Область техники
Настоящее изобретение относится к области заготовок оптического волокна, в частности, к заготовке оптического волокна и способу изготовления оптического волокна со сверхнизким ослаблением, а также к области оптического волокна.
Уровень техники
В связи со стремительным ростом глобальной информатизации трафик данных систем связи в последние годы быстро рос со среднегодовым темпом роста от 50% до 80%, что обуславливает необходимость развития технологий оптической связи в отношении сверхбольшой пропускной способности, сверхбольшого расстояния и сверхвысокой скорости. Технология оптической связи, как физический базовый уровень передачи информации, обеспечивающая поддержку всего мобильного Интернета, больших данных и других уровней приложения, является незаменимой базовой областью для разработки 13-го пятилетнего плана страны. Исходя из этого, основа оптической связи, а именно высокотехнологичная производственная технология и промышленное производство оптического волокна, особенно важны. С развитием технологии высокоскоростной связи технология 100G стала более совершенной, технология 400G быстро коммерциализируется, а традиционные одномодовые оптоволоконные среды все в большей степени не соответствуют требованиям высокоскоростной связи.
Технология получения оптического волокна со сверхнизким ослаблением представляет собой основу для систем передачи с большой пропускной способностью и на большие расстояния. Разработка оптического волокна со сверхнизким ослаблением основана на уменьшении потерь на рассеяние в оптическом волокне, поэтому оптическое волокно со сверхнизким ослаблением обычно содержит сердцевину из чистого кварца. Для получения волноводной структуры с полным отражением, в которой в качестве материала сердцевины используют чистый кремний, в качестве материала слоя защитного покрытия не может быть использован традиционный материал сердцевины из чистого кремния, вследствие чего для образования слоя защитного покрытия вокруг сердцевины из чистого кварца необходимо наносить материалы с низким показателем преломления, обычно легированные фторсодержащими элементами. После легирования кварцевого стекла фтором показатель преломления кварцевого защитного покрытия снижается, благодаря чему могут быть созданы условия для полного отражения по сравнению с областью сердцевины из чистого кремния. Однако, если кварцевое стекло легировано фтором, его вязкость также будет снижена, при этом вязкость слоя сердцевины и слоя защитного покрытия будет различной при высоких температурах. Способ изготовления оптических волокон состоит в том, чтобы сначала изготовить оптические стержни, а затем сплавить и вытянуть оптические стержни в оптические волокна при высокой температуре. Согласно способу изготовления оптических стержней как материал области сердцевины, так и материал слоя защитного покрытия подвергают процессу высокотемпературного плавления и низкотемпературного отверждения. Таким образом, если слой сердцевины и слой защитного покрытия имеют большую разницу в вязкости, при осуществлении способа изготовления вследствие несоответствия вязкости при осуществлении способа изготовления при высокой и низкой температуре возникает несоответствие периодов теплового расширения и холодного сжатия, которое приводит к повышению напряжения между слоем сердцевины и слоем защитного покрытия. Эти напряжения действуют на слой сердцевины, что приводит к значительному увеличению потерь видимого излучения, проходящего через слой сердцевины.
Таким образом, при разработке технологии оптического волокна со сверхнизким ослаблением основным аспектом является способ уменьшения напряжения на поверхности раздела сердцевина-защитное покрытие.
При изготовлении оптических волокон со сверхнизким ослаблением в промышленности способ достижения соответствия вязкости слоя сердцевины и слоя защитного покрытия заключается в снижении вязкости за счет легирования калием области сердцевины без использования при этом слишком большого количества материалов, вызывающих дополнительные потери на поглощение в полосе частот связи. Однако с этим способом все же связаны некоторые проблемы, такие как возникновение дисбаланса вязкости вследствие диффузии материалов на поверхности раздела, легированной калием, и поверхности раздела, легированной фтором, а также интерференция напряжений между поверхностью раздела, легированной фтором, и наружной поверхностью раздела чистого кварца, в результате чего не может быть достигнуто заданное значение ослабления в оптическом волокне.
Раскрытие сущности изобретения
Ввиду недостатков, существующих в уровне техники, задача настоящего изобретения состоит в разработке заготовки оптического волокна и способа изготовления оптического волокна со сверхнизким ослаблением, а также оптического волокна, в котором устранено ослабление, вызванное высоким напряжением на поверхности раздела оптического волокна со сверхнизким ослаблением, и реализации изготовления оптического волокна со сверхнизким ослаблением.
Для решения указанной выше задачи в настоящем изобретении используется следующее техническое решение: заготовка оптического волокна для изготовления оптического волокна со сверхнизким ослаблением, содержащая стержень сердцевины и оболочку, охватывающую снаружи стержень сердцевины;
стержень сердцевины содержит слой сердцевины, легированный калием, и слой сердцевины, легированный совместно калием и фтором, последовательно расположенные изнутри наружу;
оболочка содержит внутреннюю оболочку и наружную оболочку, последовательно расположенные изнутри наружу, причем внутренняя оболочка содержит глубокий слой, легированный фтором, и неглубокий слой, легированный фтором, последовательно расположенные изнутри наружу; а
зазор между стержнем сердцевины и внутренней оболочкой образует первое пространство.
Кроме того, заготовка оптического волокна дополнительно содержит хвостовую трубку, а хвостовая трубка содержит:
замкнутое кольцо;
хвостовой стержень, один конец которого соединен со стержнем сердцевины, а другой конец соединен с замкнутым кольцом;
внутреннюю хвостовую трубку, охватывающую снаружи хвостовой стержень, причем один конец внутренней хвостовой трубки соединен с оболочкой, а другой конец соединен с замкнутым кольцом; в то же время
первое пространство и зазор между замкнутым кольцом, хвостовым стержнем и внутренней хвостовой трубкой вместе образуют первую секцию, а в замкнутом кольце имеется внутреннее аспирационное отверстие, сообщающееся с первой секцией.
Кроме того, зазор между внутренней оболочкой и наружной оболочкой образует второе пространство.
Кроме того, заготовка оптического волокна дополнительно содержит хвостовую трубку, а хвостовая трубка содержит:
замкнутое кольцо;
хвостовой стержень, один конец которого соединен со стержнем сердцевины, а другой конец соединен с замкнутым кольцом;
внутреннюю хвостовую трубку, охватывающую снаружи хвостовой стержень, причем один конец внутренней хвостовой трубки соединен с внутренней оболочкой, а другой конец соединен с замкнутым кольцом;
наружную хвостовую трубку, охватывающую снаружи внутреннюю хвостовую трубку, причем один конец наружной хвостовой трубки соединен с наружной оболочкой, а другой конец соединен с замкнутым кольцом; в то же время
первое пространство и зазор между замкнутым кольцом, хвостовым стержнем и внутренней хвостовой трубкой вместе образуют первую секцию, а в замкнутом кольце имеется внутреннее аспирационное отверстие, сообщающееся с первой секцией;
второе пространство и зазор между замкнутым кольцом, внутренней хвостовой трубкой и наружной хвостовой трубкой вместе образуют вторую секцию, а в замкнутом кольце дополнительно имеется наружное аспирационное отверстие, сообщающееся со второй секцией.
