Область техники, к которой относится изобретение
Настоящее изобретение относится к области аддитивного производства, более конкретно, к устройству для аддитивного производства детали, которое формирует трехмерную деталь с высокими характеристиками, высокой эффективностью и высокой точностью, применяя селективное электронно-лучевое плавление для нагрева материала с целью спекания или сплавления и осаждения материала слой за слоем и одновременную контурную резку с использованием электронного луча для отделения сформированного материала от порошка.
Предпосылки создания изобретения
Селективное электронно-лучевое плавление (Electron Beam Selective Melting, EBSM) - это типичный процесс аддитивного производства, который имеет большие преимущества при трехмерном формировании сложных структур из специальных материалов. В процессе селективного электронно-лучевого плавления в качестве источника тепла используется электронный луч высокой энергии для послойного спекания или сплавления порошкового материала, так что материал для формирования изделия укладывается слой за слоем.
Однако, как и в других процессах аддитивного производства, детали, изготовленные способом селективного электронно-лучевого плавления, имеют высокую шероховатость поверхности, и последующие процессы механической обработки или полировки необходимы для улучшения качества поверхности и точности детали. Эти последующие этапы обработки не только снижают эффективность изготовления деталей, но также, что более важно, некоторые места (например, внутренние каналы и т.п.), к которым нет доступа с помощью режущих инструментов, не могут быть обработаны, и качество поверхности этих мест не может быть улучшено. Поэтому относительно плохое качество поверхности деталей стало проблемным узким местом в технологии аддитивного производства.
Чтобы преодолеть это узкое место, для улучшения качества поверхности деталей аддитивного производства в предшествующем уровне техники были предложены некоторые способы обработки резанием в режиме реального времени, то есть идея комбинированного процесса, который объединяет аддитивный процесс производства с субтрактивным процессом производства. В патентных заявках CN 104741609 А, CN 104526359 A и CN 105945578 A, соответственно, предлагается комбинировать субтрактивную механическую обработку и лазерную резку для вырезания контура поперечного сечения обрабатываемой детали в реальном времени с помощью механической фрезерной головки или лазера во время процесса селективного электроннолучевого плавления и формообразования плавлением, чтобы улучшить точность и чистоту поверхности деталей.
Несмотря на то, что эти изобретения включают процесс резки в процесс аддитивного производства в режиме реального времени, все они требуют отдельных режущих инструментов или лазерных систем. Либо заготовка должна несколько раз перемещаться между позицией аддитивной обработки и позицией субтрактивной обработки, что влияет на точность обработки (например, в CN 104741609 А и CN 105945578 A); или две системы аддитивного и субтрактивного производства не могут одновременно находиться в оптимальном положении обработки (например, согласно CN 104526359 А структура, излучающая электронный луч, и головка лазерной резки не могут одновременно находиться в оптимальном положении, которое находится непосредственно над рабочей зоной/обработки), что также влияет на качество обработки. Дополнительное режущее устройство (фрезерная головка или система лазерной резки) делает всю систему намного более сложной.
В патентной заявке CN 105538728 A предлагается использовать луч лазера в импульсном режиме для сканирования края контура и удаления неровностей поверхности в процессе аддитивного производства путем селективного лазерного плавления, чтобы улучшить чистоту обработки поверхности детали. В этом документе одна и та же сканирующая система с гальванометром используется для ввода как непрерывного, так и импульсного лазерных излучений, излучаемых разными лазерными источниками, для комбинированного процесса аддитивного производства и субтрактивного производства. Хотя это позволяет избежать вышеупомянутой проблемы структурных помех, заключающейся в том, что две лазерные сканирующие системы аддитивного производства и субтрактивного производства не могут одновременно находиться в оптимальном положении обработки, все же необходимо установить две лазерные системы и системы интеграции оптического пути с различными свойствами, что увеличивает стоимость оборудования и трудности отладки.
Кроме того, для предотвращения окисления, когда лазер плавит материал, и загрязнения линзы лазера, когда материал испаряется, процесс селективного лазерного плавления, предложенный в этом документе, должен выполняться в инертной защитной атмосфере с положительным давлением, превышающим атмосферное давление, что значительно ограничивает эффективность резки материала импульсным лазером. Кроме того, в этом документе предлагается использовать импульсный лазер для сканирования края контура с целью "удаления неровностей поверхности", что требует резки большого количества материала и еще больше увеличивает сложность реализации.
Сущность изобретения
Данная заявка основана на обнаружении и понимании изобретателями следующих фактов и проблем:
Во всех современных процессах селективного электронно-лучевого плавления электронный луч используется только в качестве источника тепла для предварительного нагрева, плавления, сохранения тепла и формования порошкового материала, а также для спекания или сплавления порошкового материала слой за слоем, так что сформированный материал накапливается слой за слоем, чтобы достичь цели "добавления материала" в аддитивном производстве. Что касается проблемы низкой чистоты поверхности деталей в процессе селективного электронно-лучевого плавления, то обычно качество поверхности улучшается посредством "удаления материала" в последующем процессе. Таким образом, не только снижается общая эффективность изготовления деталей, но и возникают новые проблемы, такие как невозможность обработки внутренних каналов.
В процессе селективного электронно-лучевого плавления может быть применена цифровая система управления, которая значительно повышает точность сканирования и возможность сканирования электронным лучом произвольных кривых. Параметры электронного луча и сканирования, необходимые для селективного электронно-лучевого плавления и электронно-лучевой резки, могут быть интегрированы в одну систему генерации, ускорения, фокусировки и сканирования электронного луча, которая может реализовать комбинированное аддитивное и субтрактивное изготовление с использованием только одной электронной пушки (включающей функции генерации электронного луча, ускорения, фокусировки и сканирования) не только для селективного плавления, но также для контурной резки путем задания различных рабочих параметров (низкоскоростного сканирования и высокоскоростного сканирования) или рабочих режимов (непрерывные лучи и импульсные лучи). Для этого не нужно применять лазеры с различными свойствами (лазер непрерывного действия и лазер с ультракороткими импульсами), которые необходимы для селективного лазерного плавления и лазерной резки.
Таким образом, это упрощает систему, а также снижает стоимость устройства. В то же время материал испаряется намного легче в условиях вакуума селективного электронно-лучевого плавления, и эффективность электронно-лучевой резки выше, чем эффективность лазерной резки. По сравнению с аддитивной и субтрактивной технологией путем добавления специальных позиций резания или режущих инструментов (например, таких как в заявках на патенты CN 104741609 A, CN 104526359 A и CN 105945578 A), данная система намного проще. Более того, одна установка системы сканирования и обработки обеспечивает как "аддитивное изготовление", так и "субтрактивное изготовление", что может эффективно гарантировать точность обработки.
Цель настоящего изобретения состоит в том, чтобы предложить новое устройство для аддитивного производства детали, которое сочетает в себе селективное электроннолучевое плавление и электронно-лучевую резку для формирования сложных трехмерных деталей.
В соответствии с формой осуществления настоящего изобретения, устройство для аддитивного производства детали, использующее комбинированный процесс селективного электронно-лучевого плавления и электронно-лучевой резки, содержит: вакуумную рабочую камеру; рабочий стол, причем рабочая зона рабочего стола расположена по меньшей мере в вакуумной рабочей камере; узел подачи порошка, выполненный с возможностью распределения порошка по рабочей зоне для образования слоя порошка определенной толщины; по меньшей мере одно устройство для излучения, фокусировки и сканирования электронного луча, при этом диапазон сканирования устройства для излучения, фокусировки и сканирования электронного луча покрывает по меньшей мере часть рабочей зоны; контроллер, сконфигурированный для управления каждым устройством для излучения, фокусировки и сканирования электронного луча так, чтобы оно работало для излучения электронного луча в трех режимах: нагрева, селективного плавления и электронно-лучевой резки. Узел подачи порошка распределяет порошок по рабочей зоне, образуя слой порошка определенной толщины. В режиме нагрева устройство для излучения, фокусировки и сканирования электронного луча испускает электронный луч, который сканирует и предварительно нагревает слой порошка, чтобы нагревать и слегка спекать порошок. В режиме селективного плавления устройство для излучения, фокусировки и сканирования электронного луча испускает электронный луч, который сканирует и расплавляет порошок в заданном сечении, чтобы расплавлять и осаждать порошок для формирования слоя сечения необходимой детали. В режиме электронно-лучевой резки устройство для излучения, фокусировки и сканирования электронного луча испускает электронный луч, и электронный луч сканирует и обрезает внутренние и внешние контуры сечения детали один или несколько раз, чтобы удалить или отрезать шероховатый край и приваренный порошок на контурах для получения точных и гладких внутренних и внешних контуров сечения детали. Порошок распределяется по слою сечения детали с вырезанными контурами сечения, и нагревание, осаждение в расплавленном состоянии и контурная резка выполняются последовательно. Производственный процесс распределения, нагрева, осаждения в расплавленном состоянии и контурной резки повторяется слой за слоем до тех пор, пока не будет получена требуемая трехмерная плотная деталь.
В устройстве для аддитивного производства детали, использующем комбинированный процесс селективного электронно-лучевого плавления и электроннолучевой резки, предлагаемый в настоящем изобретении, устройство для излучения, фокусировки и сканирования электронного луча может иметь функции нагрева слоя порошка, селективного осаждения в расплавленном состоянии и резки внутреннего и внешнего контуров сечения деталей путем изменения параметров излучения и параметров сканирования электронных лучей в процессе селективного электронно-лучевого плавления, так что селективное электронно-лучевое плавление и электронно-лучевая резка объединяются для получения комбинированного процесса аддитивного производства и субтрактивного производства.
Используя функциональную интеграцию устройства для излучения, фокусировки и сканирования электронного луча, в то время как порошковый материал испытывает селективное электронно-лучевое плавление, контур сечения свежеосажденной детали обрезается электронным лучом, чтобы удалить или отрезать шероховатые края и приваренный порошок на контуре и получить точные и гладкие внутренний и внешний контуры сечения детали. Таким образом, процесс селективного электронно-лучевого осаждения в расплавленном состоянии (то есть процесс "добавления материала") и процесс электронно-лучевой резки внутренних и внешних контуров (то есть процесс "удаления материала") выполняются поочередно, чтобы обеспечить окончательное получение трехмерных плотных деталей с более высокой размерной точностью и чистотой поверхности, в особенности для обеспечения чистоты поверхности и точности труднообрабатываемых деталей, таких как внутренние каналы деталей.
