Область техники, к которой относится изобретение
Настоящее изобретение относится к общей области процессов изготовления монокристаллических компонентов посредством литья металла. Настоящее изобретение относится, в частности, к литейной форме для использования в таких процессах.
Уровень техники
В некоторых случаях, и, в частности, в авиационных турбомашинах, необходимо иметь компоненты из металла или металлического сплава с контролируемой монокристаллической структурой. Например, в соплах турбин авиационных турбомашин лопатки должны выдерживать значительные термомеханические напряжения вследствие высокой температуры и центробежных сил, которым они подвергаются. Контролируемая монокристаллическая структура металлических сплавов, образующих эти лопатки, ограничивает эффекты от этих напряжений.
Для изготовления монокристаллического компонента с помощью литья металла керамическую форму можно сначала изготовить из модели компонента, который должен быть изготовлен (например, восковой модели). Монокристаллическая затравка (т.е. затравка с известной и постоянной кристаллографической ориентацией по всей затравке) помещается в литейную форму, на которую заливается расплавленный металл, который затем заполняет полость литейной формы, предназначенную для формирования компонента. Во время охлаждения металл затвердевает, и эпитаксиальный рост зерен из монокристаллической затравки гарантирует кристаллографическую ориентацию в отлитом компоненте.
Однако затравка также может быть источником дефектов в компоненте, полученном с помощью такого процесса. Действительно, текущая конфигурация затравки может привести к росту паразитных зерен, которые распространяются в этом литом компоненте.
Документ FR 3 042 725 раскрывает форму, в которую помещают цилиндрическую монокристаллическую затравку, размеры которой адаптированы для уменьшения появления таких паразитных зерен. Однако используемая монокристаллическая затравка должна иметь индексирующий элемент, такой как штифт, на его нижней части, который ориентирован в соответствии с направлением кристаллографической ориентации затравочного монокристалла. Этот индексирующий элемент также является источником дефектов в полученном компоненте, так как он также может быть причиной появления паразитных зерен во время направленного затвердевания.
Таким образом, существует потребность в литейной форме для изготовления компонента посредством литья металла и эпитаксиального выращивания, а также в процессе изготовления с использованием такой формы, которые не имеют вышеупомянутых недостатков.
Раскрытие сущности изобретения
Изобретение относится к литейной форме для использования при изготовлении монокристаллического компонента посредством литья металла и эпитаксиального выращивания, при этом литейная форма содержит полость, в которой должен быть сформирован компонент, и корпус, имеющий эллиптическое поперечное сечение, в котором размещена затравка из монокристалла, затравка имеет эллиптическое поперечное сечение, определяемое малой осью и большой осью, корпус находится в сообщении по текучей среде с полостью через отверстие круглого поперечного сечения, через которое должен течь расплавленный металл, причём монокристаллическая затравка и отверстие центрируются на одной и той же вертикальной оси,
при этом малая ось и большая ось затравочной секции соответственно определяют вторичные кристаллографические ориентации монокристалла, образующего монокристаллическую затравку.
Такая форма позволяет легко индексировать кристаллографические направления монокристаллической затравки без необходимости использования таких приспособлений, как штифт или плоскость на цилиндрической затравке, которые могли бы вызвать дефекты в компоненте. Эллиптическая форма затравки также вызывает меньше дефектов, чем продолговатая затравка, которая имеет плоскую боковую поверхность (и, следовательно, не является эллиптической), в частности, вследствие трудности позиционирования её в корпусе с небольшим зазором.
Вторичные кристаллографические ориентации могут быть направлениями <100> и <010> монокристалла, образующего затравку. В частности, малая ось и большая ось могут совпадать с упомянутыми вторичными кристаллографическими ориентациями, соответственно, или, по необязательному выбору, образовывать с ними предварительно заданный и известный угол.
В иллюстративном варианте осуществления изобретения эллиптическое поперечное сечение затравки может иметь эксцентриситет больше или равный 0,5 и меньше чем 1. Такой эксцентриситет позволяет упростить расположение кристаллографических ориентаций и уменьшить площадь основания, совместимую со сложной геометрией литейной формы.
В иллюстративном варианте осуществления изобретения эллиптическое поперечное сечение затравки может иметь эксцентриситет 0,55 - 0,82.
В иллюстративном варианте осуществления изобретения расстояние блокировки, соответствующее разнице между половиной длины малой оси секции затравки и радиусом отверстия, может быть больше или равно 2,4 мм. Распространение паразитных затравок кристаллизации значительно снижается, если разница между радиусами отверстия и половиной малой оси зерна больше или равна 2,4 мм. Эта разница упоминается здесь как «расстояние блокировки», поскольку оно характерно для блокировки распространения паразитных зерен в компоненте.