В настоящем изобретении также предложен способ изготовления оптического волокна со сверхнизким ослаблением с использованием заготовки оптического волокна как упомянуто выше, включающий следующие этапы:
обеспечение вытяжной башни;
закрепление заготовки оптического волокна в вытяжной башне;
регулирование степени вакуумирования в первом пространстве до первой заданной степени вакуумирования и выполнение вытяжки оптического волокна.
Кроме того, заготовка оптического волокна дополнительно содержит хвостовую трубку, а хвостовая трубка содержит:
замкнутое кольцо;
хвостовой стержень, один конец которого соединен со стержнем сердцевины, а другой конец соединен с замкнутым кольцом;
внутреннюю хвостовую трубку, охватывающую снаружи хвостовой стержень, причем один конец внутренней хвостовой трубки соединен с оболочкой, а другой конец соединен с замкнутым кольцом; в то же время
первое пространство и зазор между замкнутым кольцом, хвостовым стержнем и внутренней хвостовой трубкой вместе образуют первую секцию, а в замкнутом кольце имеется внутреннее аспирационное отверстие, сообщающееся с первой секцией;
причем способ дополнительно включает: откачивание газа наружу через внутреннее аспирационное отверстие для регулирования степени вакуумирования в первом пространстве до первой заданной степени вакуумирования.
В настоящем изобретении также предложен способ изготовления оптического волокна со сверхнизким ослаблением с использованием заготовки оптического волокна как упомянуто выше, включающий следующие этапы:
обеспечение вытяжной башни;
закрепление заготовки оптического волокна в вытяжной башне;
регулировку степени вакуумирования в первом пространстве до первой заданной степени вакуумирования, регулировку степени вакуумирования во втором пространстве до второй заданной степени вакуумирования и выполнение вытяжки оптического волокна, причем вторая заданная степень вакуумирования меньше первой заданной степени вакуумирования.
Кроме того, заготовка оптического волокна дополнительно содержит хвостовую трубку, а хвостовая трубка содержит:
замкнутое кольцо;
хвостовой стержень, один конец которого соединен со стержнем сердцевины, а другой конец соединен с замкнутым кольцом;
внутреннюю хвостовую трубку, охватывающую снаружи хвостовой стержень, причем один конец внутренней хвостовой трубки соединен с внутренней оболочкой, а другой конец соединен с замкнутым кольцом;
наружную хвостовую трубку, охватывающую снаружи внутреннюю хвостовую трубку, причем один конец наружной хвостовой трубки соединен с наружной оболочкой, а другой конец соединен с замкнутым кольцом; в то же время
первое пространство и зазор между замкнутым кольцом, хвостовым стержнем и внутренней хвостовой трубкой вместе образуют первую секцию, а в замкнутом кольце имеется внутреннее аспирационное отверстие, сообщающееся с первой секцией;
второе пространство и зазор между замкнутым кольцом, внутренней хвостовой трубкой и наружной хвостовой трубкой вместе образуют вторую секцию, а в замкнутом кольце дополнительно имеется наружное аспирационное отверстие, сообщающееся со второй секцией;
причем способ дополнительно включает: откачивание газа наружу через внутреннее аспирационное отверстие для регулирования степени вакуумирования в первом пространстве до первой заданной степени вакуумирования и откачивание газа наружу через наружное аспирационное отверстие для регулирования степени вакуумирования во втором пространстве до второй заданной степени вакуумирования.
Кроме того, вытяжная башня содержит:
нагревательный элемент для предварительного нагрева, выполненный с возможностью предварительного нагрева заготовки оптического волокна, причем нагревательный элемент для предварительного нагрева содержит зону предварительного нагрева для размещения заготовки оптического волокна;
нагревательный элемент для сплавления, выполненный с возможностью сплавления предварительно нагретой заготовки оптического волокна в сплошной стержень и образования оптического волокна со сверхнизким ослаблением, причем нагревательный элемент для сплавления содержит зону сплавления для размещения предварительно нагретой заготовки оптического волокна, а зона сплавления расположена ниже зоны предварительного нагрева;
нагревательный элемент, поддерживающий нагрев, выполненный с возможностью охлаждения оптического волокна со сверхнизким ослаблением до первой заданной температуры для снятия напряжения сплавления, причем нагревательный элемент, поддерживающий нагрев, содержит зону поддержания нагрева для размещения оптического волокна со сверхнизким ослаблением, а зона поддержания нагрева расположена ниже зоны сплавления;
печь для отжига, выполненную с возможностью отжига оптического волокна со сверхнизким ослаблением со снятием напряжения сплавления при второй заданной температуре, обеспечивающей снятие напряжения на поверхности раздела, причем печь для отжига содержит зону отжига для размещения оптического волокна со сверхнизким ослаблением, а зона отжига расположена ниже зоны поддержания нагрева; и
датчик температуры, выполненный с возможностью определения температуры, при которой оптическое волокно со сверхнизким ослаблением со снятым напряжением сплавления поступает в печь для отжига и выходит из нее.
В настоящем изобретении также предложено оптическое волокно со сверхнизким ослаблением, изготовленное с использованием любой из заготовок оптического волокна, упомянутых выше, содержащее слой сердцевины и слой защитного покрытия, охватывающий снаружи слой сердцевины;
причем слой сердцевины содержит область сердцевины, легированную калием, и область сердцевины, легированную совместно калием и фтором, последовательно расположенные изнутри наружу;
слой защитного покрытия содержит глубокую область, легированную фтором, неглубокую область, легированную фтором, и кварцевую область, последовательно расположенные изнутри наружу; и
на рабочей длине волны 1550 нм ослабление в оптическом волокне со сверхнизким ослаблением составляет менее 0,150 дБ/км.
По сравнению с предшествующим уровнем техники настоящее изобретение имеет следующие преимущества.
В настоящем изобретении предложена концепция объединения многослойного стержня сердцевины и многослойной оболочки, основанная на принципе согласования вязкости для уменьшения напряжения на поверхности раздела, причем слой сердцевины, легированный совместно фтором и калием, расположен снаружи слоя сердцевины, легированного калием, а внутренний слой внутренней оболочки согласован со слоем сердцевины, легированным совместно калием и фтором, за счет использования глубокого слоя, легированного фтором, с применением способа постепенного перехода, позволяющего уменьшить дисбаланс вязкости на поверхности раздела, вызванный диффузией легко диффундирующего фторид-иона в слой сердцевины; и в то же время в наружном слое внутренней оболочки постепенно уменьшается степень легирования фтором с образованием неглубокого слоя, легированного фтором, в результате чего уменьшается напряжение между внутренней оболочкой и наружной оболочкой.
