Изобретение относится к области электронно-лучевой наплавки и может быть использовано для электронно-лучевой проволочной наплавки или электронно-лучевых проволочных аддитивных технологий с одновременным использованием нескольких электронно-лучевых пушек, вертикальной подачей присадочной проволоки, осцилляцией электронных лучей и контролем положения электронных лучей.
Процессы электронно-лучевой проволочной наплавки и электроннолучевого проволочного аддитивного изготовления основаны на процессе электронно-лучевой сварки. В связи с этим, стандартной схемой осуществления наплавки и аддитивного изготовления является воздействие электронным лучом на наплавляемую поверхность изделия с подачей присадочной проволоки сбоку в зону взаимодействия электронного луча с изделием параллельно поверхности изделия или под углом к ней. Для осуществления наплавки в требуемом направлении осуществляют вращение или перемещение изделия по определенной траектории. При такой схеме осуществления процесса, тепловое распределение в наплавляемой области неравномерное. Электронный луч не взаимодействует с частью наплавляемой поверхности из-за располагающейся на его пути присадочной проволоки. При этом, в зависимости от направления осуществления наплавки, электронный луч не взаимодействует либо с передней, либо с боковой, либо с задней частью наплавляемой области. Таким образом тепловое распределение и гидродинамические процессы в наплавляемой области, и, следовательно, качество наплавляемых участков, зависят от расположения присадочной проволоки относительно направления наплавки. Применение специальной конструкции механизма подачи присадочной проволоки, вращающегося вокруг оси электронного луча, позволяет изменять положение присадочной проволоки в зависимости от направления осуществления наплавки и позволяет создать тепловое распределение, одинаковое для любого направления осуществления наплавки, но такой подход требует избыточного тепловложения для расплавления поверхности той части наплавляемого участка, который закрыт присадочной проволокой от воздействия электронного луча. Создание равномерного распределения тепла в наплавляемой области актуально для осуществления электроннолучевой проволочной наплавки криволинейных участков, что особенно важно для электронно-лучевых проволочных аддитивных технологий. Существующие методы электронно-лучевой наплавки с вертикальной подачей присадочной проволоки позволяют создать более равномерное тепловое распределение в наплавляемой области, но по-прежнему требуют избыточного тепловложения для осуществления гарантированного сплавления металла проволоки с основой без образования дефектов. В процессе электронно-лучевой проволочной наплавки неизбежны отклонения присадочной проволоки и электронного луча от своих первоначальных положений. Это обусловлено множеством факторов, например, дрейфом тока отклоняющих катушек, наличием локальных искажений формы проволоки или изменением ее кривизны по мере сматывания с катушки, тепловым расширением отдельных частей механизмов и так далее. Изменение как положения проволоки, так и положения электронного луча в процессе наплавки приводит к перераспределению тепла в области наплавки. Очевидно, что оперативный контроль взаимного положения электронного луча и присадочной проволоки является важной составляющей технологии электронно-лучевого аддитивного изготовления, так как это позволяет очень точно контролировать ввод тепловой энергии и ее распределение между проволокой и поверхностью наплавляемого участка.
Известен способ электронно-лучевой наплавки с подачей присадочной проволоки перпендикулярно наплавляемой поверхности (патент США на изобретение US 10695835 B2, B22F 3/1055, 2020) заключающийся в использовании специализированной электронно-лучевой пушки с каналом для подачи присадочной проволоки. Для формирования электронного луча используют кольцевой катод с центральным отверстием, через которое происходит подача присадочной проволоки. Получаемый электронный луч имеет форму полого конуса с вершиной в зоне формирования расплавленной ванны металла. Такой способ позволяет снизить влияние расположения присадочной проволоки относительно направления наплавки на качество наплавляемого слоя.
Недостатком известного способа является необходимость использования специализированной электронно-лучевой пушки с полым катодом, которая имеет сложную конструкцию и относительно высокую стоимость. Кроме того, в известном техническом решении не предусмотрен контроль и регулирование взаимного положения электронного луча и направляемой проволоки.
Наиболее близким к заявляемому способу по технической сущности и достигаемому техническому результату является способ обработки множественными электронными лучами с вертикальной подачей присадочной проволоки (патент Китая на изобретение CN 106392290, В23K 15/00, 2019), который заключается в осуществлении электронно-лучевой наплавки или сварки с симметричным расположением 2, 3 или 4 электроннолучевых пушек вокруг канала для подачи присадочной проволоки.
