Уровень техники
Настоящее изобретение относится к способу и устройству для послойного изготовления трехмерных объектов с использованием порошкового материала, который может быть «отвержден» (т.е. превращен в твердое тело) путем облучения его высокоэнергетическим лучом. В частности, изобретение относится к процессу предварительного нагрева порошка с использованием электронного луча.
Уровень техники
Оборудование для послойного изготовления трехмерных объектов с использованием порошкового материала, который может быть отвержден или сплавлен путем его облучения высокоэнергетическим лучом электромагнитного излучения или электронов известно, например, из US4863538, US5647931 и SE524467. Подобное оборудование включает в себя, например, источник порошка, средство для нанесения слоя порошка на вертикально регулируемую платформу или рабочую область и средство для направления луча по рабочей области. Порошок спекается или плавится и отверждается по мере того, как луч перемещается по рабочей области.
При плавлении или спекании порошка с использованием высокоэнергетического луча важно избегать превышения температуры испарения порошка, поскольку в противном случае порошок будет попросту испаряться вместо образования предполагаемого изделия. В US 2005/0186538 раскрывается способ, сосредоточенный на этой проблеме. В этом способе лазерный луч многократно направляют на одну и ту же целевую область порошка во время фазы плавления/спекания с тем, чтобы ступенчатым образом повышать температуру. Таким путем избегают очень высокой температуры порошка.
При использовании электронного луча вместо лазерного луча ситуация в некоторых случаях отличается. Как только электронный луч ударяется о порошок, вокруг целевой области электронного воздействия развивается распределение заряда. Если плотность распределения заряда превысит критический предел, произойдет электрический разряд, поскольку частицы порошка будут отталкиваться друг от друга. Результатом такого разряда является то, что структура слоя порошка будет нарушена. Применение способа по US 2005/0186538 в устройстве плавления/спекания порошка, оснащенном электронным лучом, по всей вероятности приведет к получению плохого результата, поскольку в этом способе не предпринято никаких мер, чтобы избежать подобных разрядов.
Одним решением проблемы исключения таких разрядов является добавление к порошку проводящего материала, такого как углерод, чтобы повысить электрическую проводимость порошка. Однако недостатки этого решения заключаются в том, что процесс отверждения такой порошковой смеси может оказаться сложно контролировать, и в том, что свойства сформированного изделия могут испытывать негативное влияние. Например, механическая прочность может уменьшиться.
Раскрытие изобретения
Задача данного изобретения состоит в том, чтобы предложить способ и устройство для послойного изготовления трехмерных объектов из порошкового материала, причем эти способ и устройство обеспечивают контролируемое и надлежащее сплавление порошкового материала и хорошо подходят как для электронного луча, так и для лазерного луча. Эта задача решается с помощью способа и устройства, охарактеризованных соответственно в независимых пунктах 1 и 11 формулы изобретения. Зависимые пункты формулы изобретения содержат преимущественные варианты осуществления изобретения, дополнительные усовершенствования и разновидности изобретения.
Изобретение относится к способу изготовления трехмерных объектов послойно (т.е. слой за слоем) с использованием порошкового материала, который может быть отвержден путем его облучения высокоэнергетическим лучом. Изобретение отличается тем, что способ включает в себя этап предварительного нагрева, основной целью которого является предварительный нагрев порошкового материала однородным образом, с последующим этапом «отверждения» (превращения в твердое тело), основной целью которого является сплавление порошкового материала, при этом этап предварительного нагрева включает в себя подэтап сканирования области предварительного нагрева слоя порошка путем сканирования лучом вдоль дорожек, распределенных по области предварительного нагрева слоя порошка, при этом последовательно сканируемые дорожки разделены, по меньшей мере, минимальным безопасным расстоянием, причем упомянутое минимальное безопасное расстояние приспособлено для того, чтобы предотвратить нежелательные эффекты суммирования в области предварительного нагрева слоя порошка от упомянутых последовательно сканируемых дорожек.
Преимущество способа по изобретению заключается в том, что этап предварительного нагрева позволяет слою порошка однородно нагреться так, чтобы избежать наличия очень больших температурных градиентов на границе раздела между расплавленным металлом и порошком на последующем этапе отверждения. Используя безопасное расстояние, приспособленное для предотвращения эффектов суммирования от последовательно отсканированных дорожек, можно избежать того, что энергия, выделенная в порошке во время сканирования первой дорожки, добавляется к энергии, выделенной во время сканирования второй дорожки, отсканированной непосредственно после первой дорожки. Таким образом, можно избежать больших температурных градиентов также во время стадии предварительного нагрева.
При использовании электронного луча предварительный нагрев имеет дополнительный преимущественный эффект, заключающийся в том, что он повышает электрическую проводимость порошка. Это, в свою очередь, имеет тот эффект, что на последующем этапе отверждения может быть использован высокий ток луча. Безопасное расстояние также имеет дополнительное преимущество при использовании электронного луча, заключающееся в том, что оно устраняет риск образования очень большой плотности заряда в относительно холодном порошке во время этапа предварительного нагрева. Таким образом, предотвращается разряд порошка.
Изобретательское применение луча для предварительного нагрева порошка имеет несколько преимуществ по сравнению с достаточно очевидной альтернативой нагревать всю порошковую подушку («насыпку»), используя, например, нагревательные элементы. Одно преимущество заключается в том, что не требуется дополнительного нагревательного оборудования. Другое преимущество заключается в том, что только часть порошковой подушки должна быть реально нагрета, т. е. фактически нагревают некоторую долю верхнего слоя порошковой подушки. Это делает процесс очень эффективным.