Кроме того, устройство для аддитивного производства детали, использующее комбинированный процесс селективного электронно-лучевого плавления и электроннолучевой резки, может иметь также следующие дополнительные технические характеристики.
В соответствии с формой осуществления настоящего изобретения, давление в вакуумной рабочей камере 1 составляет менее 10 Па, и она заполняется инертным газом для предотвращения избыточного непропорционального испарения элемента. Инертный газ включает, но не ограничивается этим, гелий, аргон и азот.
В соответствии с формой осуществления настоящего изобретения, давление в вакуумной рабочей камере составляет от 1 до 10-3 Па.
В соответствии с примером настоящего изобретения ускоряющее напряжение электронного луча, испускаемого устройством для излучения, фокусировки и сканирования электронного луча, изменяется от 10 до 200 кВ.
В соответствии с другим примером настоящего изобретения устройство для излучения, фокусировки и сканирования электронного луча может генерировать непрерывный электронный луч и импульсный электронный луч.
В соответствии с формой осуществления настоящего изобретения скорость сканирования электронного луча, испускаемого устройством для излучения, фокусировки и сканирования электронного луча, в рабочей зоне произвольно изменяется от 0 до 100 м/с.
В соответствии с формой осуществления настоящего изобретения в режиме нагрева электронный луч, испускаемый устройством для излучения, фокусировки и сканирования электронного луча, фокусируется выше или ниже рабочей плоскости, скорость сканирования составляет от 0,01 до 50 м/с, две соседние дорожки сканирования не перекрывают друг друга, и шаг сканирования превышает 10 мкм.
В соответствии с формой осуществления настоящего изобретения в режиме селективного плавления электронный луч, испускаемый устройством для излучения, фокусировки и сканирования электронного луча, фокусируется на рабочей плоскости, скорость сканирования составляет от 0,01 до 10 м/с, две соседние дорожки сканирования не перекрывают друг друга, и шаг сканирования превышает 10 мкм.
В соответствии с формой осуществления настоящего изобретения в режиме селективного плавления устройство для излучения, фокусировки и сканирования электронного луча регулирует глубину плавления путем регулировки интенсивности луча, скорости перемещения фокуса по рабочей плоскости, шага сканирования соседних дорожек сканирования и временного интервала соседних дорожек сканирования. Для зоны, где вещество детали находится ниже текущего формируемого слоя, и текущий формируемый слой должен сливаться с веществом детали, глубина плавления превышает толщину текущего формируемого слоя; для другой зоны, где слой порошка или обрезаемый край контура находится ниже текущего формируемого слоя, глубина плавления равна или меньше толщины текущего формируемого слоя.
В соответствии с формой осуществления настоящего изобретения в режиме электронно-лучевой резки непрерывный электронный луч, испускаемый устройством для излучения, фокусировки и сканирования электронного луча, фокусируется на плоскости сечения детали, скорость сканирования составляет от 1 до 50 м/с, и две соседние дорожки сканирования перекрываются, а шаг сканирования составляет менее 8 мкм.
В соответствии с формой осуществления настоящего изобретения в режиме электронно-лучевой резки импульсный электронный луч, испускаемый устройством для излучения, фокусировки и сканирования электронного луча, фокусируется на плоскости сечения детали, частота импульсов составляет от 1 Гц до 100 кГц, скорость сканирования составляет от 0,1 до 5 м/с, и две соседние дорожки сканирования перекрывают друг друга, а шаг сканирования составляет менее 8 мкм.
В соответствии с формой осуществления настоящего изобретения устройство для излучения, фокусировки и сканирования электронного луча расположено сверху от вакуумной рабочей камеры и непосредственно над рабочей зоной.
Согласно форме осуществления настоящего изобретения порошок содержит керамический порошок и/или металлический порошок.
Кроме того, устройство для излучения, фокусировки и сканирования электронного луча подвижно относительно рабочего стола, чтобы расширить диапазон сканирования.
Кроме того, рабочий стол подвижно расположен в вакуумной рабочей камере, чтобы расширить диапазон сканирования.
В соответствии с формой осуществления настоящего изобретения предусмотрены два устройства для излучения, фокусировки и сканирования электронного луча, причем электронный луч, испускаемый каждым устройством для излучения, фокусировки и сканирования электронного луча, имеет три режима: нагрева, селективного плавления и электронно-лучевой резки, области сканирования двух устройств для излучения, фокусировки и сканирования электронных лучей перекрываются на краевых участках, и по меньшей мере 90% областей сканирования не перекрываются.
В соответствии с формой осуществления настоящего изобретения предусмотрены по меньшей мере четыре устройства для излучения, фокусировки и сканирования электронного луча, расположенные в виде матрицы, причем электронный луч, испускаемый каждым устройством для излучения, фокусировки и сканирования электронного луча, имеет три режима: нагрева, селективного плавления и электроннолучевая резки, области сканирования каждого устройства для излучения, фокусировки и сканирования электронного луча перекрываются на краевых участках, и по меньшей мере 80% областей сканирования не перекрываются.
В соответствии с формой осуществления настоящего изобретения, рабочий стол содержит: рабочую платформу, причем рабочая зона расположена на рабочей платформе; и узел рабочего цилиндра поршневого типа, расположенный под рабочей площадкой и содержащий рабочий цилиндр и подъемное устройство поршневого типа. Верхний край рабочего цилиндра находится на одном уровне с рабочей платформой, а подъемное устройство поршневого типа может перемещаться вверх и вниз в рабочем цилиндре.
Согласно форме осуществления изобретения, узел подачи порошка содержит: устройство подачи порошка, выполненное с возможностью подачи порошка на верхнюю поверхность рабочего стола; и устройство для распределения порошка, предусмотренное на рабочем столе и выполненное с возможностью помещения слоя порошка в рабочий цилиндр и выравнивания порошка.
В соответствии с формой осуществления настоящего изобретения устройство для излучения, фокусировки и сканирования электронного луча содержит: корпус, расположенный снаружи вакуумной рабочей камеры; нить накала, выполненную с возможностью генерирования электронного луча и расположенную в корпусе; катод, расположенный в корпусе и связанный с нитью накала; электрод сетки, расположенный в корпусе под нитью накала; анод, расположенный в корпусе под электродом сетки; фокусирующую катушку, расположенную в корпусе под анодом; и пару отклоняющих X/Y катушек, расположенных в корпусе под фокусирующей катушкой.
В следующей части описания будут рассмотрены дополнительные аспекты и преимущества настоящего изобретения, которые станут очевидными из нижеследующего описания или будут понятны из применения настоящего изобретения на практике.
Краткое описание чертежей
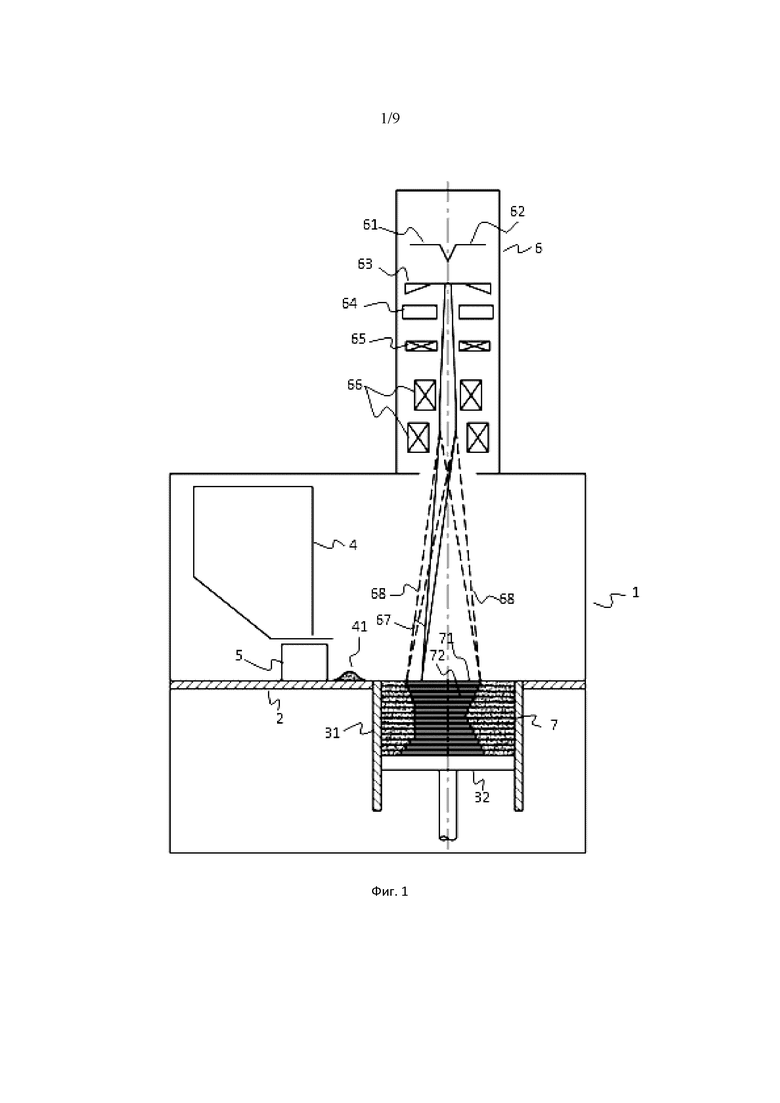
Фиг. 1 представляет схематический вид устройства для аддитивного производства детали, использующего комбинированный процесс селективного электронно-лучевого плавления и резки в соответствии с одной формой осуществления настоящего изобретения.
