Композиционные материалы на основе β-трикальцийфосфата (β-ТКФ) с применением 3D печати методом лазерной стереолитографии (источник света - лазер) и проекционной микростереолитографии (источник света - экран, проектор) являются одними из наиболее перспективных в медицине для новых технологий регенерации костных тканей. Принцип получения образцов основан на полимеризации (затвердевании) фотополимера в 3D принтере под действием ультрафиолетового излучения. В настоящее время активно развиваются 3D технологии, основанные на возможности печати фотополимера, содержащего порошки оксида алюминия, диоксида циркония, трикальцийфосфата и других. После печати образцы подвергают обжигу, в процессе которого происходит удаление органической составляющей и достижение спеченного состояния, характеризующегося низкой открытой пористостью, высокой относительной плотностью, а также заданной печатью формой. Высокая биорезорбция материалов со структурой β-ТКФ и возможность получения пористых матриксов в результате применения 3D печати создает условия для быстрого восстановления костной ткани. Однако керамика на основе фосфатов кальция (β-ТКФ, гидроксиапатит) характеризуется высокой температурой спекания 1200-1350°С (Баринов С.М., Комлев В.С. Биокерамика на основе фосфатов кальция. - М.: Наука, 2005 - 204 с.), что может приводить к деформации образцов особенно сложной конфигурации. Это снижает процент выхода годных изделий и приводит к удорожанию готовой продукции. Получить спеченные образцы возможно также за счет отработки технологии спекания и применения добавок, повышающих термическую стойкость или способствующих снижению температуры спекания материалов.
Наиболее близким по техническому решению и достигаемому эффекту является способ получения 3D керамического образца на основе трикальцийфосфата, заключающийся в смешении порошка β-ТКФ со фотополимером [Schmidleithner, С., Malferrari, S., Palgrave, R.G., Bomze, D., Schwentenwein, M., & Kalaskar, D.M. Application of high resolution DLP stereolithography for fabrication of tricalcium phosphate scaffolds for bone regeneration // Biomedical Materials. - 2019.]. Печать проводили с использованием 3D принтера при воздействии ультрафиолетового излучения. После печати образец помещали в термопечь, где в течение 96 часов проводили удаление органической составляющей и окончательный обжиг при 1200°С в течение 2 часов. Скорость нагрева варьировали между 0,17 и 0,52°С мин-1. Полученные керамические образцы имели пористость 0, 50 и 75%, размер пор около 400 мкм, относительная пористость 0,95%, размер кристаллов около 3,8 мкм. Недостатком данного способа является большая длительность и высокая температура обжига, что может привести к потере заданной формы керамических образцов.
Технический результат предлагаемого изобретения - снижение температуры обжига до 850-900°С керамического образца, получение образца с меньшим размером кристаллов 0,8-1,0 мкм, с пористостью до 80% и размерами пор до 800 мкм.
Технический результат достигается тем, что способ получения керамического образца на основе β-трикальцийфосфата с использованием метода стереолитографии для восстановления костной ткани, включающий операции: смешение порошка β-трикальцийфосфата с фотополимером, печать образца методом стереолитографии с использованием 3D принтера при воздействии ультрафиолетового облучения, обжиг образца для удаления органической составляющей и получения пористой или плотной структуры, отличается тем, что керамический образец получают в следующей последовательности операций: порошок β-ТКФ смешивают с добавкой карбоната лития в количестве 2-6 масс.%, полученную смесь прокаливают при температуре 400-700°С и измельчают до размера частиц менее 0,5 мкм, полученный порошок в количестве 20-70 масс.% смешивают с фотополимером и производят печать пористого или плотного образца при воздействии ультрафиолетового излучения с использованием 3D принтера методом стереолитографии, при этом размер пор и пористость закладывается при печати с учетом усадки образца в процессе последующего обжига, затем напечатанный образец обжигают по следующему температурному режиму: до 120-140°С - 1 час, до 230-250°С - 5 часов, выдержка при 240-250°С - 10 часов, до 300°С - 3 часа, до 850-900°С - 2 часа, выдержка - 2 часа при 850-900°С; в результате полученный керамический образец характеризуется следующими параметрами - средний размер кристаллов 0,8-1,0 мкм, пористость 0-80%, содержит крупные поры размером от 300 до 800 мкм.