В иллюстративном варианте осуществления изобретения зазор между затравкой и боковой поверхностью корпуса может быть меньше или равен 0,03 мм. Небольшой зазор позволяет правильно позиционировать затравку в корпусе, а также снижает распространение паразитных затравок.
В иллюстративном варианте осуществления изобретения расстояние между верхней поверхностью затравки и верхней поверхностью корпуса содержится в диапазоне 5 мм - 10 мм. Такое расстояние также уменьшает распространение паразитных зерен при достижении надлежащей эпитаксии.
В иллюстративном варианте осуществления изобретения затравка из монокристалла может иметь фаску или закругление вокруг своего верхнего края. Под «верхом» понимается край, расположенный на стороне затравки, противоположной основанию, на которое она опирается, когда форма находится в вертикальном положении. Это закругление позволяет предотвратить соприкосновение острого края с литейной формой и удалить мелкие кусочки литейной формы, которые могут привести к появлению паразитных зерен во время литья металла.
В иллюстративном варианте осуществления изобретения литейная форма может быть предназначена для использования при изготовлении лопатки турбомашины. Это может быть, например, сопловая лопатка авиационной турбомашины.
В этом случае эллиптическое поперечное сечение затравки может иметь эксцентриситет, содержащийся между 0,55 и 0,82, малая ось может иметь длину 13 - 16 мм, а отверстие может иметь радиус 4 - 5 мм, а расстояние между верхней поверхностью затравки и верхней поверхностью корпуса может содержаться в диапазоне 5 - 10 мм. Такое сочетание параметров позволяет изготавливать лопатку турбомашины с уменьшенным количеством дефектов, связанных с паразитными зернами, и получать прочную форму.
Изобретение также относится к процессу изготовления монокристаллического компонента с помощью эпитаксиального выращивания, процесс содержит следующие этапы:
- изготовление литейной формы, содержащей полость, в которой должен быть сформирован компонент, и корпус, имеющий эллиптическое поперечное сечение, в котором расположена монокристаллическая затравка, причем затравка имеет эллиптическое поперечное сечение, определяемое малой осью и большой осью, малая ось и большая ось поперечного сечения затравки ориентированы в зависимости от вторичных кристаллографических ориентаций монокристалла, образующего монокристаллическую затравку, при этом корпус находится в сообщении по текучей среде с полостью через отверстие круглого поперечного сечения, через которое должен течь расплавленный металл, причем монокристаллическая затравка и отверстие центрируются на одной и той же вертикальной оси,
- заливка расплавленного металла в литейную форму, и
- направленное затвердевание отлитого металла для получения компонента.
В иллюстративном варианте осуществления изобретения монокристаллический компонент, который должен быть изготовлен, может быть авиационным компонентом. Под «авиационным компонентом» подразумевается компонент, который может использоваться в турбореактивном двигателе, предназначенном для приведения в движение летательного аппарата, такой как лопатка авиационной турбомашины, кольцо турбины, сопло низкого давления, авиационная система впрыска в камеру сгорания, компонент авиационной системы впрыска, фланец, зажимная система, опора оборудования двигателя, обтекатель и т. д.
