Область техники, к которой относится изобретение
Изобретение относится к области изготовления деталей посредством литья. В частности, но не исключительно, изобретение относится к литниковой системе питания литейной формы расплавленным металлом для изготовления деталей посредством литья по выплавляемым восковым моделям, в частности, в конфигурации сифонной разливки без применения давления.
Уровень техники
Как известно, в рамках способа литья по выплавляемым восковым моделям сначала выполняют восковую модель изготавливаемой детали, вокруг которой формируют керамическую оболочковую форму, образующую литейную форму. Затем расплавленный металл заливают в литейную форму, после чего можно осуществлять направленную кристаллизацию металла для получения отливки после извлечения из литейной формы. Этот способ позволяет изготавливать детали, имеющие монокристаллическую структуру, используя, например, зародыш или селекторный канал.
Когда жидкий металл заполняет литейную форму снизу только под действием силы тяжести, говорят о «сифонной разливке» без применения давления. В этом случае литниковая система, как правило, выполнена с возможностью питания литейной формы расплавленным металлом из литейной чаши, расположенной выше, чем литейная форма, и литейную форму можно заполнять постепенно снизу вверх. При сифонной разливке скорость фронта жидкого металла, поступающего в первый раз в литейную форму в начале разливки (говорят также о «первой струе металла»), может быть высокой. В некоторых случаях эта скорость может достигать 1,5 м/с. Это может стать причиной утечек, включений в литейную форму частиц, вырываемых из керамической оболочковой формы, и, возможно, может привести к повреждению или смещению находящегося в литейной форме литейного стержня.
Известны литниковые системы, содержащие литниковую трубу для доставки расплавленного металла в литейную форму, при этом труба имеет колено, на уровне которого она поворачивает достаточно круто, например, на 90°, чтобы снизить скорость первой струи металла до его попадания в литейную форму. Хотя эти литниковые системы и позволяют снизить скорость первой струи, но они создают проблемы на уровне колена. Действительно, когда первая струя металла доходит с высокой скоростью до колена, она наталкивается на него, создавая избыточное давление, которое часто называют гидравлическим ударом. Это явление может вызвать отрыв керамических частиц на уровне колена и ослабить литниковую систему, в которой после этого могут происходить утечки.
Следовательно, существует потребность в создании такой литниковой системы для доставки расплавленного металла в литейную форму, которая не имеет вышеупомянутых недостатков.
Раскрытие сущности изобретения
Таким образом, настоящее изобретение призвано устранить вышеупомянутые недостатки и предложить установку из керамического материала для изготовления множества деталей, отливаемых из расплавленного металла, при этом установка содержит:
вертикальную трубу, над которой находится литейная чаша, через которую жидкий металл заливают в установку, при этом вблизи своего нижнего конца вертикальная труба содержит распределитель,
по меньшей мере одну литниковую систему для доставки расплавленного металла, предназначенного для получения отливок, при этом каждая система содержит литниковый канал, выполненный с возможностью обеспечения стекания расплавленного металла под действием силы тяжести внутри указанного литникового канала, при этом указанный литниковый канал содержит первый участок, проходящий в первом направлении от распределителя, и два вторых участка, проходящих во втором направлении, отличном от первого направления, при этом каждый второй участок расположен на выходе первого участка и соединен с первым участком через переходник, и
по меньшей мере две литейной формы, при этом каждая литейная форма соединена со вторым участком литникового канала таким образом, чтобы расплавленный металл мог проходить из литниковой системы в каждую литейную форму.
Литниковая система дополнительно содержит демпферный канал, имеющий первый конец, сообщающийся с переходником, и второй закрытый конец, при этом указанный демпферный канал продолжает первый участок литникового канала.
Установку, содержащую литниковую систему в соответствии с изобретением, можно использовать для литья с сифонной разливкой расплавленного металла без применения давления. Действительно литниковый канал выполнен с возможностью обеспечения стекания расплавленного металла под действием силы тяжести, например, имеет достаточный наклон, чтобы металл мог затем проходить внутрь литейной формы, соединенной, например, со вторым участком литникового канала. Питание литейной формы может происходить от нижнего конца таким образом, чтобы металл мог ее заполнять снизу вверх. Переходник между первым и вторым участками литникового канала позволяет отклонять первую струю металла между двумя участками, чтобы замедлить ее, прежде чем она достигнет литейной формы.