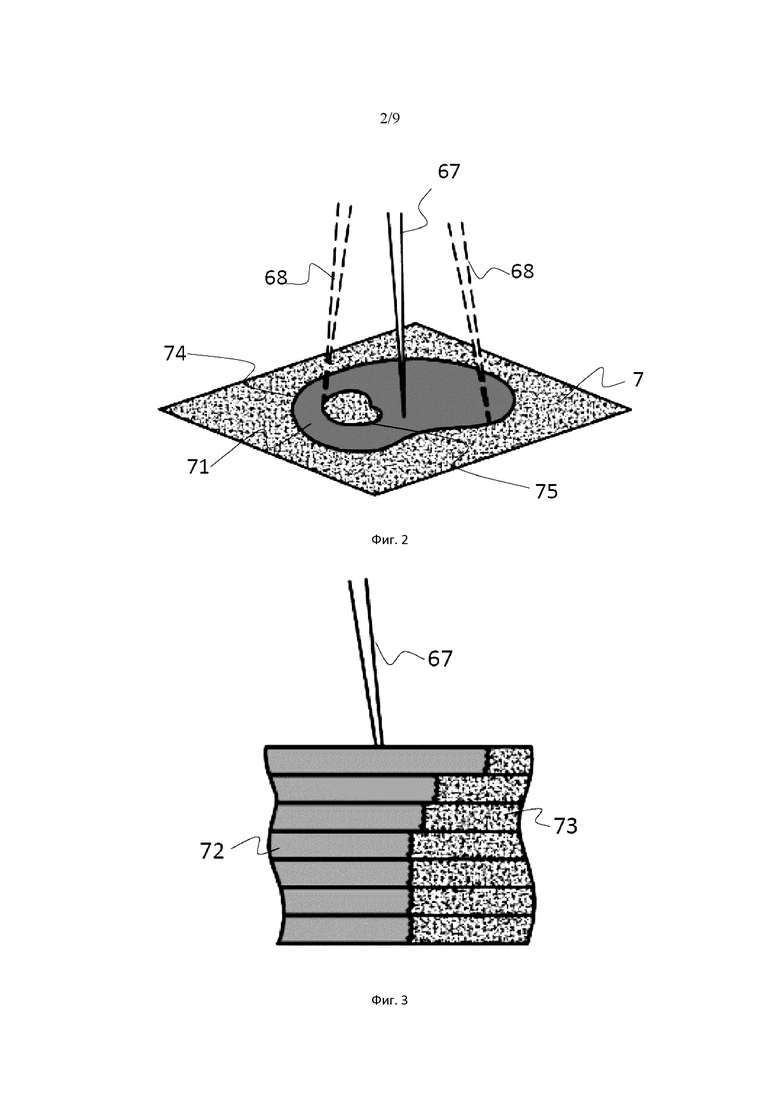
Фиг. 2-7 - схематические виды зоны селективного электронно-лучевого плавления и резки устройства, показанного на фиг. 1.
Фиг. 8 - схематический вид устройства для аддитивного производства детали, использующего комбинированный процесс селективного электронно-лучевого плавления и электронно-лучевой резки, в соответствии с другой формой осуществления настоящего изобретения.
Фиг. 9 представляет собой схематический вид устройства для аддитивного производства детали, использующего комбинированный процесс селективного электронно-лучевого плавления и электронно-лучевой резки, в соответствии с еще одним формой осуществления настоящего изобретения.
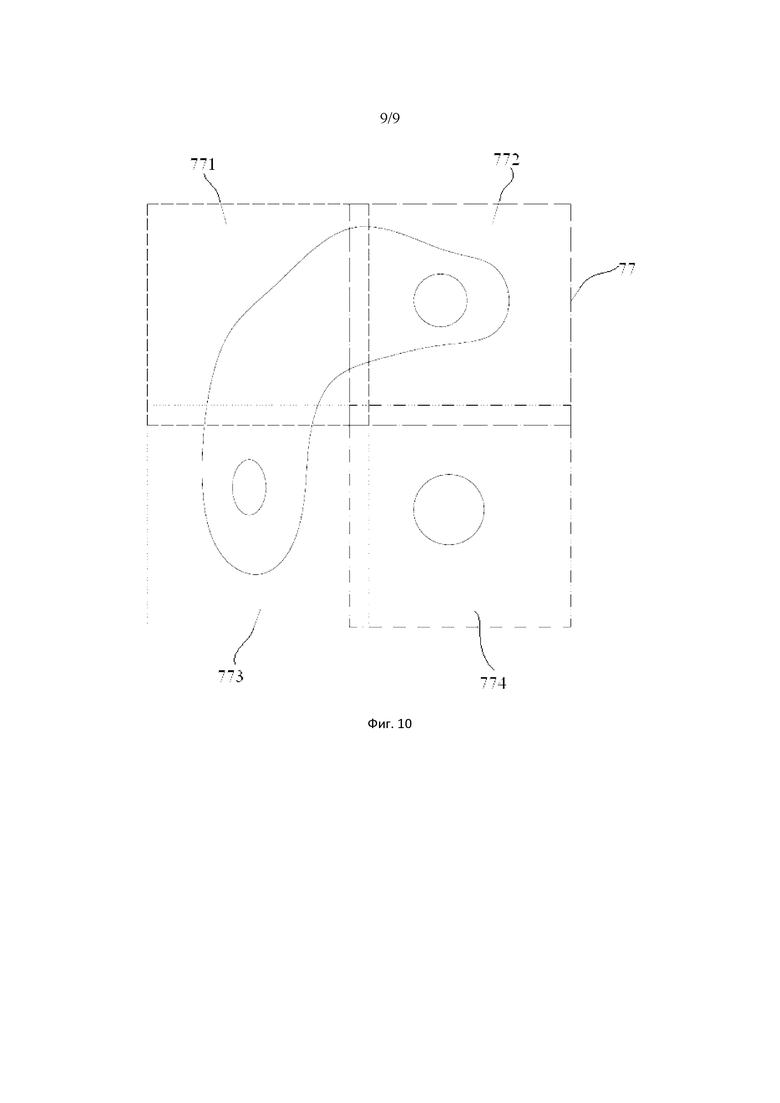
Фиг. 10 - схематический вид диапазона сканирования и целевой зоны устройства, показанного на фиг. 9.
Подробное описание изобретения
Формы осуществления настоящего изобретения подробно описаны ниже. Примеры форм осуществления изобретения проиллюстрированы на приложенных чертежах, и поэтому во всех формах осуществления изобретения одинаковые или аналогичные номера позиций представляют одинаковые или аналогичные элементы, или элементы с одинаковыми или аналогичными функциями. Следующие формы осуществления изобретения, описанные в данном документе со ссылкой на чертежи, являются примерами, и эти формы осуществления изобретения используются для общего пояснения настоящего изобретения. Формы осуществления изобретения не следует понимать как ограничивающие настоящее изобретение.
Устройство для аддитивного производства детали согласно форме осуществления настоящего изобретения будет подробно описано ниже со ссылкой на прилагаемые чертежи.
Как показано на фиг. 1-10, в соответствии с формой осуществления настоящего изобретения, устройство для аддитивного производства детали, использующее комбинированный процесс селективного электронно-лучевого плавления и электроннолучевой резки, может содержать вакуумную рабочую камеру 1, рабочий стол, узел подачи порошка, по меньшей мере одно устройство 6 для излучения, фокусировки и сканирования электронного луча и контроллер (не показан).
В частности, рабочая зона рабочего стола находится по меньшей мере в вакуумной рабочей камере 1.
В соответствии с формой осуществления настоящего изобретения, давление в вакуумной рабочей камере 1 составляет менее 10 Па, и она заполняется инертным газом для предотвращения избыточного непропорционального испарения элемента. Инертный газ включает, но не ограничивается этим, гелий, аргон и азот. Предпочтительно давление в вакуумной рабочей камере составляет от 1 до 10-3 Па.
В соответствии с формой осуществления настоящего изобретения рабочий стол содержит рабочую платформу 2 и узел рабочего цилиндра поршневого типа. Рабочая зона расположена на рабочей платформе 2. Узел рабочего цилиндра поршневого типа расположен под рабочей платформой 2 и содержит рабочий цилиндр 31 и поршневое подъемное устройство 32. Верхний край рабочего цилиндра 31 расположен заподлицо с рабочей платформой 2. Поршневое подъемное устройство 32 может перемещаться вверх и вниз в рабочем цилиндре 31.
Узел подачи порошка предназначен для подачи порошка в рабочую зону (зону формирования изготовляемого изделия). Согласно форме осуществления настоящего изобретения порошок может представлять собой по меньшей мере один из керамического порошка и металлического порошка. Однако следует отметить, что, исходя из потребностей деталей для аддитивного производства, может быть выбран порошок из подходящего материала, и это также входит в объем настоящего изобретения.
В соответствии с формой осуществления настоящего изобретения узел подачи порошка может содержать устройство 4 подачи порошка и устройство 5 распределения порошка. Как показано на фиг. 1, устройство 4 подачи порошка подает порошок на верхнюю поверхность рабочей платформы 2. Устройство 5 для распределения порошка установлено на рабочей платформе 2 и способно засыпать порошок в рабочий цилиндр 31 и выравнивать порошок.
Устройство 6 для излучения, фокусировки и сканирования электронного луча выполнено так, что его диапазон сканирования охватывает по меньшей мере часть рабочей зоны, а конкретный диапазон сканирования может быть установлен в соответствии с требованиями к производству. Как показано на фиг. 1, в некоторых формах осуществления настоящего изобретения нить 61 накала, катод 62, электрод 63 сетки, анод 64, фокусирующая катушка 65 и пара сканирующих отклоняющих катушек 66 могут последовательно располагаться сверху вниз в устройстве 6 для излучения, фокусировки и сканирования электронного луча. Пара сканирующих отклоняющих катушек 66 содержит обмотку, отклоняющую в направлении X, и обмотку, отклоняющую в направлении Y.
Каждое устройство 6 для излучения, фокусировки и сканирования электронного луча может испускать пучок электронов для сканирования одним или несколькими лучами. Каждый электронный луч имеет достаточную мощность, три режима: нагрева, селективного плавления и электронно-лучевой резки, и может нагревать, расплавлять, спекать материал и вырезать контур. Кроме того, процессы сканирования, нагрева, плавления, спекания и резки в данном документе должны пониматься в широком смысле, используемом в области обработки материалов. Например, нагрев может включать в себя непрерывный или прерывистый предварительный нагрев, повышение температуры и т.п.