Краткое описание чертежей
Другие признаки и преимущества настоящего изобретения станут очевидными из приведенного ниже описания со ссылкой на прилагаемые чертежи, которые иллюстрируют его неограничивающий иллюстративный вариант осуществления. На чертежах:
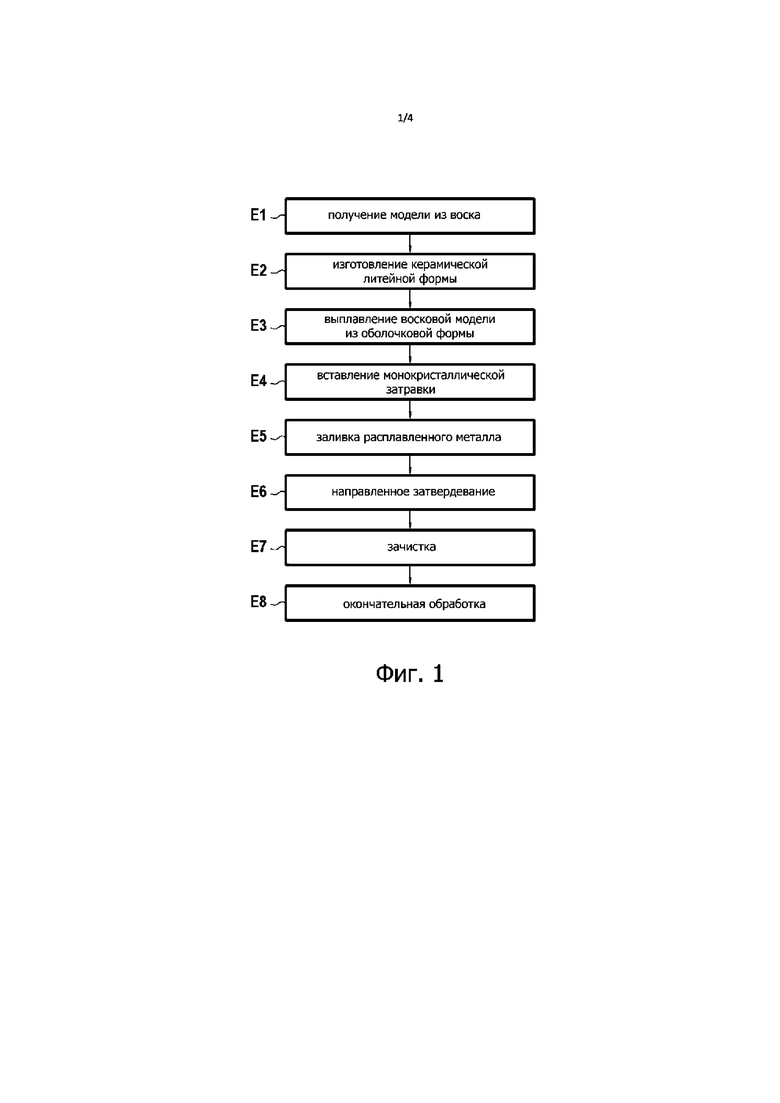
Фиг. 1 показывает блок-схему последовательности процесса, представляющую различные этапы процесса, в соответствии с изобретением.
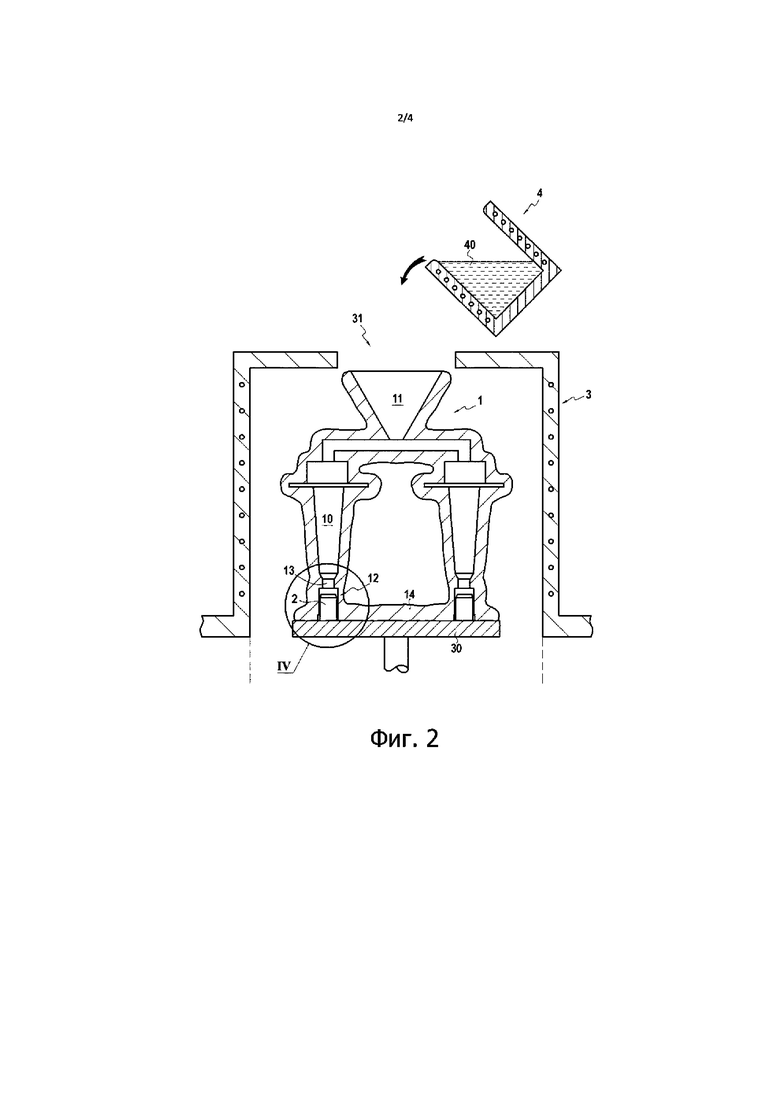
Фиг. 2 показывает схематический вид в разрезе литейной формы согласно изобретению, расположенной в печи направленной кристаллизации.
