Изобретение относится к обработке металлов давлением, в частности к способам обработки листа.
Известен способ поверхностной обработки тел вращения и плоских поверхностей, реализуемый путем накатывания или выглаживания при вибрации инструмента (шар, выглаживающий наконечник) по касательной к поверхности деформируемого металла, который при перемещении по обрабатываемой поверхности под воздействием необходимой силы деформирования формирует на обрабатываемой поверхности требуемые показатели качества. При этом происходит упрочнение материала в тонком поверхностном слое металла с формированием нанокристаллической структуры за счет управления силой трения и развития интенсивной пластической деформации сдвига (Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием: Справочник. - М.: Машиностроение, 1987, С. 13).
Недостатками данного способа является невозможность получения градиентной наноструктуры металла в объеме деформируемой детали и, как следствие, формирования высоких механических свойств, а также невозможность обработки длинномерных изделий и низкая производительность процесса.
Известен способ поверхностной обработки тел вращения и плоских поверхностей, реализуемый путем ударного приложения деформирующей силы при возвратно-поступательном перемещении инструмента. При этом происходит упрочнение материала в тонком поверхностном слое металла с формированием нанокристаллической структуры за счет создания и развития интенсивной пластической деформации сдвига (Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием: Справочник. -М.: Машиностроение, 1987, С. 15).
Недостатками данного способа является невозможность получения градиентной наноструктуры металла в объеме деформируемой детали и, как следствие, формирования высоких механических свойств, а также невозможность обработки длинномерных изделий и низкая производительность процесса.
Наиболее близким аналогом является способ обработки листа, включающий его обработку с помощью n рядов с m деформирующими элементами в каждом ряду, установленными в матрице на максимально близком расстоянии друг от друга (см. Multipoint forming using mesh-type elastic cushion: modelling and experimentation / A. Tolipov and etc. 2018, The International Journal of Advanced Manufacturing Technology).
Недостатками данного способа является невозможность получения градиентной наноструктуры металла в объеме деформируемой детали и, как следствие, формирования высоких механических свойств, а также невозможность обработки длинномерных изделий и низкая производительность процесса.
Задача, решаемая изобретением, заключается в повышении механических свойств обрабатываемых полос и производительности обработки за счет создания в объеме металла градиентной наноструктуры и сокращения времени обработки листа.
Технический результат, обеспечивающий решение задачи, заключается в создании в объеме обрабатываемого листа высокоскоростной знакопеременной деформации в нескольких локальных очагах деформации, в результате чего возникает напряженное состояние всестороннего неравномерного сжатия и появляется сдвиговая деформация по толщине листа.
Поставленная задача решается тем, что в известном способе, включающем его обработку с помощью n рядов с m деформирующими элементами в каждом ряду, установленными в матрице на максимально близком расстоянии друг от друга, согласно изобретению матрица совершает возвратно-поступательные движения в поперечном направлении, смещаясь за один ход на расстояние между деформирующими элементами со скоростью Vм, при этом деформирующие элементы совершают вращательные и возвратно-поступательные движения в вертикальной плоскости перпендикулярно листу, а лист движется по рольгангу со скоростью, задаваемой из формулы
где Vп - скорость листа, мм/с;
Vм - скорость движения матрицы, мм/с;
n - число деформирующих элементов по длине матрицы;
m - число деформирующих элементов по ширине в матрице;
 - расстояние между осями вращения деформирующих элементов, мм;
- расстояние между осями вращения деформирующих элементов, мм;
В - ширина листа, мм;
k - эмпирический коэффициент (k=0,49-0,51).
Известен способ поверхностной обработки тел вращения и плоских поверхностей, реализуемый путем накатывания или выглаживания при вибрации инструмента (шар, выглаживающий наконечник) по касательной к поверхности деформируемого металла, который при перемещении по обрабатываемой поверхности под воздействием необходимой силы деформирования формирует на обрабатываемой поверхности требуемые показатели качества (Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием: Справочник. - М.: Машиностроение, 1987, С. 13).
В заявляемом способе указанный признак так же, как и в известном способе, предназначен для формирования микроструктуры и механических свойств в поверхностном слое листа.
Известен способ поверхностной обработки тел вращения и плоских поверхностей, реализуемый путем ударного приложения деформирующей силы при возвратно-поступательном перемещении инструмента. При этом происходит упрочнение материала в тонком поверхностном слое металла с формированием нанокристаллической структуры за счет создания и развития интенсивной пластической деформации сдвига (Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием: Справочник. - М.: Машиностроение, 1987, С. 15).
