Настоящее изобретение относится к устройству для непрерывного нанесения на металлическую полосу покрытия горячим погружением.
В патентной заявке EP 1 339 891 приведено описание устройства для нанесения покрытия, включающего в себя кожух для перемещения металлической полосы в защитной атмосфере, нижний конец которого погружен в ванну жидкого метала для установления с помощью поверхности указанной ванны и внутренней стороны кожуха уплотнения из жидкого металла. Кожух ограничивает на его нижнем конце, по меньшей мере, два отделения для наливания жидкого металла, при этом жидкий металл из ванны наливается от жидкостного уплотнения для очистки жидкостного уплотнения от примесей, которые могут образовывать дефекты в покрытии полосы. Наружные стенки кожуха продолжаются, по существу, параллельно плоскости прохождения полосы по все длине, входящий в состав участка, ограничивающего наливные отделения.
Такое устройство не удовлетворяет полностью предъявляемым требованиям. Фактически, авторы настоящего изобретения отметили, что во время использования такого устройства на поверхности полосы напротив нижнего ролика образовывались утолщения жидкого металла, что являлось причиной неудовлетворительного качества покрытия на этой стороне полосы.
Таким образом, задача изобретения состоит в том, чтобы предложить устройство для непрерывного нанесения горячего покрытия погружением, что позволяет получать полосы с покрытием, причем покрытие будет иметь низкую плотность дефектов на каждой из сторон полосы.
С этой целью изобретение относится к устройству для нанесения покрытия, как указано выше, включающего в себя:
- бак, предназначенный для содержания ванны жидкого металла,
- нижний ролик, установленный в баке и предназначенный для погружения в ванну жидкого металла,
- кожух для перемещения металлической полосы, нижний конец которого предназначен для погружения в ванну жидкого метала для установления с помощью поверхности указанной ванны и внутренней стороны кожуха уплотнения из жидкого металла,
кожух поддерживает на нижнем конце наливной короб, ограничивающий переднее наливное отделение для жидкого металла, расположенное на стороне металлической полосы, расположенной на стороне нижнего ролика, и заднее наливное отделение для жидкого металла, расположенное напротив стороны металлической полосы, которая не расположена на стороне нижнего ролика, причем каждое наливное отделение ограничивается внутри внутренней стенкой и снаружи наружной стенкой, и верхняя кромка каждой внутренней стенки расположена ниже поверхности жидкостного уплотнения для обеспечения течения от указанной поверхности в каждое из указанных наливных отделений,
наружная стенка заднего наливного отделения образует с плоскостью прохождения металлической полосы угол больше или равный 15° в используемой компоновке.
По конкретным признакам устройства для нанесения покрытия:
- наружная стенка заднего наливного отделения образует с металлической полосой угол строго больше 15°;
- наружная стенка заднего наливного отделения образует с плоскостью прохождения полосы угол α от α0 - 10° до α0 + 50°, в частности, от α0 до α0 + 45°, где α0 – угол между плоскостью прохождения полосы и вертикалью, причем α0 предпочтительно составляет 25 - 50°;
- наружная стенка заднего наливного отделения образует с плоскостью прохождения полосы угол α строго больше угла α0 плоскости прохождения полосы с вертикалью;
- наружная стенка заднего наливного отделения является вертикальной;
- внутренняя стенка заднего наливного отделения наклонена к дну отделения в сторону от срединной вертикальной плоскости между верхними кромками внутренних стенок переднего и заднего наливных отделений;