В первом преимущественном варианте осуществления способа по изобретению этап предварительного нагрева дополнительно включает в себя подэтап повторного сканирования области предварительного нагрева слоя порошка. Таким путем область предварительного нагрева может быть постепенно и однородно подогрета. Предпочтительно, дорожки, по которым следуют во время повторного сканирования области предварительного нагрева слоя порошка, смещены на промежуточное расстояние относительно дорожек, по которым следуют во время предыдущего сканирования области предварительного нагрева слоя порошка, при этом промежуточное расстояние меньше, чем минимальное безопасное расстояние. Таким путем можно получить однородно предварительно нагретую область слоя порошка также в ситуациях, при которых необходимо использовать рисунок сканирования, в котором дорожки физически разделены расстоянием, которое короче, чем минимальное безопасное расстояние, т.е. в ситуациях, при которых необходимы дополнительные, более близко расположенные дорожки.
Во втором преимущественном варианте осуществления способа по изобретению мощность луча увеличивают во время этапа предварительного нагрева. Преимущество этого заключается в том, что мощность луча изначально может поддерживаться на достаточно низком уровне, чтобы избежать больших плотностей заряда и/или температурных градиентов, но также и в том, что мощность луча увеличивается по мере увеличения температуры порошка с тем, чтобы как можно больше ускорить процесс предварительного нагрева. В предпочтительном варианте способа по изобретению мощность луча увеличивают ступенчато между последовательными сканированиями или повторными сканированиями области предварительного нагрева слоя порошка. Это делает относительно легким контроль процесса и позволяет области предварительного нагрева порошка нагреваться равномерным образом.
В третьем преимущественном варианте осуществления способа по изобретению луч представляет собой электронный луч, при этом мощность луча увеличивают путем увеличения тока луча.
Предпочтительно, дорожки образуют, по существу, прямые и параллельные линии. Такие дорожки упрощают труд по нахождению рисунка дорожек и порядка сканирования дорожек, который работает на практике, принимая во внимание эффекты суммирования и т. д. Использование прямых и параллельных дорожек также упрощает управление лучом во время сканирования. Для дополнительного упрощения процесса дорожки предпочтительно сканируют от одного конца до другого.
В четвертом преимущественном варианте осуществления способа по изобретению область предварительного нагрева слоя порошка является большей, чем соответствующая часть слоя порошка, которая подлежит сплавлению на последующем этапе отверждения, и за счет этого образует полосу безопасности по отношению к ней. Такая полоса безопасности обеспечивает то, что вся площадь изделия, включая близлежащие окрестности, надлежащим образом предварительно нагрета, т.е. то, что температура и электрическая проводимость слоя порошка не изменяются резко на наружной границе тех частей, которые должны быть сплавлены. Без подобной полосы безопасности вероятно, что будут появляться проблемы, обусловленные слишком большим температурным градиентом и/или слишком большой плотностью заряда.
Изобретение также относится к устройству, приспособленному для работы согласно способу по изобретению.
Краткое описание чертежей
В приведенном ниже описании изобретения ссылка сделана на следующие фигуры, на которых:
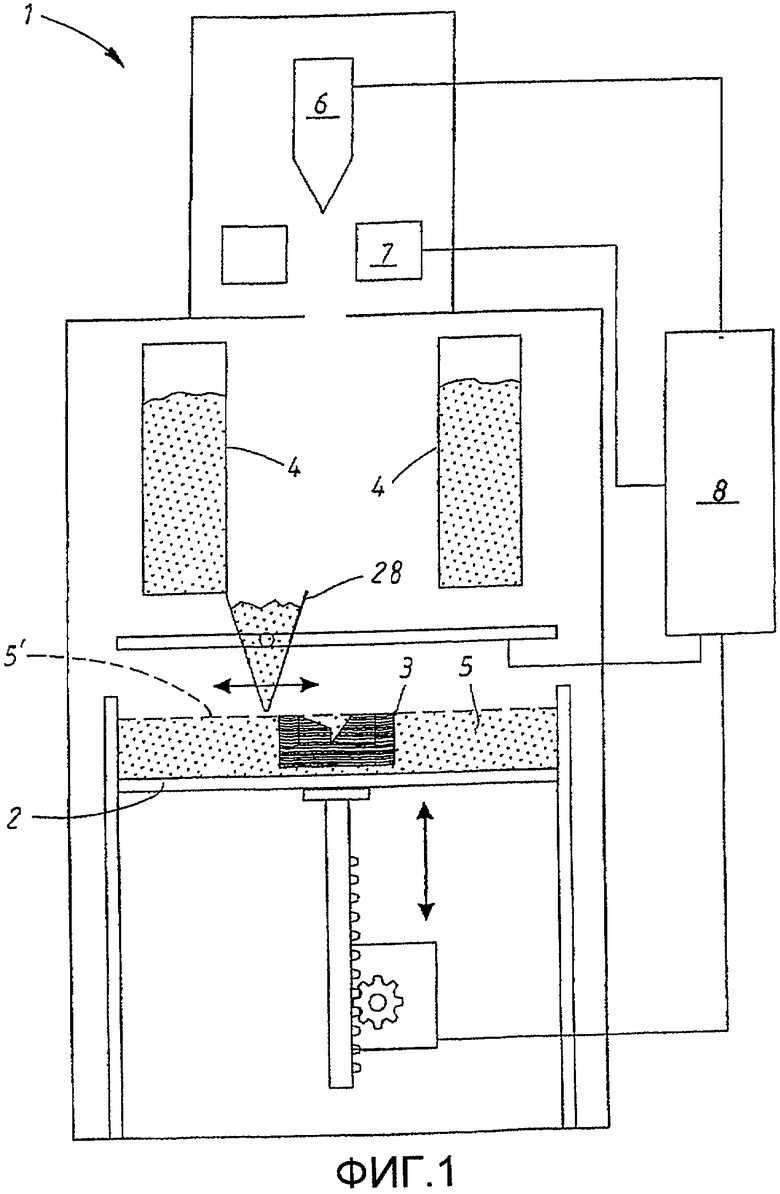
На фигуре 1 в схематичном виде показан пример известного устройства для изготовления трехмерного изделия, причем в таком устройстве может быть применен способ по изобретению.