В заявляемом способе указанный признак так же, как и в известном способе, предназначен для формирования микроструктуры и механических свойств в поверхностном слое листа.
Известен способ обработки листа, включающий его обработку с помощью n рядов с m деформирующими элементами в каждом ряду, установленными в матрице на максимально близком расстоянии друг от друга (см. Multipoint forming using mesh-type elastic cushion: modelling and experimentation / A. Tolipov and etc. 2018, The International Journal of Advanced Manufacturing Technology).
В заявляемом способе так же, как и в известном способе, взятом за прототип, указанный признак, изложенный в формуле изобретения, предназначен для создания микроструктуры и повышения механических свойств металла.
Однако наравне с вышеуказанными известными техническими свойствами заявляемая совокупность отличительных признаков, указанная в формуле изобретения, обеспечивает получение нового технического результата, создаваемого за счет высокоскоростных возвратно-поступательных и вращательных движений деформирующих элементов в матрице, которые образуют несколько локальных очагов деформации, а также за счет возможности возвратно-поступательного перемещения матрицы по ширине обрабатываемого листа и непосредственного поступательного движения самого листа, дающих возможность многократной обработки деформирующими элементами листа неограниченной длины. Таким образом, новый технический результат заключается в создании в деформируемом слое заданной толщины обрабатываемого листа высокоскоростной знакопеременной деформации, в результате чего возникает напряженное состояние всестороннего неравномерного сжатия и появляется сдвиговая деформация в обрабатываемом слое листа. Это способствует созданию управляемого способа получения градиентной наноструктуры металла и тем самым получению высоких механических свойств, а также появлению возможности обработки длинных листов и сокращению времени их обработки.
На основании вышесказанного можно сделать вывод, что заявляемый способ обработки листа не следует явным образом из известного уровня техники и, следовательно, соответствует условию патентоспособности «изобретательский уровень».
Сущность заявляемого способа поясняется чертежами.
На фиг. 1 изображена схема реализации способа обработки листа. На чертеже позициями обозначены: 1 - обрабатываемый лист; 2 - ролики рольганга; 3 - деформирующие элементы в матрице; 4 - матрица; 5 - проводка; - расстояние между осями вращения деформирующих элементов, мм; В - ширина листа, мм; Vп - скорость листа, мм/с; Vм - скорость движения матрицы, мм/с.
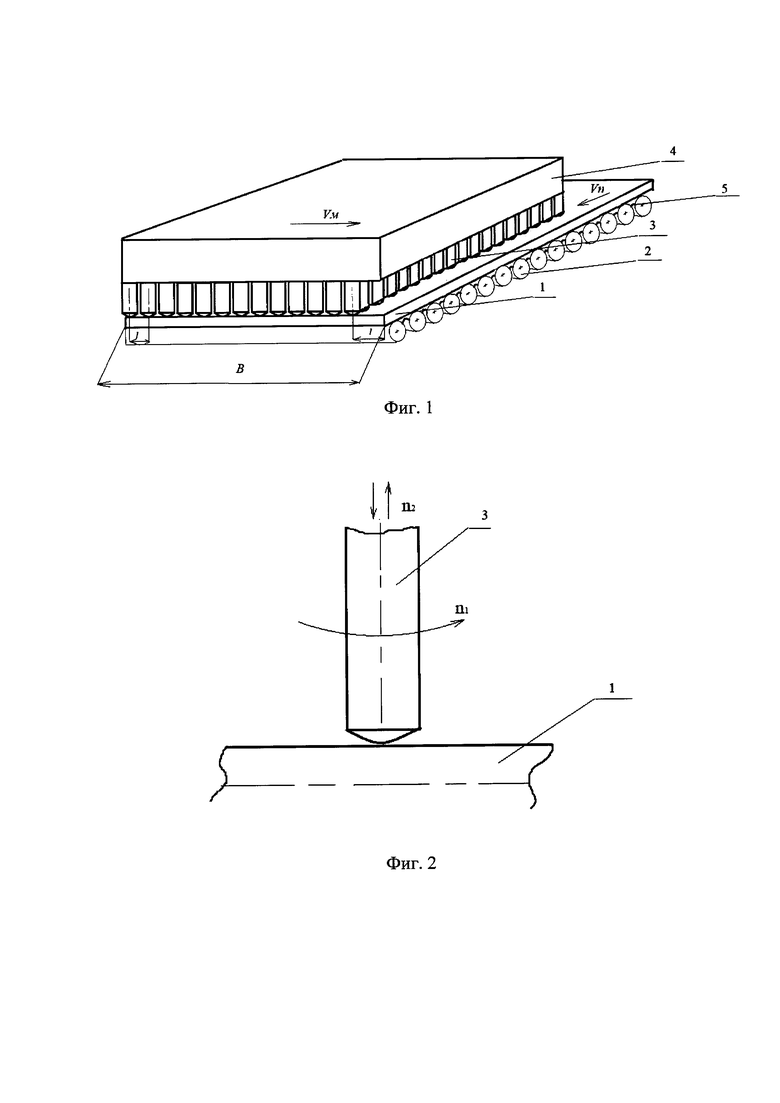
На фиг. 2 изображен деформирующий элемент. На чертеже позициями обозначены: n1 - частота вращения деформирующего элемента, n2 - частота возвратно-поступательного движения деформирующего элемента.