Изобретением предложена литниковая система, преимущество которой состоит в том, что она дополнительно содержит демпферный канал, который продолжает первый участок литникового канала. Демпферный канал сообщается через первый конец с переходником литникового канала и является глухим (то есть закрытым или закупоренным) на втором конце. Поскольку демпферный канал продолжает первый участок литникового канала, расплавленный металл сначала стекает естественным путем в первый участок литникового канала, затем в демпферный канал, который он заполняет, и, наконец, во второй участок литникового канала, после чего заполняет литейную форму.
Следует отметить, что перед разливкой металла демпферный канал в соответствии с изобретением является пустым, то есть внутри него нет никакого элемента, в частности, демпферный канал не содержит зародыша (например, монокристаллического зародыша). В частности, до начала разливки внутри установки нет никакого металла.
Демпферный канал системы в соответствии с изобретением позволяет еще больше замедлить первую струю металла, когда она доходит до уровня переходника. Действительно, автор изобретения показал посредством моделирования, что скорость первой струи металла можно замедлить до значения менее 0,4 м/с после переходника, используя литниковую систему в соответствии с изобретением, тогда как в эквивалентной конфигурации с простым коленом под углом 90° вместо демпферного канала эта скорость может достигать 0,7 м/с. Таким образом, демпферный канал позволяет ослабить гидравлический удар, который мог бы произойти на уровне переходника. Литниковый канал оказывается ослабленным в меньшей степени, и риск отрыва керамических частиц от литникового канала снижается.
Кроме того, поскольку скорость поступления металла снижается, заполнение литейной формы, соединенной с литниковой системой в соответствии с изобретением, является более сбалансированным. Это позволяет снизить риски смещения или поломки литейного стержня, который может присутствовать в литейной форме.
Наконец, когда первая струя металла доходит до демпферного канала, она по меньшей мере частично задерживается внутри него. Как правило, эта первая струя металла переносит керамические примеси и оксиды, присутствие которых внутри литой детали является нежелательным. Таким образом, демпферный канал позволяет сократить присутствие этих нежелательных элементов в литой детали.
В примере осуществления литниковый канал литниковой системы может иметь круглое сечение, при этом длина демпферного канала равна по меньшей мере двойному диаметру литникового канала. Этот признак улучшает эффект задержания первой струи металла.
В примере осуществления демпферный канал может содержать первый участок, проходящий между первым концом и вторым участком, при этом указанный второй участок проходит между указанным первым участком и указанным вторым концом демпферного канала, при этом указанный второй участок направлен вниз относительно указанного первого участка. В этой конфигурации второй участок литникового канала позволяет повысить эффект задержания первой струи металла. Действительно, поскольку этот второй участок направлен вниз относительно первого участка, то есть находится ниже него, металл будет вынужденно оставаться в литниковом канале по причине действия силы тяжести. Предпочтительно второй участок демпферного канала может проходить в направлении, отличном от направления, в котором проходит первый участок демпферного канала.
В примере осуществления второй участок демпферного канала может проходить в наклонном направлении.
В примере осуществления второй участок демпферного канала литниковой системы может проходить по существу в вертикальном направлении, чтобы еще больше повысить эффект задержания первой струи металла.
В примере осуществления демпферный канал литниковой системы может иметь полукруглое сечение.
В примере осуществления первое и второе направления являются ортогональными. Если литниковый канал содержит только один второй участок, переходник может, например, иметь форму колена под углом 90°. Если литниковый канал имеет два участка, проходящие, например, в одном направлении, переходник может принимать Т-образную форму, при этом вертикальная ветвь Т соответствует первому участку, а горизонтальная ветвь Т соответствует двум вторым участкам. Этот признак позволяет также уменьшить габарит литниковой системы, когда она является частью установки, которая будет описана ниже.