В частности, как показано на фиг. 2 и 3, при практическом использовании устройства для аддитивного производства детали согласно форме осуществления настоящего изобретения, электронный луч 67, испускаемый устройством 6 для излучения, фокусировки и сканирования, может использоваться для сканирования рабочей зоны под управлением контроллера. Сначала устройство 6 для излучения, фокусировки и сканирования электронного луча может использоваться для излучения электронного луча в режиме нагрева, и электронный луч сканирует и предварительно нагревает слой порошка, чтобы нагревать и слегка спекать порошок. Затем устройство 6 для излучения, фокусировки и сканирования электронного луча используется для излучения электронного луча в режиме селективного плавления, и электронный луч сканирует и расплавляет порошок в заданном сечении, чтобы расплавлять и осаждать порошок для формирования слоя сечения необходимой детали. После этого устройство 6 для излучения, фокусировки и сканирования электронного луча используется для излучения электронного луча в режиме электронно-лучевой резки, и электронный луч сканирует и обрезает внутренние и внешние контуры сечения детали один или несколько раз для удаления или отрезания неровного края и приваренного порошка на контурах так, чтобы получить точные и гладкие внутренние и внешние контуры сечения детали. Кроме того, порошок распределяется по слою сечения детали с обрезанными контурами сечения, и нагрев, осаждение при плавлении и контурная резка выполняются последовательно, и технологический процесс распределения, нагрева, осаждения при плавлении и контурной резки слой за слоем повторяется до тех пор, пока не будет получена необходимая трехмерная плотная деталь.
Таким образом, материал в сечении может быть постепенно нагрет, спечен и сплавлен для образования четкого, непрерывного и полного сечения и его контура. В процессе производства аддитивное изготовление и субтрактивное изготовление могут выполняться одновременно, последующая обработка не требуется или уменьшается, и могут быть получены высокоточные детали с высокими характеристиками.
В устройстве для аддитивного производства детали в соответствии с формой осуществления настоящего изобретения устройство 6 для излучения, фокусировки и сканирования электронного луча может управляться с помощью контроллера для излучения электронного луча с различными параметрами. Электронный луч может нагревать, плавить, спекать материал и гибко вырезать контур в рабочей зоне в процессе производства. Аддитивное изготовление и субтрактивное изготовление могут осуществляться одновременно путем сочетания селективного электронно-лучевого плавления и контурной резки, и высокоточные детали с высокими характеристиками могут быть получены в процессе производства, при этом последующая обработка не требуется или уменьшается.
Ускоряющее напряжение электронного луча, испускаемого устройством 6 для излучения, фокусировки и сканирования электронного луча, может изменяться от 10 до 200 кВ. Скорость сканирования электронным лучом, испускаемым устройством 6 для излучения, фокусировки и сканирования электронного луча, в рабочей зоне может произвольно изменяться от 0 до 100 м/с. В результате, ускоряющее напряжение и скорость сканирования электронным лучом устройства 6 для излучения, фокусировки и сканирования электронного луча с помощью контроллера могут регулироваться для изменения в определенном диапазоне. Электронный луч может иметь различную энергию и время воздействия для реализации функций нагрева, плавления, спекания и резки контуров.
В некоторых формах осуществления настоящего изобретения в режиме нагрева электронный луч, испускаемый устройством 6 для излучения, фокусировки и сканирования электронного луча, может фокусироваться выше или ниже рабочей плоскости. Скорость сканирования составляет от 0,01 до 50 м/с, две соседние дорожки сканирования не перекрывают друг друга, а шаг сканирования превышает 10 мкм. Таким образом, может быть достигнут лучший результат нагрева и эффективность нагрева. Например, скорость сканирования электронным лучом в режиме нагрева может составлять 10, 20, 30 или 40 м/с и т.д., а шаг сканирования между двумя соседними дорожками сканирования может быть 15, 20 или 25 мкм и т.д.
В режиме селективного плавления электронный луч, испускаемый устройством 6 для излучения, фокусировки и сканирования электронного луча, может фокусироваться на рабочей плоскости. Скорость сканирования составляет от 0,01 до 10 м/с, две соседние дорожки сканирования не перекрывают друг друга, а шаг сканирования превышает 10 мкм. Результат плавления и спекания хороший, а эффективность спекания высокая. Например, скорость сканирования электронным лучом в режиме селективного плавления может составлять 1, 3, 5, 7 или 9 м/с и т.д., а шаг сканирования между соседними дорожками сканирования может составлять 15, 20 или 25 мкм и т.д.
Кроме того, в режиме селективного плавления устройство 6 для излучения, фокусировки и сканирования электронного луча может регулировать глубину плавления путем регулировки интенсивности электронного луча, скорости перемещения фокуса по рабочей плоскости, шага сканирования соседних дорожек сканирования и временного интервала соседних дорожек сканирования, чтобы обеспечить хороший результат плавления и спекания.
В настоящем изобретении устройство 6 для излучения, фокусировки и сканирования электронного луча может генерировать непрерывный электронный луч и импульсный электронный луч. Преимущественно, в процессе электронно-лучевой резки, электронный луч может быть импульсным электронным лучом для обеспечения лучшего эффекта резания.
Следует отметить, что если во время электронно-лучевой резки плотность энергии недостаточна или время воздействия слишком велико, материал вокруг фокуса будет расплавлен, а часть, удаленная путем испарения, будет снова заполнена. Это приведет к невозможности резки или снижению ее эффективности. Кроме того, это также вызовет эффект температурного градиента, возникновение трещин, неудовлетворительный результат резки и низкую чистоту поверхности изделия. Чтобы улучшить результат резки, авторы настоящей заявки оптимизировали некоторые параметры электронно-лучевой резки. Это может значительно улучшить результат резки.
Например, в некоторых формах осуществления настоящего изобретения в режиме электронно-лучевой резки устройство 6 для излучения, фокусировки и сканирования электронного луча излучает непрерывные электронные лучи. Непрерывные электронные лучи фокусируются на плоскости сечения детали со скоростью сканирования от 1 до 50 м/с, и две соседние дорожки сканирования полностью перекрываются или шаг сканирования составляет менее 8 мкм. Таким образом, можно эффективно обеспечить увеличение глубины резки. Например, в режиме электронно-лучевой резки скорость сканирования электронным лучом может составлять 10, 20, 30 или 40 м/с и т.д., а шаг сканирования между двумя соседними дорожками сканирования может быть 0, 2, 4 или 6 мкм и т.д.
В другом примере в некоторых других формах осуществления настоящего изобретения в режиме электронно-лучевой резки импульсный электронный луч, испускаемый устройством 6 для излучения, фокусировки и сканирования электронного луча, фокусируется на плоскости сечения детали. Частота импульсов составляет от 1 Гц до 100 кГц, а скорость сканирования составляет от 0,1 до 5 м/с. Две соседние дорожки сканирования должны полностью перекрываться или шаг сканирования должен составлять менее 8 мкм. Результат резания хороший. Например, в режиме электроннолучевой резки скорость сканирования электронным лучом может составлять 1, 2, 3 или 4 м/с и т.д., а шаг сканирования между двумя соседними дорожками сканирования может составлять 0, 2, 4 или 6 мкм и т.д.
Следует отметить, что в настоящем описании шаг сканирования можно понимать как расстояние между двумя соседними осевыми линиями дорожек сканирования или двумя соседними осевыми линиями траектории сканирования, формируемыми электронным лучом, сканирующим слой порошка или сечение детали, а также можно понимать как расстояние между двумя соседними дорожками сканирования, определяемое данными сканирования, вводимыми в контроллер устройства для излучения, фокусировки и сканирования электронного луча.
Как показано на фиг. 1, в соответствии с формой осуществления настоящего изобретения устройство 6 для излучения, фокусировки и сканирования электронного луча расположено сверху от вакуумной рабочей камеры 1 и непосредственно над рабочей зоной. В результате облегчается не только установка, но и обеспечивается лучший результат формирования изделия.
Предпочтительно, устройство 6 для излучения, фокусировки и сканирования электронного луча является подвижным относительно рабочего стола. То есть позиция устройства 6 для излучения, фокусировки и сканирования электронного луча может перемещаться относительно рабочего стола, чтобы расширить диапазон сканирования. Кроме того, рабочий стол может перемещаться в вакуумной рабочей камере 1 для дальнейшего расширения диапазона сканирования устройства 6 для излучения, фокусировки и сканирования электронного луча.
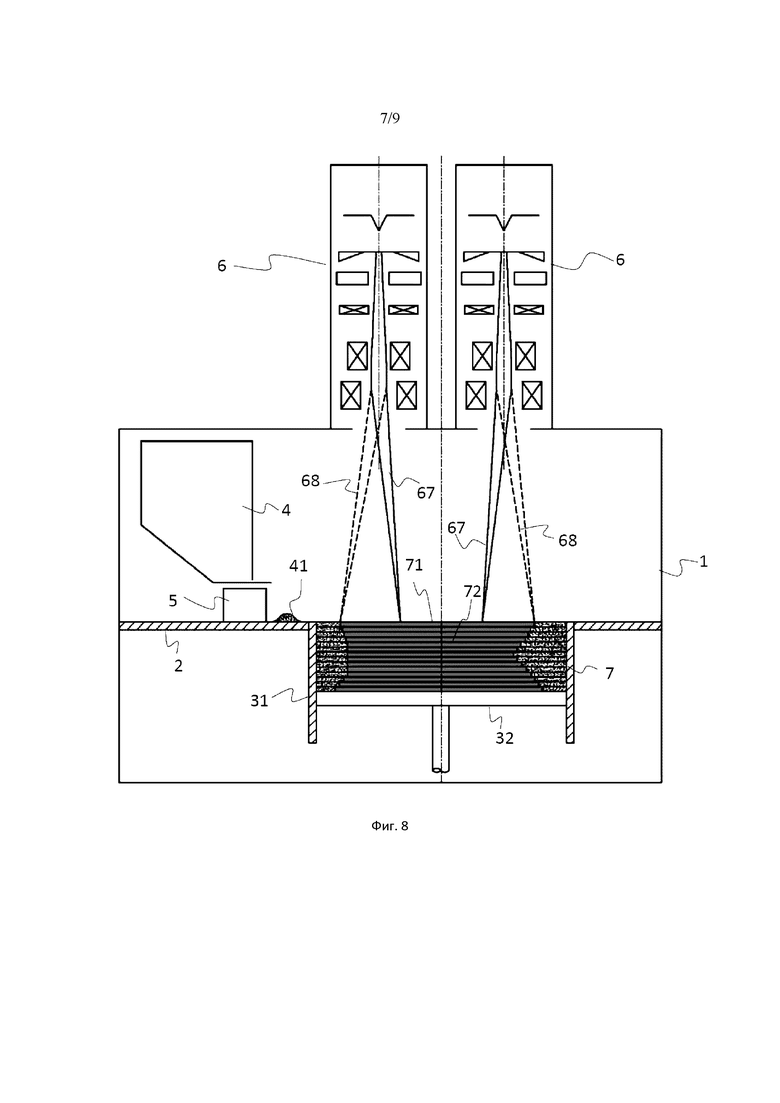
Как показано на фиг. 8, в соответствии с формой осуществления настоящего изобретения предусмотрены два устройства 6 для излучения, фокусировки и сканирования электронного луча, причем электронный луч, испускаемый каждым устройством 6, имеет три режима: нагрева, избирательного плавления и электроннолучевой резки, области сканирования двух устройств 6 перекрываются только на краевых участках, и по меньшей мере 90% областей сканирования не перекрываются. В результате диапазон сканирования может быть дополнительно расширен, и устройство для аддитивного производства детали имеет лучший результат формирования изделия и более высокую эффективность формирования изделия.
