказчиком). В целях настоящего описания системный интегратор может включать в себя, без ограничения, любое количество производителей воздушных летательных аппаратов и субподрядчиков по основным системам; третья сторона может включать в себя, помимо прочего, любое количество продавцов, субподрядчиков и поставщиков; а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.д.
[0056] Как показано на ФИГ. 21, воздушный летательный аппарат 126, изготовленный согласно приведенному в качестве примера способу 124, может включать корпус 142 с множеством систем 144 и внутреннюю часть 146. Примеры высокоуровневых систем 144 включают в себя одну или более систем из движительной системы 148, системы 150 электроснабжения, гидравлической системы 152 и системы 154 управления окружающей средой. Может быть включено любое количество других систем. Хотя показан пример, относящийся к аэрокосмической отрасли, принципы изобретения могут быть применены к другим отраслям, таким как автомобильная или морская промышленности. Композитные детали, полученные согласно раскрытым вариантам реализации изобретения, могут быть использованы в корпусе 142 или во внутренней части 146.
[0057] Системы и способы, показанные в настоящем документе, могут быть использованы во время любых одного или более этапов способа 124 изготовления и обслуживания. Например, компоненты или сборочные узлы, соответствующие процессу 132 изготовления, могут быть изготовлены или произведены аналогично компонентам или сборочным узлам, изготовленным во время эксплуатации воздушного летательного аппарата 126. Также, один или более вариантов реализации устройств, вариантов реализации способов или их комбинация могут быть использованы во время производственных этапов 132 и 134, например, с существенным ускорением сборки или снижением стоимости воздушного летательного аппарата 126. Аналогично, один или более вариантов реализации устройств, вариантов реализации способов или их комбинация могут быть использованы при эксплуатации воздушного летательного аппарата 126, например и без ограничения, регламентного техобслуживания и ремонта 140.
[0058] При использовании в настоящем документе выражение "по меньшей мере одно из следующего", употребляемое со списком объектов, означает, что могут быть использованы различные комбинации из одного или большего количества приведенных в списке объектов и только один из объектов, указанных в списке, может быть необходим. Например, выражение "по меньшей мере одно из следующего: объект А, объект В и объект С" может включать, без ограничения, объект А, объект А и объект В или объект В. Этот пример также может включать объект А, объект В и объект С или объект В и объект С.Объект может представлять собой конкретный объект, вещь или категорию. Иными словами, "по меньшей мере одно из следующего" означает, что любое сочетание элементов и их количество из этого списка может быть использовано, но не все из объектов списка должны присутствовать.
Таким образом, в целом, в соответствии с первым аспектом настоящего изобретения предложен:
А1. Способ обработки композитной детали (20), включающий:
размещение композитной детали (20) на приспособлении (22), имеющем полость (32а);
наложение пленки (52) поверх внешней поверхности (55) оправки (48);
размещение оправки (48) внутри полости (32) в композитной детали (20);
прикрепление пленки (52) к стенкам (22а приспособления (22) внутри полости (32а) приспособления и
удаление оправки (48) из полости (32) в композитной детали (20).
А2. Также предложен способ по параграфу А1, согласно которому наложение пленки (52) поверх внешней поверхности (55) оправки (48) включает:
надевание пленочной трубки (45) поверх оправки (48) и
усадку пленки (52) на оправке (48).
A3. Также предложен способ по параграфу А2, согласно которому прикрепление пленки (52) к стенкам (22а) полости (32а) включает герметизацию противоположных концов (46) пленочной трубки (45) с приспособлением (22).
А4. Также предложен способ по параграфу А2, также включающий:
герметизацию вакуумного мешка (54) поверх композитной детали (20) и
прикрепление противоположных концов (46) пленочной трубки (45) к вакуумному мешку (54).
А5. Также предложен способ по параграфу А1, также включающий:
отверждение композитной детали (20), включающее приложение давления (PA) автоклава к пленке (52) внутри полости (32).
А6. Также предложен способ по параграфу А1, согласно которому наложение пленки (52) включает обертывание антиадгезионной пленки (50) и воздухонепроницаемой барьерной пленки (52) с усадкой на оправке (40).