В примере осуществления второй участок литникового канала и первый участок демпферного канала находятся в одной горизонтальной плоскости.
Установка может дополнительно содержать по меньшей мере два селекторных канала, при этом каждый селекторный канал соединен со вторым участком литникового канала, с одной стороны, и с литейной формой, с другой стороны. В частности, селекторный канал позволяет выполнять отливки, которые после направленной кристаллизации имеют монокристаллическую структуру.
Литейные формы могут быть выполнены с возможностью литья лопаток турбины авиационного газотурбинного двигателя.
Такую установку можно изготовить из керамики при помощи выплавляемой восковой модели указанной установки. Установка может представлять собой единый элемент из керамики.
Наконец, изобретением предложен способ изготовления множества деталей, отливаемых из расплавленного металла, при этом способ содержит следующие этапы, на которых:
- заполняют литейной формы расплавленным металлом, заливая расплавленный металл в литейную чашу описанной выше установки, и
- производят направленную кристаллизацию металла, присутствующего в каждой литейной форме, чтобы получить отливку.
Краткое описание чертежей
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего описания со ссылками на прилагаемые чертежи, которые иллюстрируют неограничивающие примеры осуществления.
На фиг. 1 показана установка для изготовления детали, отливаемой из расплавленного металла;
на фиг. 2А и 2В показаны увеличенные виды установки, изображенной на фиг. 1, на уровне литниковой системы;
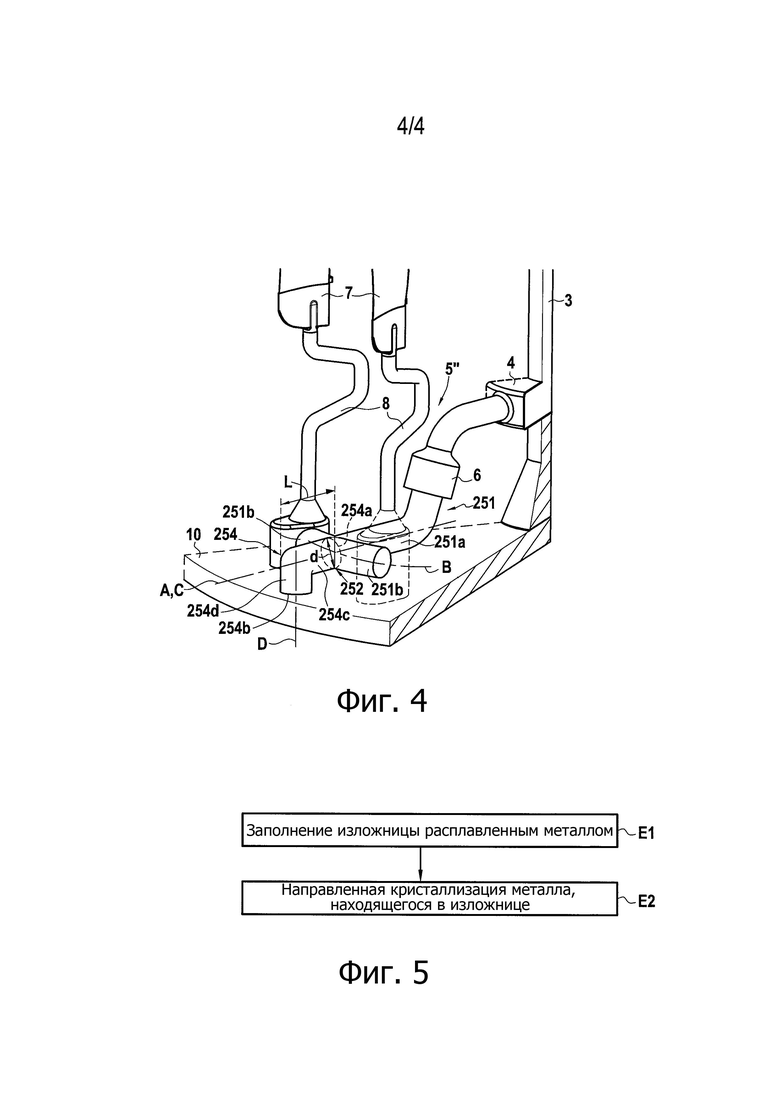
на фиг. 3 и 4 показаны другие примеры литниковых систем в соответствии с изобретением;
на фиг. 5 представлена блок-схема основных этапов способа изготовления литой детали с применением заявленной установки.