На фигуре 2 показан пример первого предпочтительного варианта осуществления способа по изобретению.
На фигуре 3 показаны примеры, как применять способ по изобретению к изделиям различных форм.
Вариант(ы) осуществления изобретения
На фигуре 1 показан пример известного устройства 1 для изготовления трехмерного изделия. Устройство 1 включает в себя вертикально регулируемый рабочий стол 2, на котором должно быть направлено трехмерное изделие 3, один или более дозаторов 4 порошка, средство 28, выполненное с возможностью распределения тонкого слоя порошка на рабочем столе 2 для образования порошковой подушки 5, радиационную пушку 6 в виде электронной пушки для подачи энергии к порошковой подушке 5 с тем, чтобы сплавить части этой порошковой подушки 5, отклоняющие катушки 7 для направления электронного луча, излучаемого радиационной пушкой 6, по упомянутому рабочему столу 2 и управляющий блок 8 для управления различными частями устройства 1. В типичном рабочем цикле рабочий стол 2 опускают, на порошковую подушку 5 наносят новый слой порошка и сканируют электронным лучом по выбранным частям верхнего слоя 5' порошковой подушки 5. В принципе, этот цикл повторяют до тех пор, пока изделие не будет закончено. Специалист в данной области знаком с общей функцией и составом устройств для изготовления трехмерных изделий как в отношении типа, показанного на фигуре 1, так и устройств, оснащенных лазерной пушкой вместо электронной пушки.
В том случае, когда применяют электронный луч, необходимо учитывать распределение заряда, которое создается в порошке по мере того, как электроны ударяют о порошковую подушку 5. Изобретение, по меньшей мере частично, основано на понимании того, что плотность распределения заряда зависит от следующих параметров: ток луча, скорость электронов (которая задана ускоряющим напряжением), скорость сканирования луча, порошковый материал и электрическая проводимость порошка, т.е., главным образом, электрическая проводимость между зернами порошка. Последняя является, в свою очередь, функцией нескольких параметров, таких как температура, степень спекания и размер зерен порошка/распределение зерен по размерам.
Таким образом, для данного порошка, т. е. порошка определенного материала с определенным распределением зерен по размерам (гранулометрическим составом), и для данного ускоряющего напряжения можно, изменяя ток луча (и таким образом мощность луча) и скорость сканирования луча, влиять на распределение заряда.
Изменяя эти параметры контролируемым образом, электрическую проводимость порошка можно постепенно увеличивать путем увеличения температуры порошка. Порошок, который имеет высокую температуру, приобретает значительно более высокую проводимость, результатом чего является более низкая плотность распределения заряда, поскольку заряды могут быстро рассеиваться по большой площади. Этот эффект усиливается, если порошку позволяют слегка спечься во время процесса предварительного нагрева. Когда проводимость стала достаточно высокой, порошок может быть сплавлен, т. е. расплавлен или полностью спечен, с произвольными значениями тока луча и скорости сканирования луча.
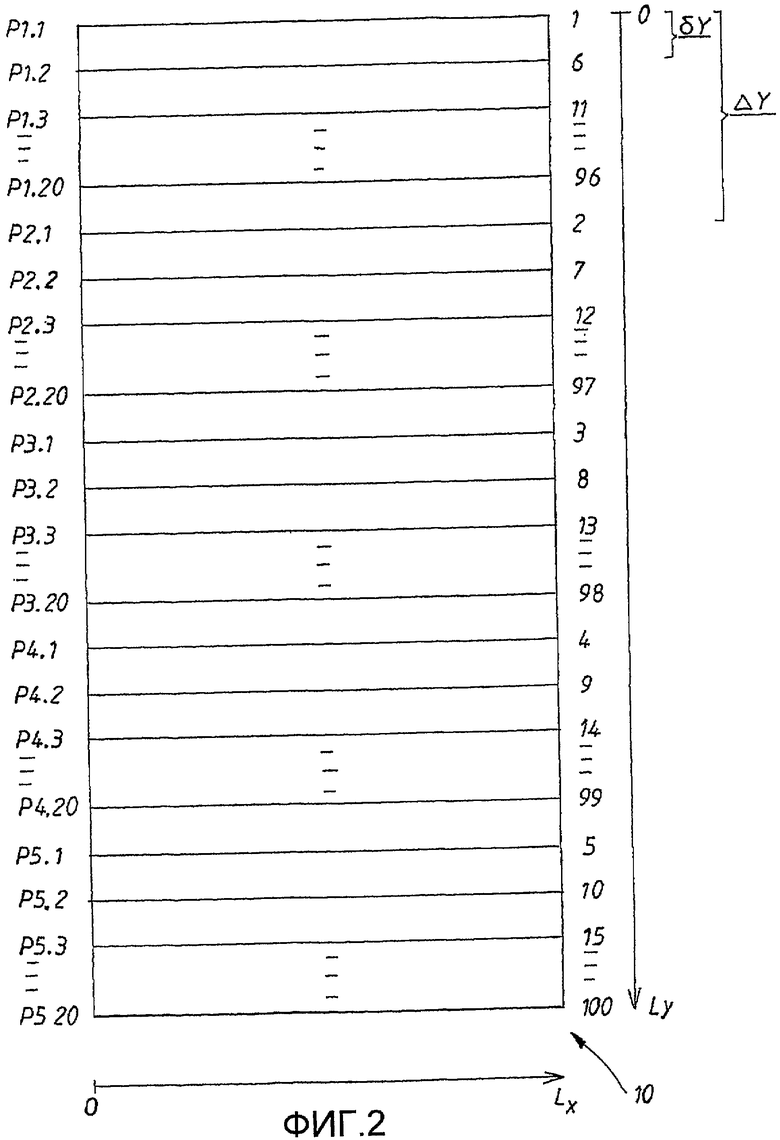
Предпочтительный вариант осуществления способа по изобретению, в котором проводимость увеличивают без создания разрядов, показан на фигуре 2. Здесь лучом сканируют вдоль дорожек, распределенных по определенному рисунку, по части порошковой подушки 5, которая должна быть отверждена, с целью предварительного нагрева порошка. Часть верхнего слоя 5' порошковой подушки 5, подвергаемая предварительному нагреву, обозначена как область 10 предварительного нагрева слоя порошка или просто область 10 предварительного нагрева (см. также фигуру 3). Ссылочные позиции Lx и Ly обозначают стороны в данном случае прямоугольной области 10 предварительного нагрева. Луч следует по дорожкам, указанным прямыми и параллельными линиями P1.1, P1.2 и т.д., слева направо, т.е. от x=0 до x=Lx. С левой стороны от линий/дорожек указан код каждой дорожки. С правой стороны от линий/дорожек указан порядок, в котором эти дорожки сканируют. Таким образом, подлежащей сканированию первой дорожкой является Р1.1, следующей дорожкой является Р2.1, после которой дорожка Р3.1 и так далее. Такие последовательно сканируемые дорожки физически разделены безопасным расстоянием ΔΥ, которое будет дополнительно обсуждаться ниже.