Недостатком известного технического решения является ограничение качества изделий вследствие отсутствия осцилляции электронных лучей, контроля и регулирования взаимного положения электронного луча и наплавляемой проволоки.
Техническим результатом, достигаемым изобретением, является улучшение равномерности теплового распределения в наплавляемой области и возможность стабилизации распределения вводимого тепла между присадочной проволокой и наплавляемой поверхностью при осуществлении электронно-лучевой проволочной наплавки или электронно-лучевых проволочных аддитивных технологий.
Указанный технический результат достигается тем, что электроннолучевую наплавку производят с вертикальной подачей присадочной проволоки, для осуществления наплавки используют две или более эдектронно-лучевые пушки для получения двух или более одновременно действующих электронных лучей, которыми воздействуют в требуемую область присадочной проволоки с разных сторон, производят осцилляцию одного или нескольких электронных лучей по траекториям, имеющим пересечение с присадочной проволокой, путем создания переменного электрического тока определенной величины, формы и частоты в отклоняющей системе соответствующего электронного луча, в процессе наплавки определяют положения требуемых электронных лучей относительно присадочной проволоки, причем частота осцилляции каждого требуемого луча должна отличаться от частот осцилляции других осциллирующих лучей и не должна быть кратна частотам осцилляции других осциллирующих лучей, для этого измеряют сигнал вторичного излучения, проводят обработку исходного сигнала вторичного излучения методом синхронного детектирования, для этого обрабатывают сигнал тока с отклоняющей системы соответствующего электронного луча, выделяя переменную составляющую, перемножают значения сигналов вторичного излучения и сигнала переменной составляющей электрического тока в отклоняющей системе соответствующего электронного луча, а результат умножения интегрируют и усредняют по времени, для каждого требуемого электронного луча получают величину, характеризующую его отклонение от присадочной проволоки, управляют отклоняющей системой электронных лучей и/или системой позиционирования присадочной проволоки, поддерживая величину, определяющую отклонение электронных лучей от присадочной проволоки на уровне, соответствующем требуемому взаимному положению электронных лучей и присадочной проволоки.
В процессе наплавки электронно-лучевую наплавку можно производить с отклонением от вертикали присадочной проволоки, не превышающем 15 градусов,
В процессе наплавки в качестве сигнала вторичного излучения используют тормозное рентгеновское излучение, вторичные высокоэнергетичные электроны, или световую эмиссию из зоны взаимодействия электронного луча с наплавляемой поверхностью и присадочной проволокой.
Осцилляцию электронного луча производят для одного или нескольких или всех используемых электронных лучей.
Определение положения относительно присадочной проволоки производят для одного или нескольких или всех используемых электронных лучей.
Управляют отклоняющей системой одного или нескольких или всех используемых электронных лучей.
Регулирование распределения вводимого тепла между проволокой и наплавляемой поверхности осуществляют путем задания необходимых для этого параметров одного или нескольких или всех электронных лучей, таких как мощность, фокусировка, положение в пространстве, режим осцилляции.
Технический результат изобретения обеспечивается за счет вертикальной подачи присадочной проволоки, осцилляции электронных лучей и оперативного контроля взаимного положения электронных лучей и присадочной проволоки.
Вертикальная подача присадочной проволоки позволяет обеспечить идентичные условия плавления присадочной проволоки для любого направления осуществления наплавки по поверхности изделия. Оперативный контроль взаимного положения электронного луча и присадочной проволоки позволяет обеспечить стабилизацию теплового распределения в области взаимодействия электронных лучей с наплавляемой поверхностью и присадочной проволокой. Применяемая при этом осцилляция электронного луча, например, по кольцевой или Х-образной или линейной или другой траектории, может дополнительно улучшать качество формирования наплавляемого слоя. Комбинированием мощности, фокусировки, положения в пространстве и режима осцилляции электронных лучей может осуществляться регулирование распределения вводимого тепла между проволокой и наплавляемой поверхностью.