Осуществление изобретения
Далее следует описание изобретения в его применении для изготовления турбинных лопаток авиационного газотурбинного двигателя методом сифонной разливки без применения давления. Настоящее изобретение предпочтительно позволяет сократить попадание примесей в отливаемую деталь, в частности, из-за слишком быстрого проникновения металла внутрь литниковой системы питания литейных форм, а также уменьшить присутствие оксидов, которые могут переноситься первой струей металла в литниковую систему.
На фиг. 1 показана заявленная установка 1 для изготовления детали, отливаемой из расплавленного металла при помощи способа литья посредством сифонной разливки без применения давления. Для упрощения на фиг. 1 показана только половина заявленной установки, поскольку не показанная часть является идентичной.
В настоящем описании термины «вход» и «выход» следует рассматривать относительно направления прохождения расплавленного металла внутри установки.
Установка 1 прежде всего содержит литейную чашу 2, через которую жидкий металл заливают в установку 1. Литейная чаша 2 находится над центральной вертикальной трубой 3, которая содержит распределитель 4 вблизи своего закрытого нижнего конца. Распределитель 4 кольцевой формы вокруг центральной трубы 3 позволяет распределять метал, заливаемый в установку 1, между множеством литниковых систем 5. Каждая литниковая система 5 может быть оснащена фильтром 6, который позволяет отделять часть примесей, которые могут присутствовать в жидком металле, поступающем в литниковую систему 5. Каждая литниковая система 5 соединена при помощи каналов, которые будут описаны ниже, с литейными формами 7 через селекторные каналы 8. Как известно, селекторные каналы 8 позволяют выполнять монокристаллические детали после направленной кристаллизации. В данном случае литейные формы 7 выполнены с возможностью изготовления лопаток турбины авиационного газотурбинного двигателя, то есть они имеют форму таких лопаток. Необходимо отметить, что в данном случае установка установлена на горизонтальной плите 10, на которую опирается весь комплекс установки 1 в течение всего процесса изготовления, который будет описан ниже. Плита 10 может быть предусмотрена для выращивания первых зерен металла.
От входа к выходу жидкий металл может проходить в следующих частях под действием силы тяжести: литейная чаша 2, центральная труба 3, распределитель 4, литниковая система 5, литниковый канал и литейная форма 7. Таким образом, литейная форма 7 заполняется снизу вверх, при этом селекторный канал 8 может быть соединен с литейной формой 7 на уровне нижней части литейной формы 7.
На фиг. 2А и 2В более детально показана литниковая система 5 в соответствии с изобретением. Литниковая система 5 содержит литниковый канал 51, выполненный таким образом, чтобы расплавленный металл мог проходить под действием силы тяжести вдоль канала 51. Литниковый канал 51 содержит первый участок 51а, который проходит от распределителя 4 до уровня плиты 10 в первом направлении А (фиг. 2В), которое имеет в данном случае наклон относительно горизонтали. В данном случае первый участок 51а литникового канала 51 имеет круглое сечение. В представленном примере первый участок 51а литникового канала 51 не является вертикальным, то есть он образует с верхней поверхностью плиты 10 угол, отличный от 90°.
Литниковый канал 51 содержит также два вторых участка 51b, которые соединены на выходе первого участка 51а на уровне переходника 52. Оба вторых участка 51b проходят в направлениях, отличных от первого направления А первого участка 51а. В представленном примере вторые участки 51b расположены с двух сторон от переходника 52 во втором окружном направлении В вокруг центральной трубы 3. На уровне переходника 52 литниковый канал 51 имеет Т-образную форму, при этом вертикальная ветвь Т соответствует первому участку 51а, а горизонтальная ветвь соответствует двум вторым участкам 51b литникового канала 51. Каждый второй участок 51b литникового канала 51 соединен через канал 53 с селекторным каналом 8. В установке, показанной на этой фигуре, каждый второй участок 51b литникового канала 51 соединен со вторым участком 51b соседней литниковой системы 5 таким образом, что все вторые участки 51b установки 1 образуют окружной канал, опирающийся на плиту 10, вокруг центральной трубы 3. В данном случае вторые участки 51b литникового канала 51 имеют полукруглое сечение. В не показанном варианте каждый второй участок 51b литникового канала может не быть соединенным со вторым участком 51b соседней литниковой системы 5.