Полученный керамический образец характеризуется более низкой температурой обжига по сравнению с прототипом - 850-900°С, менее длительным режимом обжига образцов - 23 часа, однородной мелкокристаллической структурой 0,8-1,0 мкм. Введение добавки карбоната лития, имеющей температуру плавления около 732°С, приводит к образованию низкотемпературного расплава в процессе обжига, что способствует снижению температуры спекания (получению высокой плотности), мелкокристаллической структуры. Введение добавки менее 2,0 масс. % по отношению к β-ТКФ, а также использование порошка размером более 0,5 мкм не позволяет получить спеченный образец при температуре 850-900°С и размером кристаллов 0,8-1,0 мкм. При содержании добавки более 6 масс. % может происходить деформация образца керамики при его обжиге. Уменьшение времени обжига, увеличение скорости нагрева образца, а также изменение температуры и времени выдержек при обжиге образца может привести к деформации и разрушению образца, а также к появлению дефектов - трещин, отслоений, раковин. При введении порошка в фотополимеры менее 30 масс. % напечатанный образец в процессе обжига сильно деформируется и частично разрушается. При содержании порошка более 70 масс. % качество печатаемого образца снижается или становится невозможной его печать вследствие повышения вязкости эмульсии (смесь фотополимера и порошка β-ТКФ). Выход за указанные температуры прокаливания порошков (400-700°С) приводит к снижению качества печати - уменьшается разрешение напечатанного образца, в том числе, становится невозможно печатать образец с порами размером менее 500 мкм.
Пример 1. В порошок β-ТКФ добавили при перемешивании карбонат лития в количестве 6 масс. %, затем порошок прокалили при температуре 400°С, затем измельчили в планетарной мельнице до размера частиц менее 0,5 мкм. Полученный порошок в количестве 30 масс. % смешали с фотополимером, поместили в 3D принтер и произвели печать образца при воздействии ультрафиолетового излучения с размерами пор 1 мм методом стереолитографии. После печати произвели обжиг образцов по режиму до 120-140°С - 1 час, до 230-250°С - 5 часов, выдержка при 240-250°С - 10 часов, до 300°С - 3 часа, до 850-900°С - 2 часа, выдержка - 2 часа при 850°С. В результате был получен керамический образец со средним размером кристаллов 0,8-0,9 мкм, пористостью 50%, размерами пор 800 мкм.
Пример 2. В порошок β-ТКФ добавили при перемешивании карбонат лития в количестве 5 масс. %, затем порошок прокалили при температуре 650°С, затем измельчили в планетарной мельнице до размера частиц менее 0,5 мкм. Полученный порошок в количестве 50 масс. % смешали с фотополимером, поместили в 3D принтер и произвели печать беспористого образца при воздействии ультрафиолетового излучения методом стереолитографии. После печати произвели обжиг образца по режиму до 120-140°С - 1 час, до 230-250°С - 5 часов, выдержка при 240-250°С - 10 часов, до 300°С - 3 часа, до 850-900°С - 2 часа, выдержка - 2 часа при 880°С. В результате был получен плотный керамический образец со средним размером кристаллов около 0,9 мкм, пористостью менее 0,05%, крупные поры отсутствуют.
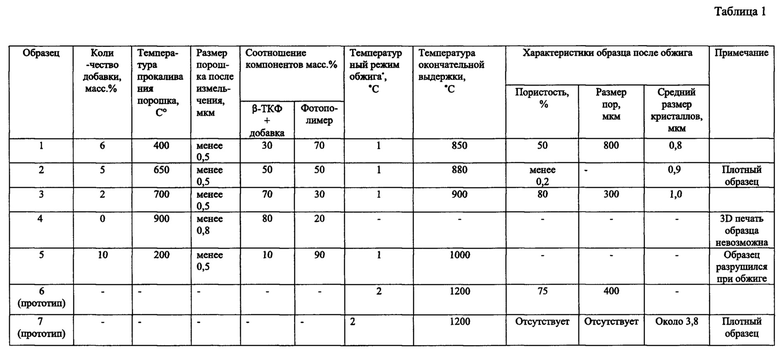
Также были изготовлены другие образцы керамики в пределах заявленного способа, и определены их свойства в сравнении с прототипом. Полученные результаты сведены в таблицу 1, где температурные режимы обжига обозначены: 1 - до 120-140°С - 1 час, до 240°С - 5 часов, выдержка при 240-250°С - 10 часов, до 300°С - 3 часа, до 850-900°С - 2 часа, выдержка - 2 часа при 850-900°С.