- внутренняя стенка заднего наливного отделения образует с вертикалью угол больше или равный 15°;
- внутренняя стенка переднего наливного отделения образует с вертикалью угол больше или равный 15°;
- внутренняя стенка переднего наливного отделения образует с вертикалью угол строго больше угла, образованного между плоскостью прохождения полосы и вертикалью;
- внутренние стенки переднего и заднего наливных отделений сужаются у их верхних кромок;
- кожух включает в себя верхний участок и нижний участок, причем нижний участок поддерживает наливной короб, и кожух, оснащенный наливным коробом, может вращаться относительно металлической полосы вокруг первой оси вращения, и наливной короб может вращаться относительно верхнего участка кожуха вокруг второй оси вращения;
- шарнирное сочленение, обеспечивающее вращение наливного короба относительно верхнего участка кожуха, является шарнирным соединением;
- устройство также включает в себя механизм для регулирования горизонтальности верхних кромок внутренних стенок наливных отделений;
- наливной короб является неподвижным относительно нижнего участка кожуха, и нижний участок кожуха установлен с возможностью вращения вокруг второй оси вращения на верхнем участке кожуха;
- наливной короб установлен с возможностью вращения на нижнем участке кожуха.
Изобретение также относится к способу для непрерывного нанесения горячего покрытия погружением на металлическую полосу, используя устройство для нанесения покрытия, определенное выше.
По конкретным признакам способа нанесения покрытия:
- во время осуществления способа нанесения покрытия, содержащего цинк и алюминий, в частности, алюминий-цинкового покрытия, содержащего 55% масс. алюминия, 43,5% масс. цинка и 1,5% масс. кремния, покрытие осаждается на металлической полосе;
- во время осуществления способа нанесения покрытия, покрытие на основе цинка, содержащее алюминий, осаждается на металлической полосе;
- во время осуществления способа нанесения покрытия, покрытие, содержащее 0,1 - 0,3% масс. алюминия, осаждается на металлической полосе;
- во время осуществления способа нанесения покрытия, покрытие, содержащее 5% масс. алюминия, остальное цинк, осаждается на металлической полосе;
- во время осуществления способа нанесения покрытия, покрытие на основе цинка, содержащее магний и по усмотрению алюминий, и предпочтительно содержащее 0,1 – 20% масс. алюминия и 0,1 – 10% масс. магния, осаждается на металлической полосе;
- во время осуществления способа нанесения покрытия, покрытие на основе алюминия, содержащее кремний и железо, в частности, покрытие, имеющее следующий состав:
8% ≤ Si ≤ 11%
2% ≤ Fe ≤ 4%,
остальное алюминий и возможные примеси,
осаждается на металлической полосе;
Изобретение станет более понятным из приведенного ниже описания, представленного только в качестве примера, со ссылкой на приложенные чертежи, на которых:
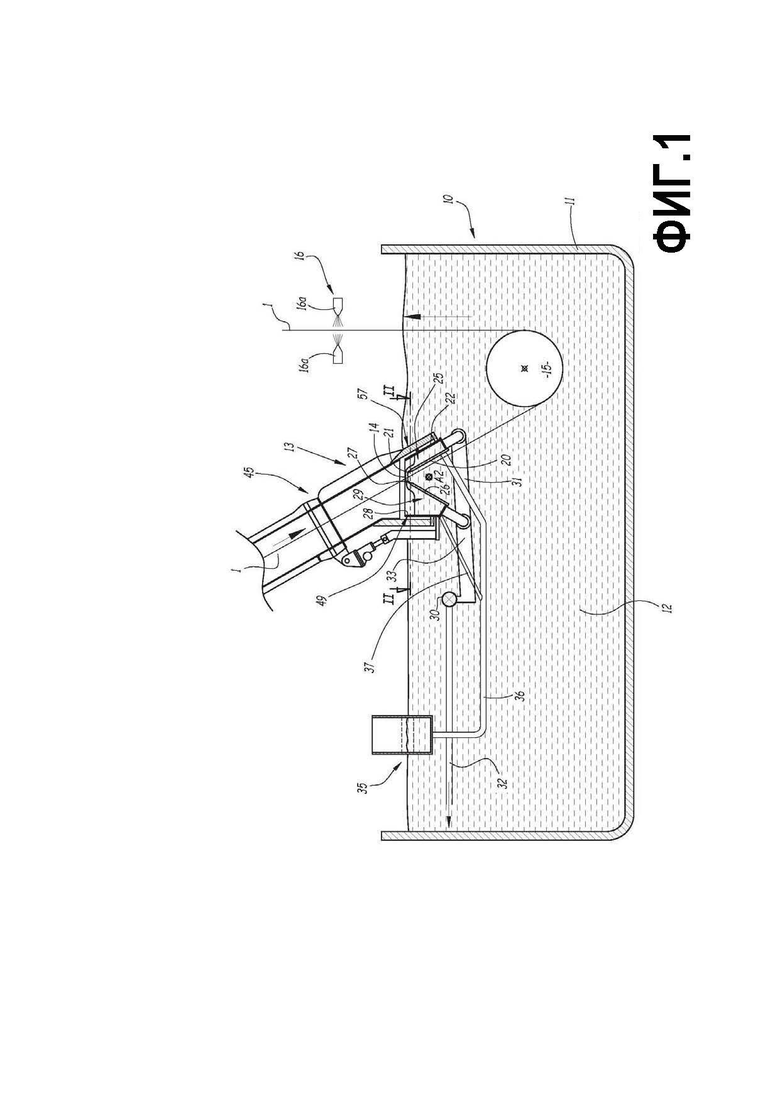
фиг. 1 – общий схематический вид устройства для нанесения покрытия по первому варианту выполнения изобретения;
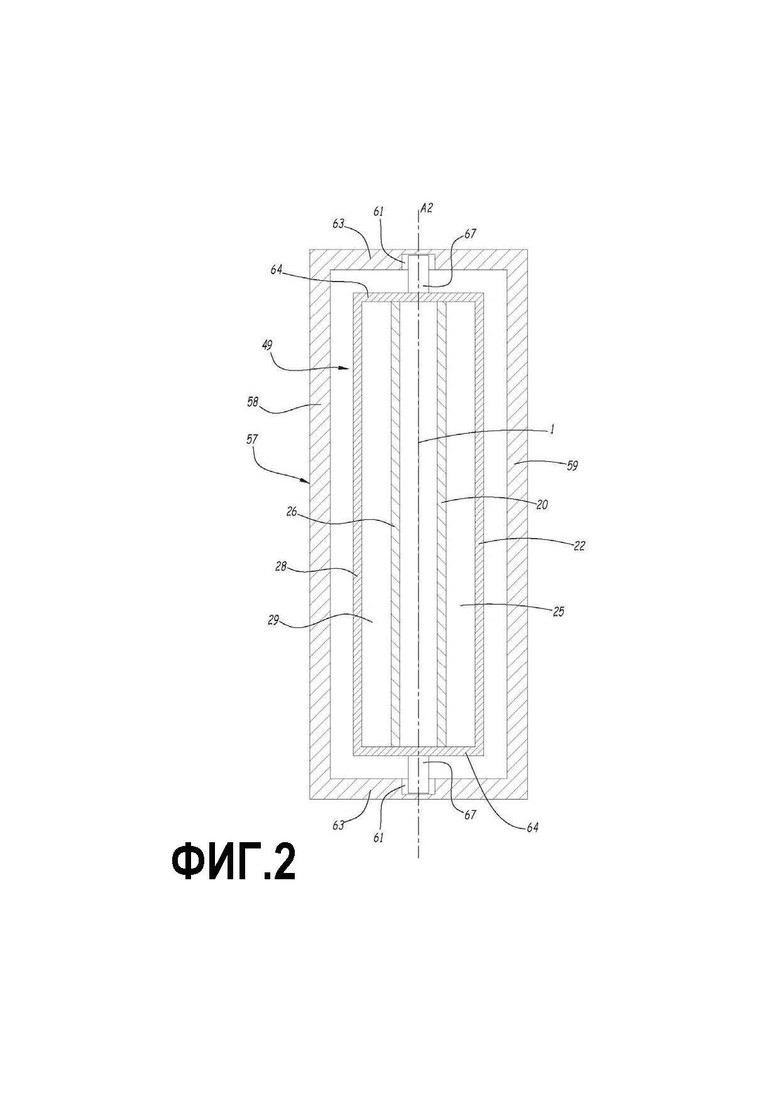
фиг. 2 – вид сверху в разрезе по плоскости II-II из фиг. 1;
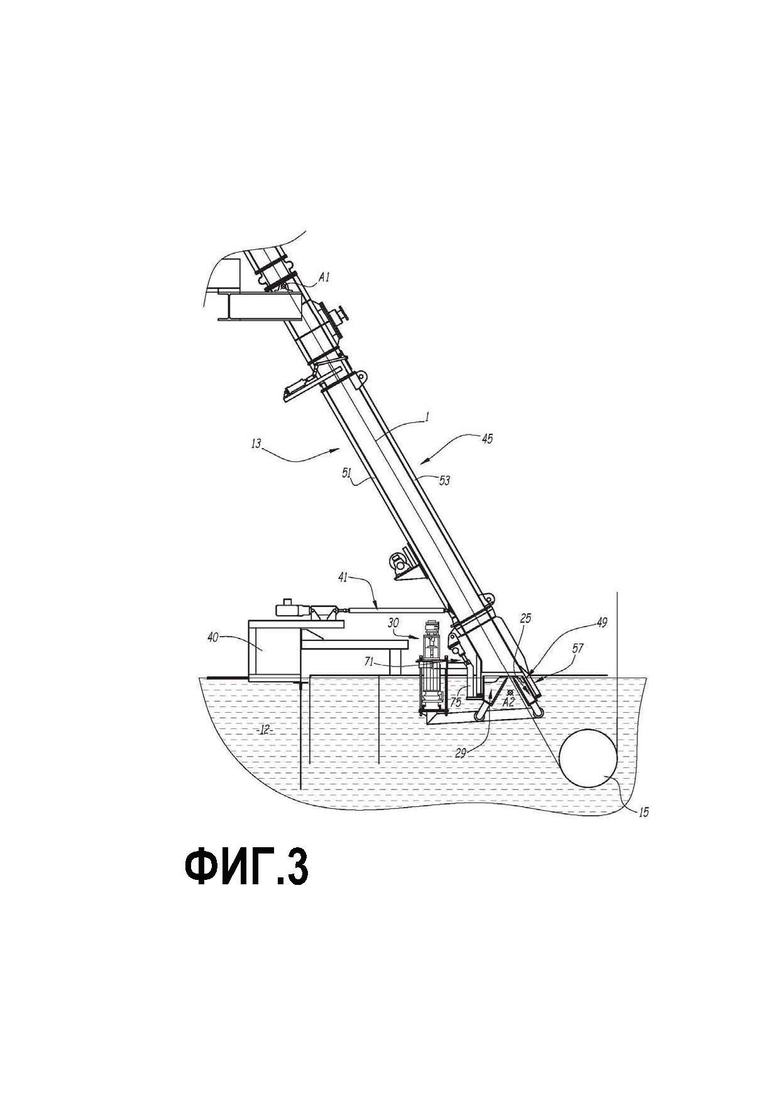
фиг. 3 – схематический вид устройства для нанесения покрытия из фиг. 1, на котором детально показаны определенные аспекты;
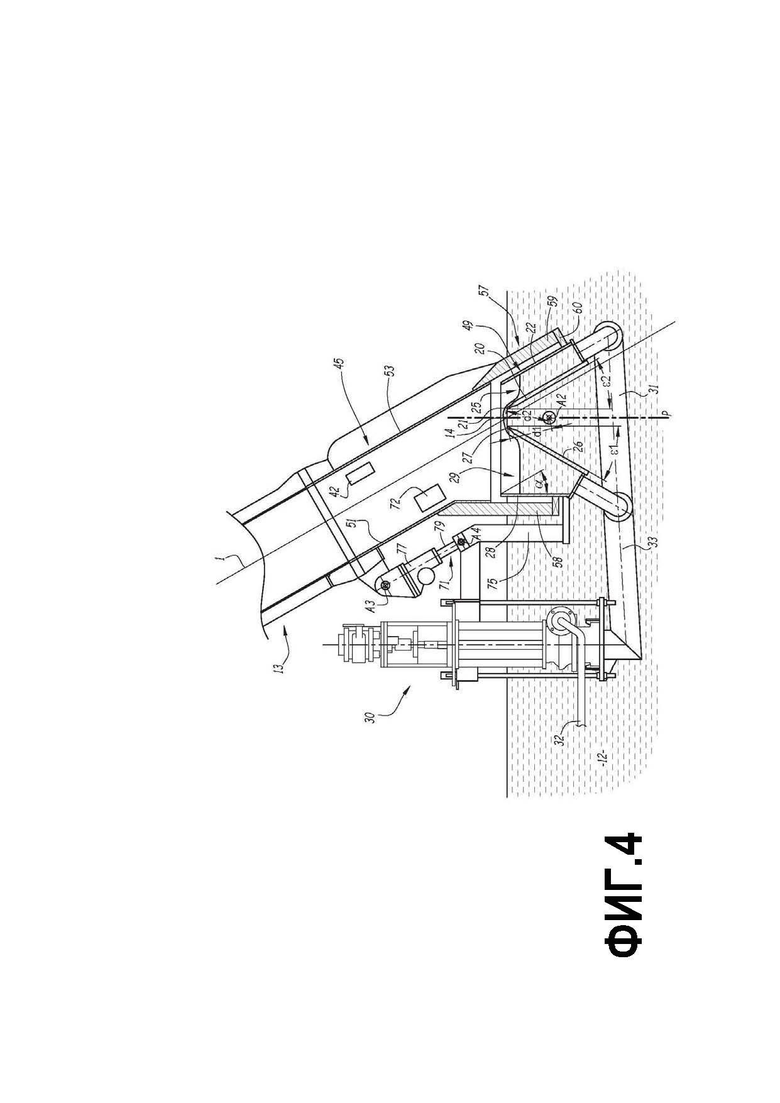
фиг. 4 – увеличенный вид места из фиг. 3;
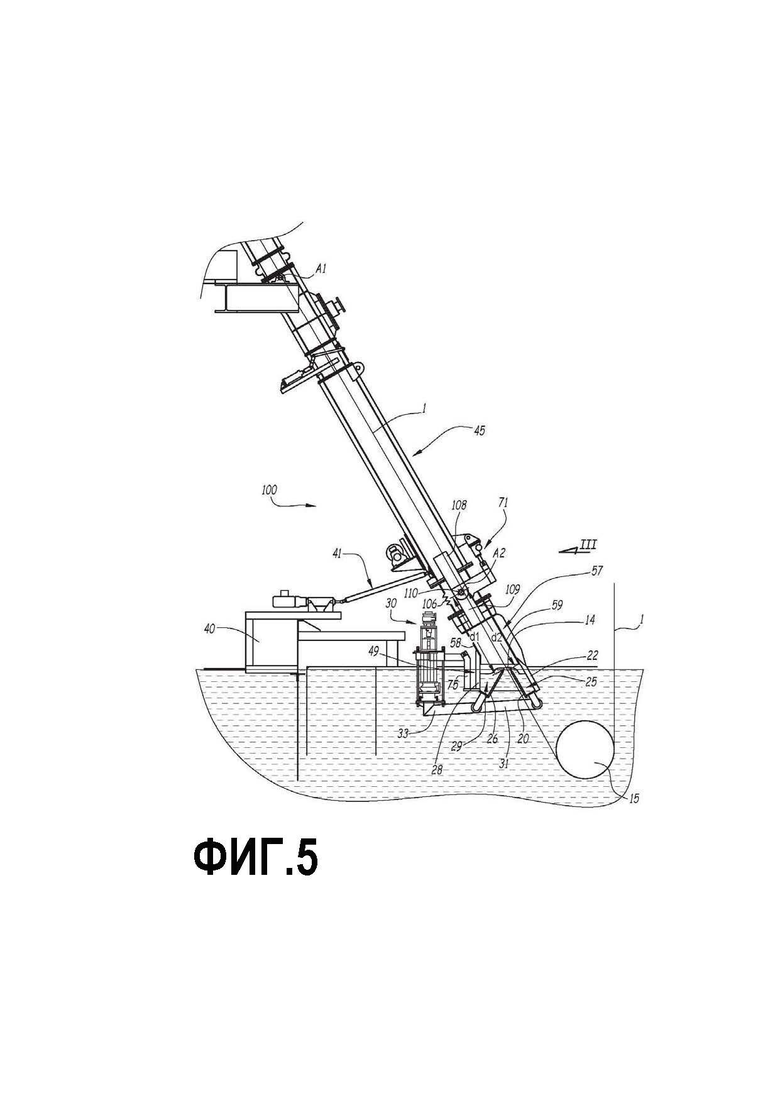
фиг. 5 – схематический вид части устройства для нанесения покрытия по второму варианту выполнения; и
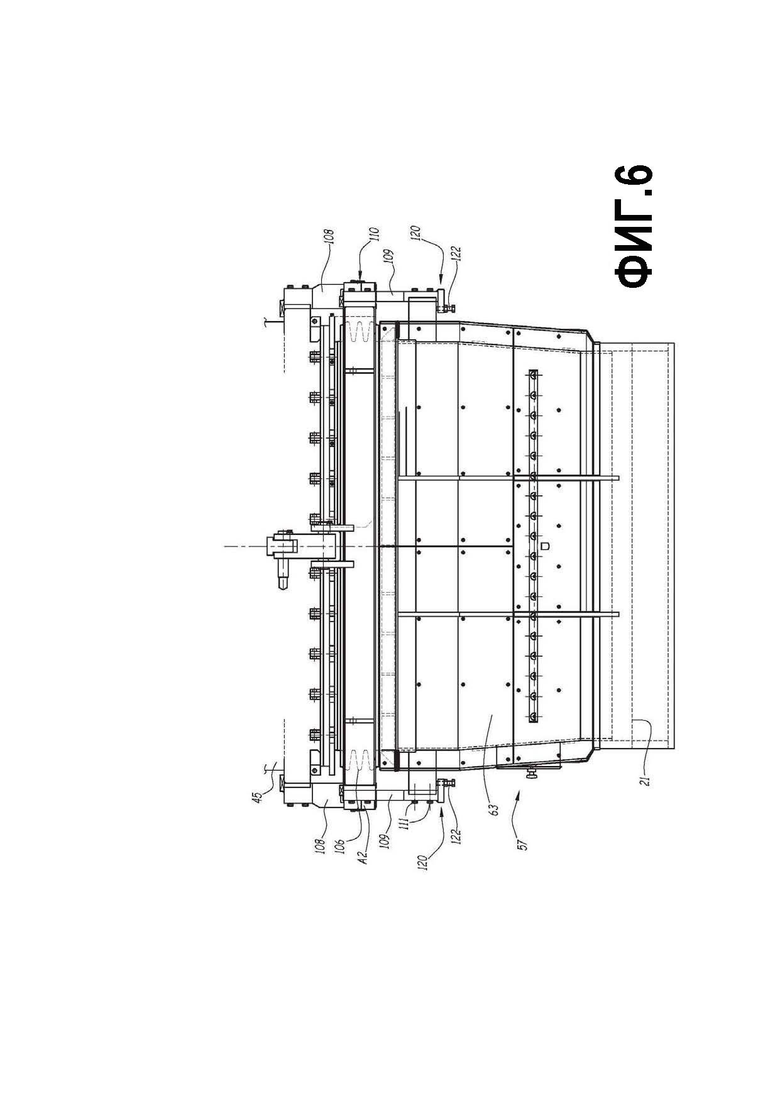
фиг. 6 – схематический вид по стрелке III части устройства для нанесения покрытия из фиг. 5.