Согласно еще одному аспекту настоящего изобретения предложен:
В1. Способ наложения вакуумного мешка (44) поверх композитной детали (20), включающий:
размещение композитной детали (20) на приспособлении (22), имеющем полость (32а);
наложение пленки (52) поверх внешней поверхности (55) оправки (48);
размещение оправки (48) внутри полости (32) в композитной детали (20);
прикрепление пленки (52) к стенкам (22а) полости (32а) приспособления и
удаление оправки (48) из полости (32) в композитной детали (20).
Согласно еще одному аспекту настоящего изобретения предложен:
С1. Способ набрасывания мешка на композитную деталь (20), в которой имеется полость (32), включающий:
наложение вакуумного мешка (44) для полости поверх внутренней поверхности полости (32) в композитной детали (20);
наложение внешнего вакуумного мешка (54) поверх композитной детали (20);
герметизацию вакуумного мешка (44) для полости с внешним вакуумным мешком (54) и с приспособлением (22) и
герметизацию внешнего вакуумного мешка (54) с приспособлением (20).
Согласно еще одному аспекту настоящего изобретения предложен:
D1. Способ изготовления композитной детали (20), в которой имеется полость (32), включающий:
размещение гибкого внутреннего мешка (44) вокруг оправки (40);
обертывание с усадкой внутреннего мешка (44) с размещением на внешней поверхности (55) оправки (40);
размещение композитной детали (20) на приспособлении (22);
размещение оправки (40) в полости (32);
герметизацию внутреннего мешка (44) с приспособлением (22);
удаление оправки (48) из полости (32);
герметизацию внешнего мешка (54) поверх композитной детали (20);
герметизацию внутреннего мешка (44) с внешним мешком (54) и
отверждение композитной детали (20) в автоклаве.
D2. Также предложен способ по параграфу D1, согласно которому размещение гибкого внутреннего мешка (44) вокруг оправки (48) включает:
оборачивание оправки (48) воздухонепроницаемой внутренней пленкой (52) и
оборачивание внутренней пленки (52) внешней антиадгезионной пленкой (50).
D3. Также предложен способ по параграфу D1, согласно которому размещение гибкого внутреннего мешка (44) включает надевание пленочной трубки (45) поверх оправки (48).
D4. Также предложен способ по параграфу D3, согласно которому герметизация внутреннего мешка (44) с приспособлением (22) включает герметизацию внешних концов (58) пленочной трубки (45) с приспособлением (22) вокруг по существу всей периферии пленочной трубки (45).
D4. Также предложен способ по параграфу D1, согласно которому обертывание с усадкой внутреннего мешка (44) включает подачу тепла к гибкому внутреннему мешку (44), выполняемую до тех пор, пока не произойдет усадка внутреннего мешка (44) с размещением на поверхности (55) оправки (48).
D5. Также предложен способ по параграфу D1, согласно которому герметизация внутреннего мешка (44) с внешним мешком (54) включает:
открытие участков (65) внутренней поверхности внутреннего мешка (44) посредством складывания поверх противоположных концов (58) внутреннего мешка (44) и
приклеивание указанных участков (65) внутренней поверхности к внешнему мешку (54).
D6. Также предложен способ по параграфу D1, согласно которому отверждение композитной детали (20) включает:
размещение композитной детали (20) и приспособления (22) в автоклаве и
открытие внешнего мешка (54) и внутреннего мешка (44) воздействию давления (PA) автоклава.
Согласно еще одному аспекту настоящего изобретения предложен:
Е1. Способ изготовления композитного стрингера (20), в котором имеется полость (32), включающий:
размещение заготовки (20) композитного стрингера на приспособлении (22);
установку гибкого внешнего пленочного мешка (54) поверх заготовки (20) композитного стрингера с накрытием полости (32);
размещение гибкого внутреннего пленочного мешка (44) в полости (32) и
сжатие заготовки (20) композитного стрингера посредством приложения давления (PA) к внутреннему пленочному мешку (44) и внешнему пленочному мешку (54).