Опционально, два устройства 6 для излучения, фокусировки и сканирования электронного луча могут быть расположены рядом сверху от вакуумной рабочей камеры 1. В результате облегчается не только установка, но также расширяется диапазон сканирования, следовательно, качество формирования изделия и эффективность формирования могут быть улучшены.
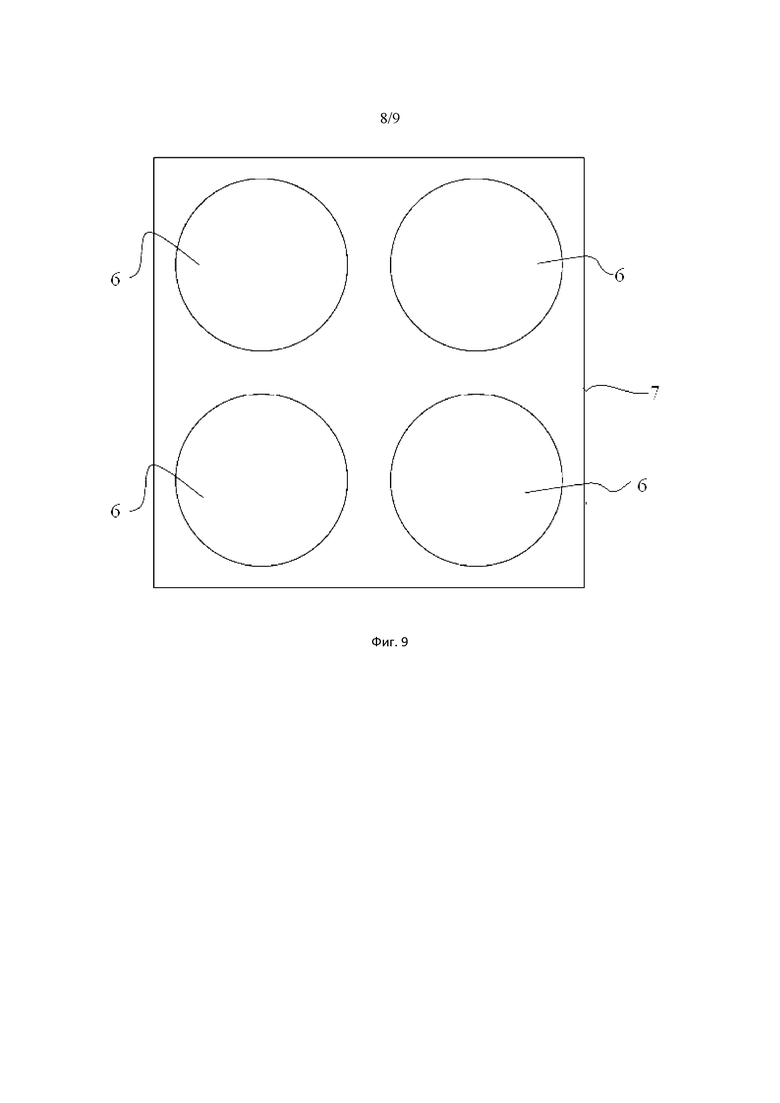
Как показано на фиг. 9, согласно форме осуществления настоящего изобретения предусмотрено четыре устройства 6 для излучения, фокусировки и сканирования электронного луча, которые могут быть расположены в виде матрицы. Каждое устройство для излучения, фокусировки и сканирования электронного луча в матрице имеет три режима: нагрева, селективного плавления и электронно-лучевой резки, области сканирования каждого устройства 6 для излучения, фокусировки и сканирования электронного луча перекрываются только на краевых участках, и по меньшей мере 80% областей сканирования не перекрываются. В результате диапазон сканирования может быть дополнительно расширен, и устройство для аддитивного производства детали имеет лучший результат формирования изделия и более высокую эффективность формирования.
Опционально, устройства 4 для излучения, фокусировки и сканирования электронным лучом расположены сверху от вакуумной рабочей камеры 1 в виде матрицы. В результате не только облегчается установка, но также расширяется диапазон сканирования, следовательно, можно улучшить качество формирования и его эффективность.
Следует отметить, что в настоящем изобретении не существует специального ограничения на число устройств 6 для излучения, фокусировки и сканирования электронного луча, и их число может составлять три, пять или более пяти, что можно гибко устанавливать в зависимости от конкретной ситуации.
В соответствии с формой осуществления настоящего изобретения, устройство 6 для излучения, фокусировки и сканирования электронного луча может содержать: корпус 60, нить 61 накала, катод 62, электрод 63 сетки, анод 64, фокусирующую катушку 65 и пару отклоняющих катушек 66. Корпус 60 расположен снаружи от вакуумной рабочей камеры 1. Нить 61 накала расположена в корпусе 60 для генерации электронного луча. Катод 62 расположен в корпусе 60 и связан с нитью 61 накала. Электрод 63 сетки расположен в корпусе 60 и ниже нити 61 накала. Анод 64 расположен в корпусе 60 и ниже электрода 63 сетки. Фокусирующая катушка 65 расположена в корпусе 60 и ниже анода 64. Пара отклоняющих катушек X/Y 66 расположена в корпусе 60 и ниже фокусирующей катушки 65.
Таким образом, в вышеописанном устройстве для аддитивного производства детали, использующем комбинированный процесс селективного электронно-лучевого плавления и электронно-лучевой резки, селективное электронно-лучевое плавление и контурная резка объединяются для реализации одновременного проведения процесса аддитивного производства и субтрактивного производства, таким образом получая аддитивную технологию производства селективным плавлением с высокими характеристиками, высокой эффективностью, высокой точностью и широким возможностям адаптации к материалу.
Сканирующий электронный луч, испускаемый устройством для излучения, фокусировки и сканирования электронного луча, может быть использован для сканирования рабочей зоны, предварительного нагрева порошка и управления процессом охлаждения, чтобы поддерживать температурное поле рабочей зоны в соответствующем диапазоне, контролировать градиент температуры, чтобы уменьшить тепловое напряжение, сканировать сечение детали, а также вырезать внутренний и внешний контуры сечения, чтобы материал в сечении постепенно нагревался, спекался и сплавлялся, образуя чистое, непрерывное и полное сечение и его контур, и формировал деталь с более высокими характеристиками и более высокой точностью.
Для обеспечения большей площади формирования, множество устройств 6 для излучения, фокусировки и сканирования электронного луча может быть расположено сверху от вакуумной камеры. Области сканирования множества устройств 6 для излучения, фокусировки и сканирования электронного луча объединяются в большую объединенную область сканирования. Между областями сканирования каждого устройства 6 не должно быть промежутков, и области сканирования каждого устройства 6 должны частично перекрывать друг друга или являться смежными, чтобы избежать появления не сканируемых областей в зоне формировании, что влияет на процесс производства.
Для получения большей рабочей зоны по меньшей мере одно устройство 6 для излучения, фокусировки и сканирования электронного луча может перемещаться относительно рабочей платформы 2 сверху от вакуумной рабочей камеры 1, чтобы расширить диапазон сканирования. Опционально, для большей рабочей зоны рабочий цилиндр 31 и рабочая платформа 2 могут перемещаться в вакуумной рабочей камере, чтобы расширить диапазон сканирования устройства для излучения, фокусировки и сканирования электронного луча.
Конкретные формы осуществления изобретения, показанные на фиг. 1-10, будут кратко описаны ниже.
Форма осуществления изобретения 1
Как показано на фиг. 1, устройство для аддитивного производства детали, использующее комбинированный процесс селективного электронно-лучевого плавления и электронно-лучевой резки в соответствии с формой осуществления настоящего изобретения, содержит вакуумную рабочую камеру 1, рабочую платформу 2, рабочий цилиндр 31, поршневое подъемное устройство 32, устройство 4 подачи порошка, устройство 5 распределения порошка, устройство 6 для излучения, фокусировки и сканирования электронного луча и компьютер управления, используемый в качестве контроллера.
Устройство 6 для излучения, фокусировки и сканирования электронного луча содержит нить 61 накала, катод 62, электрод 63 сетки, анод 64, фокусирующую катушку 65 и пару отклоняющих катушек 66 для создания электронного луча. Создаваемый электронный луч 67 используется для сканирования рабочей зоны, нагрева, спекания и плавления порошка, а также для вырезания внутренних и внешних контуров сформированного материала.
Вакуумная рабочая камера 1 обеспечивает вакуумную среду с давлением менее 10 Па, предпочтительно от 1 до 10-3 Па с заполнением инертным газом, для процесса селективного плавления, а рабочая платформа 2 расположена горизонтально посередине.
Устройство 4 подачи порошка расположено над рабочей платформой 2 и служит для хранения порошка и дозированной подачи порошка 41.
Устройство 5 для распределения порошка может совершать возвратно-поступательное движение по рабочей платформе 2, распределяя и выравнивая порошок в рабочей зоне.
Рабочий цилиндр 31 расположен под рабочей платформой 2 и содержит поршневое подъемное устройство 32. Приемная камера с регулируемой высотой, определяемая поршневым подъемным устройством 32 и рабочим цилиндром 31, содержит слой 7 порошка и формируемое изделие 72.