Согласно изобретению, литниковая система 5 дополнительно содержит демпферный канал 54, который продолжает первый участок 51а литникового канала 51 на уровне переходника 52. Демпферный канал 54 сообщается первым концом 54а (фиг. 2В) с переходником 52 и является глухим или закрытым на втором конце 54b. В представленном примере демпферный канал 54 имеет полукруглое сечение с радиусом R и имеет плоский участок, выполненный с возможностью опираться на плиту 10. Чтобы сохранять постоянное сечение между литниковым каналом и демпферным каналом радиус R должен отвечать отношению 
Демпферный канал 54 проходит в направлении С, которое в данном случае является горизонтальным. Направления А, В и С участков 51а, 51b и канала 54 являются направлениями, которым они следуют в непосредственной близости от переходника 52. В этом примере проекции направлений А и С на плиту 10 совпадают, а направления В и С являются ортогональными между собой на уровне переходника 52.
Следует отметить, что тот факт, что демпферный канал 54 продолжает первый участок 51а литникового канала 51, не обязательно значит, что направления А и С являются идентичными. Продолжение первого участка 51а демпферным каналом 54 позволяет первой струе расплавленного металла проходить в демпферный канал 54, когда она попадает в литниковую систему 5.
На фиг. 2А стрелками схематично показан путь жидкого металла внутри установки 1.
На фиг. 3 показана литниковая система 5’ согласно другому варианту осуществления изобретения. Как и в предыдущем варианте, литниковая система 5’ содержит литниковый канал 151, имеющий первый участок 151а, продолженный на выходе демпферным каналом 154, и два вторых участка 151b. Первый участок 151а и два вторых участка 151b соединяются на уровне переходника 152. Своим первым концом 154а демпферный канал 154 тоже сообщается с переходником 152 и является глухим или закрытым на своем втором конце 154b. В этом примере литниковый канал 151 и демпферный канал 154 не опираются на плиту 10 и имеют, каждый, круглое сечение с диаметром d. Первый участок 151а литникового канала 151 проходит в первом горизонтальном направлении А, и демпферный канал 154 проходит в направлении С, которое совпадает с направлением А. Два вторых участка 151b литникового канала 151 расположены с двух сторон от переходника 152 и проходят во втором горизонтальном направлении В, которое является ортогональным к направлению А на уровне переходника 152. В этом примере осуществления длина L демпферного канала 154 может быть равна по меньшей мере двукратному диаметру d демпферного канала 154, что позволяет сохранять постоянное сечение между демпферным каналом 154 и литниковым каналом 151.
На фиг. 4 показана литниковая система 5” согласно еще одному варианту осуществления изобретения. Как и в предыдущих вариантах, литниковая система 5” содержит литниковый канал 251, имеющий первый участок 251а, продолженный на выходе демпферным каналом 254, и два вторых участка 251b. Первый участок 251а и два вторых участка 251b соединяются на уровне переходника 252. Своим первым концом 254а демпферный канал 254 тоже сообщается с переходником 252 и является глухим на своем втором конце 254b. Два вторых участка 251b литникового канала 251 расположены с двух сторон от переходника 252 и проходят во втором горизонтальном направлении В, которое является ортогональным к направлению А на уровне переходника 252.