Конец заготовки оптического волокна согласно настоящему изобретению имеет комбинированную хвостовую трубку для обеспечения хорошего сплошного сплавления между стержнем сердцевины и внутренней оболочкой, а также между внутренней оболочкой и наружной оболочкой в ходе вытяжки оптического волокна, причем газ из первого пространства и второго пространства откачивают по отдельности для регулирования степени вакуумирования в процессе вытяжки оптического волокна, чтобы добиться хорошего сплошного сплавления между стержнем сердцевины и оболочкой, а также между внутренней оболочкой и наружной оболочкой в ходе вытяжки оптического волокна.
Краткое описание чертежей
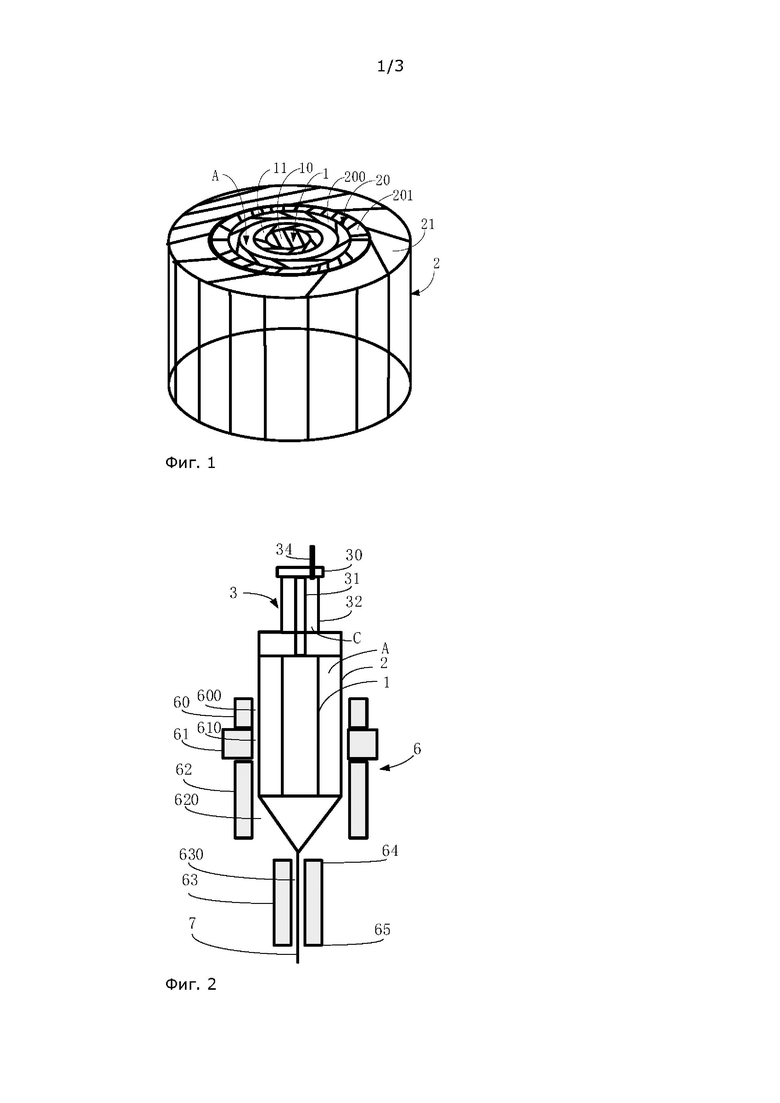
На фиг. 1 представлено схематическое изображение конструкции торцовой поверхности заготовки оптического волокна в качестве одного варианта осуществления настоящего изобретения;
на фиг. 2 представлено схематическое изображение вытяжки заготовки оптического волокна, показанной на фиг. 1;
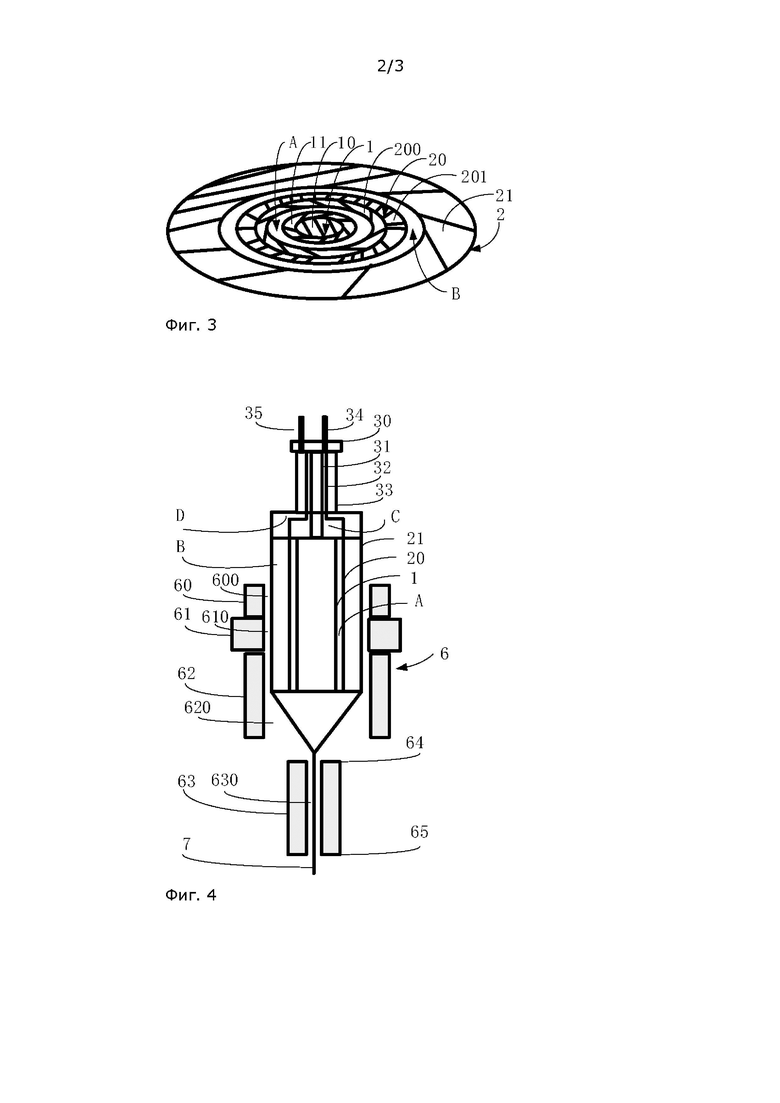
на фиг. 3 представлено схематическое изображение конструкции торцовой поверхности заготовки оптического волокна в качестве еще одного варианта осуществления настоящего изобретения;
на фиг. 4 представлено схематическое изображение вытяжки заготовки оптического волокна, показанной на фиг. 3;
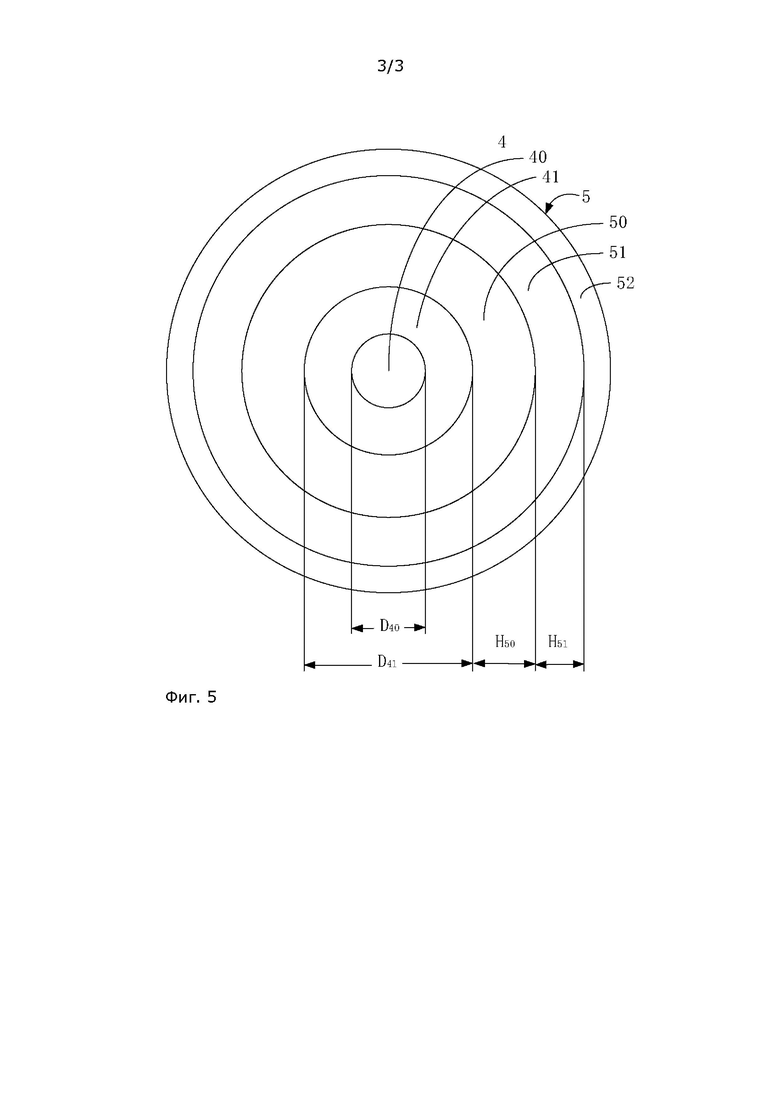
на фиг. 5 представлено схематическое изображение конструкции торцовой поверхности оптического волокна со сверхнизким ослаблением в качестве варианта осуществления настоящего изобретения.
На фигурах: А-первое пространство; B - второе пространство; C - первая секция; D - вторая секция; 1 - стержень сердцевины; 10 - слой сердцевины, легированный калием; 11 - слой сердцевины, легированный совместно калием и фтором; 2 - оболочка; 20 - внутренняя оболочка; 200 - глубокий слой, легированный фтором; 201 - неглубокий слой, легированный фтором; 21 - наружная оболочка; 3 - хвостовая трубка; 30 - замкнутое кольцо; 31 - хвостовой стержень; 32 - внутренняя хвостовая трубка; 33 - наружная хвостовая трубка; 34 - внутреннее аспирационное отверстие; 35 - наружное аспирационное отверстие; 4 - слой сердцевины; 40 - область сердцевины, легированная калием; 41 - область сердцевины, легированная совместно фтором и калием; 5 - слой защитного покрытия; 50 - глубокая область, легированная фтором; 51 - неглубокая область, легированная фтором; 52-кварцевая область; 6 - вытяжная башня; 60 - нагревательный элемент для предварительного нагрева; 600 - зона предварительного нагрева; 61 - нагревательный элемент для сплавления; 610 - зона сплавления; 62 - нагревательный элемент, поддерживающий нагрев; 620 - зона поддержания нагрева; 63 - печь для отжига; 630 - зона отжига; 64 - датчик верхней температуры; 65 - датчик нижней температуры; 7 - оптическое волокно со сверхнизким ослаблением.
