Область техники, к которой относится изобретение
Настоящее изобретение, в общем, относится к металлическим стаканам, и способам их формования. В частности, настоящее изобретение относится к стаканам для напитков, образованным из металла. Различные варианты выполнения настоящего изобретения предусматривают формование тонкостенного стакана для напитков, который можно укладывать в стопку со стаканами сходной конструкции.
Уровень техники
Существующие стаканы для напитков и контейнеры для питья одноразового использования изготавливают из пластикового материала. Пластиковые стаканы изготавливают с помощью операций литья под давлением или горячего формования, что позволяет получать легкие стаканы одноразового использования. Существующие металлические контейнеры для напитков, в общем, представляют собой жестяные банки для питья, имеющие торцевую крышку, прикрепленную к верхнему концу наполненной банки.
В патенте США 4366695, Durgin и др., который полностью включен в настоящую заявку посредством ссылки, приведено описание складной банки и способ ее формования из заготовки. Однако Durgin и др. не описывает различные признаки настоящего изобретения, содержащие, например, коническую или ступенчатую геометрию, как показано и описано в настоящей заявке, и способы ее формования.
В патенте США 4914937, Bulso и др., который полностью включен в настоящую заявку посредством ссылки, приведено описание способа формования конического контейнера. Bulso и др. предлагает стакан с прямыми стенками и способ его формования, но не упоминает различные принципы настоящего изобретения.
В патенте США 6463776, Enoki и др., который полностью включен в настоящую заявку посредством ссылки, приведено описание способа изготовления банок в форме бутылки с участком горлышка и плечика. Enoki и др. не описывает различные признаки и способы настоящего изобретения. Например, Enoki и др. не описывает контейнер в форме стакана с коническими прямыми стенками.
Раскрытие сущности изобретения
Соответственно, существует давно назревшая необходимость предложить металлический стакан многократного использования, подлежащий вторичной переработке. Также существует необходимость предложить конический металлический стакан, который можно складывать в стопку для улучшения транспортирования и хранения множества стаканов.
В различных вариантах выполнения предлагается конический металлический стакан, который имеет небольшие углы наклона стенок. Небольшие углы наклона стенок по меньшей мере в контексте настоящего описания, представляют собой углы наклона стенок меньше 10 градусов, измеренные от вертикальной центральной линии или вертикальной оси стакана. Наклонные стороны и небольшие углы наклона стенок стаканов, как показано и описано в настоящей заявке, позволяют укладывать в стопку по меньшей мере два стакана, что создает преимущество в отношении транспортирования и хранения.
В различных вариантах выполнения предлагаются металлические стаканы из тонкостенного алюминия. Предпочтительно, предлагаются металлические стаканы из рециклированного алюминиевого сплава. Различные варианты выполнения, в которых стаканы изготовлены из тонкостенного алюминия, предлагают стаканы, которые имеют небольшой вес, образованы из рециклированного и/или пригодного для рециклирования материала и являются более жесткими, практичными и долговечными по сравнению, например, с обычными пластиковыми стаканами.
В предпочтительных вариантах выполнения металлический стакан имеет постоянную толщину стенки по меньшей мере вдоль участка стакана. Исходная толщина стакана уменьшена до меньшей толщины боковых стенок стакана. Продолжающиеся в горизонтальном направлении ступени или ребра предпочтительно продолжаются по всей окружности стакана и предназначены для увеличения прочности готового стакана, сохраняя при этом небольшой вес стакана. Ступени или ребра выполнены в виде точек перехода между секциями готового стакана, имеющих разные диаметры. Как вариант, конический стакан не имеет ребер, причем такой стакан имеет относительно ровную линейную боковую стенку, которая продолжается от верхнего края конического стакана до закрытого нижнего конца.
В различных вариантах выполнения предлагается способ формования металлического стакана. В варианте выполнения способ формования металлического стакана включает в себя подачу алюминиевого рулона в вытяжной пресс и получение стакана с прямой стенкой, по существу, из круглой заготовки, вырезанной из алюминиевого рулона. Стакан предпочтительно имеет постоянную толщину стенки, которая приблизительно равна исходной толщине алюминия. Далее стакан подают в корпусообразующую машину, в которой металл подвергается правке. Далее формование стакана осуществляют посредством промывки стакана и декорирования и/или нанесения покрытия на наружную и внутреннюю стороны стаканы. В определенных вариантах выполнения по меньшей мере участок наружной стороны стакана декорируют посредством нанесения цвета, логотипа или другой визуальной информации. После операций промывки и нанесения покрытия верхний край стакана подвергают завивке, частичной завивке или закатке для устранения острого края, который образуется в результате штамповки. Далее стакан уменьшают в диаметре и формуют несколько секций с цилиндрическими стенками. Каждую из секций с цилиндрическими стенками подвергают раздаче до большего диаметра, используя штамп с коническим профилем. И, наконец, формуют купол в донной стенке стакана, причем купол придает стакану улучшенную конструкционную устойчивость. В различных вариантах выполнения купол формуют в дне металлического стакана для обеспечения признаков повышенной прочности и возможности складывания стаканов в стопки. Однако следует отметить, что термин «купол» не ограничивается до какой-либо конкретной геометрической формы и, как предусматривается, его форма может содержать без ограничения конический элемент «купола» и элемент «купола» в форме усеченного конуса. Настоящее изобретение предусматривает, что центральный участок дна стакана расположен вертикально над опорной поверхностью стакана.
В другом варианте выполнения предлагается способ, в котором исключают этап использования корпусообразующей машины для правки, и выполняют множество этапов повторной вытяжки после формования стакана. В этом случае стакан сохраняет постоянную толщину стенки на всем протяжении контейнера.
В варианте выполнения предлагается способ формования конического металлического стакана, причем этот способ содержит этапы обеспечения наличия исходного металлического материала; формования по меньшей мере одного стакана, используя операцию вырубки и вытяжки; выполнения операции повторной вытяжки стакана для получения стакана с заданной высотой и толщиной стенки; торцевания стакана до второй высоты после операции повторной вытяжки; формования завитка на верхнем крае торцованного стакана для формования кромки; формования в стакане одной или нескольких секций с цилиндрической стенкой посредством вытяжки стакана; раздачи каждой из одной или нескольких секций с цилиндрической стенкой, используя один или несколько штампов с коническим профилем; и формования купола в дне стакана.
В другом варианте выполнения предлагается способ формования конического металлического стакана, содержащий этапы обеспечения наличия исходного металлического материала; формования по меньшей мере одной цилиндрической преформы из исходного материала; торцевания цилиндрической преформы до второй высоты; формования завитка на верхнем крае торцованной цилиндрической преформы для формования кромки; формования стакана посредством получения одной или нескольких секций с цилиндрической стенкой в цилиндрической преформе с помощью вытяжки преформы; раздачи каждой из одной или нескольких секций с цилиндрической стенкой до большего диаметра, используя один или несколько штампов с коническим профилем; и формования купола в дне стакана.
В варианте выполнения предлагается конический металлический стакан. Конический металлический стакан имеет верхний конец и нижний конец и высоту, продолжающуюся между верхним концом и нижним концом. Верхний конец имеет завитую, частично завитую или закатанную кромку и отверстие. Между верхним концом и нижним концом расположено несколько конических секций со ступенью, предусмотренной между каждыми двумя коническими секциями. Каждая из конических секций имеет, по существу, постоянную толщину стенки и конический профиль. Смежные конические секции некоторого количества конических секций, следующие друг за другом, имеют уменьшающиеся диаметры, и ступень, предусмотренная между каждыми двумя коническими секциями, имеет переход в диаметре.
Содержание раздела «Сущность изобретения» не предназначено и не должно интерпретироваться как относящееся ко всему объему настоящего изобретения. Настоящее изобретение изложено с различной степенью детализации в разделе «Сущность изобретения», а также показано на приложенных чертежах и изложено в разделе «Подробное описание», и в отношении объема настоящего изобретения не предусмотрены никакие ограничения ни посредством включения, ни посредством невключения элементов, компонентов и т.д. в указанный раздел «Сущность изобретения»,
Краткое описание чертежей
Специалистам в этой области должно быть понятно, что приведенное ниже описание только поясняет принципы изобретения, которые могут применяться различными путями для внедрения различных вариантов выполнения. Это описание предназначено для пояснения общих принципов настоящего изобретения и не ограничивает описанные идеи изобретения.
Приложенные чертежи, которые включены в состав и составляют часть описания, пояснительные варианты выполнения изобретения вместе с общим описанием изобретения, приведенным выше, и подробное описание чертежей, приведенное ниже, служат для объяснения принципов изобретения.
Следует принять во внимание, что чертежи необязательно должны быть представлены в масштабе. В определенных случаях особенности, которые не являются обязательными для понимания описания или затрудняют понимание других особенностей, могут быть опущены. Разумеется, следует принять во внимание, что описание не обязательно должно ограничиваться до конкретных вариантов выполнения, описанных в настоящей заявке.