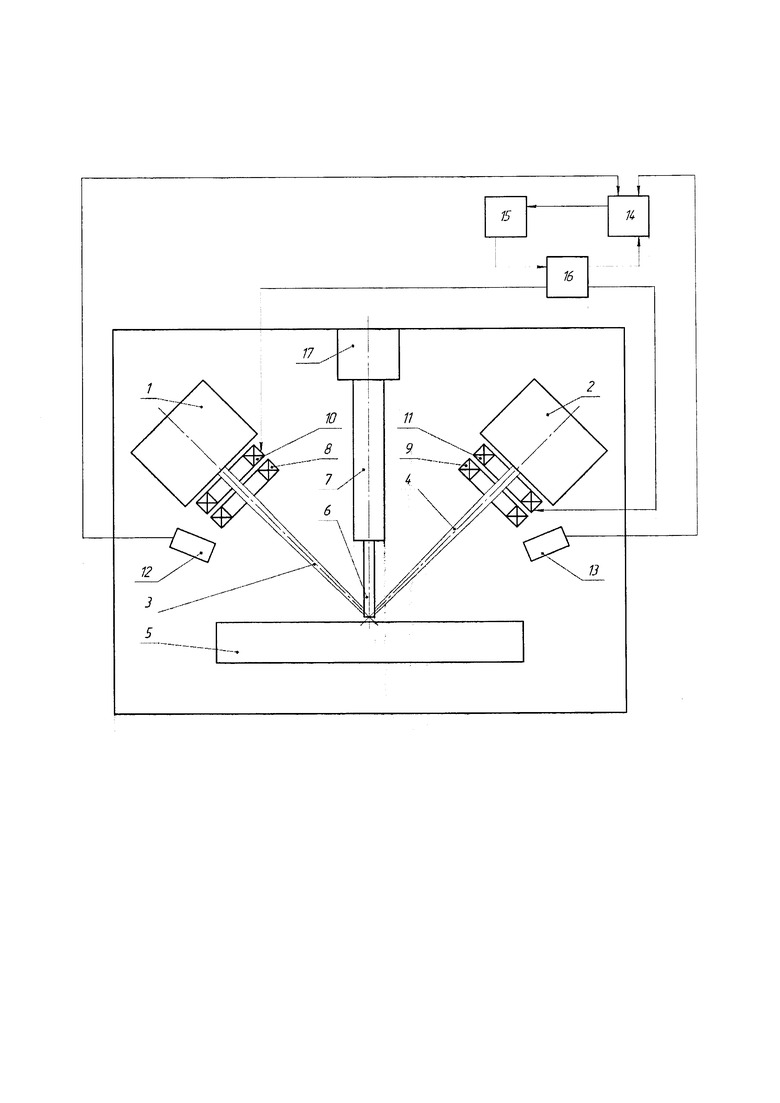
На чертеже представлена структурная схема устройства, предназначенного для осуществления заявляемого способа.
Для осуществления заявляемого способа используют установку для электронно-лучевой наплавки, пример такой установки представлен на фиг. Установка содержит две электронно-лучевые пушки 1, 2 для подачи двух электронных лучей 3, 4 на изделие 5 для наплавки присадочной проволокой 6, канал 7 для подачи присадочной проволоки 6, фокусирующие катушки 8, 9, отклоняющие катушки 10, 11, датчики вторичного сигнала 12, 13, блок обработки вторичного сигнала 14, устройство управления 15, блок управления токами 16 отклоняющих катушек 10, 11, блок подачи присадочной проволоки 17.
Способ осуществляется следующим образом.
Электронно-лучевые пушки 1, 2 содержащиеся в установке электроннолучевой наплавки, генерируют электронные лучи 2, 3, которые, посредством фокусирующих катушек 8, 9 фокусируют в требуемую область зоны осуществления наплавки проволокой 6 на поверхность изделия 5, например, на поверхность присадочной проволоки 6.
В настоящем примере, в составе установки электронно-лучевой наплавки, используют две электронно-лучевые пушки 1, 2, которые генерируют два электронных луча 3, 4. Однако, электронно-лучевых пушек 1, 2 и, соответственно, электронных лучей 3, 4 может быть более двух.
Через канал 7 подают присадочную проволоку 6 перпендикулярно поверхности изделия 5 или с небольшим отклонением, не превышающим 15 градусов. Для осуществления наплавки в требуемом направлении осуществляют вращение или перемещение изделия 5 по определенной траектории.