Осуществление изобретения
Далее настоящее изобретение будет подробно описано со ссылкой на чертежи в сочетании с вариантами осуществления.
Технологию изготовления оптических волокон можно разделить на технологию изготовления заготовок оптического волокна и технологию вытяжки заготовок оптического волокна в оптические волокна. Технологии производства заготовок оптического волокна обычно включают активируемое плазмой химическое осаждение из паровой фазы (Plasma activated Chemical Vapour Deposition, PVCD), модифицированное химическое осаждение из паровой фазы (Modified Chemical Vapour Deposition, MCVD), осевое осаждение из паровой фазы (Vapour phase Axial Deposition, VAD), внешнее химическое осаждение из паровой фазы (Outside Chemical Vapour Deposition, OVD) и другие способы обработки. Согласно вышеупомянутым способам сначала обычно изготавливают стержень сердцевины оптического волокна, затем изготавливают оболочку оптического волокна, после чего стержень сердцевины и оболочку объединяют друг с другом с образованием готовой заготовки оптического волокна, и, наконец, заготовку оптического волокна помещают в вытяжную башню и вытягивают в оптическое волокно.
В настоящем изобретении используют способ активируемого плазмой химического осаждения из паровой фазы (PCVD) или модифицированного химического осаждения из паровой фазы для изготовления стержня сердцевины, способ PCVD для изготовления внутренней оболочки и способ внешнего химического осаждения из паровой фазы или другие способы для изготовления наружной оболочки.
Как показано на фиг. 1, в первом варианте осуществления настоящего изобретения предложена заготовка оптического волокна для изготовления оптического волокна со сверхнизким ослаблением. Заготовка оптического волокна содержит стержень 1 сердцевины и оболочку 2, охватывающую снаружи стержень 1 сердцевины; стержень 1 сердцевины содержит слой 10 сердцевины, легированный калием, и слой 11 сердцевины, легированный совместно калием и фтором, последовательно расположенные изнутри наружу; оболочка 2 содержит внутреннюю оболочку 20 и наружную оболочку 21, последовательно расположенные изнутри наружу, причем наружная оболочка 21 изготовлена из чистого кварца, а внутренняя оболочка 20 содержит глубокий слой 200, легированный фтором, и неглубокий слой 201, легированный фтором, последовательно расположенные изнутри наружу; а зазор между стержнем 1 сердцевины и внутренней оболочкой 20 образует первое пространство A.