Фиг. 1 – вид спереди корпуса контейнера на этапе формования и по варианту выполнения настоящего изобретения;
фиг. 2 – вид спереди корпуса контейнера на этапе формования и по варианту выполнения настоящего изобретения;
фиг. 3 – вид спереди металлического контейнера по варианту выполнения настоящего изобретения;
фиг. 4 – вид спереди металлического контейнера, укладываемого в стопку, по варианту выполнения настоящего изобретения;
фиг. 5 – вид спереди в разрезе контейнера по варианту выполнения из фиг. 4 по линии A-A;
фиг. 6 – вид сверху контейнера по варианту выполнения из фиг. 4;
фиг. 7 – детальный вид спереди части нескольких уложенных в стопку контейнеров по варианту выполнения настоящего изобретения;
фиг. 8 – детальный вид спереди части контейнера по варианту выполнения настоящего изобретения;
фиг. 9 – детальный вид спереди части контейнера по варианту выполнения из фиг 4;
фиг. 10 - схема технологического процесса, показывающая способ формования металлического стакана по варианту выполнения настоящего изобретения;
фиг. 11 - схема технологического процесса, показывающая способ формования металлического стакана по варианту выполнения настоящего изобретения;
фиг. 12 - схема технологического процесса, показывающая способ формования металлического стакана по варианту выполнения настоящего изобретения;
фиг. 13 - схема технологического процесса, показывающая способ формования металлического стакана по варианту выполнения настоящего изобретения;
фиг. 14 - схема технологического процесса, показывающая способ формования металлического стакана по варианту выполнения настоящего изобретения.
Осуществление изобретения
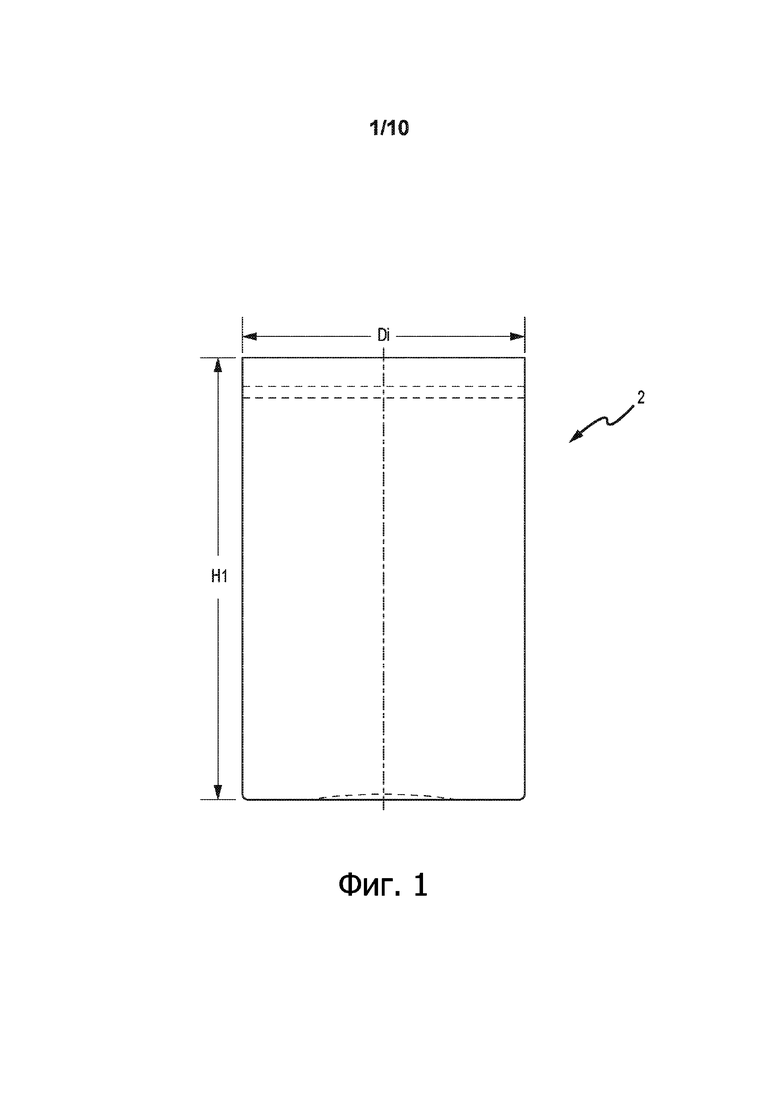
На фиг. 1 показан вид спереди преформы 2 с прямыми стенками. Преформа 2 соответствует начальному этапу формования металлического стакана по варианту выполнения настоящего изобретения. Преформа 2 с прямой стенкой предпочтительно образована посредством подачи некоторого количества металла (например, алюминия) в вытяжной пресс и формования предварительно вытянутого стакана из листовой заготовки, вырезанной из рулона металлического материала. Полученный вытянутый стакан с прямой стенкой предпочтительно имеет постоянную толщину стенки, которая приблизительно равна исходной толщине металла, подаваемого в вытяжной пресс. Далее предварительно вытянутый стакан подают в корпусообразующую машину, в которой металл подвергается правке. Полученная преформа 2 с прямой стенкой содержит боковую стенку, где основание имеет толщину, приблизительно равную исходной толщине металла, а боковая стенка содержит тонкостенный участок и толстостенный участок. Преформа 2 с прямой стенкой имеет исходный диаметр Di, который, в общем, соответствует и приблизительно равен диаметру пуансона, который формует стакан. В ряде вариантов выполнения исходный диаметр Di составляет приблизительно 2,0 – 6,0 дюймов. В предпочтительных вариантах выполнения исходный диаметр Di составляет приблизительно 3,0 – 4,0 дюйма и более предпочтительно приблизительно 3,290 дюйма.
Преформа 2 с прямой стенкой имеет высоту H1 приблизительно 3,0 – 10,0 дюймов. В предпочтительных вариантах выполнения преформа 2 имеет высоту H1 приблизительно 3,5 – 5,5 дюйма и более предпочтительно приблизительно 4,463 дюйма. Участок дна преформы имеет радиус кривизны, обусловленный формой и контактом пуансона, используемого для формования стакана. В ряде вариантов выполнения этот радиус R составляет приблизительно 0,025 – 0,250 дюйма и предпочтительно приблизительно 0,059 дюйма.
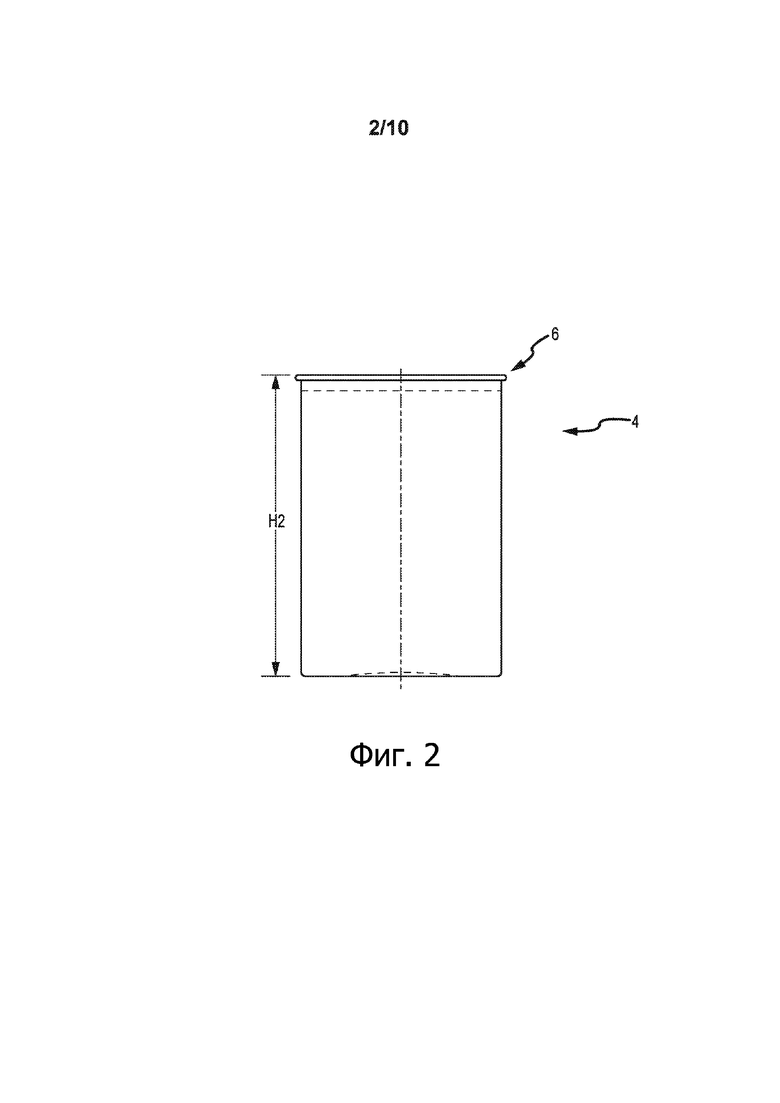
На фиг. 2 показан вид спереди завитой преформы 4 стакана на следующем этапе формования. Завитая преформа из фиг. 2 содержит тонкостенную преформу 2 из фиг. 1, в которой на верхнем крае или кромке стакана предусмотрен завиток 6. Завиток 6 служит для исключения острого края, обеспечивает повышенную жесткость и является средством для извлечения преформы из инструментальной оснастки для вытяжки. Как показано на фиг. 2, завитая преформа 4 стакана имеет уменьшенную высоту по сравнению с преформой 2 из фиг. 1. В частности, завитая преформа 4 стакана из фиг. 2 имеет высоту H2 приблизительно 4,5 – 5,5 дюйма и предпочтительно приблизительно 4,947 дюйма.