Ниже приведено описание устройства для непрерывного нанесения гальванического покрытия на металлическую полосу 1. Однако изобретение относится к любому способу непрерывного нанесения горячего покрытия погружением, в котором возникает загрязнение поверхности и для которого необходимо сохранять чистое жидкостное уплотнение.
В частности, как преимущество, оно может быть внедрено для осаждения покрытий, содержащих цинк и алюминий, в частности, покрытий на основе алюминия, содержащих цинк, именуемых алюминий-цинковыми покрытиями, например, содержащих 55% масс. алюминия, 43,5% масс. цинка и 1,5% масс. кремния, такого как Aluzinc® от компании ArcelorMittal, или покрытий на основе цинка, содержащих алюминий, и, в частности, на основе цинка, содержащих 0,1 – 0,3% алюминия, именуемых GL-покрытиями, или покрытий, содержащих 5% алюминия, остальное цинк и возможные примеси.
Устройство также можно использовать для осаждения покрытий на основе цинка, содержащих магний, именуемых магний-цинковыми покрытиями или Zn-Mg покрытиями. Как преимущество, такие покрытия также содержат алюминий и именуются цинк-алюминий-магниевыми или Zn-Al-Mg покрытиями. Как преимущество, устройство для нанесения гальванического покрытия предусмотрено для осаждения Zn-Al-Mg покрытий, содержащих 0,1 – 20% масс. алюминия и 0,1 – 10% масс. магния.
Указанное устройство также можно использовать для осаждения покрытий на основе алюминия, содержащих кремний, в частности, для осаждения покрытий, имеющих следующий состав:
8% ≤ Si ≤ 11%
2% ≤ Fe ≤ 4%,
остальное алюминий и возможные примеси.
Металлическая полоса 1, в частности, является полосой, выполненной из стали. Однако она могла бы быть выполнена из других металлических материалов.
Прежде всего, после выхода с линии холодной прокатки металлическая полоса поступает в непоказанную печь для отжига с целью рекристаллизации после значительного упрочнения, связанного с холодной прокаткой, и химической подготовки поверхности, способствующей химическим реакциям, необходимым для выполнения операций нанесения гальванического покрытия. В этой печи металлическая полоса достигает температуры, например, 650 – 900°C.
После выхода из печи для отжига металлическая полоса 1 поступает в устройство для нанесения гальванического покрытия, показанное на фиг. 1 и обозначенное в целом номером поз. 10.
Устройство 10 содержит бак 11, в котором находится ванна 12 жидкого металла.
Состав ванны 12 жидкого металла зависит от состава покрытия, которое необходимо нанести на полосу 1. В зависимости от покрытия, подлежащего осаждению, помимо цинка, магния и/или алюминия в соответствующих пропорциях ванна 12 также может содержать до 0,3% масс. дополнительных элементов по усмотрению, таких как Si, Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Ni или Bi. Эти различные дополнительные элементы могут, в частности, повысить пластичность или адгезию металлического покрытия на полосе 1. Специалист в этой области, которому известно о влиянии таких элементов на характеристики металлического покрытия, знает, как использовать их на основе соответствующей поставленной задачи. И, наконец, ванна 12 может содержать остаточные элементы, попадающие в нее с поставляемых слитков или в результате прохождения полосы 1 в ванне 12, которые являются неизбежными примесями в металлическом покрытии.
Температура ванны 12 жидкого металла, в общем, составляет 400 – 700°C.
После выхода из печи для отжига металлическую полосу охлаждают до температуры, близкой к температуре ванны 12 жидкого металла, используя теплообменники, и далее погружают в ванну 12.
Как показано на фиг. 1, устройство 10 для нанесения покрытия содержит кожух 13, внутри которого металлическая полоса 1 движется в защитной атмосфере по отношению к металлу, из которого она изготовлена.
Во время использования устройства 10 металлическая полоса 1 движется через кожух 13 по заданной плоскости прохождения.
Этот кожух 13, также именуемый «погружным туннелем» или «хоботом», имеет прямоугольное сечение в примере, показанном на фигурах.
Кожух 13 погружают у его нижнего участка в ванну 12 для ограничения жидкостного уплотнения 14 с поверхностью указанной ванны 12 и внутри указанного кожуха 13. Таким образом, полоса 1 после погружения в ванну 12 жидкого металла проходит через поверхность жидкостного уплотнения в кожухе 13.
Металлическая полоса 1 изменяет направление с помощью ролика 15, в общем, именуемого нижним роликом и расположенным в ванне 12.
Заданная плоскость прохождения металлической полосы 1 через кожух 13, в частности, определяется геометрией нижнего ролика 15 и верхнего ролика не показан), расположенного перед кожухом 13, а также относительными положениями двух указанных роликов.
Таким образом, нижний ролик 15 и верхний ролик образуют средства для перемещения металлической полосы в заданной плоскости прохождения.
На выходе из указанной ванны 12 полоса 1 с покрытием проходит через средства 16 очистки, которые, например, выполнены в виде сопел 16a для распыления газа, такого как азот или воздух, и ориентированы в направлении каждой стороны полосы 1 для регулирования толщины покрытия из жидкого металла.
Как показано на фиг. 1, 3 и 5, на нижнем конце кожуха 13 установлен наливной короб 49, ограничивающий два отделения 25, 29 для наливания жидкого металла. Отделения 25, 29 расположены в боковом направлении внутри кожуха 13.
В частности, наливной короб 49 включает в себя переднее отделение 25 для наливания жидкого металла, расположенное напротив стороны полосы 1, расположенной на стороне нижнего ролика 15. Указанное переднее отделение 25 ограничено внутри внутренней стенкой 20, ориентированной к поверхности жидкостного уплотнении 14, и снаружи наружной стенкой 22. Наружная стенка 22 продолжается напротив стороны полосы 1, расположенной на стороне нижнего ролика 15. Она образована наружной стенкой наливного короба 49.
Верхняя кромка 21 внутренней стенки 20 расположена ниже поверхности жидкостного уплотнения 14, и отделение 25 содержит средства для поддержания уровня жидкого металла в указанном отделении 25 на уровне ниже поверхности жидкостного уплотнения 14 для создания естественного течения жидкого металла от указанной поверхности жидкостного уплотнения 14 к указанному отделению 25.
Сходным образом наливной короб 49 включает в себя заднее отделение 29 для наливания жидкого металла, расположенное напротив стороны полосы 1, которая не расположена на стороне нижнего ролика 15. Указанное заднее отделение 29 ограничено внутри внутренней стенкой 26, ориентированной к поверхности жидкостного уплотнения 14, и снаружи наружной стенкой 28. Наружная стенка 28 продолжается напротив стороны полосы 1, которая не расположена на стороне нижнего ролика 15. Она образована наружной стенкой наливного короба 49.
Верхняя кромка 27 внутренней стенки 26 расположена ниже поверхности жидкостного уплотнения 14, и отделение 29 содержит средства для поддержания уровня жидкого металла в указанном отделении 29 на уровне ниже поверхности жидкостного уплотнения 14 для создания естественного течения жидкого металла от указанной поверхности жидкостного уплотнения 14 к указанному отделению 29.
Как видно на фиг. 2, наружные стенки 22, 28 соединены друг с другом боковыми стенками 64, продолжающимися, напротив краев полосы 1.
На протяжении всего описания эти два отделения 25, 29 сообщаются друг с другом для образования одного периферического отделения. Разумеется, можно полностью разделить эти камеры, используя боковые стенки, а также добавить боковые отделения напротив краев полосы 1, подлежащей нанесению покрытия.
Как преимущество, высота падения жидкого металла в отделения 25 и 29, т.е. расстояние в вертикальном направлении между верхними кромками 21, 27 и уровнем жидкого металла в отделениях 25, 29 устанавливается для предотвращения повышения противотока частиц окислов металла и интерметаллических соединений по отношению к течению жидкого металла. Эта высота падения может быть больше или равна 40 мм или даже больше или равна 50 мм и предпочтительно больше или равна 100 мм.
Как показано на фиг. 1, средства для поддержания уровня жидкого металла в наливных отделениях 25 и 29 включают в себя, по меньшей мере, один насос 30, соединенный на стороне всасывания с указанными отделениями 25 и 29 с помощью всасывающих труб, соответственно, 31 и 33. Насос 30 оснащен на стороне нагнетания нагнетательной трубой 32, выполненной с возможностью нагнетания жидкого металла, всасываемого насосом 30, в объем ванны 12.