В зависимости от конкретных условий, таких как размеры области 10 предварительного нагрева, мощность луча и скорость сканирования луча, может быть необходимо использовать такой рисунок сканирования, где дорожки физически разделены расстоянием, которое короче, чем минимальное безопасное расстояние ΔΥ, для того чтобы получить однородно предварительно нагретую область 10 слоя порошка. На фигуре 2 показан пример такого случая, где требуются дополнительные, более близко расположенные дорожки. Эти дополнительные дорожки обозначены кодами Р1.2, Р1.3 и т.д. Соседние дорожки, такие как Р1.20 и Р2.1 или Р3.2 и Р3.3, физически разделены промежуточным расстоянием δΥ. Как можно видеть с правой стороны от линий/дорожек на фигуре 2, соседние дорожки не сканируют в последовательном порядке для того, чтобы по-прежнему разделить последовательно сканируемые дорожки безопасным расстоянием ΔΥ.
В примере, показанном на фигуре 2, область 10 предварительного нагрева можно видеть разделенной на пять подобластей, с Р1 по Р5, и в каждой подобласти число подлежащих сканированию дорожек составляет 20; например, с Р1.1 по Р1.20 в первой подобласти Р1. В более общем случае дорожки могут быть обозначены PM.N, где M - это номер подобласти, а N - номер конкретной дорожки в этой подобласти М. На фигуре 2 М идет от 1 до 5, а N идет от 1 до 20, что приводит к общему числу в 100 подлежащих сканированию дорожек. Значения M и N могут изменяться в зависимости, например, от размера области 10 предварительного нагрева и от желательной температуры предварительного нагрева и/или желательной степени предварительного спекания порошка.
Как задано порядком сканирования дорожек на фигуре 2, область 10 предварительного нагрева сканируют несколько раз в y-направлении, в этом примере 20 раз. При первом сканировании области 10 предварительного нагрева процедура сканирования такова, что первой сканируют дорожку PM.1 в каждой подобласти с Р1 по Р5. Когда этот начальный этап закончен, область 10 предварительного нагрева повторно сканируют, сканируя вторую дорожку PM.2 в каждой подобласти с Р1 по Р5. При следующем повторном сканировании сканируют третью дорожку РМ.3 в каждой подобласти с Р1 по Р5 и так далее. Эта процедура может рассматриваться как один единичный рисунок сканирования, включающий в себя N-ую дорожку каждой подобласти Р1-Р5, причем этот единичный рисунок сканирования смещают в y-направлении, т. е. вниз на фигуре 2, на расстояние, соответствующее промежуточному расстоянию δΥ, как только сканирование всех дорожек в единичном рисунке сканирования завершено. Другими словами, дорожки повторного сканирования смещают параллельно на расстояние δΥ относительно дорожек предыдущего сканирования. Ссылочная позиция N обозначает порядок сканирования или повторного сканирования области 10 предварительного нагрева, где N начинается с 1 (для первого сканирования) и идет до максимального значения, которое в этом примере составляет 20 (для последнего сканирования). Ниже это максимальное значение N обозначено как Nr.
Каждое сканирование или повторное сканирование области 10 предварительного нагрева обладает эффектом увеличения температуры порошковой подушки, которая, в свою очередь, обладает эффектом увеличения электрической проводимости порошка. Поэтому ток луча может быть увеличен после каждой процедуры сканирования (повторного сканирования). Насколько ток луча может быть увеличен между сканированиями зависит от того, насколько может быть увеличена проводимость в предыдущем сканировании.
Важно, чтобы ток луча, скорость сканирования луча и подлежащие сканированию дорожки были приспособлены таким образом, что вокруг того места, где луч ударяет о порошок, предотвращается превышение критического предела плотности заряда, выше которого будет происходить разряд.
Общая функция для описания плотности заряда, которая развивается в порошке при процедуре произвольного сканирования, будет достаточно сложной функцией времени и местоположения луча, поскольку на плотность заряда, образовавшегося вдоль одной сканируемой дорожки, будет влиять плотность заряда, образовавшегося вдоль другой сканируемой дорожки, если эти дорожки не достаточно хорошо разделены в пространстве и во времени. Таким образом, должны быть учтены эффекты суммирования между различными дорожками.