Е2. Также предложен способ по параграфу Е1, согласно которому размещение внутреннего пленочного мешка (44) внутри полости (32) включает:
обертывание с усадкой воздухонепроницаемой барьерной пленки (52) вокруг оправки (48),
размещение оправки (48) внутри полости (32),
прикрепление барьерной пленки (52) к приспособлению (22) и
удаление оправки (48) из полости (32).
ЕЗ. Также предложен способ по параграфу Е1, согласно которому приложение давления (PA) к внутреннему пленочному мешку (44) и внешнему пленочному мешку (54) выполняют посредством размещения заготовки (20) композитного стрингера и приспособления (22) в автоклаве и воздействие на внутренний и внешний пленочные мешки (44, 54) давлением (PA) автоклава.
Е4. Также предложен способ по параграфу Е1, согласно которому приложение давления (PA) выполняют с использованием общего источника давления.
Е5. Также предложен способ по параграфу Е4, согласно которому приложение давления (PA) с использованием общего источника давления включает:
размещение заготовки (20) композитного стрингера в автоклаве и
воздействие на внутренний пленочный мешок (44) и внешний пленочный мешок (54) давлением (PA) автоклава.
Согласно еще одному аспекту настоящего изобретения предложен:
F1. Способ получения вакуумного мешка (44), выполненного с возможностью охватывания оправки (48), включающий:
соэкструзию внутренней пленки (52) и внешней пленки (50).
F2. Также предложен способ по параграфу F1, согласно которому соэкструзия включает:
ожижение барьерного материала (76),
ожижение антиадгезионного материала (80),
подачу ожиженных барьерного материала (76) и антиадгезионного материала (80) к экструдеру (72) и
экструзию ожиженных барьерного материала (76) и антиадгезионного материала (80) через экструзионную головку (74).
F3. Также предложен способ по параграфу F1, также включающий:
экструзию слоя адгезива (70) между внутренней пленкой (52) и внешней пленкой (50).
Согласно еще одному аспекту настоящего изобретения предложен:
G1. Вакуумный мешок (44), выполненный с возможностью надевания поверх оправки (48), содержащий:
внутреннюю воздухонепроницаемую барьерную пленку (52), выполненную соответствующей оправке (48); и
внешнюю антиадгезионную пленку (50), окружающую внутреннюю барьерную пленку (52).
G2. Вакуумный мешок (44) по параграфу G1, в котором внутренняя барьерная пленка (52) соединена с внешней пленкой (50).
G3. Вакуумный мешок (44) по параграфу G1, в котором каждая из внутренней барьерной пленки (52) и внешней антиадгезионной пленки (50) выполнена из термоусадочных материалов (76, 80).
Описание различных иллюстративных вариантов реализации изобретения приведено в целях иллюстрации и описания и не претендует на исчерпывающий характер или ограничение вариантов реализации изобретения в той форме, в которой они были раскрыты. Многие модификации и варианты будут очевидными для специалистов в данной области техники. Кроме того, различные иллюстративные варианты реализации изобретения могут обеспечивать различные преимущества по сравнению с другими иллюстративными вариантами реализации изобретения. Вариант или варианты реализации изобретения выбраны и описаны в целях лучшего разъяснения принципов указанных вариантов реализации изобретения, их практического применения и обеспечения возможности другим специалистам в данной области техники понять представленное раскрытие различных вариантов реализации изобретения с различными модификациями, которые подходят для конкретного рассматриваемого применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА БАЛЛОНОВ БЕЗ ОТВОДА ИЛИ ПОДВОДА ГАЗОВ ДЛЯ ОТВЕРЖДЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2013 |
|
RU2660136C9 |