В настоящем изобретении предложена концепция объединения многослойного стержня сердцевины и многослойной оболочки, основанная на принципе согласования вязкости для уменьшения напряжения на поверхности раздела, причем слой 11 сердцевины, легированный совместно фтором и калием, расположен снаружи слоя 10 сердцевины, легированного калием, а внутренний слой внутренней оболочки 20 согласован со слоем 11 сердцевины, легированным совместно калием и фтором, за счет использования глубокого слоя 200, легированного фтором, с применением способа постепенного перехода, позволяющего уменьшить дисбаланс вязкости на поверхности раздела, вызванный диффузией легко диффундирующего фторид-иона в слой сердцевины; и в то же время в наружном слое внутренней оболочки 20 постепенно уменьшается степень легирования фтором с образованием неглубокого слоя 201, легированного фтором, в результате чего уменьшается напряжение между внутренней оболочкой 20 и наружной оболочкой 21.
В соответствии с настоящим изобретением стержень 1 сердцевины и оболочка 2 могут быть непосредственно размещены в вытяжной башне для вытяжки и затем равномерно сплавлены путем регулирования степени вакуумирования в первом пространстве A. Стержень 1 сердцевины и оболочку 2 предварительно нагревают с помощью нагревательного элемента для предварительного нагрева в вытяжной башне, затем сплавляют с помощью нагревательного элемента для сплавления, а затем медленно отжигают с применением нагревательного элемента, поддерживающего нагрев, после чего подвергают воздействию холодного воздуха вне высокотемпературной печи, причем обычно отжиг осуществляют в печи для отжига, таким образом полностью устраняя замыкающее напряжение между стержнем 1 сердцевины и оболочкой 2.
Как показано на фиг. 2, заготовка оптического волокна дополнительно содержит хвостовую трубку 3, а хвостовая трубка 3 содержит: замкнутое кольцо 30, хвостовой стержень 31 и внутреннюю хвостовую трубку 32; причем один конец хвостового стержня 31 соединен со стержнем 1 сердцевины, а другой конец соединен с замкнутым кольцом 30; внутренняя хвостовая трубка 32 охватывает снаружи хвостовой стержень 31, один конец внутренней хвостовой трубки 32 соединен с оболочкой 2, а другой конец соединен с замкнутым кольцом 30; в то же время первое пространство A и зазор между замкнутым кольцом 30, хвостовым стержнем 31 и внутренней хвостовой трубкой 32 вместе образуют первую секцию C, а в замкнутом кольце 30 имеется внутреннее аспирационное отверстие 34, сообщающееся с первой секцией C.
Конец заготовки оптического волокна согласно настоящему изобретению имеет комбинированную хвостовую трубку 3 для обеспечения хорошего сплошного сплавления между стержнем 1 сердцевины и оболочкой 2 во время вытяжки оптического волокна, причем из первого пространства A (или первой секции C) выполняют откачку для регулирования степени вакуумирования в процессе вытяжки оптического волокна, чтобы добиться хорошего сплошного сплавления стержня 1 сердцевины и оболочки 2.
Во втором варианте осуществления настоящего изобретения предложен способ изготовления оптического волокна со сверхнизким ослаблением из заготовки оптического волокна, который включает следующие этапы:
S1: обеспечение вытяжной башни 6;
S2: закрепление заготовки оптического волокна в вытяжной башне 6;
S3: откачивание газа наружу через внутреннее аспирационное отверстие 34 для регулирования степени вакуумирования в первом пространстве A до первой заданной степени вакуумирования и выполнение вытяжки оптического волокна.
Как показано на фиг. 3, в третьем варианте осуществления настоящего изобретения предложена заготовка оптического волокна для изготовления оптического волокна со сверхнизким ослаблением. Заготовка оптического волокна состоит из стержня 1 сердцевины и оболочки 2, охватывающей снаружи стержень 1 сердцевины. Стержень 1 сердцевины содержит слой 10 сердцевины, легированный калием, и слой 11 сердцевины, легированный совместно калием и фтором, последовательно расположенные изнутри наружу; оболочка 2 содержит внутреннюю оболочку 20 и наружную оболочку 21, последовательно расположенные изнутри наружу, причем внутренняя оболочка 20 содержит глубокий слой 200, легированный фтором, и неглубокий слой 201, легированный фтором, последовательно расположенные изнутри наружу; зазор между стержнем 1 сердцевины и внутренней оболочкой 20 образует первое пространство A, а зазор между внутренней оболочкой 20 и наружной оболочкой 21 образует второе пространство B.
В соответствии с настоящим изобретением стержень 1 сердцевины и оболочка 2 могут быть непосредственно размещены в вытяжной башне для вытяжки, затем стержень 1 сердцевины и оболочку 2 равномерно сплавляют путем регулирования степени вакуумирования в первом пространстве A, а внутреннюю оболочку 20 и наружную оболочку 21 равномерно сплавляют путем регулирования степени вакуумирования во втором пространстве B. Стержень 1 сердцевины и оболочку 20 предварительно нагревают с помощью нагревательного элемента для предварительного нагрева в вытяжной башне, затем сплавляют с помощью нагревательного элемента для сплавления, а затем медленно отжигают с помощью нагревательного элемента, поддерживающего нагрев, после чего подвергают воздействию холодного воздуха вне высокотемпературной печи, причем обычно отжиг осуществляют в печи для отжига, таким образом полностью устраняя замыкающее напряжение между стержнем 1 сердцевины и внутренней оболочкой 20, а также между внутренней оболочкой 20 и наружной оболочкой 21.
Как показано на фиг. 4, заготовка оптического волокна дополнительно содержит хвостовую трубку 3, а хвостовая трубка 3 содержит: замкнутое кольцо 30, хвостовой стержень 31, внутреннюю хвостовую трубку 32 и наружную хвостовую трубку 33. Один конец хвостового стержня 31 соединен со стержнем 1 сердцевины, а другой конец соединен с замкнутым кольцом 30. Внутренняя хвостовая трубка 32 охватывает снаружи хвостовой стержень 31, причем один конец внутренней хвостовой трубки 32 соединен с внутренней оболочкой 20, а другой конец соединен с замкнутым кольцом 30. Наружная хвостовая трубка 33 охватывает снаружи внутреннюю хвостовую трубку 32, причем один конец наружной хвостовой трубки 33 соединен с наружной оболочкой 21, а другой конец соединен с замкнутым кольцом 30. В то же время первое пространство A и зазор между замкнутым кольцом 30, хвостовым стержнем 31 и внутренней хвостовой трубкой 32 вместе образуют первую секцию C, а в замкнутом кольце 30 имеется внутреннее аспирационное отверстие 34, сообщающееся с первой секцией C. Второе пространство B и зазор между замкнутым кольцом 30, внутренней хвостовой трубкой 32 и наружной хвостовой трубкой 33 вместе образуют вторую секцию D, а в замкнутом кольце 30 дополнительно имеется наружное аспирационное отверстие 35, сообщающееся со второй секцией D.