2 - скорость нагрева варьировали между 0,17 и 0,52°С мин-1, общая продолжительность составляет 96 часов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения пористой керамики на основе трикальцийфосфата по изготовленным трехмерным моделям методом послойного наплавления с использованием фотополимеризации | 2022 |
|
RU2784938C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ТРЕХМЕРНОГО КАРКАСА ДЛЯ ЗАМЕЩЕНИЯ КОСТНО-ХРЯЩЕВЫХ ДЕФЕКТОВ | 2015 |
|
RU2606041C2 |
| ГИДРОГЕЛЬ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С АНТИБАКТЕРИАЛЬНОЙ АКТИВНОСТЬЮ ДЛЯ ЗАМЕЩЕНИЯ КОСТНО-ХРЯЩЕВЫХ ДЕФЕКТОВ МЕТОДОМ 3D ПЕЧАТИ | 2016 |
|
RU2632431C2 |
| СОСТАВ ЖИДКОСТИ ДЛЯ ПОЛУЧЕНИЯ ПОРИСТЫХ КЕРАМИЧЕСКИХ ОБРАЗЦОВ НА ОСНОВЕ ФОСФАТОВ КАЛЬЦИЯ ДЛЯ КОСТНОЙ ИНЖЕНЕРИИ ПРИ 3D ФОРМОВАНИИ И/ИЛИ 3D ПЕЧАТИ | 2013 |
|
RU2549638C1 |
| Способ получения индивидуального композиционного имплантата на основе альгината натрия и фосфатов кальция для замещения костно-хрящевых дефектов методом трехмерной гелевой печати | 2019 |
|
RU2723217C1 |
| Способ изготовления изделий из порошковых керамических материалов | 2017 |
|
RU2668107C1 |
| Способ изготовления матриксов на основе низкотемпературных модификаций фосфатов кальция для костной инженерии | 2018 |
|
RU2700770C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ПИРОФОСФАТА КАЛЬЦИЯ | 2012 |
|
RU2537615C2 |
| СПОСОБ 3D-ПЕЧАТИ ИЗДЕЛИЙ АКТИВИРОВАННОЙ УЛЬТРАЗВУКОМ СТРУЕЙ ПОРОШКОВОГО МАТЕРИАЛА, ПЛАСТИФИЦИРОВАННОГО ТЕРМОПЛАСТИЧНОЙ СВЯЗКОЙ | 2021 |
|
RU2777114C1 |
| НАНОСТРУКТУРИРОВАННЫЙ КАЛЬЦИЙФОСФАТНЫЙ КЕРАМИЧЕСКИЙ МАТЕРИАЛ НА ОСНОВЕ СИСТЕМЫ ТРИКАЛЬЦИЙФОСФАТ-ГИДРОКСИАПАТИТ ДЛЯ РЕКОНСТРУКЦИИ КОСТНЫХ ДЕФЕКТОВ | 2007 |
|
RU2359708C1 |
Изобретение относится к медицине, в частности биокерамическим материалам, предназначенным для изготовления костных имплантатов и/или замещения дефектов при различных костных патологиях. Технический результат изобретения - получение керамических образцов на основе β-трикальцийфосфата с общей пористостью до 80%, размером пор 300-800 мкм с низкой температурой спекания. Смесь порошков β-ТКФ и 2-6 мас.% карбоната лития прокаливают при 400-700°С, измельчают и смешивают с фотополимером. Образцы печатают с использованием 3D принтера методом стереолитографии при воздействии ультрафиолетового излучения. Форма образцов керамики, пористость и размер пор задаются на стадии печати образцов. Напечатанный образец обжигают ступенчато с промежуточными выдержками. За счет применения добавки - карбоната лития - образцы спекаются при низкой температуре 850-900°С и имеют мелкокристаллическую структуру 0,8-1,0 мкм. 1 табл., 3 пр.
Способ получения керамического образца на основе β-трикальцийфосфата с использованием метода стереолитографии для восстановления костной ткани, включающий операции: смешение порошка β-трикальцийфосфата с фотополимером, печать образца с использованием 3D принтера при воздействии ультрафиолетового облучения, обжиг образца для удаления органической составляющей и получения пористой структуры, отличающийся тем, что керамический образец получают в следующей последовательности операций: порошок β-ТКФ смешивают с добавкой карбоната лития в количестве 2-6 масс. %, полученную смесь прокаливают при температуре 400-700°С и измельчают до размера частиц менее 0,5 мкм, полученный порошок в количестве 30-70 масс. % смешивают с фотополимером и производят печать пористых или плотных образцов при воздействии ультрафиолетового излучения с использованием 3D принтера методом стереолитографии, при этом размер пор и пористость закладывается при печати с учетом усадки образца в процессе последующего обжига, затем напечатанный образец обжигают по следующему температурному режиму: до 120-140°С - 1 час, до 230-250°С - 5 часов, выдержка при 240-250°С - 10 часов, до 300°С - 3 часа, до 850-900°С 2 часа, выдержка - 2 часа при 850-900°С.
| SCHMIDLEITHNER C | |||
| et al, "Applicationof high resolution DLP stereolithography for fabrication of tricalciumphosphat scaffolds for bone regeneration", Biomedical Materials, 2019, july 19, 14(4) | |||
| ПОРИСТЫЙ КАЛЬЦИЙ-ФОСФАТНЫЙ ЦЕМЕНТ | 2012 |
|
RU2485978C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ТРЕХМЕРНОГО КАРКАСА ДЛЯ ЗАМЕЩЕНИЯ КОСТНО-ХРЯЩЕВЫХ ДЕФЕКТОВ | 2015 |
|
RU2606041C2 |
| Способ обогащения дрожжевых затворов усвояемыми азотистыми веществами | 1926 |
|
SU13053A1 |
| CN 110028335 A, 19.07.2019 | |||
| CN 110171979 A, 27.08.2019 | |||
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |