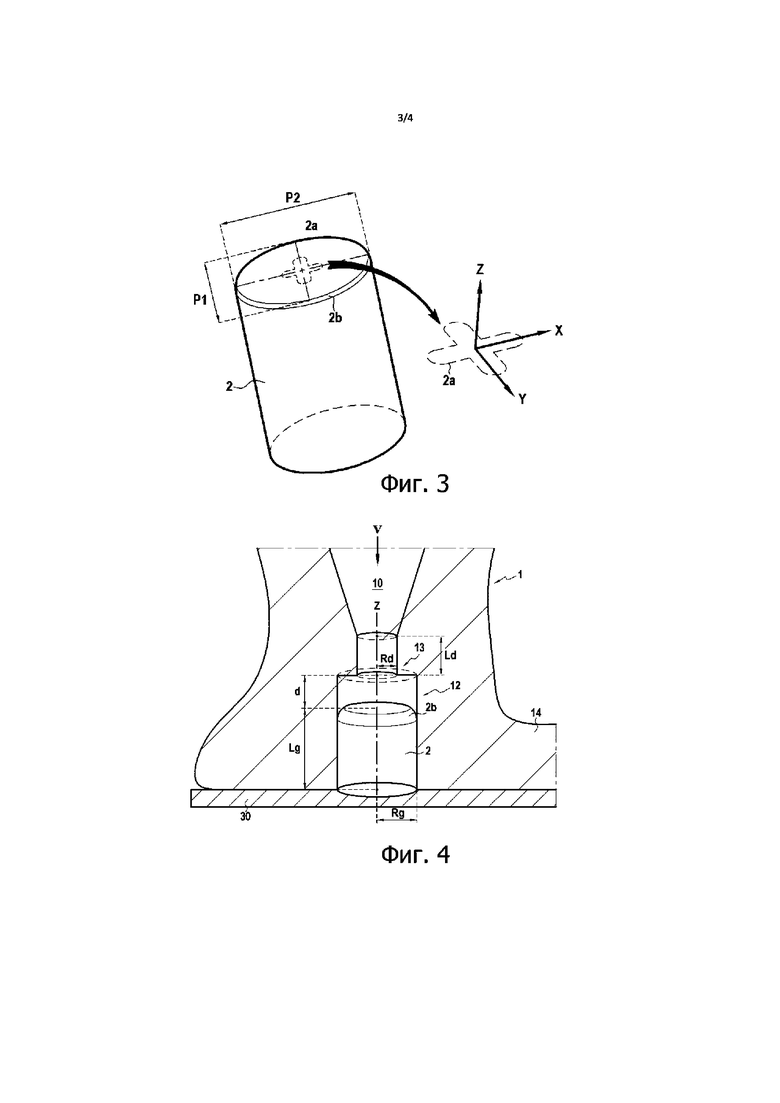
Фиг. 3 показывает монокристаллическую затравку для использования в литейной форме, в соответствии с вариантом осуществления изобретения.