Сущность предлагаемого способа обработки листа состоит в следующем.
Листовая заготовка 1 в холодном состоянии движется по рольгангу, состоящему из приводных роликов 2, с заданной скоростью Vп и одновременно подвергается пластической деформации с помощью деформирующих элементов 3, установленных в матрице 4, состоящей из n параллельных рядов деформирующих элементов, включающих по m деформирующих элементов в каждом ряду. Матрица совершает возвратно-поступательное движение, смещаясь на расстояние между деформирующими элементами  в поперечном направлении со скоростью Vм, при этом деформирующие элементы совершают вращательные и возвратно-поступательные движения в вертикальной плоскости перпендикулярно листу, причем в месте контакта деформирующего элемента и листа последний опирается на проводку 5.
в поперечном направлении со скоростью Vм, при этом деформирующие элементы совершают вращательные и возвратно-поступательные движения в вертикальной плоскости перпендикулярно листу, причем в месте контакта деформирующего элемента и листа последний опирается на проводку 5.
При такой обработке в месте удара формируются сжимающие напряжения, обеспечивающие повышение деформируемости металла и снижения вероятности его разрушения. Высокоскоростная деформация обеспечивает высокую степень накопленной деформации и тем самым обеспечивает получение наноструктуры металла и значительное повышение механических свойств листа. Причем самое мелкое зерно образуется на поверхности листа, затем по мере затухания энергии размер зерна несколько укрупняется, входя в размерный ряд наноструктур, т.е. образуется градиентная структура. Вращение деформирующего инструмента обеспечивает дополнительное измельчение структуры в поверхностном слое листа за счет создания дополнительной деформации сдвига. Созданию сдвиговой деформации, измельчению зерна, а также увеличению глубины слоя наноструктуры способствует многократная обработка с заданными скоростью движения матрицы Vм и скоростью движения листа Vп.
При значении k=0,49-0,51 создаются скоростные условия движения листовой заготовки, которые обеспечивают получение слоя заданной глубины, состоящего из наноструктуры. При значении k>0,51 будут появляться разрывы и трещины на листе, а также возможен значительный разогрев металла, что может повлиять на формирование требуемых механических свойств. При значении k1<0,49 будет происходить упрочнение металла, что может привести к появлению дефектов, а также будет низкая производительность процесса обработки листа.
Пример конкретного выполнения.
Листовую заготовку шириной 240 мм и толщиной 3 мм из алюминиевого сплава марки АД31 перемещали по рольгангу со скоростью 0,6 м/мин. Одновременно заготовку обрабатывали с помощью матрицы, совершающей возвратно-поступательное движение по ширине листа со скоростью 2 мм/с. Частота возвратно-поступательного движения деформирующего элемента составляла 4000 уд/мин, а частота его вращения - 700 об/мин. Исследовали пять вариантов. Размеры зерна полученных структур и значения механических свойств приведены в таблице.