Кроме того, устройство 10 содержит средства для определения уровня жидкого металла в наливных отделениях 25, 29.
Как преимущество, указанные средства определения образованы резервуаром 35, расположенным снаружи кожуха 13 и отделений 25, 29, и соединенным с основанием каждого из отделений 25, 29 соединительной трубой, соответственно 36 и 37. В другом варианте выполнения можно использовать одну соединительную трубу.
Как показано на фиг. 1, место соединения насоса 30 с наливными отделениями 25 и 29 расположено выше места соединения резервуара 35 с указанными отделениями 25 и 29.
Добавление наружного резервуара 35 позволяет дублировать уровень наливных отделений 25 и 29 с наружной стороны кожуха 13 в благоприятной среде и легко определять этот уровень. С этой целью резервуар 35 может иметь указатель уровня жидкого металла, например, контактор, подающий питание на индикатор, радиолокатор и луч лазера.
Как вариант, можно использовать любое другое средство, позволяющее определять уровень жидкого металла в наливных отделениях 25, 29.
Непрерывное определение уровня жидкого металла в наливных отделениях 25, 29 позволяет регулировать это уровень таким образом, чтобы поддерживать его ниже поверхности жидкостного уплотнения 14, как преимущество, учитывая высоту падения, упомянутую выше.
Как преимущество, насос 30 отрегулирован на заданный постоянный расход, и регулирование уровня жидкого металла выполняется посредством введения металлических слитков в бак 11, когда определяемый уровень жидкого металла ниже заданного уровня. Также можно использовать насос с регулируемым расходом, который позволяет совместно со средствами определения уровня жидкого металла в наливных отделениях 25, 29 выполнять более быстрое регулирование условий нанесения гальванического покрытия.
Как показано на фиг. 4, кожух 13 включает в себя верхний участок 45 и нижний участок 57, по меньшей мере, частично погруженный в ванну 12 жидкого металла.
В показанном примере верхний участок 45 включает в себя две боковые стенки 51, 53, по существу, параллельные друг другу и, по существу, параллельные плоскости прохождения полосы 1.
Наливной короб 49 поддерживается нижним участком 57 кожуха 13. В частности, как показано на фиг. 4, наливной короб 49 вставлен в нижний конец нижнего участка 57 и частично продолжается внутри кожуха 13. Он выступает вниз после нижнего конца кожуха 13.
Как преимущество, устройство 10 включает в себя уплотнительную прокладку 60, расположенную между нижним концом кожуха 13 и наливным коробом 49, для предотвращения проникновения жидкого металла из ванны 12 между двумя указанными элементами. В качестве примера уплотнительная прокладка 60 образована сильфоном, прикрепленным к наливному коробу одним из его концов и, в частности ее нижним концом, и кожуху 13 другим ее концом, в частности, ее верхним концом. Такой сильфон, к примеру, выполнен из стали. Такой сильфон позволяет образовывать уплотнение между наливным коробом 49 и кожухом 13, обеспечивая при этом относительное вращение между этими двумя частями.
Как показано на фиг. 3, кожух 13 и наливной короб 49 могут вращаться совместно вокруг первой оси A1 вращения. Наливной короб 49 и кожух 13 закреплены при вращении вокруг первой оси A1 вращения. Первая ось A1 вращения, по существу, горизонтальная.
Вращение кожуха 13 и наливного короба 49 вокруг первой оси A1 вращения ведет к изменению расстояния между верхними кромками 21, 27 наливных отделений 25, 29 и металлической полосой 1 и. тем самым, обеспечивает позиционирование полосы 1 относительно указанных кромок 21, 27.
Наливной короб 49 также может вращаться относительно верхней части 45 кожуха 13 вокруг второй оси A2 вращения. Вторая ось A2 вращения, по существу, горизонтальная.
В частности, как показано на фиг. 2, вторая ось A2 вращения ориентирована так, что она проходит через стенки кожуха 13.
В частности, расстояние d1, d2 между второй осью A2 вращения и каждой из кромок 21, 27 наливных отделений 25, 29 меньше или равно 2500 мм. Это расстояние преимущественно составляет 0 – 400 мм.
В этом варианте выполнении вторая ось A2 вращения расположена ниже верхних кромок 21, 27.
Первая и вторая оси A1, A2 вращения параллельны друг другу.
Вращение наливного короба 49 вокруг второй оси A2 вращения позволяет регулировать горизонтальность наливного короба независимо от вращательного движения, потенциально выполняемого вокруг первой оси A1 вращения узлом, собранным из кожуха 13 и наливного короба 49.
Конкретное местоположение второй оси A2 вращения позволяет выполнять это регулирование посредством особенно небольшой амплитуды перемещения, в частности, порядка нескольких градусов.
Считается, что наливной короб 49 расположен горизонтально, когда верхние кромки 21, 27 расположены в одной и той же горизонтальной плоскости, ограничиваемой допуском плюс или минус 5 мм. Другими словами, между верхними кромками 21 и 27 допускается максимальный перепад высоты 10 мм.
По усмотрению кожух 13 также может поступательно перемещаться вдоль его продольной оси для регулирования высоты погружения в ванну 12 жидкого металла, например, используя систему сильфонов. Такой механизм регулирования известен и этой патентной заявке подробно не описывается.
Устройство 10 также включает в себя механизм для регулирования горизонтальности верхних кромок 21, 27. В частности, этот механизм для регулирования горизонтальности верхних кромок 21, 27 выполнен с возможностью регулирования горизонтальности второй оси A2 вращения.
В частности, наливной короб 49 шарнирно соединен с кожухом 13 посредством шарнирного соединения, обеспечивающего вращение наливного короба 49 относительно кожуха 13 вокруг второй оси A2 вращения. Такое шарнирное соединение включает в себя ось, например, в форме вала, сегмента вала или цапфы, установленной в опоре, причем ось продолжается вдоль второй оси A2 вращения. Указанная ось установлена в кожухе 13.
Как показано на фиг. 1 – 4, наливной короб 49 образует отдельную часть от кожуха 13. Он установлен с возможностью вращения в нижнем участке 57 кожуха 13. Как можно видеть на фиг. 2, наливной короб 49 установлен возможностью вращения в нижнем участке 57 кожуха 13 с помощью цапф 67, установленных с возможностью вращения в поворотных направляющих опорах 61. Цапфы 67 определяют ось A2 вращения.
В пояснительном примере цапфы 67 образованы на наливном коробе 49, и опоры 61 образованы на кожухе 13. В частности, поворотные направляющие опоры 61 образованы на нижнем участке 57 корпуса 13 и расположены с двух противоположных сторон 63 кожуха 13. Они, по существу, расположены на одной линии с осью A2. Каждая направляющая опора 61 принимает соответствующую цапфу 67, образованную на наливном коробе 49.
Как вариант, цапфы 67 могут быть образованы на кожухе 13 и, в частности, на его нижнем участке 57, а направляющие опоры могут быть образованы на наливном коробе 49.
В устройстве 10 по первому варианту выполнения вторая ось A2 вращения погружена в ванну 12 жидкого металла. В частности, вторая ось A2 вращения проходит между двумя наливными отделениями 25, 29 и расположена ниже верхних кромок 21, 27 наливных отделений 25, 29. Такое позиционирование второй оси A2 вращения является преимущественным, поскольку оно обеспечивает относительно небольшой радиус вращения верхних кромок 21, 27 вокруг второй оси вращения, что облегчает точное регулирование горизонтальности наливного короба 49.
Как можно видеть на фиг. 3, устройство 10 включает в себя первый исполнительный механизм 41, выполненный с возможностью вращения кожуха 13 вокруг первой оси A1 вращения относительно полосы 1.
В пояснительном примере первый исполнительный механизм 41 имеет форму исполнительного подъемника. Этот исполнительный подъемник расположен между неподвижной рамой 40 устройства 10 и кожухом 13, в частности, верхним участком 45 кожуха 13. Как показано на фиг. 13 и 14, первый исполнительный механизм 41 действует на кожух 13 у нижнего конца участка 45.
Например, первый исполнительный механизм 41 образован в виде винтового подъемника. Однако, как вариант, первый исполнительный механизм 41 может быть любого пригодного типа и, например, может быть гидравлическим или пневматическим подъемником.
Как можно видеть на фиг. 4, устройство 10 преимущественно также включает в себя средство 42 для наблюдения относительного расстояния между каждой из верхних кромок 21, 27 наливных отделений 25, 29 и металлической полосой 1. В частности, средство 42 для наблюдения включает в себя камеру, расположенную в кожухе 13, для обеспечения одновременного наблюдения верхних кромок 21, 27 и края полосы 1. Эта средство 42 для наблюдения показано на фиг. 4 только схематически.
По варианту выполнения устройство 10 включает в себя средство управления (не показано), выполненное с возможностью управления первым исполнительным механизмом 41 из относительных положений верхних кромок 21, 27 и полосы 1, которые были определены с помощью средства 42 для наблюдения.
Устройство 10 также включает в себя второй исполнительный механизм 71, выполненный с возможностью вращения наливного короба 49 вокруг второй оси A2 вращения относительно кожуха 13.
В варианте выполнения, показанном на фиг. 3 и 4, второй исполнительный механизм 71 имеет форму исполнительного подъемника и, в частности, винтового подъемника. Однако, как вариант, второй исполнительный механизм 71 может быть любого пригодного типа и, например, может быть гидравлическим подъемником.
Как преимущество, устройство 10 также включает в себя измерительный датчик 72, выполненный с возможностью измерения угла наклона наливного короба 49 относительно горизонтали. Этот измерительный датчик 72 показан на фиг. 4 только схематически.
По усмотрению устройство 10 также включает в себя средства управления (не показано) для второго исполнительного механизма 71, выполненные с возможностью управления вторым исполнительным механизмом 71 на основе угла наклона, измеряемого измерительным датчиком 72. В частности, эти средства управления выполнены с возможностью управления вращением наливного короба 49 относительно кожуха 13 вокруг второй оси A2 вращения до тех пор, пока наливной короб 49 не будет ориентирован горизонтально, т.е. до тех пор, пока верхние кромки 21, 27 не будет расположены в одной и той же горизонтальной плоскости.
Как показано на фиг. 3 и 4, устройство 10 включает в себя опорную раму 75 для наливного короба 49, а также насос 30 и трубопроводы, связанный с насосом 30.
Опорная рама 75 зафиксирована при вращении относительно кожуха 13 вокруг первой оси A1 вращения. Она также зафиксирована при вращении относительно наливного короба 49 вокруг второй оси A2 вращения.
Насос 30 неподвижно установлен на указанной опорной раме 75. Как описано выше, насос 30 соединен с наливными отделениями 25, 29 через всасывающие трубопроводы 31, 33. Эти всасывающие трубопроводы 31, 33 являются жесткими трубопроводами, неподвижно смонтированными на наливном коробе 49 на насосе 30. Нагнетательный трубопровод 32 также образован жестким трубопроводом, неподвижно смонтированным на насосе 30. Всасывающие трубопроводы 31, 33 и нагнетательный трубопровод 32 зафиксированы при вращении относительно наливного короба 49 и насоса 30.
Когда устройство 10 включает в себя резервуар 35 для наблюдения уровня жидкого металла в наливных отделениях 25, 29, как определено выше, последний преимущественно установлен неподвижно относительного опорной рамы. Таким образом, резервуар 35 зафиксирован относительно опорной рамы. Следует отметить, что для упрощения фиг. 3 и 4 резервуар 35 на этих фигурах не показан.
В примере, показанном на фиг. 3 и 4, опорная рама 75 соединена с кожухом 13 через подъемник 71 для вращения наливного короба 49. Как более детально показано на фиг. 4, в этом конкретном варианте выполнения корпус 77 подъемника 71 установлен с возможностью поворачивания относительно кожуха 13 вокруг оси A3 вращения параллельной оси A2 вращения, и шток 79 подъемника 71 соединен с опорной рамой 75 и может поворачиваться относительно опорной рамы 75 вокруг оси A4 вращения, параллельной оси A2 вращения. Таким образом, изменение длины подъемника 71 обусловливает вращение опорной рамы 75 и наливного короба 49 вокруг оси A2 вращения.
Форма наливных отделений 25, 29 будет подробно описана со ссылкой на фиг. 4.
В устройстве 10, показанном на фиг. 1 – 4, наружная стенка 28 заднего наливного отделения 29 образует в используемой компоновке устройства 10 для нанесения покрытия угол α строго больше 0° с плоскостью прохождения полосы 1 и. к примеру, больше или равный 15° и преимущественно больше или равный 25° или даже больше или равный 30°. Фактически, было установлено, что чем больше увеличивается указанный угол, тем больше увеличивается производительность.
Используемая компоновка относится к компоновке устройства 10 для нанесения покрытия, где металлическая полоса 1 движется через устройство 10 для нанесения покрытия посредством прохождения через ванну 12 жидкого металла.
В частности, в используемой компоновке две верхних кромки 21, 27 двух наливочных отделений 25, 29 расположены в одной и той же горизонтальной плоскости.
Авторы настоящего изобретения отметили, что такая компоновка наружной стенки 28 имеет особое преимущество. В частности, она позволяет получать на стороне металлической полосы 1, обращенной к наливному отделению 29, покрытие, имеющее очень низкую плотность дефектов, в то же время, ограничивая габариты устройства 10 для нанесения покрытия.
Фактически, они отметили, что когда наружная стенка 28 заднего наливного отделения ориентирована параллельно металлической полосе 1, часть жидкого металла, ниспадающего каскадом в наливном отделении 29 от поверхности 14 жидкостного уплотнения, падает на наружную стенку 28 наливного отделения 29 и отражается на сторону полосы 1, обращенную к наливному отделению 29, тем самым, создавая видимые наплывы на этой стороне полосы 1. Это явление разбрызгивания вызвано тем, что наружная стенка 28 продолжается приблизительно перпендикулярно направлению падения, по меньшей мере, части указанного каскада жидкого металла.
В отличие от этого ориентация наружной стенки 28, описанная выше позволяет уменьшить такие отражения и, следовательно, обусловливает улучшенный внешний вид соответствующей стороны полосы 1. Фактически, в этом случае наружная стенка 28 продолжается более тангенциально к общему направлению течения каскада жидкого металла.
Как показано на фиг. 1 – 4, наружная стенка 28 заднего наливного отделения 29 ориентирована таким образом, что она перемещается в сторону от плоскости прохождения полосы 1 от верхнего конца указанной стенки к дну заднего наливного отделения 29.
Угол α между наружной стенкой 28 и плоскостью прохождения полосы 1 строго больше 0° и может быть меньше, больше или равен α0, где α0 – угол между плоскостью прохождения полосы 1 и вертикалью, зная, что риск разбрызгивания уменьшается с увеличением угла α.
В качестве примера, наружная стенка 28 образует с плоскостью прохождения полосы 1 угол α от α0 - 10° до α0 + 50° и, в частности, от α0 до α0 + 45°.
При всех прочих равных условиях риск разбрызгивания является минимальным, когда наружная стенка 28 образует с полосой 1 угол α строго больше угла α0 плоскости прохождения полосы 1 с вертикалью.
Предпочтительно, полоса 1 образует угол α0 с вертикалью 25 - 50°. В качестве примера полоса 1 образует угол α0 с вертикалью приблизительно 30°.
Как преимущество, внутренняя стенка наливного отделения 29 наклонена от ее верхней кромки 27 к дну отделения 29 в сторону от срединной вертикальной плоскости P между двумя кромками 21, 27. Другими словами, внутренняя стенка 26 наливного отделения 29 наклонена и уходит в сторону от вертикальной плоскости, проходящей через верхнюю кромку 27 от верхней кромки 27 к дну отделения 29. Она образует с вертикалью угол ε1 строго больше нуля, как показано, в частности, на фиг. 4.
Фактически, авторы настоящего изобретения отметили, что такой наклон позволяет направлять течение жидкого металла в наливное отделение 29 в целом вдоль внутренней стенки 26 и, тем самым, уменьшать риски его разбрызгивания на полосу 1.
Наклон под углом ε1 больше или равным 15° является особо преимущественным для уменьшения рисков разбрызгивания. В качестве примера угол ε1 больше или равен 20° и, в частности, больше или равен 25°.
В отличие от этого, когда внутренняя стенка 26 наклонена в противоположную сторону от наклона, показанного на фигурах настоящей патентной заявки, т.е. приближаясь к указанной срединной вертикальной плоскости P в направлении дна отделения 29, или когда внутренняя стенка 26 является вертикальной, часть жидкого металла, которая наливается в отделение 29, создает риск падения, по существу, вертикально непосредственно в ванну жидкого металла, содержащуюся в наливном отделении 29, что увеличивает риски отражения жидкого металла на полосу 1.
Наружная стенка 22 переднего наливного отделения 25 ориентирована, по существу, параллельно плоскости прохождения полосы 1. В случае наливного отделения 25, которое расположено на стороне полосы 1, обращенной к нижнему ролику 15, эта ориентация позволяет исключить разбрызгивание на полосу 1, причем наружная стенка 22 продолжается, по существу, тангенциально к общему направлению течения каскада жидкого металла, наливаемого в отделение 25.
Как преимущество, внутренняя стенка 20 наливного отделения 25 расположена под углом от ее верхней кромки 21 и в направлении к дну отделения 25 в сторону от срединной вертикальной плоскости P, определенной выше, как, в частности, показано на фиг. 4. Другими словами, внутренняя стенка 20 отделения 25 расположена под углом и уходит в сторону от вертикальной плоскости, проходящей через верхнюю кромку 21 от ее верхней кромки 21 к дну отделения 25. Она образует с вертикалью угол ε2 строго больше нуля.
Такой наклон позволяет направлять течение жидкого металла в наливном отделении 25 в целом вдоль внутренней стенки 20 и, тем самым, уменьшать риски его разбрызгивания на полосу 1. Наклон под углом ε2 больше или равным 15° является особо преимущественным для уменьшения рисков разбрызгивания.
Предпочтительно, угол ε2 строго больше угла α0, образованного между плоскостью прохождения полосы 1 и вертикалью, для предотвращения трения полосы о внутреннюю стенку 20, когда она перемещается через устройство 10. Например, угол ε2, по меньшей мере, на 3° больше угла α0. В качестве примера, когда полоса 1 образует угол α0 приблизительно 30° с вертикалью, угол ε2 преимущественно равен приблизительно 35°. Такой угол также позволяет обеспечить надлежащее направление жидкого металла вдоль внутренней стенки 20.
По варианту выполнения углы ε1 и ε2 являются идентичными. Например, они равны приблизительно 35°.
Внутренние 20, 26 и наружные 22, 28 стенки наливных отделений 25, 29, в общем, по существу, прямые. Вышеупомянутые значения наклона определены относительно срединной плоскости рассматриваемых стенок.
Углы α, ε1 и ε2 определены в используемой компоновке устройства для нанесения покрытия.
Как показано на фиг. 1, 3 и 4, внутренние стенки 20 и 26 предпочтительно сужаются у их верхних кромок 21, 27 для способствования течению жидкого металла вдоль стенки 20, 26 и препятствования его разбрызгивания на полосу 1.
В качестве примера верхние кромки 21 и 27 внутренних стенок 20 и 26 наливных отделений 25 и 29 содержат в продольном направлении группу полостей и выступов в форме дуги или окружности.
В варианте выполнения, показанном на фиг. 1 – 4, в котором нижний участок 57 кожуха 13 продолжается частично напротив наливного короба 49, боковая стенка 58 нижнего участка 57 кожуха 13, в качестве примера, параллельна наружной стенке 28 заднего наливного отделения 29 на участке, расположенном напротив указанной наружной стенки 28. Таким образом, эта боковая стенка 58 образует угол с боковой стенкой 51 верхнего участка 45, которая продолжается, по существу, параллельно плоскости прохождения металлической полосы 1. Такая компоновка позволяет ограничить габариты кожуха 13.
Как преимущество, наружная стенка 22 наливного отделения 25 и боковая стенка 59 нижнего участка 57 кожуха 13, расположенная напротив указанной наружной стенки 22, параллельны. Такая компоновка также способствует ограничению габаритов кожуха 13. В частности, в примере, показанном на фиг. 1 – 4, наружная стенка 22 переднего наливного отделения 25 продолжается, по существу, параллельно плоскости прохождения полосы 1. Боковая стенка 59 нижнего участка 57 продолжается как удлинение боковой стенки 53 верхнего участка 45 и продолжается, по существу, параллельно плоскости прохождения полосы 1.
Наружные стенки 22, 28 наливных отделений 25, 29 продолжаются сбоку внутри относительно боковых стенок 58, 59 нижнего участка 57.
Устройство 10 по изобретению позволяет получать металлические полосы 1 с покрытием, имеющие весьма низкую плотность дефектов на каждой из сторон, и таким образом внешний вид, обеспечиваемый этим покрытием, соответствует критериям, предъявляемым заказчиками в отношении поверхностей материала без внешних дефектов.
Фактически, благодаря наличию двух наливных отделений 25, 29 с каждой стороны полосы 1 и системе для поддержания соответствующего уровня жидкого металла в этих отделениях 25, 29, поверхность 14 жидкостного уплотнения непрерывно очищается с каждой стороны полосы 1 от окислов цинка и маттов которые могут всплывать и образовывать поверхностные дефекты покрытия.
Кроме того, способность к поворачиванию в целом кожуха 13 и наливного короба 49 вокруг первой оси A1 вращения и шарнирное крепление наливного короба 49 на кожухе с возможностью поворачивания вокруг второй оси A2 вращения позволяет свести к минимуму внешние дефекты покрытия на двух сторонах полосы независимо от положения или характеристик нижнего ролика 15 и, в частности, в случае изменения характеристик или положения этого ролика 15.
Фактически, плоскость прохождения полосы 1 через кожух 13 определяется положением нижнего ролика 15 в ванной 12 жидкого металла, а также диаметром нижнего ролика 15. Таким образом, каждое изменение характеристик нижнего ролика 15 может модифицировать линию прохождения полосы 1 в кожухе 13 и, следовательно, сместить центр наливных отделений 25, 29 относительно полосы 1. Сходным образом износ нижнего ролика 15 во время эксплуатации устройства 1, что ведет к уменьшению его диаметра, также обусловливает изменение линии прохождения полосы в кожухе 13 и, следовательно, смещение центра наливных отделений 25, 29 относительно полосы 1.
Кроме того, важно, чтобы линия прохождения полосы 1 была расположена, по существу, по центру между двумя наливными отделениями 25, 29. Фактически, в ином случае существует риск, что полоса 1 может касаться внутренних стенок 20, 26 этих отделений 25, 29, когда она проходит через кожух 13.
Поворачивание кожуха 13 и наливного короба 49 вокруг первой оси A1 вращения позволяет заново центрировать наливные отделения 25, 29 относительно полосы 1 в случае изменения характеристик или положения нижнего ролика 15.
Однако авторы настоящего изобретения отметили, что такое центрирование посредством вращения вокруг оси A1 вращения имеет недостаток, состоящий в изменении измерения высоты верхних кромок 21, 27. Другими словами, вращение кожуха 13 вокруг оси A1 вращения вызывает вращение верхних кромок 21, 27 отделений 25, 29 вокруг оси A1 вращения, и одна из этих кромок 21, 27 оказывается на большей высоте, чем другая. Кроме того, такое различие в высоте необходимо регулировать, поскольку нерегулируемое различие в высоте ведет к рискам, вызывающим дисбаланс в расходах при наливании жидкого металла в отделения 25. 29 от поверхности 14 жидкостного уплотнения. При постоянном расходе насоса 30 такой дисбаланс в расходах вызывает риски, ведущие к переливу из одного из отделений 25, 29 маттов и окислов, присутствующих в указанном отделение 25, 29, которые затем вступают в контакт с полосой 1, что вызывает риск ухудшения качества покрытия.
Устройство 10, описанное выше, позволяет устранить указанный недостаток благодаря возможности поворачивания наливного короба 49 относительно кожуха 13 вокруг второй оси A2 вращения, причем такое поворачивание позволяет восстановить горизонтальность наливного короба 49 и, тем самым, восстановить баланс расходов при наливании жидкого металла в каждое из отделений 25, 29.
Кроме того, при условии, что кожух 13 и наливной короб 49 выполнены как две отдельные части, кожух 13 и наливной короб 49 зафиксированы при вращении вокруг первой оси A1 вращения для центрирования полосы 1, и наливной короб 49 установлен с возможностью вращения вокруг второй оси A2 вращения относительно кожуха 13 с помощью опоры, точно определяющей положение оси A2 вращения относительно кожуха 13, существует возможность выполнения очень точного и независимого центрирования наливного короба 49 относительно металлической полосы 1, с одной стороны, и, с другой стороны, балансирования расходов между двумя наливными отделениями 25, 29.
В частности, механизм, описанный с учетом первого варианта, является намного более простым и позволяет позиционировать кожух 13 относительно полосы 1 и балансировать расходы намного более точно и гибко, чем конструкции, описанные в предшествующих патентных заявках WO 02/38823 и KR 10-1533212.
Эксперименты, выполненные авторами заявки, показали, что небольшие угловые перемещения вокруг первой и второй осей A1 и A2 вращения, в частности, порядка нескольких градусов, являются достаточными для обеспечения удовлетворительного регулирования устройства 10 для нанесения покрытия.
Необходимое небольшое угловое перемещение вокруг первой оси A1 вращения является преимущественным, поскольку устройство 10 для нанесения покрытия, в общем, расположено в загроможденной среде, которая не позволяет выполнять значительные угловые перемещения кожуха 13 в целом.
Кроме того, небольшое угловое перемещение, необходимое для вращения наливного короба 49, позволяет выполнять восстановление баланса, поддерживая надлежащее уплотнение между наливным коробом 49 и кожухом 13 с помощью простой установки между наливным коробом 49 и кожухом 13 уплотнительной прокладки 60, достаточно деформируемой для обеспечения углового перемещения наливного короба 49.
В отличие от этого в устройствах, описанных в WO 02/38823 и KR 10-1533212, которые не включают в себя отдельную ось вращения наливного короба 49 относительно верхнего участка кожуха 13, для выполнения требуемого регулирования необходимы намного большие перемещения.
Использование отдельной оси A2 вращения наливного короба 49 относительно верхнего участка кожуха 13 по изобретению дополнительно увеличивает величину регулирования по сравнению с устройствами, описанными в WO 02/38823 и KR 10-1533212. Фактически, в предшествующих устройствах возможный угол регулирования ограничивается максимально возможным углом вращения кожуха вокруг одной оси вращения на основе положения полосы и ограничений системы.
Ниже приведено описание способа непрерывного нанесения горячего покрытия погружением на металлическую полосу 1, используя устройство 10 по первому варианту выполнения.
Этот способ включает в себя регулирование устройства 10 для нанесения покрытия, в частности, после изменения характеристик нижнего ролика 15.
Во время этапа регулирования положения наливного короба 49 относительно металлической полосы 1 и, в частности, центрирования указанного короба 49 относительно металлической полосы 1 кожух 13 вращается вокруг первой оси A1 вращения для центрирования металлической полосы 1 относительно верхних кромок 21, 27 наливных отделений 25, 29.
Преимущественно во время этого этапа относительное положение верхних кромок 21 и 27 относительно металлической полосы 1 определяют с помощью средства 42 для наблюдения, и перемещение кожуха 13 регулируют на основе положения, определяемого указанным образом.
По варианту выполнения вращательное движение кожуха 13 регулируется оператором посредством воздействия на первый исполнительный механизм 41 на основе соответствующего положения верхних кромок 21 и 27 и металлической полосы 1, определяемого с помощью средства 42 для наблюдения. Под термином «оператор» подразумевается работник или автоматическое устройство.
Как вариант, позиционирование наливного короба 49 относительно полосы 1 выполняется автоматически с помощью управляющего средства, сконфигурированного для управления первым исполнительным механизмом 41 на основе относительных положений, определяемых с помощью средства 42 для наблюдения.
Во время этапа восстановления баланса, следующего за этапом регулирования, наливной короб 49 вращается относительно верхнего участка 45 кожуха 13 вокруг второй оси A2 вращения для приведения наливного короба 49 в горизонтальное положение.
В частности, во время этого этапа наливной короб 49 вращается вокруг второй оси A2 вращения относительно нижнего участка 57 короба 13.
По варианту выполнения во время этого этапа средства регулирования регулируют вращение наливного короба 49 на основе измерений, выполняемых датчиком 72 наклона.
Как вариант, это вращение регулируется оператором посредством воздействия на второй исполнительный механизм 71 на основе наклона, измеряемого датчиком 72 наклона, или определяемого оператором.
В конце указанного второго этапа полоса 1, по существу центрируется относительно верхних кромок 21, 27, и эти кромки 21, 27 расположены в одной и той же горизонтальной плоскости.
По усмотрению, если в конце второго этапа позиционирование не является удовлетворительным, этап центрирования выполняют повторно, и по усмотрению выполняют этап восстановления баланса требуемое число раз для достижения удовлетворительного положения верхних кромок 21, 27 относительно полосы 1.
Для подтверждения удовлетворительного позиционирования можно запустить устройство 10 для нанесения покрытия с целью убедиться, с одной стороны, касается ли лист 1 верхних кромок 21, 27 во время перемещения и, с другой стороны, надлежащим ли образом сбалансирован расход при наливании жидкого металла между двумя наливными отделениями 25, 29.
Если на этой стадии обнаружены недостатки в достижении центрирования или горизонтальности, устройство 10 останавливают, и повторно выполняют этапы центрирования и восстановления баланса.
По варианту выполнения перед первым этапом центрирования, описанным выше, горизонтальность верхних кромок 21, 27 регулируют с помощью механизма для регулирования горизонтальности указанных кромок 21, 27. В частности, во время этого этапа оказывают воздействие на ось A2 вращения для регулирования ее горизонтальности.
В качестве примера, во время этого этапа поверхность ванны 12 жидкого металла выбирают в качестве точки отсчета горизонтальности для выполнения указанного регулирования.
Регулирование горизонтальности верхних кромок 21, 27, в частности, выполняют после установки на место наливного короба 49.
По усмотрению перед первым этапом центрирования, описанным выше, кожух 13 поступательно перемещают вдоль его оси для регулирования высоты его погружения в ванну 12 жидкого металла. Такое регулирование известно, и в настоящей заявке оно подробно не описывается.
Следует отметить, что изобретение относится к любому нанесению металлического покрытия погружением.
Ниже со ссылкой на фиг. 5 и 6 приведено описание устройства 100 по второму варианту выполнения. Описаны только отличия от первого варианта выполнения. На фиг. 5 и 6 идентичные или сходные элементы обозначены номерами позиций, идентичными номерам позиций, используемым в первом варианте выполнения.
Устройство 100 по второму варианту выполнения отличается от устройства 10, в частности, расположением второй оси A2 вращения.
Как указано выше, в первом варианте выполнения наливной короб 49 поддерживается нижним участком 57 кожуха 13 и установлен на последнем с возможностью вращения вокруг второй оси A2 вращения.
В устройстве 100 по второму варианту выполнения и как показано на фиг. 5, наливной короб 49 поддерживается нижним участком 57 кожуха 13 и установлен неподвижно относительно него. Нижний участок 57 кожуха, в свою очередь, установлен на верхнем участке 45 кожуха 13 с возможностью вращения вокруг второй оси A2 вращения. Таким образом, наливной короб 49 может вращаться вокруг оси A2 вращения относительно верхнего участка 45 кожуха 13.
В частности, в этом варианте выполнения наружные стенки наливного короба 49, образованного наружными стенками 22, 28 наливных отделений 25, 29, образованы боковыми стенками 58, 59 нижнего участка 57 кожуха 13. Таким образом, наливной короб 49 в этом варианте выполнения встроен в нижний участок 57 кожуха 13.
Как показано на фиг. 5 и 6, нижний участок 57 кожуха 13 шарнирно установлен на верхнем участке 45 кожуха 13 с помощью шарнирного соединения, обеспечивающего вращение наливного короба 49 относительно верхнего участка 45 кожуха 13 вокруг второй оси A2 вращения.
Как показано на фиг. 5, ось A2 вращения проходит через стенки кожуха 13.
В этом устройстве 100 вторая ось A вращения расположена снаружи ванны 12 жидкого металла. В частности, вторая ось A вращения расположена над наливными отделениями 25, 29.
В частности, расстояние d1, d2 между второй осью A2 вращения и каждой из кромок 21, 27 наливных отделений 25, 29 меньше или равно 2500 мм. Это расстояние преимущественно составляет 800 – 1400 мм.
В частности, устройство 100 включает в себя два сегмента 110 вала, определяющих ось A2 вращения.
В варианте выполнения, показанном на фиг. 5 и 6, шарнирное соединение, обеспечивающее вращение вокруг второй оси A2 вращения, образовано снаружи канала прохождения полосы 1, ограничиваемого кожухом 13. В частности, оно образовано на кожухе 13.
В этом примере верхний участок 45 кожуха 13 имеет два верхних шарнирных плеча 108. Каждое из этих верхних шарнирных плеч 108 принимает на нижнем конце сегмент 110 вала, причем указанный сегмент 110 вала принимает с возможностью вращения нижнее шарнирное плечо 109, прикрепленное к нижнему участку 57 кожуха.
Шарнирные плечи 108, 109, в частности, имеют форму вилок шарнирного сочленения, соединенных с возможностью поворачивания через сегмент 110 вала.
Как вариант, может быть предусмотрен любой другой шарнирный механизм, образующий шарнирное соединение между наливным коробом 49 и верхним участком 45 кожуха 13 вокруг оси A2 вращения.
Второй исполнительный механизм 71 имеет форму исполнительного подъемника, расположенного между нижним участком 57 и верхним участком 45 кожуха 13, с целью вращения наливного короба 49 вокруг второй оси A2 вращения относительно верхнего участка 45 кожуха 13. Второй исполнительный механизм 71, в частности, является винтовым подъемником. Однако, как вариант, второй исполнительный механизм 71 может быть любого пригодного типа и, например, может быть гидравлическим или пневматическим подъемником.
Как и в первом варианте выполнения, устройство 100 также включает в себя измерительный датчик, выполненный с возможностью измерения угла наклона наливного короба 49 относительно горизонтали, и средства для управления вторым исполнительным механизмом 71, выполненные с возможностью управления вторым исполнительным механизмом 71 на основе угла наклона, измеряемого измерительным датчиком 72.
В пояснительном примере устройство 100 также включает в себя уплотнительные средства 106, расположенные между нижним концом верхнего участка 45 кожуха 13 и верхним концом нижнего участка 57. Уплотнительные средства 106 выполнены с возможностью препятствования поступлению воздуха из внешней среды в кожух 13. Они, к примеру, включают в себя сильфон, продолжающийся между нижним концом верхнего участка 45 и верхним концом нижнего участка 57 кожуха 13.
Этот сильфон также служит в качестве компенсатора, обеспечивая относительное перемещение нижнего участка 57 относительно верхнего участка 45 кожуха 13.
Устройство 100 также включает в себя механизм 120 для регулирования горизонтальности верхних кромок 121, 127 внутренний стенок 20, 26 отделений 25, 29.
Пример такого механизма 120, в частности, показан на фиг. 6. В этом примере механизм включает в себя на стороне каждого из концов верхних кромок 21, 27, по меньшей мере, один регулировочный винт 122, предназначенный для регулирования высоты указанного конца. В частности, каждый регулировочный винт 122 выполнен с возможностью воздействия на соответствующую часть нижнего участка 57 кожуха 13.
В примере, показанном на фиг. 6, регулировочные винты 122 установлены на нижнем шарнирном плече 109 шарнирного механизма нижнего участка 57 на верхнем участке 45 кожуха 13. Они расположены таким образом, что их ввертывание или вывертывание обусловливает вертикальное перемещение соответствующего участка нижнего участка 57 относительно нижнего шарнирного плеча 109 и, тем самым, регулирование высоты соответствующего конца верхних кромок 21, 27. В этом примере нижнее шарнирное плечо 109 прикреплено к нижнему участку 57 с помощью крепежных винтов 111, проходящих в удлиненные отверстия в нижнем шарнирном плече 109, тем самым, позволяя регулировать положение нижнего участка 57 относительно нижнего шарнирного плеча 109.
В этом варианте выполнения нижний участок 57 включает в себя верхний сегмент и нижний сегмент, прикрепленный к верхнему сегменту. Верхний сегмент не предназначен для погружения в ванну жидкого металла. Нижний сегмент предназначен для погружения, по меньшей мере, частично в ванну 12 жидкого металла. Нижний сегмент, в частности, прикреплен к верхнему сегменту посредством сварки. Наружные стенки 22, 28 наливных отделений 25, 29 образованы боковыми стенками нижнего сегмента указанного нижнего участка 57.
Как показано на фиг. 5, насос 30 частично погружен в ванну 12 жидкого металла. Он зафиксирован при вращении относительно наливного короба 49 с помощью рамы 75, прикрепленной к нижнему участку 57 кожуха 13. Всасывающие трубы 31, 32 жестко прикреплены между насосом 30 и наливным коробом 49. Таким образом, насос 30 и всасывающие трубы 31, 32 могут вращаться с наливным коробом вокруг первой оси A1 вращения относительно рамы 40 с устройством 100 и вокруг второй оси A2 вращения относительно верхнего участка 45 кожуха 13.
В варианте выполнения, показанном на фиг. 5, ориентации внутренних 20, 26 и наружных 22, 28 стенок отделений 25, 29 сходны с ориентациями стенок, описанных применительно к первому варианту выполнения, и создают такие же преимущества.
Устройство 100 по второму варианту выполнения имеет большую часть преимуществ, обеспечиваемых устройством 10 по первому варианту выполнения.
Кроме того, в этом варианте выполнения расположение второй оси A2 вращения снаружи ванны 12 жидкого металла является преимуществом, поскольку оно исключает необходимость обеспечения уплотнения между наливным коробом 49 и переходом 45 в ванну жидкого металла.
В то же время в этом варианте выполнения, принимая во внимание местоположение второй оси A2 вращения, расстояние между второй осью A2 вращения и кромками 21, 27 наливных отделений 25, 29 больше этого расстояния в первом варианте выполнения, что обусловливает увеличение габаритов устройства 100.
Способ регулирования устройства 100 по второму варианту выполнения сходен со способом регулирования устройства 10 по первому варианту выполнения. Однако следует отметить, что во время этапа восстановления баланса расходов, в частности, нижний участок 57 кожуха 13, оснащенный наливным коробом 49, вращается вокруг второй оси A2 вращения относительно верхнего участка 45 кожуха 13.
Преимущественно, способ регулирования устройства 100 также включает в себя этап регулирования горизонтальности верхних кромок 21, 27 с помощью регулировочного механизма 120. В частности, этот этап включает в себя ввертывание или вывертывание регулировочных винтов 122 на основе обнаруженных отклонений в горизонтальности кромок 21, 27 для восстановления горизонтальности кромок 21, 27.
Это регулирование, в частности, выполняют, используя поверхность ванны жидкого металла в качестве точки отсчета горизонтальности.
Под термином «оператор» подразумевается работник или автоматическое устройство.
Регулирование горизонтальности верхних кромок 21, 27, в частности, выполняют после переустановки нижнего участка 57 корпуса 13, оснащенного наливочным коробом 49.
В конце этапа регулирования горизонтальности каждая из верхних кромок 21, 27 продолжается горизонтально.
Следует отметить, что изобретение, описанное выше со ссылкой на фиг. 1 – 6, имеет два аспекта, а именно, с одной стороны, способность к поворачиванию кожуха 13 и наливочного короба 49 вокруг первой оси A1 вращения и установка наливочного короба 49 с возможностью вращения относительно верхнего участка 45 кожуха 13 вокруг второй оси A2 вращения, а также характеристики, относящиеся к регулированию устройства 10, 100 и полученные на основе вышесказанного, и, с другой стороны, конкретная форма наливных отделений 25, 29.
Как описано выше, характеристики, относящиеся к первому аспекту, позволяют легко, гибко и точно центрировать полосу 1 в корпусе 13 и балансировать расходы при наливании жидкого металла в два отделения, тем самым, обеспечивая исключительное качество покрытия с каждой стороны полосы.
Кроме того, характеристики, относящиеся ко второму аспекту, и, в частности, к ориентации наружной стенки отделения 29, позволяют уменьшить риски разбрызгивания жидкого металла на полосу 1, тем самым, также способствуя улучшению качества покрытия с двух сторон полосы и, в частности, на стороне полосы, ориентированной к нижнему ролику 15.
Несмотря на то, что указанные два аспекта описаны в сочетании со ссылкой на фиг. 1 – 6, они могут быть внедрены независимо друг от друга, причем каждый аспект, рассматриваемый по отдельности, уже способствует значительному улучшению качества покрытия.
В результате совместного внедрения указанные два аспекта настоящего изобретения обеспечивают еще боле высокое качество покрытия полосы с каждой стороны по сравнению с внедрением только одного из аспектов.