При заранее заданной процедуре сканирования с использованием прямых и параллельных дорожек сканирования, подобных тем, которые изображены на фигурах 2 и 3, эффекты суммирования намного легче контролировать. Для единичной прямой дорожки плотность заряда зависит от отношения I/Vs, где I - это ток луча, а Vs - скорость сканирования луча относительно порошковой подушки. Если это отношение слишком велико, слишком много заряда будет выделяться в порошок (воздействовать на него) на единицу длины дорожки. С точки зрения производства желательно увеличивать температуру эффективным образом, чтобы минимизировать время, требуемое для предварительного нагрева порошка. Таким образом, ток луча и скорость луча должны быть как можно более высокими, не превышая критический предел по плотности заряда. Однако, поскольку заряды будут оставаться вокруг сканированной дорожки в течение некоторого времени, должно быть принято во внимание суммирование плотности заряда между различными сканированиями. Важно, чтобы луч не возвращался в то же самое местоположение или же в зону непосредственной близости от того же самого местоположения, пока не пройдет некоторый минимальный период t0 времени.
Таким образом, для данной длины дорожки в области 10 предварительного нагрева скорость сканирования луча определяется не только отношением I/Vs, но и периодом t0 времени, которое должно пройти перед тем, как луч может вернуться на то же самое местоположение. Поскольку плотность заряда уменьшается не только со временем, но также и с расстоянием от местоположения предыдущего сканирования, требуемый период времени, которому нужно дать пройти перед тем, как определенное местоположение слоя порошка может быть отсканировано, уменьшается с увеличением расстояния от местоположения предыдущего сканирования. В приближении первого порядка этот зависящий от расстояния период безопасного времени, tp, можно считать не зависящим от тока луча и задать так:
tp=t0-kr*r,
где t0 - время, которое должно пройти перед тем, как луч может вернуться к тому же местоположению, в котором он был при t=0, r - расстояние между положением луча при t=0 и новым положением луча в момент времени t, и kr - коэффициент пропорциональности. В данном случае tp полагают имеющим значение между 0 и t0, и это означает, что эффекты суммирования считают пренебрежимо малыми для достаточно больших значений r.
Следовательно, сканирование дорожек области 10 предварительного нагрева должно быть организовано таким образом, что дорожки становятся достаточно разделенными во времени и/или в пространстве с тем, чтобы избежать нежелательных эффектов суммирования заряда в области 10 предварительного нагрева слоя порошка. Это справедливо и для эффектов суммирования заряда, как описано выше, и для эффектов суммирования энергии, при этом количества энергии, выделенной вдоль двух дорожек, складываются вместе, локально повышая температуру слишком сильно. Последовательно сканируемые дорожки, такие как Р4.2 и Р5.2 на фигуре 2, должны быть физически разделены в большей степени, чем другие сканируемые дорожки, поскольку период времени, прошедший между последовательно сканируемыми дорожками, является более коротким (при условии, что дорожки имеют одинаковую длину и равный период времени между началом сканирования каждой отдельной дорожки).
Исходя из данной скорости сканирования луча, Vs, и данной длины дорожек, Lx, можно преобразовать этот зависящий от расстояния требуемый период tp безопасного времени в минимальное безопасное расстояние ΔΥ, которым на практике легче манипулировать, чем минимальным периодом времени. Требуемая длина этого расстояния ΔΥ зависит от того, как быстро луч возвращается к x=0. Таким образом, ΔΥ увеличивается с уменьшением длины дорожек Lx и с увеличением скорости Vs сканирования луча. На фигуре 2 последовательно сканируемые дорожки, такие как Р4.2 и Р5.2, разделены минимальным безопасным расстоянием ΔΥ.
Как описано выше, некоторому периоду времени нужно дать пройти перед тем, как различные дорожки могут быть отсканированы. Для того чтобы уменьшить общее время, требуемое для предварительного нагрева порошка, важно, чтобы луч сканировал части области 10 предварительного нагрева, которые не подвержены «периоду отдыха», обозначенного как tp.
В примере ниже использованы следующие параметры:
Lx, Ly=длины сторон области 10 предварительного нагрева слоя порошка,
Vs=скорость сканирования луча,
I0=исходный ток луча,
ΔI=увеличение тока луча между повторным сканированием области 10 предварительного нагрева,
Nr=число раз сканирования области 10 предварительного нагрева,
ΔY=расстояние между двумя последовательно сканируемыми дорожками; минимальное безопасное расстояние, и
δΥ=расстояние между двумя соседними дорожками; промежуточное расстояние.
Для данной области слоя порошка, т.е. когда значения Lx, Ly заданы, можно эмпирически получить значения для Vs, I0, ΔI, Nr, ΔY и δΥ, которые требуются для надлежащего предварительного нагрева рассматриваемой области порошка.
В Таблице 1 показан пример надлежащих значений Vs, I0, ΔI, Nr, ΔY и δΥ для определенной области слоя порошка (Lx, Ly), определенного ускоряющего напряжения (60 кВ) и определенного, имеющегося в продаже порошка (полученного распылением газом ELI Ti6Al4V).
Предполагая, что время, требуемое для того, чтобы луч «перескочил» между разными дорожками, является пренебрежимо малым (что обычно является справедливым предположением, поскольку скорость «скачка» луча обычно значительно больше, чем его скорость сканирования), и предполагая, что верны линейные зависимости, можно использовать значения параметров в Таблице 1 для получения взаимозависимостей, которые могут быть использованы для произвольных значений Lx и Ly. Чтобы получить наиболее точные эмпирические значения, эти значения должны быть получены с использованием области порошка, которая является как можно меньшей, т е. значения Lx и Ly должны быть как можно меньшими. Однако приблизительные эмпирические значения, которые могли бы быть достаточно точными, могут быть получены более быстрым путем, начиная от большей области порошка (большие Lx и Ly). Предпочтительно, то же самое значение δΥ используют независимо от значений Lx и Ly, поскольку δΥ также влияет на качество поверхности готового трехмерного изделия. Также важно, чтобы выделяемая на единицу площади общая энергия была равномерно распределена для того, чтобы поддерживать температуру как можно более одинаковой по рассматриваемой области порошка, независимо от значений Lx и Ly.