На основании вышеизложенного можно сделать вывод, что в заявляемом способе обработке листа возникает благоприятная схема напряженно-деформированного состояния металла, способствующая появлению большой сдвиговой деформации, что обеспечивает формирование градиентной наноструктуры металла и получение высоких механических свойств. Соответственно заявляемое решение может быть применимо в обработке металлов давлением, а следовательно, соответствует условию "промышленная применимость". 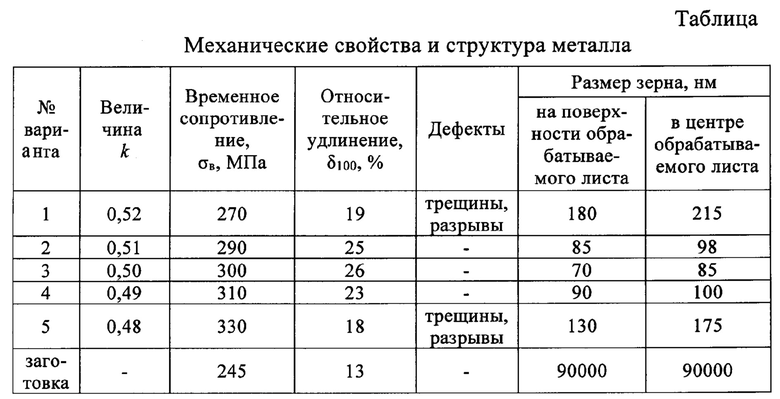
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ | 2019 |
|
RU2727415C1 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ВТУЛОК С НАГРЕВОМ | 2014 |
|
RU2584103C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ВТУЛОК С ГРАДИЕНТНО-УПРОЧНЕННОЙ СТРУКТУРОЙ | 2010 |
|
RU2462327C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366560C1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| ДОРН | 2013 |
|
RU2533507C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2367564C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| СПОСОБ РАСКАТЫВАНИЯ ДЕТАЛЕЙ ШАРОВЫМ ИНСТРУМЕНТОМ | 2013 |
|
RU2542214C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для обработки листа. Способ включает обработку листа с помощью n рядов с m деформирующими элементами в каждом ряду, установленными в матрице на максимально близком расстоянии друг от друга. Матрица совершает возвратно-поступательные движения в поперечном направлении, смещаясь за один ход на расстояние между деформирующими элементами со скоростью Vм, при этом деформирующие элементы совершают вращательные и возвратно-поступательные движения в вертикальной плоскости перпендикулярно листу, а лист движется по рольгангу со скоростью, регламентированной математической зависимостью. Изобретение обеспечивает возможность создания в объеме обрабатываемого листа высокоскоростной знакопеременной деформации в нескольких локальных очагах деформации, в результате чего появляется сдвиговая деформация по толщине листа, образуется градиентная наноструктура металла. 2 ил., 1 табл.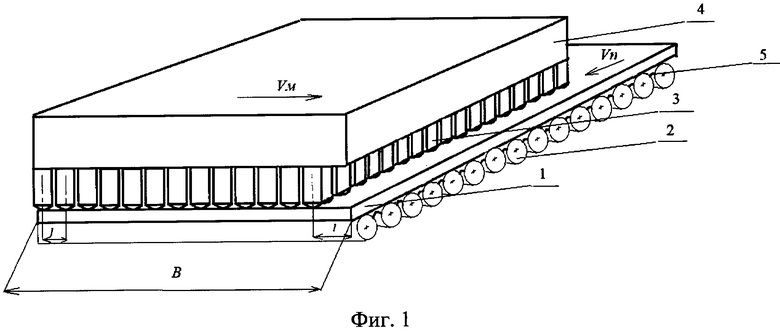
Способ обработки листа, включающий его обработку деформирующими элементами, установленными в матрице на максимально близком расстоянии друг от друга в n рядов с m деформирующими элементами в каждом ряду, отличающийся тем, что матрицу возвратно-поступательно перемещают в поперечном направлении со смещением за один ход на расстояние между деформирующими элементами со скоростью Vм, при этом деформирующие элементы совершают вращательные и возвратно-поступательные движения в вертикальной плоскости перпендикулярно листу, а лист перемещают по рольгангу со скоростью, задаваемой формулой
где Vп - скорость перемещения листа, мм/с;
Vм - скорость перемещения матрицы, мм/с;
n – количество деформирующих элементов по длине матрицы;
m – количество деформирующих элементов по ширине в матрице;
 - расстояние между осями вращения деформирующих элементов, мм;
- расстояние между осями вращения деформирующих элементов, мм;
В - ширина листа, мм;
k=0,49-0,51- эмпирический коэффициент.
| СПОСОБ И УСТРОЙСТВО ВИБРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2374061C2 |
| Устройство для упрочнения и образования регулярного микрорельефа | 1989 |
|
SU1787749A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ С НАНО- И СУБМИКРОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ И ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ИЗ ЭТИХ СПЛАВОВ (ВАРИАНТЫ) | 2011 |
|
RU2467090C1 |
| Мультипликатор для гидростатического прессования порошков | 1986 |
|
SU1452661A1 |