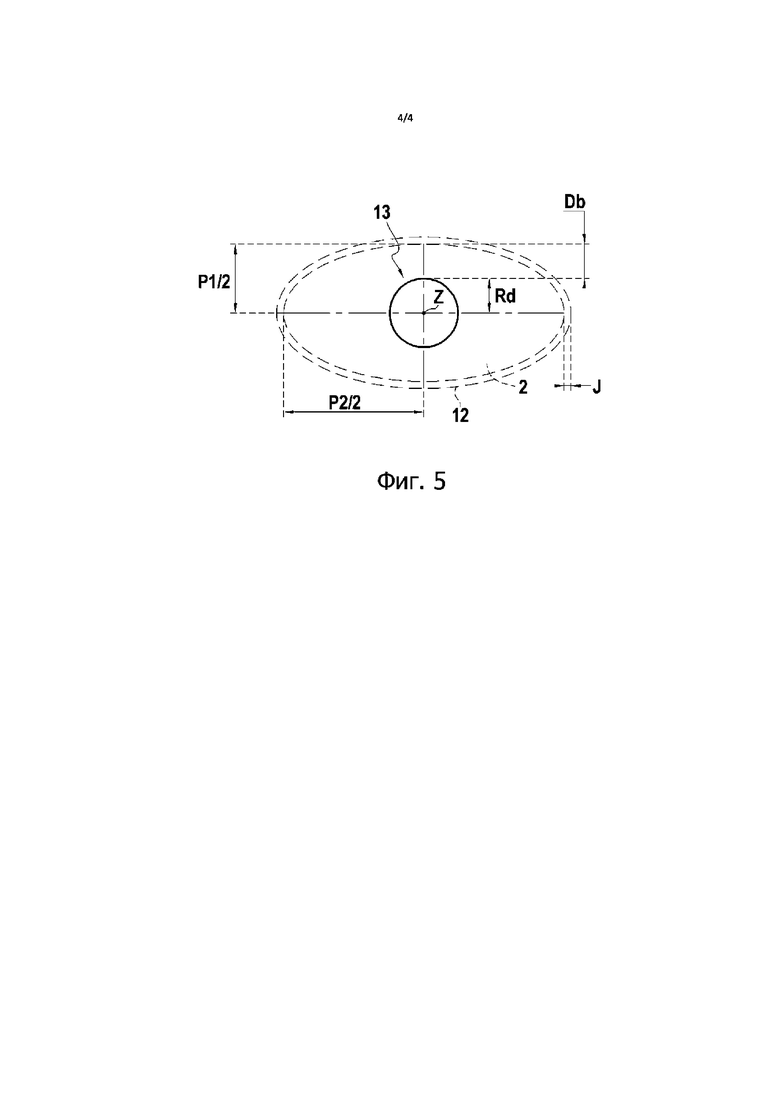
Фиг. 4 показывает увеличенный вид, представленный на фиг. 2, корпуса монокристаллической затравки.
Фиг. 5 показывает вид сверху корпуса литейной формы, в соответствии с вариантом осуществления изобретения.
Осуществление изобретения
Теперь изобретение будет описано в контексте процесса изготовления монокристаллического компонента посредством литья металла и эпитаксиального выращивания. В проиллюстрированном примере основное внимание уделяется изготовлению монокристаллических лопаток сопла авиационных турбомашин, изготовленных из металлического сплава (например, сплава на основе никеля, такого как коммерческий сплав «AM1»). Этапы такого процесса кратко изложены в блок-схеме на фиг. 1.
В способе, который сам по себе является известным, первый этап процесса изготовления посредством литья металла и эпитаксиального роста состоит в получении модели, например, из воска, для компонента, который должен быть изготовлен (этап E1).
Восковая модель затем покрывается керамической оболочкой (этап E2), например, посредством последовательных погружений в подходящую суспензию и нанесения штукатурки в виде керамического порошка. Затем модель с нанесенной оболочкой обжигается и декарбонизируется (этап E3), т. е. воск из полученной керамической формы удаляется.
Пример литейной формы 1 согласно изобретению, полученной из восковой модели, проиллюстрирован на фиг. 2-4. Керамическая форма 1 содержит, в частности, одну или несколько полостей 10 (здесь две полости показаны на фиг. 1), имеющих форму компонента, который должен быть изготовлен (здесь лопатка сопла авиационного турбомашины), которые открыты на своих верхних концах и соединены друг с другом каналами, открывающимися в конический компонент, или чашу 11. Именно в чашу 11 металл будет впоследствии заливаться до того, как достигнет полостей 10.
Литейная форма 1 также содержит корпуса 12, в которые вставляются монокристаллические затравки 2 (этап E4). Обычно имеется столько корпусов 12, сколько имеется полостей 10. Корпус 12 расположен ниже полости 10 и сообщается по текучей среде с полостью над ним через отверстие 13, таким образом жидкий металл может быть введен из полости 10 в корпус 12. Канал, соединяющий отверстие 13 и полость 10, имеет здесь цилиндрическую форму. Следует отметить, что литейная форма 1 не имеет канала искателя зерна винтового типа.
Корпус 12 и монокристаллическая затравка 2 имеют эллиптическую форму (т.е. они имеют постоянное эллиптическое поперечное сечение по всей своей высоте). Размеры корпуса 12 и затравки 2 близки по размеру, чтобы оставлять как можно меньший зазор J (фиг. 5) между боковой стенкой корпуса 12 и затравкой 2, чтобы предотвратить просачивание жидкого металла вокруг затравки 2 во время литья и образование паразитных зерен во время затвердевания металла. Этот зазор J может быть меньше или равным 0,03 мм.