В этом примере демпферный канал 254 содержит два участка 254с и 254d, тогда как описанные выше каналы 54 и 154 содержат единственный участок. Первый участок 254с расположен между первым концом 254а и вторым участком 254d; а второй участок 254d расположен между первым участком 254с и вторым концом 254d демпферного канала 254. Первый участок 254с демпферного канала 254 проходит в первом горизонтальном направлении А, а первый участок 251а литникового канала 251 проходит в направлении С, которое в данном случае совпадает с направлением А. Второй участок 254d демпферного канала 254 проходит в направлении D, которое в данном случае является вертикальным, поэтому этот второй участок 254d находится снизу первого участка 254с. Это расположение позволяет повысить эффект задержания первой струи металла, за счет силы тяжести. В этом примере второй конец 254b демпферного канала 254 находится на уровне плиты 10, поэтому демпферный канал 254 опирается на плиту 10. Следует отметить, что направление D может быть не вертикальным, а просто наклонным, хотя максимальный эффект задержания первой струи металла все же достигается при вертикальном направлении. В этом примере литниковый 251 и демпферный 254 каналы имеют круглое сечение с диаметром d. Длина L первого участка 254с демпферного канала 254 может превышать или быть равной двойному диаметру d.
Следует отметить, что во всех представленных выше примерах литниковый канал 51, 151, 251 содержит два вторых участка 51b, 151b, 251b, но он может содержать только один участок и даже более двух участков.
Описанная выше установка 1 может быть полностью выполнена из керамического материала, например, при помощи способа литья по выплавляемым восковым моделям. Как известно, сначала необходимо изготовить восковую модель установки 1. Затем эту восковую модель покрывают керамической оболочковой формой путем последовательных погружений в соответствующий шликер (погружение/покрытие). После этого керамику обжигают и воск удаляют, чтобы получить установку 1 из керамического материала.
На фиг. 5 представлены основные этапы способа изготовления детали, отливаемой из расплавленного металла, с применением описанной выше установки 1. На первом этапе Е1 способа заполняют литейную формы 7 установки 1, заливая расплавленный металл в установку. Для этого металл можно заливать непосредственно в литейную чашу 2 установки 1, и он может стекать под действием силы тяжести, заполняя литейной формы 7.
На втором этапе Е2 осуществляют направленную кристаллизацию находящегося в литейной форме металла, чтобы получить отливку. Направленную кристаллизацию производят в соответствующей печи, в которую помещают установку. Печь позволяет контролировать рост кристаллизующихся зерен, чтобы получить, например, монокристаллические детали. После кристаллизации детали ее можно выбить и произвести чистовую механическую обработку.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОНОКРИСТАЛЛИЧЕСКОЙ ЛОПАТКИ ПУТЕМ ЛИТЬЯ, УСТАНОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ, ИСПОЛЬЗУЮЩИЕ ЛИТЕЙНУЮ ФОРМУ | 2017 |