| Баллонная система для отверждения композитных деталей | 2016 |
|
RU2717523C2 |
| РЕБРИСТЫЕ КРОМОЧНЫЕ ОТВОДЯЩИЕ КОМПОНЕНТЫ ДЛЯ КОМПОЗИТНЫХ ПРОДУКТОВ | 2016 |
|
RU2740928C2 |
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
| СПОСОБ ОТВЕРЖДЕНИЯ КОМПОЗИТНОГО ИЗДЕЛИЯ С ИСПОЛЬЗОВАНИЕМ ПЕРЕПАДА ВАКУУМА | 2016 |
|
RU2687438C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УМЕНЬШЕНИЯ ПОРИСТОСТИ В ДЕТАЛЯХ ИЗ КОМПОЗИЦИОННОГО ПОЛИМЕРА | 2013 |
|
RU2635141C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДВОЙНЫМ ПОВЕРХНОСТНО-ОРТОГОНАЛЬНЫМ ВАКУУМНО-ИНФУЗИОННЫМ ПРОЦЕССОМ (DSOVIM) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2833579C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ЭЛЕМЕНТА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2457946C2 |
| СЛОИСТЫЕ КОМПОЗИТНЫЕ КОНСТРУКЦИИ С МЕЖСЛОЙНЫМИ ГОФРАМИ ДЛЯ УЛУЧШЕНИЯ СТОЙКОСТИ К УДАРНЫМ НАГРУЗКАМ И СИСТЕМА И СПОСОБ ИХ ОБРАЗОВАНИЯ | 2018 |
|
RU2766612C2 |


Изобретение относится к способу переработки композитной детали, к вакуумному мешку. Согласно способу размещают композитную деталь на приспособлении, имеющем полость. Накладывают пленку поверх внешней поверхности оправки. Размещают оправку внутри полости композитной детали. Прикрепляют пленку к стенкам приспособления внутри полости приспособления. Удаляют оправку из полости композитной детали. 2 н. и 7 з.п. ф-лы, 22 ил.
1. Способ обработки композитной детали (20), включающий:
размещение композитной детали (20) на приспособлении (22), имеющем полость (32а);
наложение пленки поверх внешней поверхности (55) оправки (48);
размещение оправки (48) внутри полости (32) композитной детали (20);
прикрепление пленки к стенкам (22а) приспособления (22) внутри полости (32а) приспособления и
удаление оправки (48) из полости (32) композитной детали (20).
2. Способ по п. 1, согласно которому наложение пленки поверх внешней поверхности (55) оправки (48) включает:
надевание пленочной трубки (45) поверх оправки (48) и
усадку пленки на оправке (48).
3. Способ по п. 2, согласно которому прикрепление пленки к стенкам (22а) полости (32а) включает герметизацию противоположных концов (46) пленочной трубки (45) с приспособлением (22).
4. Способ по п. 2, также включающий:
герметизацию вакуумного мешка (54) поверх композитной детали (20) и
прикрепление противоположных концов (46) пленочной трубки (45) к вакуумному мешку (54).
5. Способ по п. 1, также включающий:
отверждение композитной детали (20), включающее приложение давления (PA) автоклава к пленке внутри полости (32).
6. Способ по п. 1, согласно которому наложение пленки включает обертывание антиадгезионной пленки (50) и воздухонепроницаемой барьерной пленки (52) с усадкой на оправке (48).
7. Вакуумный мешок (44), выполненный с возможностью надевания поверх оправки (48), содержащий:
внутреннюю воздухонепроницаемую барьерную пленку (52), выполненную соответствующей оправке (48); и
внешнюю антиадгезионную пленку (50), окружающую внутреннюю барьерную пленку (52).
8. Вакуумный мешок (44) по п. 7, в котором внутренняя воздухонепроницаемая барьерная пленка (52) соединена с внешней антиадгезионной пленкой (50).
9. Вакуумный мешок (44) по п. 7, в котором каждая из внутренней воздухонепроницаемой барьерной пленки (52) и внешней антиадгезионной пленки (50) выполнена из термоусадочных материалов (76, 80).
| ИНСТРУМЕНТ ДЛЯ ФОРМОВАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА | 2007 |
|
RU2457111C2 |
| Устройство для вакуумавтоклавного формования | 1982 |
|
SU1039730A1 |
| Механизм для центрирования рулонов горячекатаных полос | 1958 |
|
SU115434A1 |
| Устройство для изготовления изделий из полимерных материалов | 1977 |
|
SU627990A1 |