Перед формованием завитка 6 или после его формования преформа 4 может быть промыта, на нее может быть нанесено покрытие, и/или она может быть подвергнута декорированию. Предусматривается, что по меньшей мере одна из сторон преформы, внутренняя или наружная, должна быть покрыта эпоксидной смолой и/или другим материалом, которые известны специалисту средней квалификации в этой области техники. Покрытие наносят на стакан с целью защиты алюминия от окисления и предотвращения выщелачивания алюминия в содержимое стакана. Так же предусматривается, что на внутреннюю и/или наружную стороны стакана может быть нанесено красочное покрытие или орнамент.
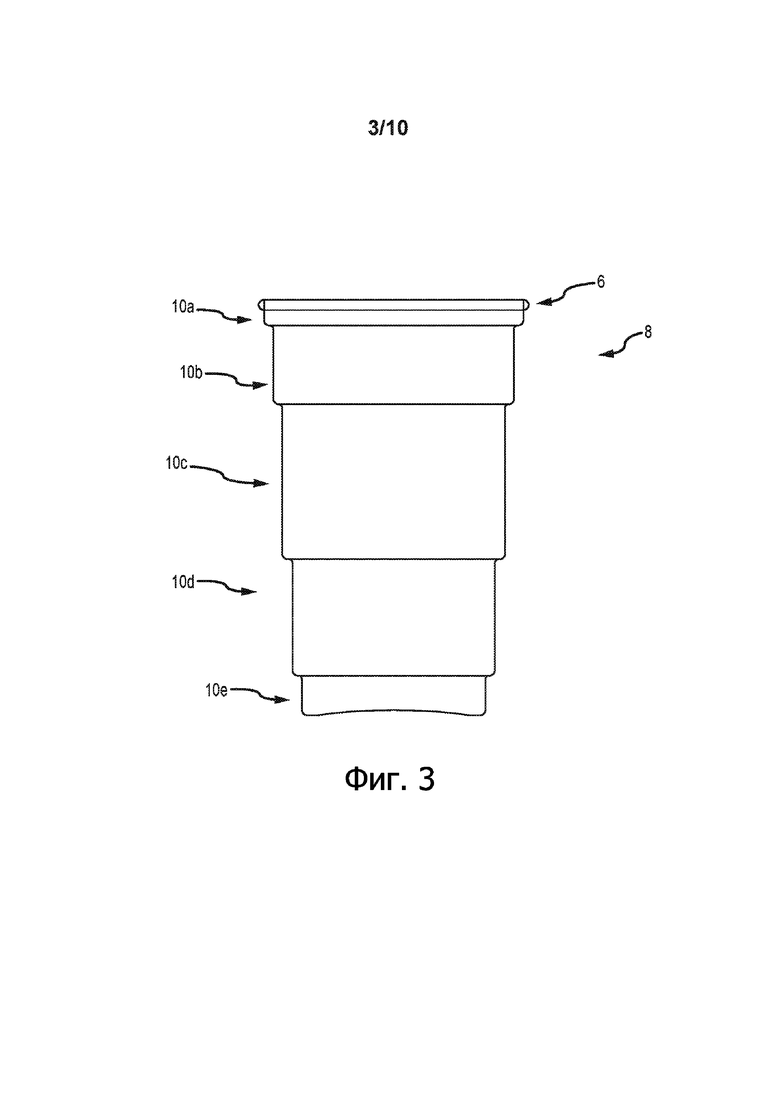
На фиг. 3 показан вид спереди вытянутого стакана 8 с цилиндрическими стенками по варианту выполнения настоящего изобретения, образованного из завитой преформы 4 стакана из фиг. 2. Как показано, стакан 8 с цилиндрическими стенками имеет завиток 6 у верхнего конца или кромки стакана.
Вытянутый стакан 8 с цилиндрическими стенками также содержит множество секций 10a, 10b, 10c, 10d, 10e, причем каждая из следующих друг за другом указанных секций содержит прямую стенку меньшего диаметра с варьируемой высотой, как показано на фиг. 3. На фиг. 3, как и на других фигурах настоящего описания, стакан имеет ряд размеров. Эти размеры используются только в качестве примера и относятся к стаканам и признакам определенных вариантов выполнения. Следует однозначно отметить, что устройства, изобретения и признаки настоящего описания не ограничиваются до размеров на чертежах, и могут быть предусмотрены различные модификации и пропорции. Изготовление вытянутого стакана 8 с цилиндрическими стенками предусматривает промежуточный этап процесса формования стакана настоящего изобретения.
Как показано на фиг. 3, вытянутый стакан 8 с цилиндрическими стенками имеет множество секций 10, причем каждая из следующих друг за другом секций 10 имеет меньший диаметр в направлении от верхнего конца к нижнему концу вытянутого стакана 8 с цилиндрическими стенками, причем самая верхняя секция 10a имеет наибольший диаметр, и самая нижняя секция 10e имеет наименьший диаметр. Секции имеют варьируемые высоты, причем соотношение высот может быть выражено следующим образом: 10c > 10d > 10b > 10e > 10a. Как показано на фиг. 3, вытянутый стакан 8 с цилиндрическими стенками имеет пять секций и четыре ребра. Количество секций и ребер может варьироваться в зависимости от требований заказчика. Высоты секций также могут варьироваться в зависимости от требований заказчика.
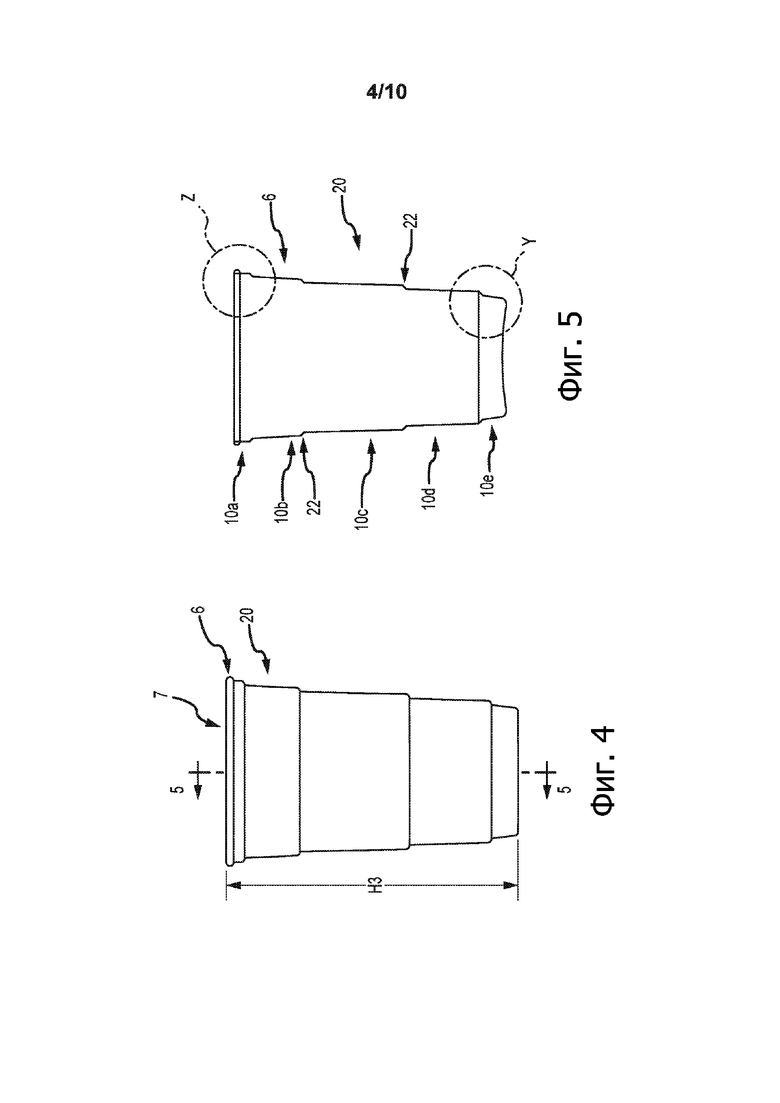
На фиг 4 – 5 показан готовый металлический конический стакан 20 по варианту выполнения настоящего изобретения. Конический стакан 20 предпочтительно образован из вытянутого стакана 8 с цилиндрическими стенками из фиг. 3 посредством раздачи каждой из секций 10 с прямой стенкой до большего диаметра (по сравнению с тем, что показано на фиг. 3), используя штамп (не показан) с коническим профилем.