Как показано на фиг. 1 и 2, технологический процесс в устройстве для аддитивного производства детали, использующем комбинированный процесс селективного электронно-лучевого плавления и резки в соответствии с формой осуществления настоящего изобретения, заключается в следующем: когда сформирован предыдущий слой осаждения и начинает формироваться новый слой осаждения, поршневое подъемное устройство 32 перемещается вниз относительно рабочей платформы 2 на высоту, равную толщине одного слоя порошка, так что между верхней поверхностью слоя 7 порошка и поверхностью рабочей платформы 2 образуется разница высот, равная толщине одного слоя порошка. Под управлением компьютера устройство 4 подачи порошка выдает определенное количество порошка 41 формовочного материала. Определенное количество порошка 41 сбрасывается на поверхность рабочей платформы 2. Затем устройство 5 распределения порошка доставляет порошок 41 в рабочий цилиндр 31 и выравнивает порошок на слое 7 порошка, чтобы сформировать новый слой порошка.
Устройство 6 для излучения, фокусировки и сканирования электронного луча испускает электронный луч в режиме нагрева, выполняет комбинированное сканирование нового слоя порошка и нагревает и слегка спекает порошок в рабочей зоне. Устройство 6 для излучения, фокусировки и сканирования электронного луча испускает электронный луч 67 в режиме селективного плавления. Электронный луч сканирует и расплавляет порошок 71 в формируемом сечении детали. Устройство 6 для излучения, фокусировки и сканирования электронного луча испускает электронный луч 68 в режиме электроннолучевой резки. Электронный луч 68 вырезает внутренний контур 75 и внешний контур 74 сформированного материала и выполняет сканирование для резки один или несколько раз, чтобы отрезать шероховатую часть контуров и неформованный порошок. Новый осажденный слой 71 наносится на верхнюю поверхность формируемого изделия 72.
Повторно новый слой осаждения накапливается на формируемом изделии 72 слой за слоем до тех пор, пока не будет получена окончательная форма формируемого изделия 72 и не будет завершен процесс его аддитивного изготовления.
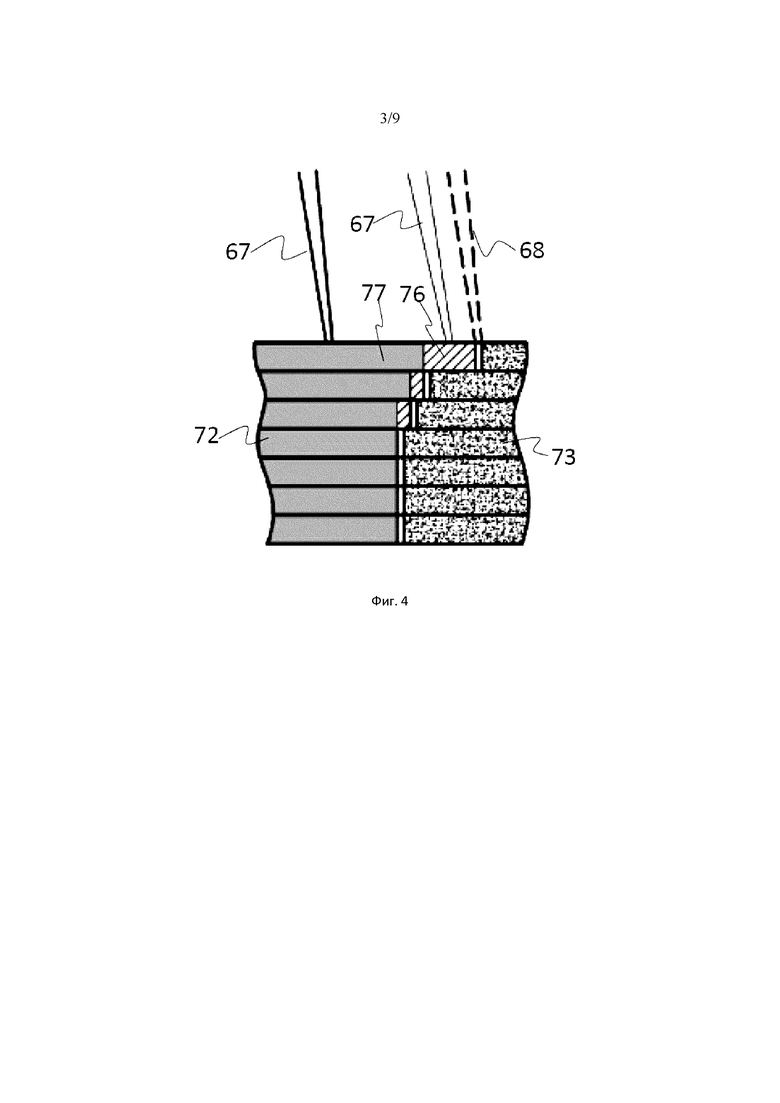
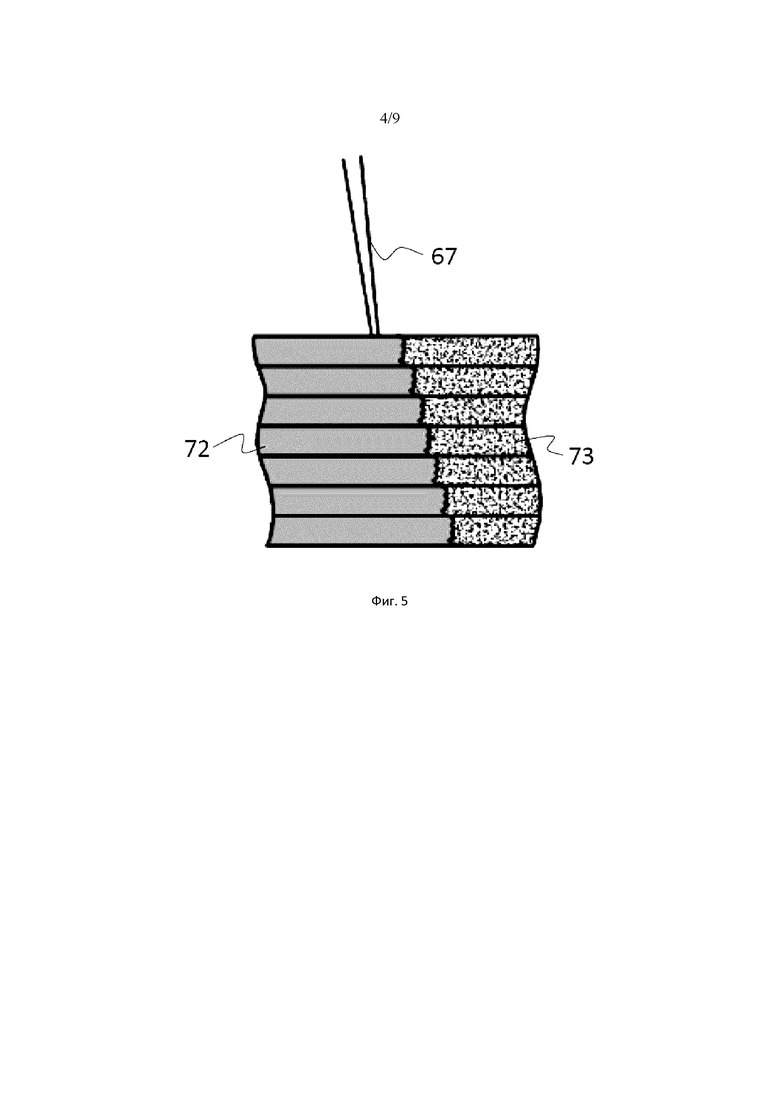
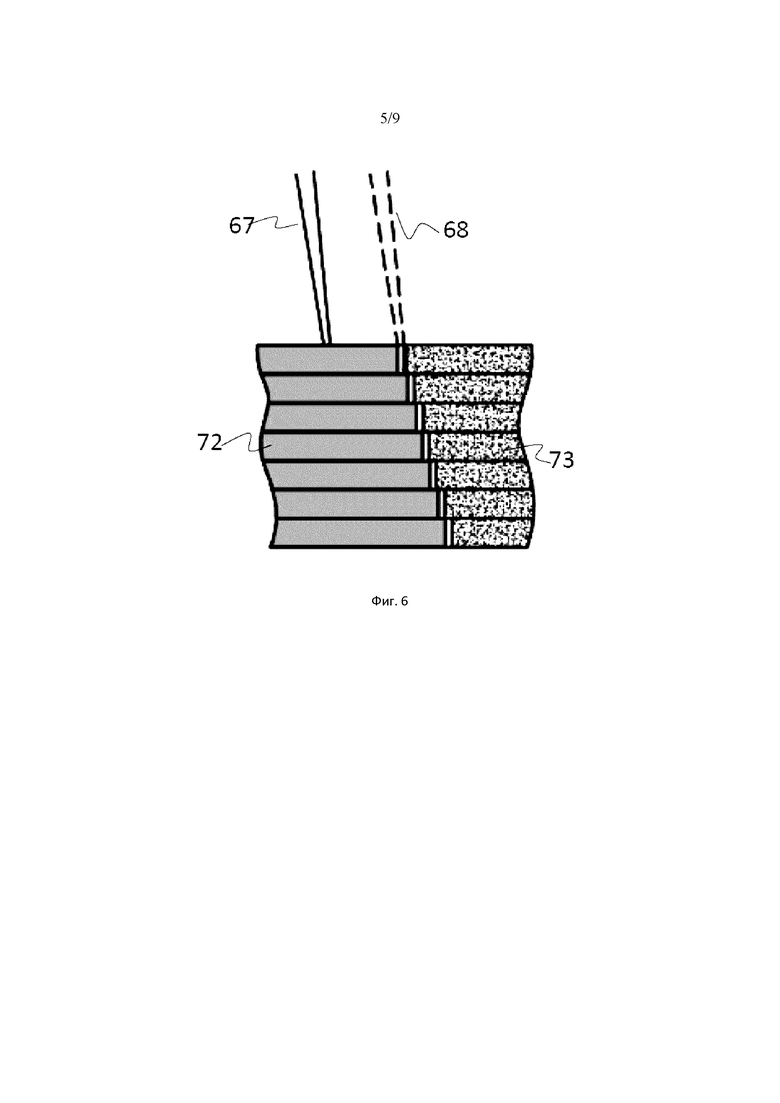
Фиг. 3-6 иллюстрируют способ комбинированного сканирования с использованием селективного плавления и резки в соответствии с формой осуществления настоящего изобретения. В режиме осаждения из расплава устройство 6 для излучения, фокусировки и сканирования электронного луча может регулировать глубину плавления, регулируя параметры сканирования, такие как интенсивность луча, скорость перемещения фокуса по рабочей плоскости, шаг сканирования соседних дорожек сканирования и временной интервал соседних дорожек сканирования.