Ссылаясь на Таблицу 1, верны следующие взаимозависимости и ограничивающие параметры:
T0=(Ly/ΔΥ)•Lx/Vs,
kr=(t0-Lx/Vs)/ΔΥ,
k1=I0/Vs,
k2= ΔI/Vs, и
k3=(I0+Nr•ΔI)•Nr/(Vs•δΥ•2),
где t0 - минимальный период времени, которому нужно дать пройти перед тем, как луч вернется к ранее отсканированной дорожке (в зону непосредственной близости от нее), (т.е. t0 - это период времени, который должен истечь перед тем, как луч может вернуться, например, от линии PM.N к линии PM.N+1); kr - это коэффициент, используемый для определения того периода времени, которому нужно дать пройти перед тем, как луч вернется к x=0 на расстоянии ΔΥ от ранее отсканированной дорожки; k1 пропорционален максимальному количеству заряда, выделенному в расчете на один мм дорожек во время первого сканирования области 10 предварительного нагрева; k2 пропорционален максимальному увеличению выделения заряда в расчете на один мм для каждого повторного сканирования области 10 предварительного нагрева; и k3 пропорционален среднему выделению энергии в расчете на один мм2, требуемому для поддержания поверхности порошка при определенной температуре.
Здесь t0 и kr являются минимальными значениями, тогда как k1 и k2 являются максимальными значениями, которые не должны быть превышены. Коэффициент k3 является формой нормативной величины, но может рассматриваться как максимальное значение, которое не должно быть превышено в целях ускорения процесса.
Значения этих ограничивающих параметров могут быть получены с использованием эмпирически полученных значений в Таблице 1. После получения этих ограничивающих параметров они могут быть использованы для вычисления пяти неизвестных параметров Vs, I0, ΔI, Nr и ΔY для произвольных значений Lx и Ly, пока δΥ поддерживается на почти таком же значении. Должны быть предприняты некоторые меры, поскольку отношения Ly/ΔY и ΔY/δΥ должны быть целыми числами. Таким образом, эти параметры могут быть определены итерационным путем, когда, например, Lx поддерживается неизменным, тогда как Ly и δΥ разрешено в некоторой степени меняться.
Задача получения эмпирических значений, таких как приведенные в Таблице 1, для других видов порошков на основании информации, приведенной в данном тексте, может считаться рутинной работой для специалиста в данной области техники. Общее правило таково, что t0, а значит, и tp увеличиваются с уменьшением проводимости порошка. Таким образом, для порошка с низкой проводимостью могут быть необходимыми большие значения Lx, Ly, Vs, Nr и ΔY в сочетании с малыми значениями для I0 и ΔI.
Как описано выше, предварительный нагрев слоя порошка может быть осуществлен по прямоугольной области слоя порошка, которая заключает в себе все те части порошка, которые должны быть сплавлены. Это может быть, однако, неэффективным подходом, поскольку в зависимости от вида подлежащего изготовлению изделия могла бы подогреваться чрезмерно большая область порошка.
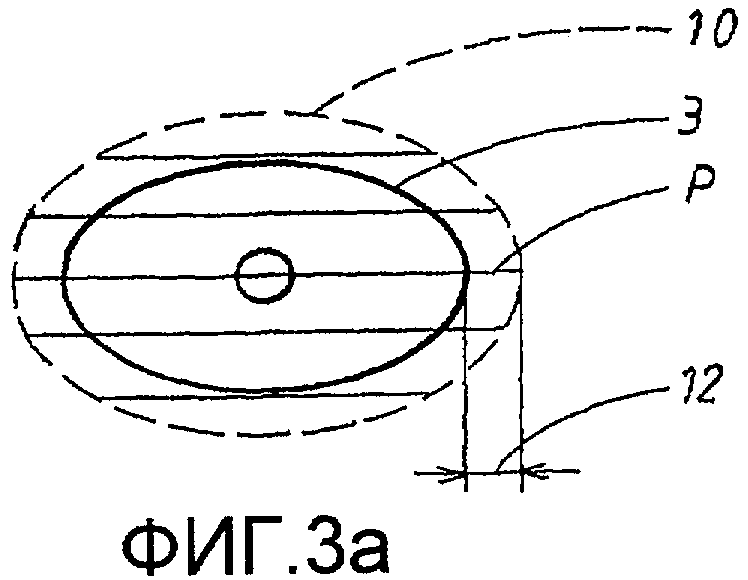
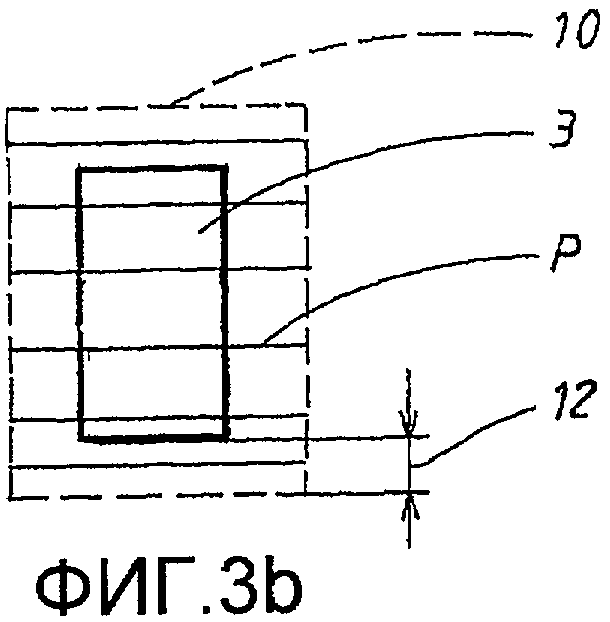
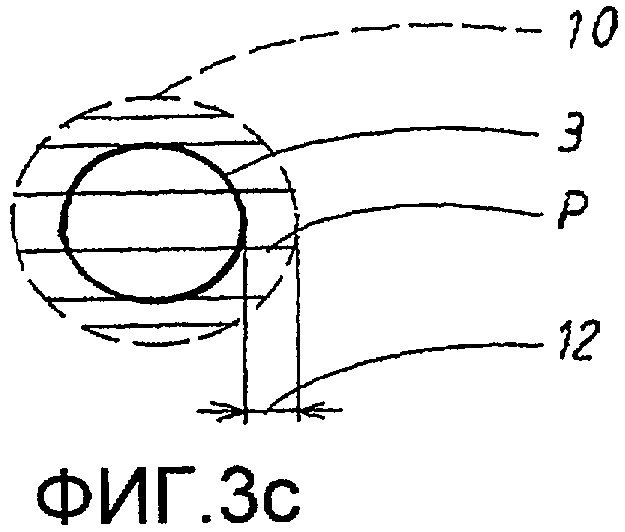
На фигуре 3 на виде сверху схематично показаны три примера различных форм слоев порошка, которые должны быть сплавлены с тем, чтобы образовать часть изделия 3. На фигуре 3 показаны также соответствующие области 10 предварительного нагрева (пунктирные линии) и некоторые выбранные дорожки Р (тонкие сплошные линии), по которым нужно следовать во время сканирования предварительного нагрева. На фигуре 3а показано изделие 3, которое, по меньшей мере в этом конкретном слое, имеет овальную форму с отверстием в середине, тогда как фигуры 3b и 3с показывают изделия 3, имеющие соответственно прямоугольную и круглую форму.