Кроме того, как показано на фиг. 4, готовый конический стакан 20 изготавливают посредством раздачи до окончательной высоты H3, которая больше высоты H2. В частности, готовый конический стакан 20 имеет высоту H3 приблизительно 4,5 – 6,5 дюймов и предпочтительно приблизительно 5,330 дюйма. Окончательную высоту H3 получают с помощью штампа для раздачи во время процесса окончательного формования. На верхнем конце конического стакана 20 предусмотрено отверстие 7, причем указанное отверстие не содержит крышки, уплотнения и т.д. Отверстие по меньшей мере частично определяет окружность завитого участка 6, и завитой участок 6 содержит по меньшей мере участок контактной поверхности для пользователя, причем во время питья предусматривается контакт губ пользователя с завитым участком 6.
На фиг. 5 показан вид спереди в разрезе конического металлического стакана 20 из фиг. 4, причем разрез выполнен по линии A-A на фиг 4. Как показано на фиг. 5, конический стакан имеет конический профиль с множеством ступенчатых секций 10a, 10b, 10c, 10d, 10e, причем каждая следующая секция имеет меньший диаметр за счет ступени 22. Кроме того, каждая секция имеет расположенную под углом или коническую боковую стенку, образованную штампом для конической раздачи.
Предусмотрены, что многочисленные секции 10 имеют разные внутренние диаметры. В предпочтительных вариантах выполнения готовый конический стакан 20 имеет множество секций 10, у которых соотношение диаметров может быть выражено следующим образом: 10a > 10b > 10c > 10d > 10e. Конкретные диаметры предусмотрены и показаны как измеренные от верхнего участка каждой соответствующей секции 10. Многочисленные секции 10 имеют варьируемые высоты, соотношение которых может быть выражено следующим образом: 10c > 10d > 10b > 10e > 10a. Внутренний диаметр завитой секции 6, которая также содержит контактную поверхность для питья, составляет приблизительно 2,0 – 5,0 дюймов и предпочтительно приблизительно 3,290 дюйма. Места Y и Z , обозначенные на фиг. 5, детально показаны на фиг. 9 и 8, соответственно. На фиг. 5 показаны различные углы раздачи, причем каждая секция подвергается раздаче в наружном направлении по высоте секции 10. Как показано, каждая секция 10 имеет отличающийся угол раздачи (выраженный в процентном соотношении диаметра и высоты секции). Однако в других вариантах выполнения предусмотрено, что каждая секция 10 имеет один и тот же угол раздачи. В показанном варианте выполнения соотношение углов расширения может быть выражено следующим образом: 10e > 10b > 10d > 10c. Самая верхняя секция 10a, показанная на фиг. 5 имеет секцию с прямой стенкой, которая не имеет угла раздачи.
Предусмотрено, что секции с прямой стенкой на фиг. 5 образованы посредством вытяжки стакана с последующей раздачей или увеличением диаметра каждой из секций. В некоторых вариантах выполнения предусмотрено, что каждую из секций получают с помощью вытяжки, и после исходного формования каждой вытянутой секции используют один или несколько штампов для раздачи с целью раздачи каждой из секций. В других вариантах выполнения предусмотрено, что вытяжку и раздачу секций с прямой стенкой выполняют чередующимся образом, когда вытягивают первую секцию и затем выполняют ее раздачу, вытягивают вторую секцию и затем выполняют ее раздачу, и т.д. Также предусмотрено, что количества операций вытяжки и раздачи необязательно должны быть одинаковыми. Например, на участке, образованном посредством одной операции вытяжки, может быть предусмотрено несколько операций раздачи. Кроме того, в вытянутой секции может быть не предусмотрена соответствующая операция раздачи.
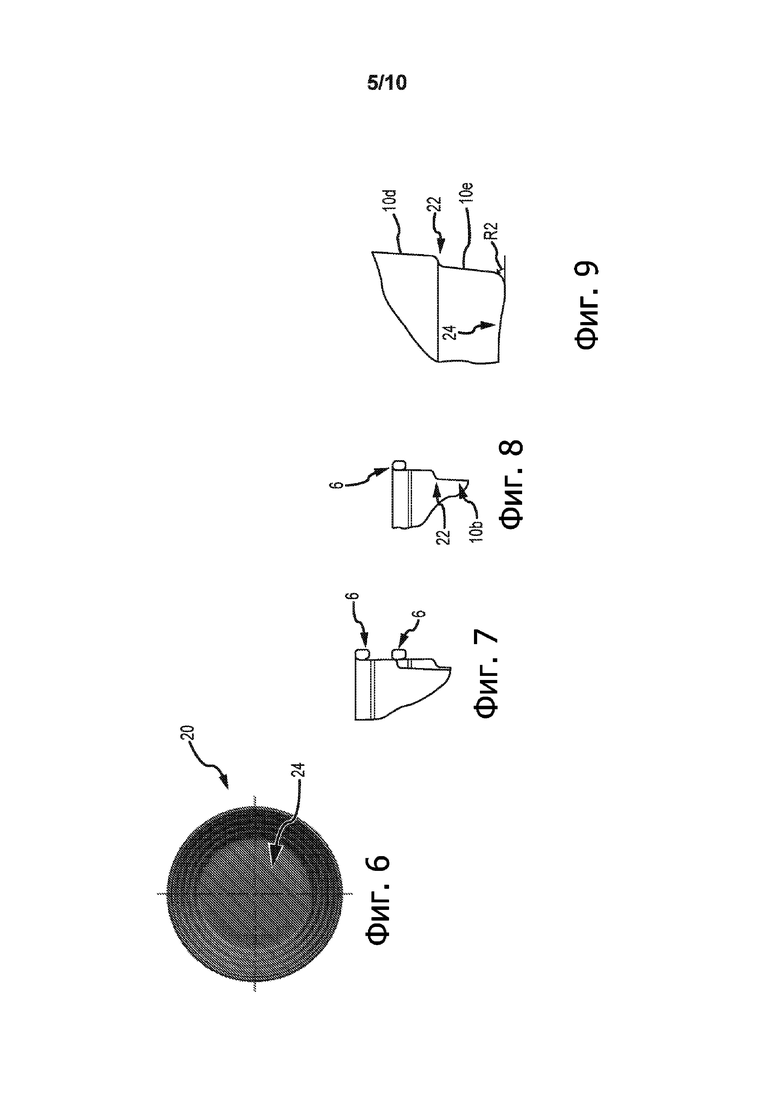
На фиг. 6 показан вид сверху готового конического стакана 20 по варианту выполнения на фиг. 4. На виде сверху показаны многочисленные ступенчатые секции 10, и в некоторых вариантах выполнения дно конического стакана 20 имеет купол 24.
На фиг. 7 показан детальный вид двух готовых конических стаканов 20, уложенных в стопку, причем соответствующие завитые участки 6 конических стаканов 20 снабжены выступающим элементом. Выступающий элемент обеспечивает некоторое расстояние между следующими друг за другом верхними концами завитых участков 6. В показанном варианте выполнения размер выступающего элемента составляет приблизительно от 0,00 дюймов приблизительно до 1,0 дюйма. Предпочтительно, размер выступающего элемента равен приблизительно 0,28 дюйма. Выступающий элемент позволяет пользователю, например, захватывать и разделять уложенные в стопку стаканы. Несмотря на то, что различные варианты выполнения предусматривают наличие выступающего элемента, такой выступающий элемент не требуется, и в других вариантах выполнения такой выступающий элемент не предусмотрен.
На фиг. 8 представлен детальный вид спереди готового конического стакана 20, показывающий верхний участок стакана, содержащий завиток 6. На фиг. 8 показан детальный вид места Z из фиг. 5. Как показано на фиг. 8, завитой участок 6 стакана имеет радиус кривизны приблизительно 0,010 – 0,250 дюйма. В показанном варианте выполнения предпочтительный радиус кривизны имеет радиус кривизны приблизительно 0,040 дюйма. На фиг. 8 также показана ступень 22 между соседними секциями 10a, 10b конического стакана 20. Как показано, ступень имеет первый радиус кривизны приблизительно 0,040 дюйма и второй радиус приблизительно 0,040 дюйма, причем два радиуса кривизны имеют переход или отклонение от смежной боковой стенки секций 10a, 10b. Несмотря на то, что на фиг. 8 показана только одна ступень 22, предусмотрено, что каждая имеющаяся ступень 22 конического стакана 20 имеет такие же размеры, как и ступень 22, показанная на фиг. 8. Ступень 22 может иметь любой размер или комбинацию из одного или нескольких радиусов.