В основании литейной формы 1 находится основание 14, которое удерживает затравку 2 в корпусе 12, а также поддерживает всю литейную форму 1, когда она находится в вертикальном положении.
Затравка 2, показанная в перспективе на фиг. 3, имеет эллиптическое поперечное сечение с малой осью P1 и большой осью P2. Дендрит 2a показан пунктирными линиями на верхней поверхности затравки, схематически изображая вторичные кристаллографические ориентации монокристалла, образующего затравку 2. Таким образом, дендрит определяет направление X, соответствующее кристаллографической ориентации <100>, направление Y, соответствующее кристаллографической ориентации <010>, и направление Z, перпендикулярное направлениям X и Y, соответствующее ориентации <001>. В этом примере малая ось P1 и большая ось P2 совпадают с направлениями Y и X соответственно. Эксцентриситет эллипса, ограничивающего затравку 2 (а также корпус 12), предпочтительно составляет от 0,5 до 1 (исключая это значение), и даже более предпочтительно 0,55 - 0,82 для предполагаемого применения. Здесь затравка 2 имеет закругление 2b вокруг своего верхнего края. В качестве альтернативы, затравка 2 может иметь фаску вместо закругления. Обычно затравка 2 не полностью занимает корпус 12, и между верхним концом затравки 2 и отверстием 13 обеспечивается пространство, в которое можно заливать жидкий металл.
На фиг. 4 показан подробный вид корпуса 12, в котором находится затравка 2. Затравка 2 и отверстие 13 центрированы на одной и той же вертикальной оси Z.
Затравка 2 имеет длину Lg, которая, например, составляет 40 - 45 мм. Отверстие 13 (или верхняя стенка корпуса 12) может быть отделено от верхней поверхности затравки 2 на расстояние d, содержащееся в диапазоне 5 - 10 мм, для достижения надлежащей эпитаксии. Отверстие 13 может, например, проходить на длину Ld порядка 5 мм. Предпочтительно, чтобы радиус Rd отверстия был больше или равен 4 мм, чтобы уменьшить влияние отверстия на прочность литейной формы 1. Еще более предпочтительно, чтобы радиус Rd отверстия был меньше или равен 5 мм, для обеспечения правильного заполнения формы 1 расплавленным металлом. Малая ось P1 затравки 2 может иметь длину, превышающую 13 мм, чтобы повысить надежность литейной формы 1.
Расстояние Db блокировки (фиг. 5) определяется как разница между малой осью (P1)/2 затравки и радиусом отверстия Rd: Db = (P1)/2 - Rd. Это расстояние блокировки является характерной величиной распространения паразитных зерен от корпуса 12 для затравки в полость 10. Расстояние Db блокировки может быть больше или равно 2,4 мм, чтобы гарантировать лучшее блокирование паразитных зерен.
После того, как затравки 2 вставлены и сориентированы в их корпусах 12, вся литейная форма 1 на ее основании 14 помещается на подвижную плиту 30 печи 3 направленной кристаллизации. Предпочтительно, печь 3 имеет верхнее окно 31, через которое металл можно заливать в форму 1. Подвижная плита 30 позволяет быстро извлекать форму 1 из горячего корпуса печи 3 для регулирования ее температуры. Плита 30 может быть охлаждаемой медной пластиной. Затравки 2 могут быть зафиксированы, например, с помощью приклеивания к плите 30.
Литейная форма 1 нагревается в печи 3, и жидкий металл 40 выливается из тигля 4 в литейную форму 1 (этап E5) через окно 31 печи. Корпуса 12 затравок 2 заполняются металлом, за ними следуют полости 10, в которых формируются компоненты. Литейную форму 1 постепенно удаляют из печи 3, например, опуская подвижную плиту 30, чтобы снизить температуру формы 1 и контролировать затвердевание металла в этой форме (этап Е6).
Во время направленного затвердевания металлическое зерно будет расти вследствие эпитаксии из затравки, кристаллографическая ориентация которой хорошо известна и контролируется. Соблюдая особые размеры литейной формы, согласно настоящему изобретению, можно избежать роста паразитных зерен, ориентация которых не контролируется, и после зачистки получить компоненты с контролируемой монокристаллической структурой.
После того, как литейная форма была зачищена (этап E7), может быть проведена обычная окончательная обработка (этап E8) для получения готовых монокристаллических компонентов.