Как можно видеть на фигуре 3, формы областей 10 предварительного нагрева имеют такую же принципиальную форму, что и изделие, т.е. как и форма слоя порошка, который должен быть сплавлен, но области 10 предварительного нагрева расширены с тем, чтобы вместить в себя те части, которые должны быть сплавлены. Размер каждой области 10 предварительного нагрева адаптирован таким образом, что образована некоторая полоса 12 безопасности по отношению к соответствующей части 3 слоя порошка, которая должен быть сплавлена. Эта полоса 12 безопасности должна быть достаточной для обеспечения того, что вся площадь изделия 3, включая ее ближайшие окрестности, предварительно нагрета надлежащим образом, т.е. так, что температура и электрическая проводимость слоя порошка не изменяются резко на внешней границе дорожек, которые должны быть сплавлены. Для порошка Ti6Al4V, упомянутого в связи с таблицей 1, полоса 12 безопасности должна составлять по меньшей мере 6 мм. Обычно величина полосы 12 безопасности должна быть увеличена с уменьшением тепло- и/или электропроводности порошка.
Как можно увидеть на фигурах 3а и 3с, длины дорожек могут изменяться. В подобных случаях может потребоваться откорректировать некоторые параметры, такие как минимальное безопасное расстояние ΔΥ, чтобы учесть, что некоторые дорожки занимают меньше времени для сканирования.
Если используемый порошок имеет очень низкую электрическую проводимость, и/или если необычно большим является расстояние между теми частями слоя порошка, которые должны быть сплавлены, может оказаться необходимым предварительно нагреть также части слоя порошка, которые не должны быть сплавлены, чтобы позволить лучу «перескочить» между теми частями, которые должны быть сплавлены. В противном случае, при повторном перескакивании по той же самой не подлежащей сплавлению области, плотность распределения заряда в этой области может превысить критическое значение.
Термин «скачок» относится к ситуации, когда луч быстро перемещают от одного местоположения к другому, например из концевого положения дорожки в начальное положение следующей дорожки, подлежащей сканированию. В некоторых применениях может быть выгоднее «перескакивать» вместо того, чтобы включать и выключать луч.
Как только этап предварительного нагрева способа закончен, за ним может следовать этап отверждения способа, на котором энергия луча может быть дополнительно увеличена с тем, чтобы расплавить или спечь зерна порошка вместе. Выполняя этап предварительного нагрева способа контролируемым и точным образом, можно обеспечить, что последующий этап отверждения будет проведен надлежащим образом.
Хотя многие из преимуществ способа по изобретению могут быть достигнуты при использовании электронного луча, способ является выгодным также и при применениях с лазерным лучом. Один пример состоит в том, что способ по изобретению способен создавать однородно спеченную область слоя порошка. Такие спеченные области будут увеличивать теплопроводность в порошке и, таким образом, минимизировать вероятность наличия очень больших температурных градиентов на границе раздела между расплавленным металлом и порошком при последующем этапе плавления.
Изобретение не ограничено описанными выше вариантами осуществления изобретения, а может быть модифицировано различными путями в пределах объема формулы изобретения. Например, если соотношение Lx/Vs является большим, можно разместить последующую дорожку рядом с только что отсканированной дорожкой. В таком случае безопасное расстояние ΔΥ может быть установлено равным промежуточному расстоянию δΥ, т.е. те же самые дорожки сканируют при каждом повторном сканировании.