Осуществляют осцилляцию электронных лучей 3, 4, например, по линейной траектории, направленной поперек оси присадочной проволоки, путем введения в электрический ток отклоняющих катушек 10, 11 колебаний требуемой формы и частоты посредством блока управления токами 16 отклоняющих катушек 10, 11. Рекомендуемая частота осцилляции от 50 Гц и более. Осцилляция электронных лучей 3, 4 с меньшей частотой оказывает сильное гидродинамическое воздействие на расплавленный металл, что может снизить качество наплавки.
В настоящем примере производят осцилляцию одновременно всех электронных лучей 3, 4. Однако, осцилляцию некоторых электронных лучей 3, 4 могут не производить. Например, для эффективной активации поверхности изделия в процессе наплавки, либо для осуществления подогрева, один из электронных лучей 3, 4 могут постоянно или периодически направлять на поверхность изделия 5 без осуществления осцилляции или с осуществлением осцилляции. При этом, в каждый временной промежуток, определение положения относительно присадочной проволоки 6 может осуществляться только для тех электронных лучей 3, 4, которые в этом временном промежутке осциллируют по траектории, имеющей пересечение с присадочной проволокой 6.
В процессе наплавки регистрируют вторичное излучение из зоны наплавки, посредством датчиков вторичного сигнала 12, 13, и ток отклоняющих катушек 10, 11.
В настоящем примере, для каждого электронного луча 3, 4 применяют отдельный датчик вторичного сигнала 12, 13, который располагают совместно с соответствующей электронно-лучевой пушкой 1, 2. Однако, количество датчиков вторичного сигнала 12, 13 может отличаться от количества электронных лучей 3, 4. Например, по сигналу с одного датчика вторичного сигнала могут производить определение положения одновременно нескольких электронных лучей 3,4 относительно присадочной проволоки 6. Также датчики вторичного сигнала 12, 13 могут располагаться отдельно от электронно-лучевых пушек 1, 2. Например, могут быть равномерно распределены вокруг оси канала 7 для подачи присадочной проволоки 6.
В настоящем примере осуществления способа для контроля за положением присадочной проволоки 6 в качестве вторичного излучения используют рентгеновское излучение. Однако, это могут быть вторичные высокоэнергетичные электроны, или световая эмиссия, или другие вторичные сигналы из зоны взаимодействия электронного луча с материалом изделия и присадочной проволокой.
В качестве датчика рентгеновского излучения 12, 13 может быть применен сцинтилляционный детектор на основе монокристалла активированного йодистого цезия и кремниевый фотоэлектронный умножитель.
В качестве датчика вторичных высокоэнергетичных электронов может быть использован электрод-коллектор, устанавливаемый над зоной наплавки.
В качестве датчика световой эмиссии может быть использован фотодиодный датчик, устанавливаемый над зоной наплавки.
Для определения положения требуемого электронного луча 3 относительно присадочной проволоки 6, сигнал с соответствующего задействованного датчика рентгеновского излучения 12 подвергают фильтрации и выпрямлению в блоке обработки 14. Частота осцилляции каждого требуемого электронного луча должна отличаться от частот осцилляции других осциллирующих электронных лучей и не должна быть кратна частотам осцилляции других осциллирующих электронных лучей. В блоке обработки 14, совместно с сигналами электрического тока соответствующей отклоняющей катушки 10, отфильтрованный и выпрямленный сигнал рентгеновского излучения из зоны наплавки обрабатывают методом синхронного детектирования. Для удобства определения положения электронных лучей 3, 4 относительно присадочной проволоки 6 систему отклонения электронных лучей 3, 4 настраивают так, что одна из осей отклоняющих катущек 10, Ц расположена под углом 90 градусов к оси присадочной проволоки, Или перед выполнением наплавки проводят тарировку системы для учета взаимного расположения осей отклоняющих катушек 10, 11 и присадочной проволоки 6.