|
RU2730827C2 |
| ЛОПАТКА, ОСНАЩЕННАЯ ПОЛКАМИ, СОДЕРЖАЩИМИ ВСТАВКИ | 2016 |
|
RU2699857C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ МОНОКРИСТАЛЛИЧЕСКОГО ЛИТЬЯ | 2015 |
|
RU2686163C2 |
| СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ АВИАЦИОННОЙ ДЕТАЛИ | 2019 |
|
RU2772561C2 |
| ЛОПАТКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ОСНАЩЕННАЯ СИСТЕМОЙ ОХЛАЖДЕНИЯ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ЛОПАТКИ ПУТЕМ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ | 2020 |
|
RU2800619C2 |
| МЕХАНИЗИРОВАННЫЙ ИНСТРУМЕНТ | 2010 |
|
RU2483864C2 |
| ЗАГОТОВКА И МОНОБЛОЧНАЯ ЛОПАТКА ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2653823C2 |
| УЗЕЛ ЦЕНТРАЛЬНОГО ЛИТНИКОВОГО КАНАЛА | 2003 |
|
RU2297303C2 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВОЙ ФОРМЫ ДЛЯ ВЫПОЛНЕНИЯ ЛОПАТОЧНЫХ ЭЛЕМЕНТОВ АВИАЦИОННОГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ПОСРЕДСТВОМ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2015 |
|
RU2685614C2 |
| КОЛЕСО ДЛЯ СИСТЕМЫ ЗАДЕЛЫВАНИЯ | 2020 |
|
RU2811098C2 |
Изобретение относится к литейному производству. Литниковая система содержит литейную чашу (2), вертикальную трубу (3), распределитель (4), размещенный на нижнем конце вертикальной трубы, и по меньшей мере одну систему литниковых каналов (5, 5’, 5”), соединенных с по меньшей мере двумя литейными формами (7). Система литниковых каналов содержит литниковый канал (51, 151, 251), первый участок (51а, 151а, 251a) которого расположен в первом направлении (А) от распределителя (4) и два вторых участка (51b, 151b, 251b) расположены во втором направлении (В), при этом каждый второй участок расположен на выходе первого участка и соединен с первым участком через переходник (52, 152, 252). Каждая литейная форма (7) соединена со вторым участком (51b, 151b, 251b) литникового канала. Демпферный канал (54, 154, 254) продолжает первый участок литникового канала и имеет первый конец (54а, 154а, 254а), сообщающийся с переходником (52, 152, 252), и второй конец (54b, 154b, 254b), выполненный закрытым. Демпферный канал позволяет замедлить первую струю металла и ослабить гидравлический удар. Обеспечивается исключение попадания неметаллических включений в литейную форму. 2 н. и 8 з.п. ф-лы, 5 ил.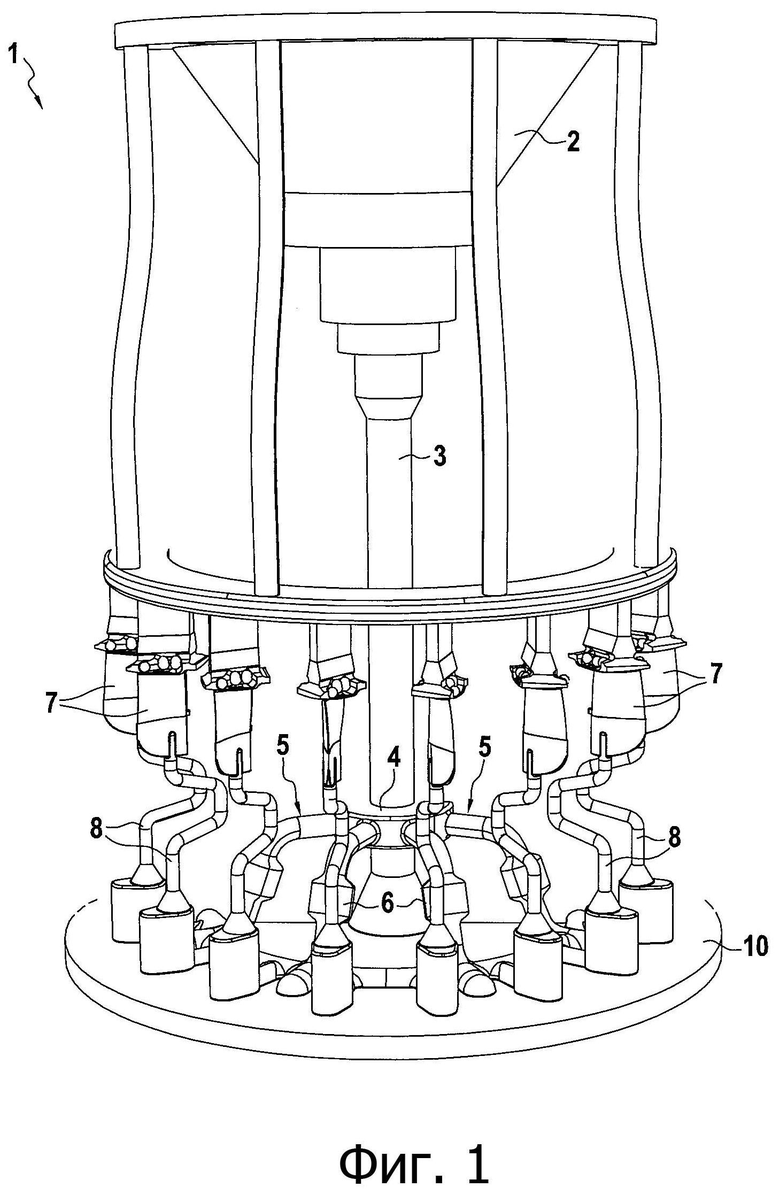
1. Литниковая система из керамического материала для заливки литейных форм расплавленным металлом при изготовлении отливок методом литья по выплавляемым моделям, содержащая:
вертикальную трубу (3), размещенную над ней литейную чашу (2), выполненную с возможностью приема жидкого металла, подаваемого в литниковую систему, распределитель (4), размещенный на нижнем конце вертикальной трубы,