Конец заготовки оптического волокна согласно настоящему изобретению имеет комбинированную хвостовую трубку 3 для обеспечения хорошего сплошного сплавления между стержнем 1 сердцевины и внутренней оболочкой 20, а также между внутренней оболочкой 20 и наружной оболочкой 21 в ходе вытяжки оптического волокна, причем газ из первого пространства A (или первой секции C) и второго пространства B (или второй секции D) откачивают по отдельности для регулирования степени вакуумирования в процессе вытяжки оптического волокна, чтобы добиться хорошего сплошного сплавления стержня 1 сердцевины и оболочки 2, а также между внутренней оболочкой 20 и наружной оболочкой 21 в ходе вытяжки оптического волокна.
В четвертом варианте осуществления настоящего изобретения предложен способ изготовления оптического волокна со сверхнизким ослаблением из заготовки оптического волокна, который включает следующие этапы:
S1: обеспечение вытяжной башни 6;
S2: закрепление заготовки оптического волокна в вытяжной башне 6;
S3: откачивание газа наружу через внутреннее аспирационное отверстие 34 для регулирования степени вакуумирования в первом пространстве A до первой заданной степени вакуумирования, откачивание газа наружу через наружное аспирационное отверстие 35 для регулирования степени вакуумирования во втором пространстве B до второй заданной степени вакуумирования, а затем вытяжка оптического волокна; причем первое пространство A находится далеко от зоны нагрева и подвержено воздействию небольшого количества тепла, в то время как второе пространство B находится ближе к зоне нагрева и подвержено воздействию большого количества тепла, поэтому вторая заданная степень вакуумирования меньше первой заданной степени вакуумирования, благодаря чему может быть обеспечено равномерное и хорошее сплошное сплавление стержня 1 сердцевины и оболочки 2, а также внутренней оболочки 20 и наружной оболочки 21.
Как показано на фиг. 2 или 4, в пятом варианте осуществления настоящего изобретения предложена вытяжная башня 6, содержащая нагревательный элемент 60 для предварительного нагрева, нагревательный элемент 61 для сплавления, нагревательный элемент 62, поддерживающий нагрев, печь 63 для отжига и датчик температуры; причем
нагревательный элемент 60 для предварительного нагрева выполнен с возможностью предварительного нагрева заготовки оптического волокна и содержит зону 600 предварительного нагрева для размещения заготовки оптического волокна;
нагревательный элемент 61 для сплавления выполнен с возможностью сплавления предварительно нагретой заготовки оптического волокна в сплошной стержень и образования оптического волокна 7 со сверхнизким ослаблением, и содержит зону 610 сплавления для размещения предварительно нагретой заготовки оптического волокна, а зона 610 сплавления расположена ниже зоны 600 предварительного нагрева;
нагревательный элемент 62, поддерживающий нагрев, выполнен с возможностью медленного охлаждения оптического волокна 7 со сверхнизким ослаблением до первой заданной температуры (обычно около 2000°C) для снятия напряжения сплавления и имеет зону 620 поддержания нагрева для размещения оптического волокна 7 со сверхнизким ослаблением, причем зона 620 поддержания нагрева расположена ниже зоны 610 сплавления;
печь 63 для отжига выполнена с возможностью нормального отжига оптического волокна 7 со сверхнизким ослаблением со снятием напряжения сплавления при второй заданной температуре (намного меньшей, чем первая заданная температура, обычно при комнатной температуре, например, около 25°C), обеспечивающей снятие напряжения на поверхности раздела, и имеет зону 630 отжига для размещения оптического волокна 7 со сверхнизким ослаблением, причем зона 630 отжига расположена ниже зоны 620 поддержания нагрева;
датчик температуры содержит датчик 64 верхней температуры и датчик 65 нижней температуры, причем датчик 64 верхней температуры выполнен с возможностью определения температуры, при которой оптическое волокно 7 со сверхнизким ослаблением со снятым напряжением сплавления поступает в печь 63 для отжига, а датчик 65 нижней температуры выполнен с возможностью определения температуры, при которой оптическое волокно 7 со сверхнизким ослаблением со снятым напряжением сплавления выходит из печи 63 для отжига.
За счет определения температуры оптического волокна 7 со сверхнизким ослаблением, поступающего в печь 63 для отжига, и температуры оптического волокна 7 со сверхнизким ослаблением, выходящего из печи 63 для отжига, температуру нагревательного элемента 62, поддерживающего нагрев, регулируют таким образом, чтобы температура оптического волокна 7 со сверхнизким ослаблением, поступающего в печь 63 для отжига, достигла заданного требуемого значения. А температуру в печи 63 для отжига регулируют таким образом, чтобы температура оптического волокна 7 со сверхнизким ослаблением, выходящего из печи 63 для отжига, удовлетворяла заданным требованиям для обеспечения удовлетворения требованиям по снятию напряжения.
Как показано на фиг. 5, в шестом варианте осуществления настоящего изобретения предложено оптическое волокно со сверхнизким ослаблением, изготовленное с использованием заготовки оптического волокна согласно первому варианту осуществления, содержащей слой 4 сердцевины и слой 5 защитного покрытия, охватывающий снаружи слой 4 сердцевины; причем слой 4 сердцевины содержит область 40 сердцевины, легированную калием, и область 41 сердцевины, легированную совместно фтором и калием, последовательно расположенные изнутри наружу; слой 5 защитного покрытия содержит глубокую область 50, легированную фтором, неглубокую область 51, легированную фтором, и кварцевую область 52, последовательно расположенные изнутри наружу; а на рабочей длине волны 1550 нм ослабление в оптическом волокне со сверхнизким ослаблением составляет менее 0,150 дБ/км.
Диаметры области 40 сердцевины, легированной калием, и области 41 сердцевины, легированной совместно калием и фтором, равны, соответственно, D40 и D41. Толщина глубокой области 50, легированной фтором, и неглубокой области 51, легированной фтором, равна, соответственно, H50 и H51, причем 1,1 ≤ D41/D40 ≤ 1,5, 3 ≤ H50/D40 ≤ 5, 0,05 ≤ H51/H50 ≤ 0,2.