Совместную обработку синхронным детектированием сигнала рентгеновского излучения из зоны наплавки и сигнала электрического тока в отклоняющих катушках 10 осуществляют следующим образом. Из сигнала электрического тока отклоняющих катушек 10 выделяют переменную составляющую Ifm(ωt). При необходимости, в зависимости от требуемого положения проволоки 6, осуществляют сдвиг фазы этой составляющей для обеспечения смещения центра осцилляции электронного луча относительно присадочной проволоки. Многократно измеряют сигнал рентгеновского излучения Data(t) в соответствии с полученным сигналом Ifm(ωt+ϕ). Умножают полученный сигнал Ifm(ωt+ϕ) на соответствующий ему сигнал рентгеновского излучения Data(t), полученные результаты умножения интегрируют и усредняют по времени:
где ϕ - сдвиг фазы сигнала тока отклоняющих катушек; t - время; t0 - время выборки, которое обычно составляет 100 мс.
В результате обработки вторичного сигнала методом синхронного детектирования измеряют величину b, характеризующую отклонение электронного луча 3 от присадочной проволоки 6. Данная величина зависит от положения центра осцилляции рассматриваемого электронного луча 3 относительно оси присадочной проволоки 6 и принимает значения, равные нулю, при совмещении центра осцилляции этого электронного луча 3 с осью присадочной проволоки. Аналогичным образом определяют положение других электронных лучей 4 относительно присадочной проволоки 6.
В настоящем примере осуществления способа для обработки сигнала вторичного излучения применяют метод синхронного детектирования, являющийся корреляционным методом выделения регулярной компоненты случайного сигнала. Однако, для обработки также могут применяться его частные случаи, например, синхронное накопление с последующим выделением задержки полученной функции от функции опорного сигнала.
Далее устройство управления 15 совместно с блоком управления 16 токами отклоняющих катушек 10, 11 осуществляет регулирование постоянных составляющих электрического тока в отклоняющих катушках 10, 11, поддерживая величину b для каждого рассматриваемого электронного луча на постоянном уровне, соответствующем требуемому положения электронных лучей 3, 4 относительно присадочной проволоки 6.
В настоящем примере осуществления способа, взаимное расположение электронных лучей 3, 4 и присадочной проволоки 6 регулируют за счет управления токами отклоняющих катушек 10, 11. Однако, такое регулирование могут осуществлять совместно с управлением механизмом отклонения присадочной проволоки 6 или только управлять механизмом отклонения присадочной проволоки 6. Кроме того, в процессе наплавки могут осуществлять оперативную корректировку положения изделия 5.
В настоящем примере осцилляция электронных лучей 3, 4 осуществляется по линейной траектории, направленной поперек оси присадочной проволоки 6. Однако, также могут использоваться другие типы осцилляции имеющие пересечение с присадочной проволокой.
Таким образом, за счет вертикальной подачи присадочной проволоки и использованию двух и более электронно-лучевых пушек, заявляемое изобретение позволяет обеспечить идентичные условия плавления присадочной проволоки для любого направления осуществления наплавки по поверхности изделия при осуществлении электронно-лучевой проволочной наплавки или электронно-лучевых проволочных аддитивных технологий. Кроме того, за счет осуществления оперативного контроля взаимного положения электронного луча и присадочной проволоки, заявляемое изобретение позволяет повысить стабильность теплового распределения в области взаимодействия электронных лучей с наплавляемой поверхностью и присадочной проволокой при осуществлении электронно-лучевой проволочной наплавки или электронно-лучевых проволочных аддитивных технологий. Комбинированием мощности, фокусировки, положения в пространстве и режима осцилляции электронных лучей может осуществляться регулирование распределения вводимого тепла между проволокой и наплавляемой поверхностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой наплавки с контролем положения присадочной проволоки относительно электронного луча (варианты) | 2018 |
|
RU2704682C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ МЕТАЛЛА С РЕГУЛИРОВАНИЕМ ТЕПЛОВЛОЖЕНИЯ | 2022 |
|
RU2804862C1 |
| Способ аддитивной наплавки металлических изделий и устройство для его осуществления | 2024 |
|
RU2841395C1 |
| Устройство подачи проволоки | 2023 |
|
RU2827828C1 |
| Способ электронно-лучевой наплавки | 2023 |
|
RU2818555C1 |
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2519155C2 |
| Способ наплавки | 1985 |
|
SU1337219A1 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2532626C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ МАШИН | 2003 |
|
RU2247014C1 |