На фиг. 3 и 4 показан схематический вид, на котором текущий формируемый слой больше или равен предыдущему сформированному слою (на фигуре предыдущий сформированный слой находится ниже текущего формируемого слоя), а именно, внешние края текущего формируемого слоя выходят наружу за пределы предыдущего сформированного слоя. На фиг. 5 и 6 показан схематический вид, где текущий формируемый слой меньше, чем предыдущий сформированный слой (на фигуре предыдущий сформированный слой находится ниже текущего формируемого слоя), а именно, наружные края предыдущего сформированного слоя выходят наружу за пределы текущего формируемого слоя. На фиг. 3 и 5 показаны условия формирования, когда функция электронно-лучевой резки не добавляется. В это время формовочный порошок сканируется электронным лучом 67 только в режиме селективного плавления. Поверхность изделия 72, формируемого путем плавления, не обработана. Качество поверхности шероховатое, а края неровные. Фиг. 4 и 6 представляют собой схематические виды области сканирования, где используются комбинированный процесс селективного электронно-лучевого плавления и электронно-лучевой резки.
Как показано на фиг. 4, в проиллюстрированных верхних трех слоях для части 76 текущего формируемого слоя, большего, чем предыдущий сформированный слой (белая часть со штриховкой на фигуре), когда участок слоя порошка или отрезаемый край контура расположен ниже текущего формируемого слоя, глубина плавления должна быть равна или меньше толщины текущего формируемого слоя, чтобы предотвратить прилипание порошка ниже текущего формируемого слоя к поверхности разреза предыдущего сформированного слоя и влияния на качество поверхности разреза. Для области 77 (серая сплошная часть на чертеже), где вещество детали расположено ниже текущего формируемого слоя, к которому необходимо приплавить текущий формируемый слой, глубина плавления должна превышать толщину текущего формируемого слоя, так что текущий формируемый слой и предыдущий сформированный слой могут быть полностью слиты. Таким образом, может быть гарантирован не только эффект соединения верхнего и нижнего формирующихся слоев, но и лучшее качество поверхности.
Для нижних трех слоев, показанных на фиг. 4, когда текущий формируемый слой равен предыдущему сформированному слою, то есть, когда края текущего формируемого слоя расположены вровень с краями предыдущего сформированного слоя, глубина плавления текущего формируемого слоя не влияет на качество поверхности предыдущего сформированного и вырезанного слоя, поэтому глубина плавления текущего формируемого слоя должна превышать его толщину, так что текущий формируемый слой и предыдущий сформированный слой могут быть полностью сплавлены, а плоскость резки получается гладкой. Для условия, показанного на фиг. 6, где текущий формируемый слой меньше, чем предыдущий сформированный слой, глубина плавления текущего формируемого слоя не влияет на качество поверхности предыдущего сформированного и разрезанного слоя, поэтому глубина плавления текущего формируемого слоя также должна превышать его толщину, так что текущий формируемый слой и предыдущий сформированный слой могут быть полностью сплавлены для обеспечения эффекта резки и качества формирования.
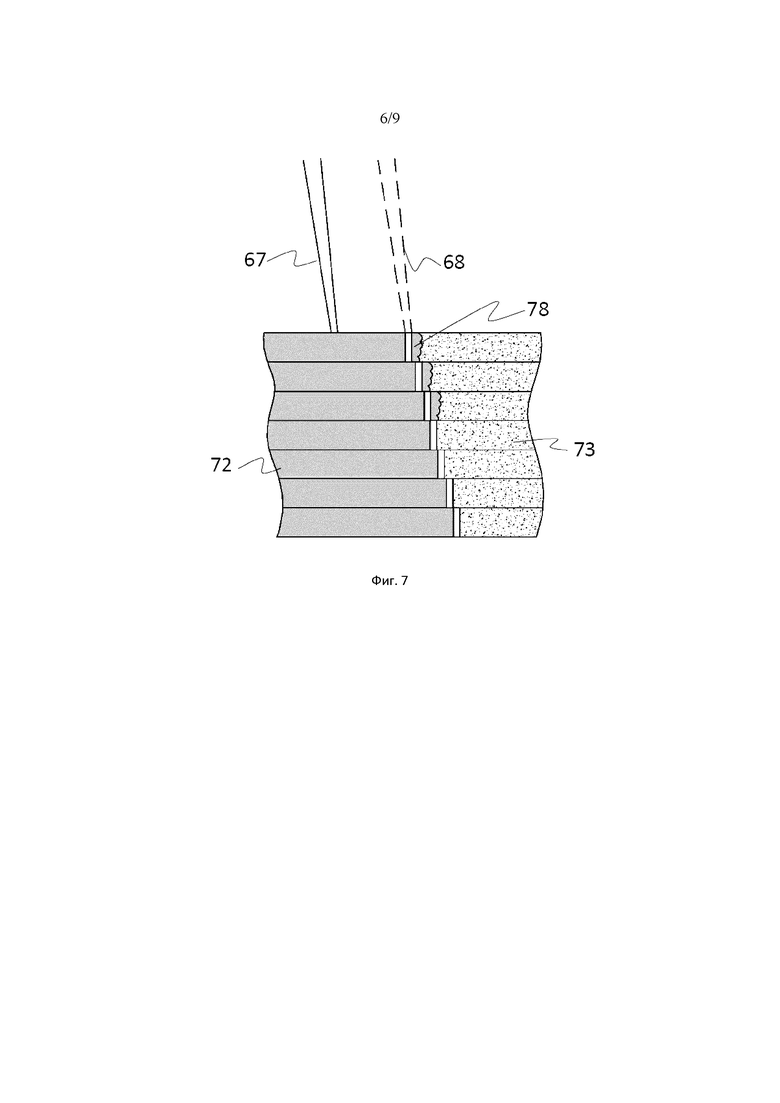
Как показано на фиг. 7, в способе комбинированного сканирования с использованием селективного электронно-лучевого плавления и электронно-лучевой резки в соответствии с формой осуществления настоящего изобретения электронный луч 68 в режиме электронно-лучевой резки выполняет резку контура один или несколько раз, чтобы непосредственно отрезать шероховатую часть 78 и не сканированный порошок 73 так, чтобы полностью отделить их от формируемого изделия 72, и, следовательно, получить сформированную деталь с более высокой точностью формирования и более высокой чистотой обработки поверхности.
Форма осуществления изобретения 2
На фиг. 8 и 9 в соответствии с некоторыми другими формами осуществления настоящего изобретения показано устройство для аддитивного производства детали, которое использует комбинированный процесс селективного электронно-лучевого плавления и резки и содержит множество устройств 6 для излучения, фокусировки и сканирования электронного луча. Устройство 6 для излучения, фокусировки и сканирования электронного луча используется для селективного плавления и резки. Другие компоненты устройства для аддитивного производства детали аналогичны первой форме осуществления изобретения, и процесс аналогичен первой форме осуществления изобретения, и его описание здесь не будет повторяться.
Здесь на фиг. 8 показана комбинация двух устройств 6 для излучения, фокусировки и сканирования электронного луча. Электронный луч, испускаемый каждым из двух устройств 6, имеет три различных рабочих режима: нагрева, осаждения расплавлением и электронно-лучевой резки. Кроме того, области сканирования двух устройств 6 перекрываются только в краевой части, и по меньшей мере 90% областей сканирования не перекрываются. Устройства 6 для излучения, фокусировки и сканирования электронного луча расположены рядом сверху от вакуумной рабочей камеры 1.
На фиг. 9 показана комбинация четырех устройств 6 для излучения, фокусировки и сканирования электронного луча. Электронный луч, испускаемый каждым из устройств 6, имеет три различных рабочих режима: нагрева, осаждения расплавлением и электроннолучевой резки. Кроме того, области сканирования каждого устройства 6 перекрываются только в краевой части, и более 80% областей сканирования не перекрываются. Например, четыре устройства 6 для излучения, фокусировки и сканирования электронного луча расположены в виде матрицы 2×2, области 771, 772, 773 и 774 сканирования каждого устройства 6 имеют одинаковый размер и объединяются в большую объединенную область 77 сканирования (как показано на фиг. 10). Нет зазора между областями сканирования каждого устройства 6 для излучения, фокусировки и сканирования электронного луча (например, области сканирования частично перекрываются или являются смежными), чтобы предотвратить появление не сканируемой области в рабочей зоне. Кроме того, четыре устройства 6 для излучения, фокусировки и сканирования электронного луча могут быть сгруппированы в блок сканирования электронного луча, и механический механизм поступательного движения может быть использован для получения большей зоны сканирования и формирования, чтобы аддитивно изготавливать трехмерную деталь больших габаритов.
Следует понимать, что в описании настоящего изобретения ориентация или отношение положения обозначены терминами "верх", "низ", "спереди", "сзади", "сверху", "снизу", "внутри" и "вне", которые основаны на отношении ориентации или положения, показанном на чертежах. Эти термины предназначены для удобства и упрощения описания и не указывают или не подразумевают, что упомянутое устройство или элемент должны иметь определенную ориентацию, быть сконструированы и эксплуатироваться в определенной ориентации, поэтому эти термины не должны толковаться как ограничивающие настоящее изобретение. В описании изобретения "множество" означает по меньшей мере два, например два, три и т.д., если не указано иное.
В настоящем раскрытии, если не указано иное, термины "установленный", "соседний", "соединенный", "фиксированный" и тому подобные используются в широком смысле. Например, фиксированные соединения, разъемные соединения или интегральные соединения также могут быть механическими или электрическими соединениями, или соединениями связи; также могут быть прямыми или косвенными соединениями через промежуточные структуры; также могут быть внутренними коммуникациями или взаимодействиями двух элементов, что должно быть понятно специалистам в данной области техники в соответствии с конкретными ситуациями.
В настоящем изобретении, если не указано или не ограничено иначе, структура, в которой первый элемент находится "на" или "под" вторым элементом, может включать в себя форму осуществления изобретения, в которой первый элемент находится в прямом контакте со вторым элементом, и может также включает в себя форму осуществления изобретения, в которой первый элемент и второй элемент не находятся в непосредственном контакте друг с другом, но контактируют через дополнительный элемент между ними.
В настоящем описании, если не указано и не определено иное, первый элемент может напрямую контактировать с первым и вторым элементами или косвенно контактировать с первым и вторым элементами через промежуточную среду "вверх" или "вниз" от второго элемента.