На фиг. 9 представлен детальный вид спереди готового конического стакана 20, показывающий нижний участок конического стакана 20, содержащий купол 24. На фиг. 9 показан детальный вид места Y из фиг. 5. На фиг. 9 показаны ряд размеров и конструктивные элементы конического стакана 20 по варианту выполнения настоящего изобретения. Как показано, конический стакан 20 содержит купол 24 в нижнем участке конического стакана 20. Нижний участок 10e стакана имеет наружный диаметр приблизительно 1,50 – 3,50 дюйма и предпочтительно приблизительно 2,349 дюйма. Радиус кривизны R2 предусмотрен в качестве перехода между нижней секцией 10e и куполом, причем радиус кривизны R2 составляет приблизительно от 0, 010 дюйма приблизительно до 0,250 дюйма. Предпочтительно, радиус кривизны составляет приблизительно 0,10 дюйма. Между радиусом R2 и куполом 24 предусмотрена плоская установочная поверхность 30, причем плоская поверхность 30 является опорной поверхностью для готового стакана 20. Плоская поверхность 30, в общем, содержит кольцевую поверхность шириной приблизительно 0,0010 – 0,125 дюйма и предпочтительно приблизительно 0,084 дюйма. Плоская поверхность 30 продолжается в куполообразную секцию 24, имеющую множество радиусов кривизны. Центральный участок куполообразной секции 24 имеет радиус приблизительно 15,0 дюймов, причем куполообразный участок 24 переходит в плоскую поверхность 30, как показано на фигуре. Размеры и форма куполообразной секции 24 могут варьироваться. В других вариантах выполнения плоская установочная поверхность не предусмотрена.
Как показано на фиг. 9, нижняя секция 10e стакана имеет толщину стенки приблизительно 0,0090 дюйма, а соседняя секция 10d имеет толщину стенки приблизительно 0,0040 дюйма. Нижняя секция 10e имеет участок увеличенной толщины и, следовательно, имеет повышенную прочность, поскольку предусмотрено, что нижняя секция 10e находится в контакте с другой поверхностью, например, когда стакан установлен на поверхность, падает и т.д. В определенных вариантах выполнения стакан имеет толщину металла.
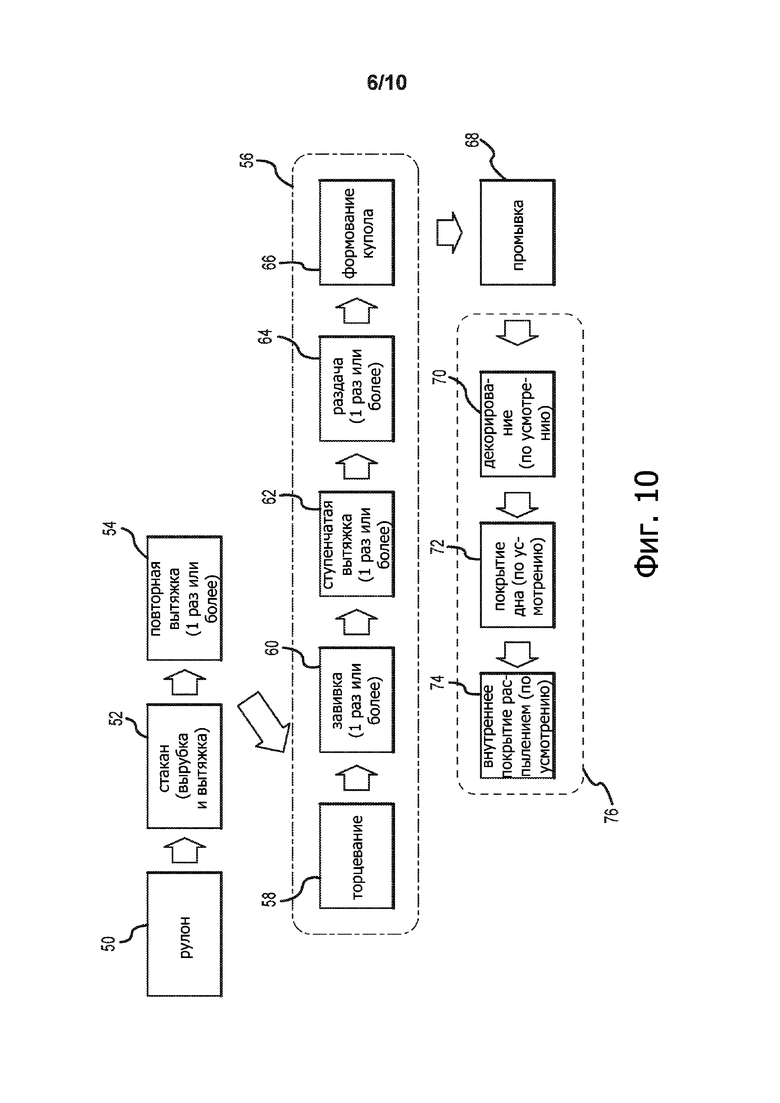
На фиг. 10 представлена схема технологического процесса, показывающая способ формования металлического стакана по варианту выполнения настоящего изобретения. Как показано, способ на фиг. 10 включает в себя первый этап 50 обеспечения наличия рулона металлического материала, из которого изготавливают стакан. Предпочтительно, рулон, наличие которого обеспечивают на этапе 50, является рулоном алюминиевого материала. Второй этап 52 является этапом, на котором, изготавливают по меньшей мере один стакан из заготовки, вырезанной из рулона. Стакан предпочтительно изготавливают с помощью операции вырубки и вытяжки. Далее выполняют этап 54 повторной вытяжки, на котором стакан подвергается по меньшей мере одной операции повторной вытяжки. На этапах 50, 52 и 54 способа получают исходный стакан, подготовленный к дальнейшей обработке по способам настоящего изобретения.
Стакан, полученный на этапе 54 повторной вытяжки, далее подвергают обработке на этапах формования и чистовой обработки, как показано и описано ниже. В показанном варианте выполнения на фиг. 10 стакан подвергают операции торцевания на этапе 58, во время которой верхний открытый конец стакана подвергают резке или торцеванию для удаления материала. Далее на этапе 60 на верхнем торцованном конце стакана выполняют по меньшей мере один завиток (см., например, поз. 6 на фиг. 2). Далее на этапе 62 выполняют по меньшей мере одну операцию ступенчатой вытяжки, на которой в стакане формуют несколько секций с прямыми стенками (см., например, фиг. 3). Далее стакан подвергают раздаче по меньшей мере во время одной операции раздачи на этапе 64. В некоторый вариантах выполнения этап 64 раздачи содержит раздачу каждой из секций с прямыми стенками до большего диаметра, используя один или несколько штампов с коническим профилем. Далее на этапе 66 выполняют операцию формования купола для получения купола на участке дна стакана. Купол, как предполагается, повышает конструктивную целостность и устойчивость стакана. Группа описанных этапов, обозначенных как последовательность 56, содержит этапы, которые, как предусматривается, могут быть переупорядочены или исключены в зависимости от конструкции, требований заказчика и/или оборудования. Несмотря на то, что по меньшей мере один вариант выполнения предусматривает выполнение этапов, показанных на фиг. 10, также предусмотрено, что один или несколько этапов, обозначенных как поз. 56, могут быть исключены или переупорядочены.
После выполнения последовательности, обозначенной на фиг. 10 как поз. 56, стакан подвергают этапу 68 промывки. После промывки стакан декорируют на этапе 70, наносят покрытие на дно стакана на этапе 72 и/или внутреннее покрытие (IC) стакана на этапе 74. Некоторые из этапов способа, обозначенных на фиг. 10 как поз. 76, как предусматривается, могут быть переупорядочены или исключены в зависимости от конструкции, требований заказчика и/или оборудования. Например, в зависимости от требований заказчика осуществление способа может завершаться после этапа 70 декорирования.