В ходе испытания лопатки турбомашины, изготовленные из металлического сплава AM1 на основе никеля, были отлиты в литейной форме, такой как форма 1, показанная на фиг. 2 и 3, изготовленная из керамики. Эксцентриситет эллипсов, определяющих затравку 2 и корпус 12, составляет порядка 0,75, радиус отверстия составляет порядка 4,5 мм, малая ось имеет длину 14,5 мм, а расстояние, разделяющее верхнюю поверхность затравки 2 и верхней поверхности корпуса составляет 6 мм. Температура печи для выполнения литья и направленной кристаллизации в этом примере составляет 1480°C - 1600°C. Изготовленная форма является прочной, а полученные лопатки имеют меньше дефектов, связанных, в частности, с распространением паразитных зерен, чем при использовании цилиндрической затравки с плоскостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1990 |
|
RU2021877C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ЛИТЬЕМ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ И ПРИ УПРАВЛЯЕМОМ ОХЛАЖДЕНИИ | 2014 |
|
RU2652526C2 |
| КЕРАМИЧЕСКАЯ ФОРМА ДЛЯ ЛИТЬЯ ИЗДЕЛИЙ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЬНОЙ СТРУКТУРОЙ | 2000 |
|
RU2201843C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКРИСТАЛЛИЧЕСКОЙ ОТЛИВКИ РАБОЧЕЙ ЛОПАТКИ ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С ЗАДАННЫМИ АКСИАЛЬНОЙ И АЗИМУТАЛЬНОЙ ОРИЕНТАЦИЕЙ СПЛАВА | 2007 |
|
RU2329120C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ | 2005 |
|
RU2285580C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ЗАРОДЫШЕЙ ОДНОВРЕМЕННО С ЛИТЬЕМ МОНОКРИСТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2007 |
|
RU2422564C2 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ОТЛИВОК | 1991 |
|
RU2010672C1 |
| КЕРАМИЧЕСКАЯ ФОРМА ДЛЯ ЛИТЬЯ ИЗДЕЛИЙ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2005 |
|
RU2299784C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2009 |
|
RU2400326C1 |
| ЛОПАТКА АВИАЦИОННЫХ КОМПРЕССОРОВ И ТУРБИН | 2003 |
|
RU2243851C1 |
Изобретение относится к общей области процессов изготовления монокристаллических компонентов посредством литья металла, в частности к литейной форме для использования в таких процессах. Литейная форма (1) для использования при изготовлении монокристаллического компонента посредством литья металла и эпитаксиального выращивания содержит полость (10), в которой должен быть сформирован компонент, и корпус (12), имеющий эллиптическое поперечное сечение, в котором расположена монокристаллическая затравка (2), затравка имеет эллиптическое поперечное сечение, определяемое малой осью и большой осью, корпус находится в сообщении по текучей среде с полостью через отверстие (13) с круглым поперечным сечением, через которое должен течь расплавленный металл, монокристаллическая затравка и отверстие центрируются на одной и той же вертикальной оси (Z), на которой малая ось и большая ось поперечного сечения затравки ориентированы в зависимости от вторичных кристаллографических ориентаций монокристалла, образующего монокристаллическую затравку. Технический результат изобретения - отсутствие роста паразитных зерен в литом компоненте. 2 н. и 7 з.п. ф-лы, 5 ил.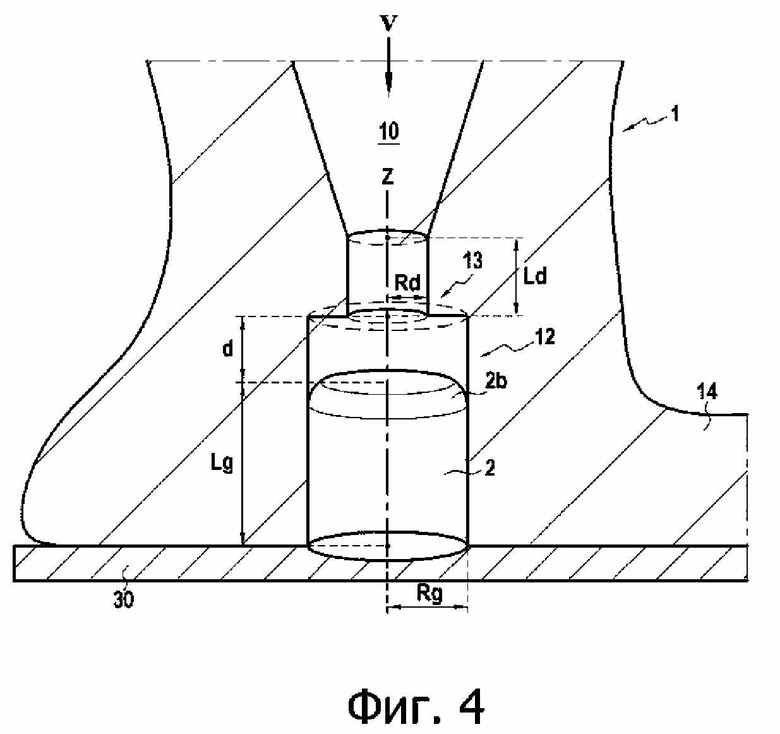