Группа изобретений относится к устройству и способу для непрерывного нанесения на металлическую полосу (1) покрытия горячим погружением. Устройство (10, 100) содержит бак (11), предназначенный для содержания ванны (12) жидкого металла, нижний ролик (15), установленный в баке (11) и предназначенный для погружения в ванну (12) жидкого металла, кожух (13) для перемещения металлической полосы (1), нижний конец которого предназначен для погружения в ванну (12) жидкого метала для установления с помощью поверхности указанной ванны (12) и внутренней стороны указанного кожуха (13) уплотнения (14) из жидкого металла. Кожух (13) поддерживает на нижнем конце наливной короб (49), ограничивающий переднее наливное отделение (25) для жидкого металла, расположенное на стороне металлической полосы (1), расположенной на стороне нижнего ролика (15), и заднее наливное отделение (29) для жидкого металла, расположенное напротив стороны металлической полосы (1), которая не расположена на стороне нижнего ролика (15), причем каждое наливное отделение (25, 29) ограничено внутри внутренней стенкой (20, 26) и снаружи наружной стенкой (22, 28), причем верхняя кромка (21, 27) каждой внутренней стенки (20, 26) предназначена для расположения ниже поверхности (14) жидкостного уплотнения для обеспечения течения от указанной поверхности (14) в каждое из указанных наливных отделений (25, 29). Причем наружная стенка (28) заднего наливного отделения (29) выполнена таким образом, что она образует с плоскостью прохождения металлической полосы (1) угол (α), больший или равный 15°, в используемой компоновке. Техническим результатом является обеспечение непрерывного нанесения горячего покрытия погружением, позволяющего получать полосы с покрытием, имеющим низкую плотность дефектов на каждой из сторон полосы. 2 н. и 22 з.п. ф-лы, 6 ил. 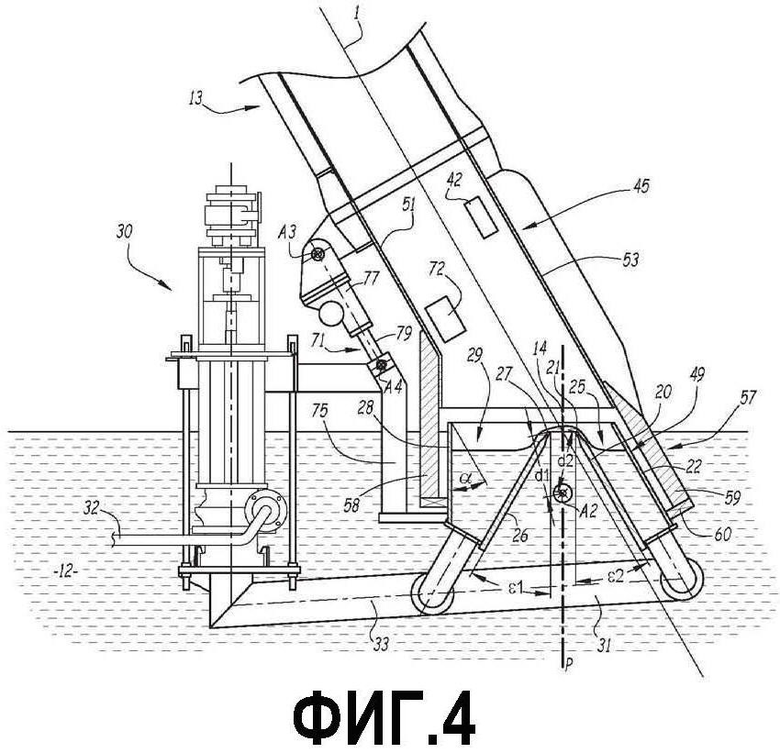
1. Устройство (10, 100) для непрерывного нанесения на металлическую полосу (1) покрытия горячим погружением, содержащее:
бак (11), предназначенный для содержания ванны (12) жидкого металла,
нижний ролик (15), установленный в баке (11) и предназначенный для погружения в ванну (12) жидкого металла,
кожух (13) для перемещения металлической полосы (1), нижний конец которого предназначен для погружения в ванну (12) жидкого метала для установления с помощью поверхности указанной ванны (12) и внутренней стороны указанного кожуха (13) уплотнения (14) из жидкого металла,
кожух (13) поддерживает на нижнем конце наливной короб (49), ограничивающий переднее наливное отделение (25) для жидкого металла, расположенное на стороне металлической полосы (1), расположенной на стороне нижнего ролика (15), и заднее наливное отделение (29) для жидкого металла, расположенное напротив стороны металлической полосы (1), которая не расположена на стороне нижнего ролика (15), причем каждое наливное отделение (25, 29) ограничено внутри внутренней стенкой (20, 26) и снаружи наружной стенкой (22, 28), причем верхняя кромка (21, 27) каждой внутренней стенки (20, 26) предназначена для расположения ниже поверхности (14) жидкостного уплотнения для обеспечения течения от указанной поверхности (14) в каждое из указанных наливных отделений (25, 29),
наружная стенка (28) заднего наливного отделения (29) выполнена таким образом, что она образует с плоскостью прохождения металлической полосы (1) угол (α), больший или равный 15° в используемой компоновке.
2. Устройство (10, 100) по п. 1, в котором наружная стенка (28) заднего наливного отделения (29) выполнена таким образом, что она является вертикальной в используемой компоновке.
3. Устройство (10, 100) по п. 1 или 2, в котором внутренняя стенка (26) наливного отделения (29) наклонена так, что она простирается в сторону от вертикальной плоскости, проходящей через верхнюю кромку (27), от верхней кромки (27) к дну отделения (29).
4. Устройство (10, 100) по п. 1 или 2, в котором внутренняя стенка (26) заднего наливного отделения (29) выполнена таким образом, что она образует с вертикалью угол (ε1), больший или равный 15° в используемой компоновке.
5. Устройство (10, 100) по п. 1 или 2, в котором внутренняя стенка (20) переднего наливного отделения (25) выполнена таким образом, что она образует с вертикалью угол (ε2), больший или равный 15° в используемой компоновке.
6. Устройство (10, 100) по п. 1 или 2, в котором внутренняя стенка (20) переднего наливного отделения (25) выполнена таким образом, что она образует в используемой компоновке угол (ε2) с вертикалью строго больше угла (α0), образованного между плоскостью прохождения полосы (1) и вертикалью.
7. Устройство (10, 100) по п. 1 или 2, в котором внутренние стенки (20, 26) переднего (25) и заднего (29) наливных отделений сужаются у их верхних кромок (21, 27).
8. Устройство (10, 100) по п. 1 или 2, в котором кожух (13) содержит верхний участок (45) и нижний участок (57), причем нижний участок (57) поддерживает наливной короб (49), при этом кожух (13), оснащенный наливным коробом (49), выполнен с возможностью вращения относительно металлической полосы (1) вокруг первой оси (А1) вращения, причем наливной короб (49) выполнен с возможностью вращения относительно верхнего участка (45) кожуха (13) вокруг второй оси (А2) вращения.
9. Устройство (10, 100) по п. 9, в котором шарнирное сочленение, обеспечивающее вращение наливного короба (49) относительно верхнего участка (45) кожуха (13), является шарнирным соединением.
10. Устройство (10, 100) по п. 1 или 2, которое содержит механизм (120) для регулирования горизонтальности верхних кромок (21, 27) внутренних стенок (20, 26) наливных отделений (25, 29).
11. Устройство (100) по п. 8, в котором наливной короб (49) является неподвижным относительно нижнего участка (57) кожуха (13), а нижний участок (57) кожуха (13) установлен с возможностью вращения вокруг второй оси (А2) вращения на верхнем участке (45) кожуха (13).
12. Устройство (10) по п. 8, в котором наливной короб (49) установлен с возможностью вращения на нижнем участке (57) кожуха (13).
13. Способ непрерывного нанесения на металлическую полосу (1) покрытия горячим погружением посредством устройства (10, 100) для непрерывного нанесения на металлическую полосу (1) покрытия горячим погружением по п. 1 или 2.
14. Способ по п. 13, в котором на металлическую полосу (1) наносят покрытие, содержащее цинк и алюминий, в частности алюминий-цинковое покрытие, содержащее, например, 55 мас.% алюминия, 43,5 мас.% цинка и 1,5 мас.% кремния.
15. Способ по п. 13, в котором на металлическую полосу (1) наносят покрытие на основе цинка, содержащее алюминий.
16. Способ по п. 15, в котором на металлическую полосу (1) наносят покрытие, содержащее 0,1-0,3 мас.% алюминия.
17. Способ по п. 15, в котором на металлическую полосу (1) наносят покрытие, содержащее 5 мас.% алюминия и остальное цинк.
18. Способ по п. 15, в котором на металлическую полосу (1) наносят покрытие на основе цинка, содержащее магний и по усмотрению алюминий и предпочтительно содержащее 0,1-20 мас.% алюминия и 0,1-10 мас.% магния.
19. Способ по п. 13, в котором на металлическую полосу (1) наносят покрытие на основе алюминия, содержащее кремний и железо, в частности покрытие, имеющее следующий состав, мас.% :
8≤Si≤11,
2≤Fe≤4,
остальное - алюминий и возможные примеси.
20. Способ по п. 13, в котором наружная стенка (28) заднего наливного отделения (29) образует с металлической полосой (1) угол (α), больший или равный 15°, во время нанесения покрытия на указанную металлическую полосу.
21. Способ по п. 13, в котором внутренняя стенка (26) заднего наливного отделения (29) наклонена так, что она простирается в сторону от вертикальной плоскости, проходящей через верхнюю кромку (27), от верхней кромки (27) к дну отделения (29) во время нанесения покрытия на указанную металлическую полосу.
22. Способ по п. 13, в котором внутренняя стенка (26) заднего наливного отделения (29) образует с вертикалью угол (ε1), больший или равный 15°, во время нанесения покрытия на указанную металлическую полосу.
23. Способ по п. 13, в котором внутренняя стенка (20) переднего наливного отделения (25) образует с вертикалью угол (ε2), больший или равный 15°, во время нанесения покрытия на указанную металлическую полосу.
24. Способ по п. 13, в котором внутренняя стенка (20) переднего наливного отделения (25) образует в используемой компоновке угол (ε2) с вертикалью строго больше угла (α0), образованного между полосой (1) и вертикалью.
| KR 101533212 B1, 01.07.2015 | |||
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ СРЕДНЕГО ЗНАЧЕНИЯ | 0 |
|
SU238823A1 |
| WO 2014173663 A1, 30.10.2014 | |||
| JP 2012021206 A, 02.02.2012 | |||
| JP 2000265217 A, 26.09.2000 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ С ПОКРЫТИЕМ С УЛУЧШЕННЫМ ВНЕШНИМ ВИДОМ | 2010 |
|
RU2509822C2 |