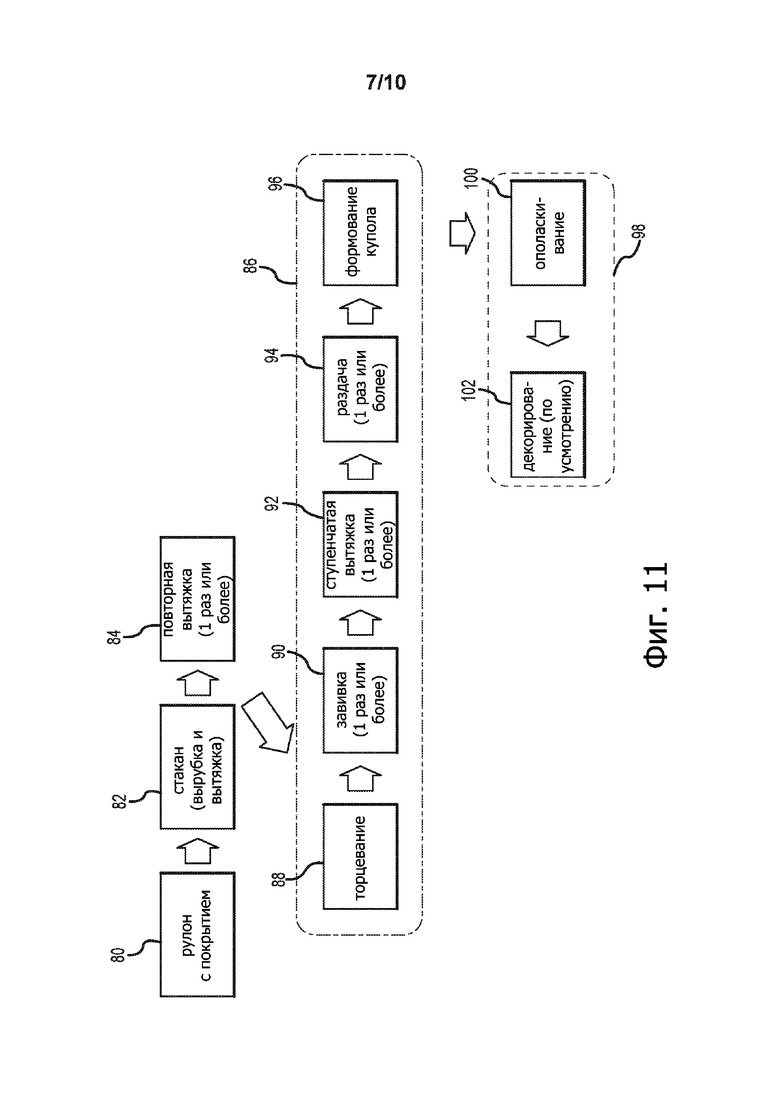
На фиг. 11 представлена схема технологического процесса, показывающая способ формования металлического стакана по другому варианту выполнения настоящего изобретения. Как показано, предусмотрен начальный этап 80, на котором обеспечивается наличие рулона с покрытием в форме исходного материала. Предпочтительно, рулон на этапе 80 содержит алюминий с покрытием. Однако ряд вариантов выполнения настоящего изобретения предусматривает наличие рулона «с покрытием», который содержит эпоксидную смолу, пленку, полимер или другую «краску», отвержденную, ламинированную или экструдированную на поверхности металла, используя различные способы. На этапе 82 из рулона получают по меньшей мере один стакан, причем стакан изготавливают из листовой заготовки, вырезанной из рулона, с последующей вытяжкой в вытяжном штампе. Исходный стакан, образованный на этапе 82, далее подвергают по меньшей мере одной операции повторной вытяжки на этапе 84. После формования исходного стакана выполняют этап 88 процесса, на котором выполняют торцевание на верхнем открытом участке стакана, после чего формуют завиток на этапе 90, выполняют операцию ступенчатой повторной вытяжки на этапе 92 для формования по меньшей мере одного участка с прямой стенкой, раздачу диаметра на этапе 94 и формование купола в дне посредством операции формования купола на этапе 96. Этапы 88 – 96 из фиг. 11 совместно обозначены как последовательность 86. Предусматривается, что этапы этой последовательности 86 могут быть переупорядочены или исключены в зависимости от конструкции, требований заказчика и/или оборудования.
После осуществления этапов способа, обозначенных как последовательность 86, стакан подвергают операции ополаскивания или промывки на этапе 100 и декорированию на этапе 102 декорирования. На фиг. 11 промывка и декорирование обозначены как окончательная последовательность 98, во время которой стакан подвергают окончательной обработке. Однако также предусмотрено, что последовательность 98 может быть предусмотрена после этапа 84 повторной вытяжки и перед выполнением последовательности 86.
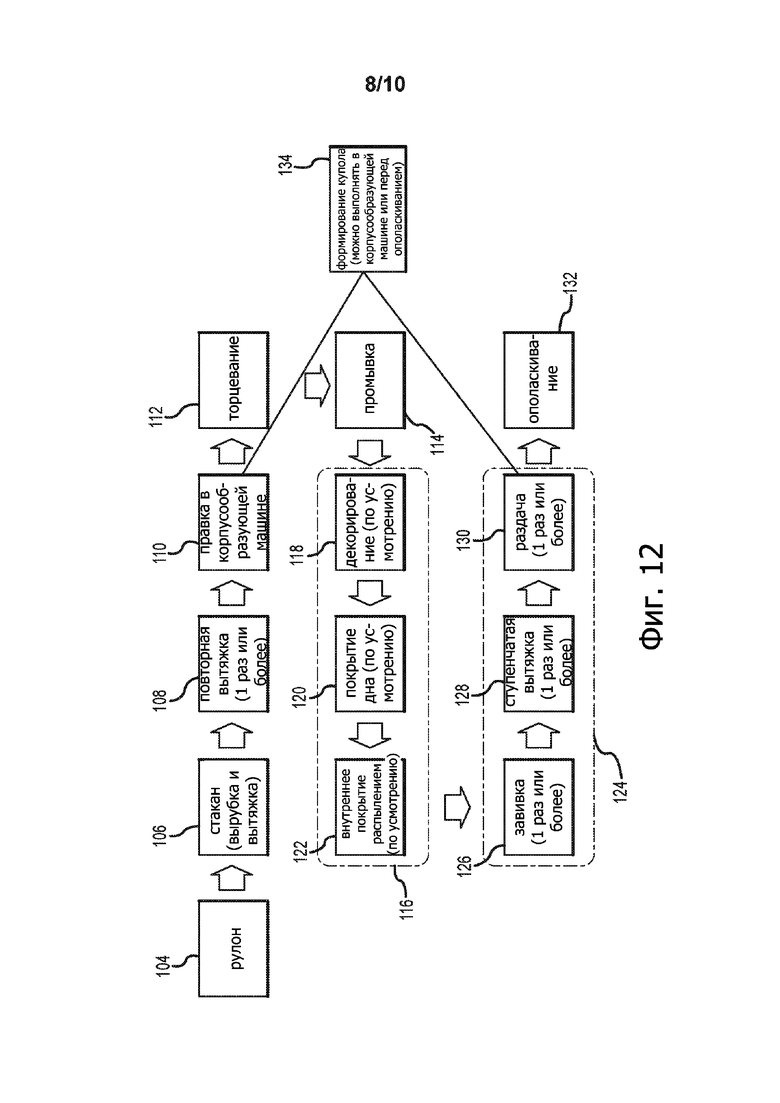
На фиг. 12 представлена схема технологического процесса, показывающая способ формования металлического стакана по другому варианту выполнения настоящего изобретения. Как показано на фиг. 12, предусмотрено некоторое количество этапов формования исходного стакана, для чего предусмотрено обеспечение наличия рулона на этапе 104. На этапе 106 из материала рулона формуют по меньшей мере один стакан, предпочтительно с помощь операции вырубки и вытяжки. Для дальнейшего формования стакана предусмотрен этап 108 повторной вытяжки, после чего стакан помещают в корпусообразующую машину на этапе 110 для формования окончательной высоты стакана. Далее на этапе 112 выполняют торцевание на верхнем участке стакана. Далее стакан с торцованным верхним концом подвергают операции 114 промывки. После промывки предусмотрена последовательность 116, состоящая из декорирования и/или нанесения покрытия, причем указанная последовательность содержит этапы декорирования на этапе 118, нанесения покрытия на дно на этапе 120 и/или нанесения внутреннего покрытия на стакан на этапе 122. Один или несколько этапов последовательности 116 могут быть переупорядочены, исключены и/или могут выполняться после этапа 132 ополаскивания.
Предпочтительно после выполнения последовательности 116 выполняют этапы 124 окончательного формования. Этапы окончательного формования предпочтительно содержат по меньшей мере один из этапов, к которым относятся формование завитка на торцованном участке стакана на этапе 126, выполнение по меньшей мере одной операции ступенчатой вытяжки на этапе 128 для формования в стакане одной или нескольких секций с прямой стенкой и выполнение этапа 130 раздачи для раздачи диаметра секции (секций) с прямой стенкой. Предусмотрено, что этапы 124 окончательного формования могут быть переупорядочены или исключены в зависимости от требований пользователя. В качестве окончательного этапа предусмотрен этап 132 ополаскивания. Однако, как отмечено выше, один или несколько этапов последовательности 116 могут быть переупорядочены, так что они могут выполняться после этапа 132 ополаскивания. Вариант выполнения на фиг. 12 предусматривает формование купола в участке дна стакана. Выполнение операции 134 формования купола предусмотрено во время операции в корпусообразующей машине на этапе 110 или до ополаскивания в качестве окончательной операции.