1. Литейная форма (1) для использования при изготовлении монокристаллического компонента посредством литья металла и эпитаксиального выращивания, содержащая полость (10) для формирования в ней указанного компонента и корпус (12), имеющий эллиптическое поперечное сечение, в котором расположена монокристаллическая затравка (2), имеющая эллиптическое поперечное сечение, определяемое малой осью (P1) и большой осью (P2), при этом корпус сообщается по текучей среде с полостью через отверстие (13) круглого поперечного сечения, обеспечивающее протекание расплавленного металла, причем монокристаллическая затравка и отверстие сцентрированы по одной и той же вертикальной оси (Z),
при этом малая ось и большая ось затравочной секции соответственно определяют вторичные кристаллографические ориентации (X, Y) монокристалла, образующего монокристаллическую затравку,
при этом эллиптическое поперечное сечение затравки (2) имеет эксцентриситет больше или равный 0,5 и меньше чем 1.
2. Литейная форма по п. 1, в которой эллиптическое поперечное сечение затравки (2) имеет эксцентриситет, находящийся в диапазоне 0,55-0,82.
3. Литейная форма по п. 1, в которой расстояние (Db) блокировки, соответствующее разнице между половиной длины малой оси (P1/2) секции затравки и радиусом (Rd) отверстия (13), больше или равно 2,4 мм.
4. Литейная форма по п. 1, в которой зазор (J) между затравкой и боковой поверхностью корпуса меньше или равен 0,03 мм.
5. Литейная форма по п. 1, в которой расстояние (d) между верхней поверхностью затравки и верхней поверхностью корпуса находится в диапазоне 5-10 мм.
6. Литейная форма по п. 1, в которой монокристаллическая затравка (2) имеет фаску или закругление (2b) вокруг ее верхнего края.
7. Литейная форма по п. 1 для использования при изготовлении лопатки турбомашины.
8. Литейная форма по п. 7, в которой эллиптическое поперечное сечение затравки (2) имеет эксцентриситет, содержащийся в диапазоне 0,55-0,82, малая ось (P1) имеет длину 13-16 мм, отверстие (13) имеет радиус (Rd), находящийся в диапазоне 4-5 мм, а расстояние (d) между верхней поверхностью затравки и верхней поверхностью корпуса находится в диапазоне 5-10 мм.
9. Способ изготовления монокристаллического компонента посредством эпитаксиального выращивания, включающий следующие этапы:
- изготовление (E2) литейной формы (1), содержащей полость (10) для формирования в ней указанного компонента и корпус (12), имеющий эллиптическое поперечное сечение, в котором расположена монокристаллическая затравка (2), имеющая эллиптическое поперечное сечение, определяемое малой осью (P1) и большой осью (P2), причём малая ось и большая ось поперечного сечения затравки ориентированы в зависимости от вторичных кристаллографических ориентаций (X, Y) монокристалла, образующего монокристаллическую затравку, при этом эллиптическое поперечное сечение затравки (2) имеет эксцентриситет больше или равный 0,5 и меньше чем 1, при этом корпус сообщается по текучей среде с полостью через отверстие (13) круглого поперечного сечения, обеспечивающее протекание расплавленного металла, причем монокристаллическая затравка и отверстие сцентрированы по одной и той же вертикальной оси (Z),
- заливка (E5) расплавленного металла в литейную форму, и
- направленное затвердевание (Е6) залитого металла для получения компонента.
| Хлопкоуборочная машина | 1934 |
|
SU41267A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ МОНОКРИСТАЛЛИЧЕСКОЙ ТУРБИННОЙ ЛОПАТКИ | 2006 |
|
RU2325971C1 |
| СПОСОБ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ ИЗ ПАРОВОЙ ФАЗЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2046162C1 |
| EP 1894647 A1, 05.03.2008 | |||
| РАБОЧИЙ ОРГАН СЕЯЛКИ-КУЛЬТИВАТОРА | 1994 |
|
RU2092999C1 |
| ШАРОШЕЧНОЕ БУРОВОЕ ДОЛОТО | 0 |
|
SU171343A1 |