В настоящем описании термины "форма осуществления изобретения" или "пример" означают, что конкретный признак, структура, материал или характеристика, описанные в связи с формой осуществления изобретения или примером, включены по меньшей мере в одну форму осуществления или пример настоящего изобретения. В настоящем описании вышеупомянутые термины не должны относиться к одной и той же форме или примеру осуществления. Кроме того, конкретные признаки, структуры, материал или характеристики могут быть объединены любым подходящим способом в одной или нескольких формах осуществления или примерах. Кроме того, специалисты в данной области техники могут комбинировать и объединять различные формы осуществления изобретения или примеры, описанные в этом описании, и характеристики различных форм осуществления или примеров, если они не противоречат друг другу.
Хотя были показаны и описаны формы осуществления настоящего изобретения, понятно, что вышеописанные формы осуществления изобретения являются иллюстративными и не должны рассматриваться как ограничивающие объем изобретения. Формы осуществления изобретения могут подвергаться изменениям, модификациям и заменам.
Изобретение относится к аддитивному производству детали с использованием комбинированного процесса селективного электронно-лучевого плавления и электронно-лучевой резки. Устройство содержит вакуумную рабочую камеру, рабочий стол, узел подачи порошка, по меньшей мере одно устройство для излучения, фокусировки и сканирования электронного луча, контроллер для управления каждым из упомянутых устройств для излучения, фокусировки и сканирования электронного луча при формировании каждого слоя сечения детали с обеспечением работы устройства последовательно в трех режимах, причем сначала в режиме нагрева, после чего в режиме селективного плавления, а затем в режиме электронно-лучевой контурной резки. В режиме нагрева устройство для излучения, фокусировки и сканирования электронного луча выполнено с возможностью испускания электронного луча, который сканирует и нагревает слой порошка с обеспечением предварительного спекания порошка. В режиме селективного плавления устройство для излучения, фокусировки и сканирования электронного луча выполнено с возможностью испускания электронного луча, который сканирует и расплавляет слой порошка с обеспечением формирования слоя сечения детали. В режиме электронно-лучевой контурной резки устройство для излучения, фокусировки и сканирования электронного луча выполнено с возможностью испускания электронного луча, который сканирует и вырезает внутренние и внешние контуры сечения детали по меньшей мере один раз с обеспечением удаления или отрезания шероховатого края и приваренного порошка на контурах слоя сечения детали. Обеспечивается повышение эффективности аддитивного производства деталей. 18 з.п. ф-лы, 10 ил.
1. Устройство для аддитивного производства детали с использованием комбинированного процесса селективного электронно-лучевого плавления и электронно-лучевой резки, содержащее:
вакуумную рабочую камеру;
рабочий стол, причем рабочая зона рабочего стола расположена в вакуумной рабочей камере;
узел подачи порошка, выполненный с возможностью распределения порошка по рабочей зоне;
по меньшей мере одно устройство для излучения, фокусировки и сканирования электронного луча, при этом диапазон сканирования устройства для излучения, фокусировки и сканирования электронного луча покрывает по меньшей мере часть рабочей зоны;
контроллер для управления каждым из упомянутых устройств для излучения, фокусировки и сканирования электронного луча при формировании каждого слоя сечения детали с обеспечением работы устройства последовательно в трех режимах, причем сначала в режиме нагрева, после чего в режиме селективного плавления, а затем в режиме электронно-лучевой контурной резки;
при этом узел подачи порошка выполнен с возможностью распределения порошка в рабочей зоне и образования слоя порошка заданной толщины в сечении детали;
причем в режиме нагрева устройство для излучения, фокусировки и сканирования электронного луча выполнено с возможностью испускания электронного луча, который сканирует и нагревает слой порошка с обеспечением предварительного спекания порошка;
при этом в режиме селективного плавления устройство для излучения, фокусировки и сканирования электронного луча выполнено с возможностью испускания электронного луча, который сканирует и расплавляет слой порошка с обеспечением формирования слоя сечения детали;
причем в режиме электронно-лучевой контурной резки устройство для излучения, фокусировки и сканирования электронного луча выполнено с возможностью испускания электронного луча, который сканирует и вырезает внутренние и внешние контуры сечения детали по меньшей мере один раз с обеспечением удаления или отрезания шероховатого края и приваренного порошка на контурах слоя сечения детали.
2. Устройство по п. 1, в котором ускоряющее напряжение электронного луча, испускаемого устройством для излучения, фокусировки и сканирования электронного луча, изменяется от 10 до 200 кВ.
3. Устройство по п. 1 или 2, в котором устройство для излучения, фокусировки и сканирования электронного луча способно генерировать непрерывный электронный луч и импульсный электронный луч.
4. Устройство по п. 1 или 2, в котором скорость сканирования электронного луча, испускаемого устройством для излучения, фокусировки и сканирования электронного луча, в рабочей зоне по выбору изменяется от 0 до 100 м/с.
5. Устройство по п. 1 или 2, в котором в режиме нагрева электронный луч, испускаемый устройством для излучения, фокусировки и сканирования электронного луча, фокусируется выше или ниже рабочей плоскости, скорость сканирования составляет от 0,01 до 50 м/с, две соседние дорожки сканирования не перекрывают друг друга и шаг сканирования превышает 10 мкм.
6. Устройство по п. 1 или 2, в котором в режиме селективного плавления электронный луч, испускаемый устройством для излучения, фокусировки и сканирования электронного луча, фокусируется на рабочей плоскости, скорость сканирования составляет от 0,01 до 10 м/с, две соседние дорожки сканирования не перекрывают друг друга и шаг сканирования превышает 10 мкм.
7. Устройство по п. 1 или 2, в котором в режиме селективного плавления устройство для излучения, фокусировки и сканирования электронного луча регулирует глубину плавления путем регулировки интенсивности электронного луча, скорости перемещения фокуса по рабочей плоскости, шага сканирования соседних дорожек сканирования и временного интервала соседних дорожек сканирования; и
для зоны, где вещество детали находится ниже текущего формируемого слоя, и текущий формируемый слой должен сливаться с веществом детали, глубина плавления превышает толщину текущего формируемого слоя; а для другой зоны, где слой порошка или обрезаемый край контура находится ниже текущего формируемого слоя, глубина плавления равна или меньше толщины текущего формируемого слоя.
8. Устройство по п. 1 или 2, в котором в режиме электронно-лучевой резки непрерывный электронный луч, испускаемый устройством для излучения, фокусировки и сканирования электронного луча, фокусируется на плоскости сечения детали, скорость сканирования составляет от 1 до 50 м/с, и две соседние дорожки сканирования полностью перекрываются или шаг сканирования составляет менее 8 мкм.
9. Устройство по п. 1 или 2, в котором в режиме электронно-лучевой резки импульсный электронный луч, испускаемый устройством для излучения, фокусировки и сканирования электронного луча, фокусируется на плоскости сечения детали, частота импульсов составляет от 1 Гц до 100 кГц, скорость сканирования составляет от 0,1 до 5 м/с, и две соседние дорожки сканирования перекрывают друг друга или шаг сканирования составляет менее 8 мкм.
10. Устройство по п. 1 или 2, в котором устройство для излучения, фокусировки и сканирования электронного луча расположено сверху от вакуумной рабочей камеры и непосредственно над рабочей зоной.
11. Устройство по п. 1 или 2, в котором порошок содержит керамический порошок и/или металлический порошок.
12. Устройство по п. 1 или 2, в котором имеются два устройства для излучения, фокусировки и сканирования электронного луча, причем электронный луч, испускаемый каждым устройством для излучения, фокусировки и сканирования электронного луча, имеет три режима: нагрева, селективного плавления и электронно-лучевой резки; при этом области сканирования двух устройств для излучения, фокусировки и сканирования электронных лучей перекрываются на краевых участках, а по меньшей мере 90% областей сканирования не перекрываются.
13. Устройство по п. 1 или 2, в котором имеются по меньшей мере четыре устройства для излучения, фокусировки и сканирования электронного луча, расположенные в виде матрицы, причем электронный луч, испускаемый каждым устройством для излучения, фокусировки и сканирования электронного луча, имеет три режима: нагрева, селективного плавления и электронно-лучевой резки; при этом области сканирования каждого устройства для излучения, фокусировки и сканирования электронного луч перекрываются на краевых участках, а по меньшей мере 80% областей сканирования не перекрываются.
14. Устройство по п. 1 или 2, в котором устройство для излучения, фокусировки и сканирования электронного луча является подвижным относительно рабочего стола.
15. Устройство по п. 1 или 2, в котором рабочий стол расположен с возможностью перемещения в вакуумной рабочей камере.
16. Устройство по п. 1 или 2, в котором рабочий стол содержит:
рабочую платформу, причем рабочая зона расположена на рабочей платформе; и узел рабочего цилиндра поршневого типа, расположенный под рабочим столом и содержащий рабочий цилиндр и подъемное устройство поршневого типа; при этом верхний край рабочего цилиндра находится на одном уровне с рабочей платформой, и подъемное устройство поршневого типа способно перемещаться вверх и вниз в рабочем цилиндре.
17. Устройство по п. 1 или 2, в котором узел подачи порошка содержит: устройство подачи порошка, выполненное с возможностью подачи порошка на
верхнюю поверхность рабочего стола; и
устройство распределения порошка, расположенное на рабочей платформе и выполненное с возможностью помещения порошка в рабочий цилиндр и выравнивания порошка.
18. Устройство по п. 1 или 2, в котором устройство для излучения, фокусировки и сканирования электронного луча содержит:
корпус, расположенный снаружи от вакуумной рабочей камеры;
нить накала, выполненную с возможностью генерирования электронного луча и расположенную в корпусе;
катод, расположенный в корпусе и связанный с нитью накала;
электрод сетки, расположенный в корпусе под нитью накала;
анод, расположенный в корпусе под электродом сетки;
фокусирующую катушку, расположенную в корпусе под анодом; и
пару отклоняющих X/Y катушек, расположенную в корпусе под фокусирующей катушкой.
19. Устройство по п. 1 или 2, в котором давление в вакуумной рабочей камере меньше 10 Па, и камера заполнена инертным газом для предотвращения избыточного непропорционального испарения элемента.
| EP 2918396 A1, 16.09.2015 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ОБЪЕКТОВ | 2006 |
|
RU2401179C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2539135C2 |