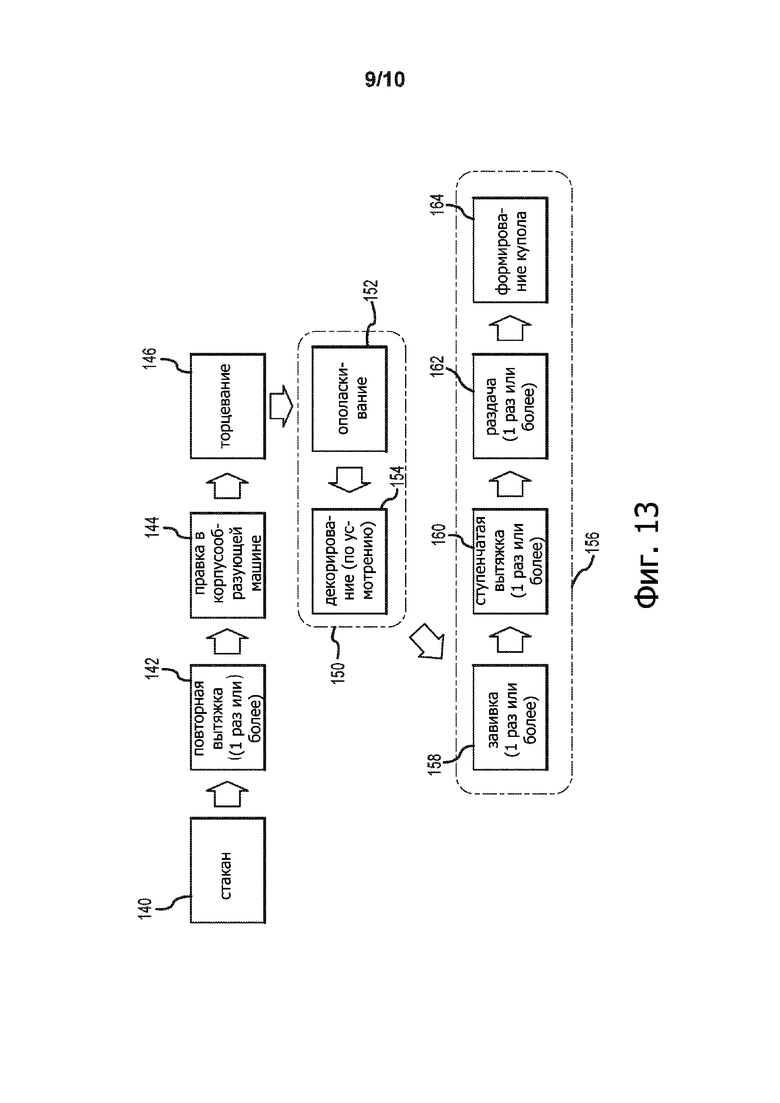
На фиг. 13 представлена схема технологического процесса, показывающая способ формования металлического стакана по другому варианту выполнения настоящего изобретения. Как показано на фиг. 13, на этапе 140 предусмотрено обеспечение наличия стакана, предпочтительно образованного из рулона алюминия. Далее стакан подвергают повторной вытяжке на этапе 142, на котором стакан подвергают одной или нескольким операциям вытяжки. Далее на этапе 144 стакан помещают в корпусообразующую машину для формования окончательной высоты и диаметра стакана. Далее стакан подвергают торцеванию на этапе 146, на котором корректируют излишнюю высоту, образованную в результате повторной вытяжки и/или правки в корпусообразующей машине. Предусмотрена последовательность 150, состоящая из операций очистки и декорирования, во время которых стакан подвергают по меньшей мере одной из операций на этапе 152 ополаскивания и этапе 154 декорирования. Этапы последовательности 150, состоящей из очистки и декорирования, могут выполняться после этапа 162 раздачи или этапа 164 формования купола, предусмотренных на фиг. 13.
Далее стакан подвергают окончательным операциям, обозначенным как последовательность 156, где последовательность окончательных операций содержит формование завитка на торцованном участке стакана на этапе 158, операцию ступенчатой повторной вытяжки на этапе 160, операцию раздачи на этапе 162 и формование купола в участке дна стакана на этапе 164. Несмотря на то, что в варианте выполнения на фиг. 13 выполнение этапа 164 формования купола предусмотрено как выполнение окончательного этапа, также предусмотрено, что этап формования купола можно выполнять внутри корпусообразующей машины на этапе 144, выполняя операцию раздачи на этапе 162 в качестве окончательного этапа варианта выполнения на фиг. 13. Этапы окончательной последовательности 156 из фиг. 13 могут быть переупорядочены или исключены в зависимости от конструкции, требований заказчика и/или оборудования.
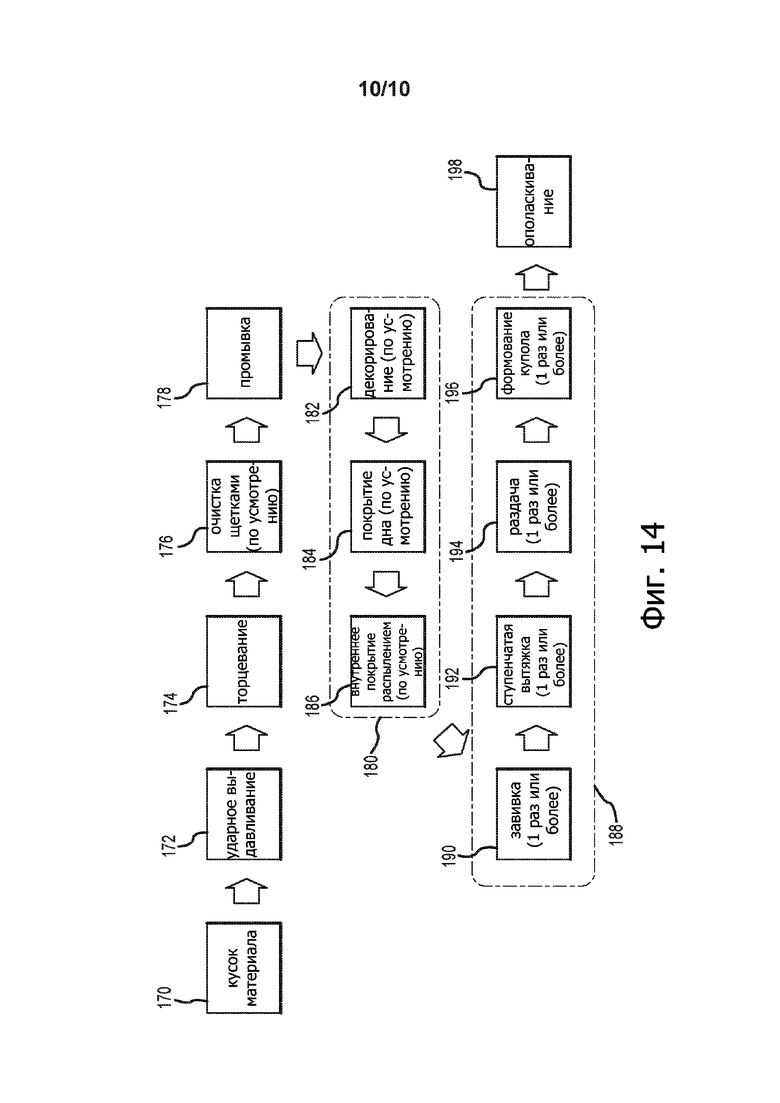
На фиг. 14 представлена схема технологического процесса, показывающая способ формования металлического стакана по другому варианту выполнения настоящего изобретения. Как показано на фиг. 14, стакан получают из куска материала заготовки. Как показано, исходный этап 170 содержит обеспечение наличия куска материала (например, алюминия). На этапе 172 кусок материала подвергают ударному выдавливанию для формования стакана. На этапе 174 верхний конец стакана подвергают торцеванию до предпочтительной высоты и последующей очистке щетками и промывке на этапах 176 и 178, соответственно. В некоторых вариантах выполнения предусмотрен этап правки стакана, полученного ударным выдавливанием после ударного выдавливания (этап 172) и перед торцеванием (этап 174). Далее промытый стакан подвергают операциям нанесения покрытия и декорирования, обозначенным как последовательность 180. Последовательность 180 операций нанесения покрытия и декорирования на фиг. 14 содержит этапы 182 декорирования стакана, нанесения покрытия на дно стакана на этапе 184 и нанесение внутреннего покрытия стакана (например, нанесение покрытия напылением) на этапе 186. Этапы последовательности 180 операций нанесения покрытия и декорирования могут быть переупорядочены и/или могут выполняться после этапа 198 промывки.