по меньшей мере одну систему литниковых каналов (5; 5’; 5”) для доставки расплавленного металла, предназначенного для получения отливок, при этом каждая упомянутая система содержит литниковый канал (51; 151; 251), обеспечивающий поступление расплавленного металла через него под действием силы тяжести, при этом указанный литниковый канал содержит первый участок (51а; 151а; 251a), расположенный в первом направлении (А) от распределителя (4), и два вторых участка (51b; 151b; 251b), расположенных во втором, отличном от первого, направлении (В), при этом каждый второй участок расположен на выходе первого участка и соединен с первым участком через переходник (52; 152; 252), и
по меньшей мере две литейные формы (7), каждая из которых соединена со вторым участком (51b; 151b; 251b) литникового канала (51; 151; 251) с обеспечением прохождения расплавленного металла из системы литниковых каналов в каждую литейную форму,
отличающаяся тем, что система литниковых каналов дополнительно содержит демпферный канал (54; 154; 254), первый конец (54а; 154а; 254а) которого выполнен сообщающимся с переходником (52, 152, 252), а второй конец (54b; 154b; 254b) выполнен закрытым, при этом упомянутый демпферный канал выполнен продолжающим первый участок (51а; 151а; 251а) литникового канала.
2. Система по п. 1, в которой литниковый канал (151) системы (5”) литниковых каналов имеет круглое сечение, при этом длина (L) демпферного канала превышает или равна двойному диаметру (d) литникового канала.
3. Система по п. 1 или 2, в которой демпферный канал (254) содержит первый участок (254с), расположенный между первым концом (254а) и вторым участком (254d), и второй участок, расположенный между первым участком и вторым концом (254b) демпферного канала, при этом указанный второй участок расположен ниже относительно указанного первого участка.
4. Система по п. 3, в которой второй участок (254d) демпферного канала (254) системы литниковых каналов (5”) проходит в наклонном направлении (D).
5. Система по п. 3, в которой второй участок (254d) демпферного канала литниковых каналов (5”) проходит в вертикальном направлении (D).
6. Система по любому из пп. 1-5, в которой демпферный канал (54) системы литниковых каналов (5) имеет полукруглое сечение.
7. Установка по любому из пп. 1-6, в которой первое (А) и второе (В) направления являются ортогональными.
8. Система по любому из пп. 1-7, которая содержит по меньшей мере два селекторных канала (8), каждый из которых соединен со вторым участком (51b; 151b; 251b) литникового канала (51; 151; 251) и с литейной формой (7).
9. Система по любому из пп. 1-8, в которой литейные формы (7) выполнены с возможностью формирования турбинных лопаток авиационного газотурбинного двигателя.
10. Способ изготовления отливок из расплавленного металла методом литья по выплавляемым моделям, включающий следующие этапы:
- заполнение (Е1) литейных форм (7) расплавленным металлом, заливая расплавленный металл в литейную чашу (2) литниковой системы по любому из пп. 1-9, и
- направленную кристаллизацию (Е2) металла, присутствующего в каждой литейной форме, с получением отливки.
| US 7231955 B1, 19.06.2007 | |||
| CN 105290333 A, 03.02.2016 | |||
| EP 2965838 A1, 13.01.2016 | |||
| ПАРОМ ДЛЯ АВТОМОБИЛЯ, УПРАВЛЯЕМЫЙ ЕГО ВОДИТЕЛЕМ | 2003 |
|
RU2233229C1 |
| 0 |
|
SU100004A1 | |
| WO 2014167243 A1, 16.10.2014. | |||