Ниже представлены три конкретных варианта осуществления:
Таблица 1 Параметры оптических волокон 1-3
Диаметр заготовок оптического волокна, используемых в первом варианте осуществления, достигает 150 мм, скорость вытяжки достигает 2000 м/мин, вытянутые оптические волокна 1-3 имеют ослабление 0,150 дБ/км на длине волны 1550 нм, а оптическое волокно с меньшим диаметром сердцевины имеет лучшие характеристики изгиба.
Как показано на фиг. 5, в седьмом варианте осуществления настоящего изобретения предложено оптическое волокно со сверхнизким ослаблением, изготовленное с использованием заготовки оптического волокна согласно третьему варианту осуществления, содержащей слой 4 сердцевины и слой 5 защитного покрытия, охватывающий снаружи слой 4 сердцевины; причем слой 4 сердцевины содержит область 40 сердцевины, легированную калием, и область 41 сердцевины, легированную совместно фтором и калием, последовательно расположенные изнутри наружу; слой 5 защитного покрытия содержит глубокую область 50, легированную фтором, неглубокую область 51, легированную фтором, и кварцевую область 52, последовательно расположенные изнутри наружу; а ослабление в оптическом волокне со сверхнизким ослаблением составляет менее 0,150 дБ/км на рабочей длине волны 1550 нм.
Диаметры области 40 сердцевины, легированной калием, и области 41 сердцевины, легированной совместно калием и фтором, равны, соответственно, D40 и D41. Толщина глубокой области 50, легированной фтором, и неглубокой области 51, легированной фтором, равна, соответственно, H50 и H51, причем 1,1 ≤ D41/D40 ≤ 1,5, 3 ≤ H50/D40 ≤ 5, 0,05 ≤ H51/H50 ≤ 0,2.
Ниже представлены три конкретных варианта осуществления:
Таблица 2 Параметры оптических волокон 4-6
Диаметр заготовок оптического волокна, используемых в вышеупомянутом третьем варианте осуществления, достигает 150 мм, скорость вытяжки достигает 2200 м/мин, вытянутые оптические волокна 4-6 имеют ослабление 0,150 дБ/км на длине волны 1550 нм, а оптическое волокно с меньшим диаметром сердцевины имеет лучшие характеристики изгиба, причем потери в точках сращивания оптического волокна 6 и обычного оптического волокна G.652D можно отрегулировать на уровне 0,1 дБ.
Настоящее изобретение не ограничивается вышеупомянутыми вариантами осуществления. Специалист в данной области техники сможет предложить несколько усовершенствований и изменений без отступления от идеи настоящего изобретения, причем считается, что эти усовершенствования и изменения также находятся в пределах объема защиты настоящего изобретения. Сведения, которые не описаны подробно в настоящем описании, относятся к предшествующему уровню техники, хорошо известному специалисту в данной области техники.
Раскрыта заготовка оптического волокна и способ, используемый для изготовления оптического волокна со сверхнизким ослаблением, а также оптическое волокно. Заготовка оптического волокна содержит стержень сердцевины и оболочку, охватывающую снаружи стержень сердцевины; стержень сердцевины содержит слой сердцевины, легированный калием, и слой сердцевины, легированный совместно калием и фтором, последовательно расположенные изнутри наружу; оболочка содержит внутреннюю оболочку и наружную оболочку, последовательно расположенные изнутри наружу, причем внутренняя оболочка содержит глубокий слой, легированный фтором, и неглубокий слой, легированный фтором, последовательно расположенные изнутри наружу; а зазор между стержнем сердцевины и внутренней оболочкой образует первое пространство. Причем зазор между внутренней оболочкой и наружной оболочкой образует второе пространство. Настоящее изобретение позволяет решить проблему ослабления, вызванного высоким напряжением на поверхности раздела в оптическом волокне со сверхнизким ослаблением, и изготовления оптического волокна со сверхнизким ослаблением. 3 н. и 5 з.п. ф-лы, 5 ил., 2 табл.
1. Заготовка оптического волокна для изготовления оптического волокна со сверхнизким ослаблением, содержащая:
стержень (1) сердцевины и оболочку (2), охватывающую снаружи стержень (1) сердцевины; причем стержень (1) сердцевины содержит слой (10) сердцевины, легированный калием, и слой (11) сердцевины, легированный совместно калием и фтором, последовательно расположенные изнутри наружу; оболочка (2) содержит внутреннюю оболочку (20) и наружную оболочку (21), последовательно расположенные изнутри наружу, причем внутренняя оболочка (20) содержит глубокий слой (200), легированный фтором, и неглубокий слой (201), легированный фтором, последовательно расположенные изнутри наружу; и зазор между стержнем (1) сердцевины и внутренней оболочкой (20) образует первое пространство (А); причем зазор между внутренней оболочкой (20) и наружной оболочкой (21) образует второе пространство (В).
2. Заготовка оптического волокна для изготовления оптического волокна со сверхнизким ослаблением по п. 1, которая дополнительно содержит хвостовую трубку (3), а хвостовая трубка (3) содержит: замкнутое кольцо (30); хвостовой стержень (31), один конец которого соединен со стержнем (1) сердцевины, а другой конец соединен с замкнутым кольцом (30); внутреннюю хвостовую трубку (32), охватывающую снаружи хвостовой стержень (31), причем один конец внутренней хвостовой трубки (32) соединен с оболочкой (2), а другой конец соединен с замкнутым кольцом (30); в то же время первое пространство (А) и зазор между замкнутым кольцом (30), хвостовым стержнем (31) и внутренней хвостовой трубкой (32) вместе образуют первую секцию (С), а в замкнутом кольце (30) имеется внутреннее аспирационное отверстие (34), сообщающееся с первой секцией (С).
3. Заготовка оптического волокна для изготовления оптического волокна со сверхнизким ослаблением по п. 1, которая дополнительно содержит хвостовую трубку (3), а хвостовая трубка (3) содержит: замкнутое кольцо (30); хвостовой стержень (31), один конец которого соединен со стержнем (1) сердцевины, а другой конец соединен с замкнутым кольцом (30); внутреннюю хвостовую трубку (32), которая охватывает снаружи хвостовой стержень (31), причем один конец внутренней хвостовой трубки (32) соединен с внутренней оболочкой (20), а другой конец соединен с замкнутым кольцом (30); наружную хвостовую трубку (33), которая охватывает снаружи внутреннюю хвостовую трубку (32), причем один конец наружной хвостовой трубки (33) соединен с наружной оболочкой (21), а другой конец соединен с замкнутым кольцом (30); в то же время первое пространство (А) и зазор между замкнутым кольцом (30), хвостовым стержнем (31) и внутренней хвостовой трубкой (32) вместе образуют первую секцию (С), а в замкнутом кольце (30) имеется внутреннее аспирационное отверстие (34), сообщающееся с первой секцией (С); второе пространство (B) и зазор между замкнутым кольцом (30), внутренней хвостовой трубкой (32) и наружной хвостовой трубкой (33) вместе образуют вторую секцию (D), а в замкнутом кольце (30) дополнительно имеется наружное аспирационное отверстие (35), сообщающееся со второй секцией (D).