Изобретение относится к способу электронно-лучевой наплавки. Наплавку производят с вертикальной подачей присадочной проволоки. Используют по меньшей мере две электронно-лучевые пушки для получения по меньшей мере двух одновременно действующих электронных лучей, которыми воздействуют в требуемую область присадочной проволоки с разных сторон. Выполняют осцилляцию по меньшей мере одного электронного луча по траекториям, имеющим пересечение с присадочной проволокой, путем создания переменного электрического тока определенной величины, формы и частоты в отклоняющей системе соответствующего электронного луча. В процессе наплавки определяют положения электронных лучей относительно присадочной проволоки. Частота осцилляции каждого требуемого луча отличается от частот осцилляции других осциллирующих лучей и не кратна частотам осцилляции других осциллирующих лучей. Для этого измеряют сигнал вторичного излучения, проводят обработку исходного сигнала вторичного излучения методом синхронного детектирования. Для каждого требуемого электронного луча получают величину, характеризующую его отклонение от присадочной проволоки, и управляют отклоняющей системой электронных лучей и/или системой позиционирования присадочной проволоки, поддерживая величину, определяющую отклонение электронных лучей от присадочной проволоки на уровне, соответствующем требуемому взаимному положению электронных лучей и присадочной проволоки. Технический результат - улучшение равномерности теплового распределения в наплавляемой области и возможность стабилизации распределения вводимого тепла между присадочной проволокой и наплавляемой поверхностью при электронно-лучевой наплавке. 3 з.п. ф-лы, 1 ил.
1. Способ электронно-лучевой наплавки, включающий электронно-лучевую наплавку с вертикальной подачей присадочной проволоки в процессе наплавки с использованием по меньшей мере двух электронно-лучевых пушек для получения по меньшей мере двух одновременно действующих электронных лучей, которыми воздействуют в требуемую область присадочной проволоки с разных сторон, отличающийся тем, что в процессе наплавки осуществляют осцилляцию по меньшей мере одного электронного луча по траектории, имеющей пересечение с присадочной проволокой, путем создания переменного электрического тока определенной величины, формы и частоты в отклоняющей системе для соответствующего электронного луча и в процессе наплавки определяют положение относительно присадочной проволоки для по меньшей мере одного электронного луча, причем осцилляцию каждого электронного луча, положение которого определяют, выполняют с частотой, отличающейся от частот осцилляции других осциллирующих лучей и не кратной частотам осцилляции других осциллирующих лучей, при этом измеряют сигнал вторичного излучения, выполняют обработку исходного сигнала вторичного излучения методом синхронного детектирования, при этом обрабатывают сигнал электрического тока в отклоняющей системе рассматриваемого электронного луча, выделяя переменную составляющую, перемножают значения сигнала вторичного излучения и сигнала переменной составляющей электрического тока в отклоняющей системе рассматриваемого электронного луча, а результат умножения интегрируют и усредняют по времени, при этом для каждого рассматриваемого электронного луча получают величину, характеризующую его положение относительно присадочной проволоки, управляют отклоняющей системой по меньшей мере одного электронного луча, поддерживая величины, характеризующие положение каждого электронного луча относительно присадочной проволоки на уровне, соответствующем требуемому положению всех электронных лучей относительно присадочной проволоки.
2. Способ по п. 1, отличающийся тем, что электронно-лучевую наплавку осуществляют с отклонением от вертикали присадочной проволоки в процессе наплавки, не превышающим 15 градусов.
3. Способ по п. 1, отличающийся тем, что в процессе наплавки в качестве сигнала вторичного излучения используют тормозное рентгеновское излучение, вторичные высокоэнергетичные электроны или световую эмиссию из зоны взаимодействия электронного луча с материалом изделия и присадочной проволокой.
4. Способ по п. 1, отличающийся тем, что осуществляют регулирование распределением вводимого тепла между проволокой и наплавляемой поверхностью путем задания необходимых для этого параметров по меньшей мере одного электронного луча, таких как мощность, фокусировка, положение в пространстве, режим осцилляции.
| CN 106392290 A, 15.02.2017 | |||
| CN 106984894 A, 28.07.2017 | |||
| US 5277938 A, 11.01.1994 | |||
| WO 2017096050 A1, 08.06.2017 | |||
| US 8809780 B2, 19.08.2014 | |||
| Способ электронно-лучевой наплавки с контролем положения присадочной проволоки относительно электронного луча (варианты) | 2018 |
|
RU2704682C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2532626C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2003 |
|
RU2238828C1 |