Со ссылкой на фиг. 14, после этапов последовательности 180 операций нанесения покрытия и декорирования способ переходит к выполнению последовательности 188 окончательных операций, которая содержит этап 190 формования завитка на верхнем торцованном участке стакана, этап 192 выполнения операции ступенчатой вытяжки, этап 194 выполнения операции раздачи, используя один несколько штампов для вытяжки, и этап 196 формования купола в участке дна стакана. Этапы последовательности окончательных операций могут быть переупорядочены или исключены в зависимости от предпочтений заказчика, конструкции, требований заказчика и/или оборудования. После выполнения последовательности 188 окончательных операций стакан подвергают промывке и/или ополаскиванию на этапе 198.
В настоящем описании были представлены различные признаки и варианты выполнения. Однако следует принять во внимание, что различные признаки необязательно должны относиться к конкретным вариантам выполнения и могут быть предусмотрены в одном или нескольких вариантах выполнения. Настоящее изобретение и варианты выполнения, представленные в настоящем описании, не являются взаимоисключающими и могут комбинироваться, подлежать замене и исключению. Таким образом, объем изобретения (изобретений), представленный в настоящем описании, не ограничивается до конкретного варианта выполнения, чертежа или конкретной компоновки признаков.
Несмотря на подробное описание различных вариантов выполнения, ясно, что специалисты в этой области могут выполнить модификации и внести изменения. Однако следует принять во внимание, что такие модификации и изменения должны соответствовать объему и сущности настоящего изобретения. Кроме того, изобретение (изобретения), представленные в настоящем описании, предусматривают другие варианты выполнения и могут быть внедрены на практике или выполнены другими способами. Кроме того, следует принять во внимание, что используемые формулировки и термины относятся к настоящему описанию и не являются ограничивающими. Предусмотрено, что использование терминов «включающий в себя», «содержащий» или «суммирующий» и их вариантов распространяется на перечисленные элементы, а также на дополнительные элементы.
Группа изобретений относится к обработке металлов давлением, в частности к получению тонкостенного конического металлического стакана посредством вытяжки вырубленного кружка. При этом вытяжку осуществляют в несколько этапов с уменьшением диаметра секции с цилиндрической стенкой. После вытяжки в штампе для раздачи осуществляют раздачу и увеличивают высоту до конечной высоты стакана. Расширяются технологические возможности за счет получения конического стакана с большим наклоном стенки. 2 н. и 14 з.п. ф-лы, 14 ил.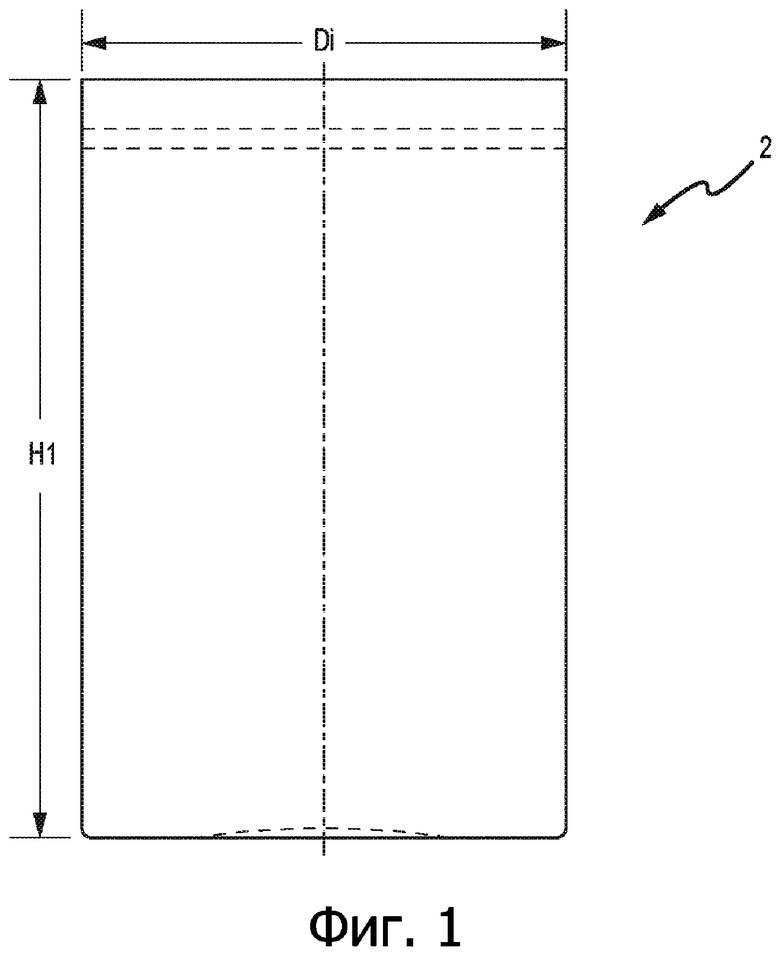
1. Способ формования тонкостенного конического металлического стакана, включающий:
обеспечение наличия исходного материала;
формование стакана из заготовки исходного материала посредством операций вырубки и вытяжки;
выполнение операции повторной вытяжки стакана для получения стакана с заданной высотой и толщиной стенки;
торцевание стакана после операции повторной вытяжки;
завивку верхнего края стакана для образования кромки;
выполнение множества дополнительных этапов вытяжки для формирования множества секций с цилиндрическими стенками, причем каждая из следующих друг за другом секций с цилиндрическими стенками имеет уменьшающийся диаметр;
после множества этапов вытяжки осуществляют раздачу каждой из секций с цилиндрическими стенками до большего диаметра посредством штампа с коническим профилем;
при этом на этапе раздачи каждой из секций с цилиндрическими стенками осуществляют увеличение высоты стакана до конечной высоты.
2. Способ по п. 1, в котором исходный материал является рулоном алюминия, причем этап формования стакана включает операции вырубки и вытяжки на по меньшей мере части рулона алюминия.
3. Способ по п. 1, также содержащий этап нанесения покрытия на по меньшей мере внутреннюю сторону стакана.
4. Способ по п. 1, также содержащий выполнение по меньшей мере одного из этапов, к которым относятся этап декорирования и этап нанесения покрытия.
5. Способ по п. 1, в котором этап завивки верхнего края осуществляют перед этапом формования множества секций с цилиндрическими стенками.
6. Способ по п. 1, в котором исходный материал является рулоном алюминия с предварительным покрытием, что уменьшает необходимость в дополнительных этапах промывки и нанесения покрытия при формировании стакана.
7. Способ по п. 1, в котором раздача каждой из секций с цилиндрическими стенками до большего диаметра включает в себя раздачу каждой секции с цилиндрическими стенками посредством штампа с отличающимся от других коническим профилем.
8. Способ по п. 1, в котором максимальная толщина стенки стакана составляет не более, чем приблизительно 0,010 дюйма.
9. Способ формования конического металлического стакана, содержащий:
обеспечение наличия исходного материала;
формирование цилиндрической преформы из заготовки исходного материала;
завивку верхнего края цилиндрической преформы для образования кромки;
придание стакану формы посредством формирования множества секций с цилиндрическими стенками в цилиндрической преформе посредством множества операций вытяжки преформы;
раздачу по меньшей мере одной из множества секций с цилиндрическими стенками для получения секции с расположенной под углом стенкой, имеющей больший диаметр, посредством одного или нескольких штампов с коническим профилем.
10. Способ по п. 9, в котором исходный материал является рулоном алюминия.
11. Способ по п. 9, в котором исходный материал является заготовкой из алюминия.
12. Способ по п. 9, в котором цилиндрическая преформа сформирована из по существу круглой заготовки, вырезанной из исходного материала.
13. Способ по п. 9, также содержащий операцию повторной вытяжки для получения стакана, имеющего высоту и толщину стенки.
14. Способ по п. 9, в котором каждую из множества секций с цилиндрическими стенками формируют до раздачи секций с цилиндрическими стенками.
15. Способ по п. 9, в котором максимальная толщина стенки стакана составляет не более, чем приблизительно 0,010 дюйма.
16. Способ по п. 9, в котором между каждой из множества секций с цилиндрическими стенками выполняют ступеньку, причем каждую ступеньку выполняют с переходом от одного диаметра до другого диаметра смежных секций с цилиндрическими стенками стакана.
| US 6010028 A, 04.01, 2000 | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| US 5014536 A, 14.05.1991 | |||
| US 4782685 A, 08.11.1988 | |||
| Многоместная цанговая оправка к токарному и другим станкам | 1958 |
|
SU114828A1 |