4. Способ изготовления оптического волокна со сверхнизким ослаблением с использованием заготовки оптического волокна по п. 1, включающий следующие этапы:
обеспечение вытяжной башни (6); закрепление заготовки оптического волокна в вытяжной башне (6); регулировку степени вакуумирования в первом пространстве (А) до первой заданной степени вакуумирования, регулировку степени вакуумирования во втором пространстве (В) до второй заданной степени вакуумирования и выполнение вытяжки оптического волокна, причем вторая заданная степень вакуумирования меньше первой заданной степени вакуумирования.
5. Способ по п. 4, согласно которому заготовка оптического волокна дополнительно содержит хвостовую трубку (3), а хвостовая трубка (3) содержит: замкнутое кольцо (30); хвостовой стержень (31), один конец которого соединен со стержнем (1) сердцевины, а другой конец соединен с замкнутым кольцом (30); внутреннюю хвостовую трубку (32), охватывающую снаружи хвостовой стержень (31), причем один конец внутренней хвостовой трубки (32) соединен с оболочкой (2), а другой конец соединен с замкнутым кольцом (30); в то же время первое пространство (А) и зазор между замкнутым кольцом (30), хвостовым стержнем (31) и внутренней хвостовой трубкой (32) вместе образуют первую секцию (С), а в замкнутом кольце (30) имеется внутреннее аспирационное отверстие (34), сообщающееся с первой секцией (С); причем способ дополнительно включает: откачивание газа наружу через внутреннее аспирационное отверстие (34) для регулирования степени вакуумирования в первом пространстве (А) до первой заданной степени вакуумирования.
6. Способ по п. 4, согласно которому заготовка оптического волокна дополнительно содержит хвостовую трубку (3), а хвостовая трубка (3) содержит: замкнутое кольцо (30); хвостовой стержень (31), один конец которого соединен со стержнем (1) сердцевины, а другой конец соединен с замкнутым кольцом (30); внутреннюю хвостовую трубку (32), которая охватывает снаружи хвостовой стержень (31), причем один конец внутренней хвостовой трубки (32) соединен с внутренней оболочкой (20), а другой конец соединен с замкнутым кольцом (30), наружную хвостовую трубку (33), которая охватывает снаружи внутреннюю хвостовую трубку (32), причем один конец наружной хвостовой трубки (33) соединен с наружной оболочкой (21), а другой конец соединен с замкнутым кольцом (30); в то же время первое пространство (А) и зазор между замкнутым кольцом (30), хвостовым стержнем (31) и внутренней хвостовой трубкой (32) вместе образуют первую секцию (С), а в замкнутом кольце (30) имеется внутреннее аспирационное отверстие (34), сообщающееся с первой секцией (С); второе пространство (B) и зазор между замкнутым кольцом (30), внутренней хвостовой трубкой (32) и наружной хвостовой трубкой (33) вместе образуют вторую секцию (D), а в замкнутом кольце (30) дополнительно имеется наружное аспирационное отверстие (35), сообщающееся со второй секцией (D); причем способ дополнительно включает: откачивание газа наружу через внутреннее аспирационное отверстие (34) для регулирования степени вакуумирования в первом пространстве (A) до первой заданной степени вакуумирования и откачивание газа наружу через наружное аспирационное отверстие (35) для регулирования степени вакуумирования во втором пространстве (B) до второй заданной степени вакуумирования.
7. Способ по любому из пп. 4-6, согласно которому вытяжная башня (6) содержит: нагревательный элемент (60) для предварительного нагрева, выполненный с возможностью предварительного нагрева заготовки оптического волокна, причем нагревательный элемент (60) для предварительного нагрева содержит зону (600) предварительного нагрева для размещения заготовки оптического волокна; нагревательный элемент (61) для сплавления, выполненный с возможностью сплавления предварительно нагретой заготовки оптического волокна в сплошной стержень и образования оптического волокна (7) со сверхнизким ослаблением, причем нагревательный элемент (61) для сплавления содержит зону (610) сплавления для размещения предварительно нагретой заготовки оптического волокна, а зона (610) сплавления расположена ниже зоны (600) предварительного нагрева; нагревательный элемент (62), поддерживающий нагрев, выполненный с возможностью охлаждения оптического волокна (7) со сверхнизким ослаблением до первой заданной температуры для снятия напряжения сплавления, причем нагревательный элемент (62), поддерживающий нагрев, содержит зону (620) поддержания нагрева для размещения оптического волокна (7) со сверхнизким ослаблением, а зона (620) поддержания нагрева расположена ниже зоны (610) сплавления; печь (63) для отжига, выполненную с возможностью отжига оптического волокна (7) со сверхнизким ослаблением со снятием напряжения сплавления при второй заданной температуре, обеспечивающей снятие напряжения на поверхности раздела, причем печь (63) для отжига содержит зону (630) отжига для размещения оптического волокна (7) со сверхнизким ослаблением, а зона (630) отжига расположена ниже зоны (620) поддержания нагрева; и датчик температуры, выполненный с возможностью определения температуры, при которой оптическое волокно (7) со сверхнизким ослаблением со снятым напряжением сплавления поступает в печь (63) для отжига и выходит из нее.
8. Оптическое волокно со сверхнизким ослаблением, изготовленное с использованием заготовки оптического волокна по любому из пп. 1-3, содержащее слой (4) сердцевины и слой (5) защитного покрытия, охватывающий снаружи слой (4) сердцевины; причем слой (4) сердцевины содержит область (40) сердцевины, легированную калием, и область (41) сердцевины, легированную совместно калием и фтором, последовательно расположенные изнутри наружу; слой (5) защитного покрытия содержит глубокую область (50), легированную фтором, неглубокую область (51), легированную фтором, и кварцевую область (52), последовательно расположенные изнутри наружу; и на рабочей длине волны 1550 нм ослабление в оптическом волокне со сверхнизким ослаблением составляет менее 0,150 дБ/км.
| EP 3121155A1, 25.01 | |||
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| EP 3121155A1, 25.01 | |||
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| CN 101328012 A,12.2008 | |||
| CN 108083628 A, 29.05.2018 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2007 |
|
RU2363668C2 |
| ИНТЕГРАЛЬНО-ОПТИЧЕСКИЙ ВОЛНОВОД С АКТИВИРОВАННОЙ СЕРДЦЕВИНОЙ, ДВОЙНОЙ СВЕТООТРАЖАЮЩЕЙ ОБОЛОЧКОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2457519C1 |
| ОДНОМОДОВОЕ ЭЛЕКТРООПТИЧЕСКОЕ ВОЛОКНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2247414C2 |