Дополнительно можно сканировать дорожки в отличающемся порядке от того, что описан в связи с фигурой 2. Например, первая дорожка в каждой подгруппе (Р1.1, Р2.1 и т.д.) могла бы быть отсканирована несколько раз перед тем, как сканируют вторую дорожку в каждой подгруппе (Р1.2, Р2.2 и т.д.). В некоторых случаях, в частности, если отношение Lx/Vs является большим, также может оказаться возможным сканировать одну и ту же дорожку несколько раз без сканирования каких-либо других дорожек в промежутке между ними.
Кроме того, дорожки не обязательно должны быть прямыми и параллельными линиями. Однако такой рисунок дорожек упрощает труд по нахождению рисунка дорожек и порядка сканирования дорожек, который работает на практике, учитывая эффекты суммирования и т.д. Использование прямых и параллельных дорожек также упрощает управление лучом во время сканирования.
Изобретение относится к способу и устройству послойного изготовления трехмерных объектов с использованием порошкового материала. Способ включает в себя этап предварительного нагрева порошкового материала однородным образом и последующий этап отверждения путем облучения порошкового материала электронным лучом для сплавления порошкового материала. Этап предварительного нагрева включает в себя подэтап сканирования области предварительного нагрева слоя порошка путем сканирования лучом вдоль дорожек, распределенных по области предварительного нагрева слоя порошка. Последовательно сканируемые дорожки разделены, по меньшей мере, минимальным безопасным расстоянием. Упомянутое минимальное безопасное расстояние приспособлено для того, чтобы предотвратить нежелательные эффекты суммирования в области предварительного нагрева слоя порошка от упомянутых последовательно сканируемых дорожек. 2 н. и 12 з.п. ф-лы, 3 ил., 1 табл.
1. Способ послойного изготовления трехмерных объектов (3) с использованием порошкового материала (5), включающий отверждение порошкового материала путем облучения его высокоэнергетическим лучом, отличающийся тем, что он включает в себя этап предварительного нагрева с основной целью предварительно нагреть порошковый материал (5) однородным образом, с последующим этапом отверждения с основной целью сплавить порошковый материал, при этом этап предварительного нагрева включает в себя подэтап сканирования области (10) предварительного нагрева слоя порошка путем сканирования лучом вдоль дорожек (Р1.1-Р5.20), распределенных по области (10) предварительного нагрева слоя порошка, при этом последовательно сканируемые дорожки (PM.N, P(M+1).N) разделены по меньшей мере минимальным безопасным расстоянием (ΔY), причем упомянутое минимальное безопасное расстояние (ΔY) приспособлено для того, чтобы предотвратить нежелательные эффекты суммирования в области (10) предварительного нагрева слоя порошка от упомянутых последовательно сканируемых дорожек.
2. Способ по п.1, отличающийся тем, что этап предварительного нагрева дополнительно включает в себя подэтап повторного сканирования области (10) предварительного нагрева слоя порошка.
3. Способ по п.2, отличающийся тем, что дорожки, по которым следуют во время повторного сканирования области (10) предварительного нагрева слоя порошка, смещены на промежуточное расстояние (δY) относительно дорожек, по которым следуют во время предыдущего сканирования области (10) предварительного нагрева слоя порошка, при этом промежуточное расстояние (δY) является меньшим, чем минимальное безопасное расстояние (ΔY).
4. Способ по п.1, отличающийся тем, что мощность луча увеличивают во время этапа предварительного нагрева.
5. Способ по п.2, отличающийся тем, что мощность луча увеличивают во время этапа предварительного нагрева.
6. Способ по п.3, отличающийся тем, что мощность луча увеличивают во время этапа предварительного нагрева.
7. Способ по любому из пп.5 или 6, отличающийся тем, что мощность луча увеличивают ступенчато между последовательными сканированиями или повторными сканированиями области (10) предварительного нагрева слоя порошка.
8. Способ по любому из пп.4-6, отличающийся тем, что луч представляет собой электронный луч, и тем, что мощность луча увеличивают путем увеличения тока луча.
9. Способ по п.7, отличающийся тем, что луч представляет собой электронный луч, при этом мощность луча увеличивают путем увеличения тока луча.
10. Способ по п.1, отличающийся тем, что дорожки (PM.N) сканируют от одного конца (х=0) до другого конца (x=Lx).
11. Способ по п.1, отличающийся тем, что дорожки (PM.N) являются, по существу, параллельными.
12. Способ по п.1, отличающийся тем, что дорожки (PM.N) образуют, по существу, прямые линии.
13. Способ по п.1, отличающийся тем, что область (10) предварительного нагрева слоя порошка является большей, чем соответствующая часть (3) слоя порошка, которая подлежит сплавлению на последующем этапе отверждения, и за счет этого образует полосу безопасности по отношению к этой соответствующей части (3) слоя порошка.
14. Устройство (1) для послойного изготовления трехмерных объектов (3) с использованием порошкового материала (5), отверждаемого путем облучения высокоэнергетическим лучом, отличающееся тем, что оно приспособлено для осуществления способа по любому из пп.1-13.
| US 6007764 A, 28.12.1999 | |||
| US 4863538 A, 05.09.1989 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВОЙ КОМПОЗИЦИИ | 1995 |
|
RU2145269C1 |
| УСТРОЙСТВО И СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ ПОРОШКА | 1994 |
|
RU2141887C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО МЕТАЛЛОКЕРАМИЧЕСКОГО КОМПОЗИТНОГО МАТЕРИАЛА, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ МЕТАЛЛОКЕРАМИЧЕСКИЙ КОМПОЗИТНЫЙ МАТЕРИАЛ, ФОРМОВАННАЯ КОМПОЗИЦИЯ (ВАРИАНТЫ) И СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО АЛЮМИНИЯ | 1992 |
|
RU2114718C1 |
| US 5647931 A, 11.01.1994 | |||
| SE 524467 A, 13.12.2002. | |||

