Область техники, к которой относится изобретение
Данное изобретение относится к области изготовления посредством литья по выплавляемым восковым моделям для направленной кристаллизации авиационных деталей, таких как лопатки турбины. В частности, данное изобретение относится к стержню для изготовления авиационной детали. Кроме того, изобретение относится к литейному устройству, содержащему указанный стержень, а также к способу выполнения указанного стержня.
Уровень техники
Так называемые способы литья по выплавляемым восковым моделям предназначены, в частности, для производства металлических деталей сложной формы, например, полых металлических деталей. Так, литье по выплавляемым восковым моделям применяют для производства лопаток газотурбинных двигателей.
В процессе литья по выплавляемым восковым моделям на первом этапе выполняют модель из материала, удаляемого при сравнительно низкой температуре плавления, например, такого как воск или смола, на которой затем посредством дополнительного формования выполняют литейную форму. После затвердевания литейной формы удаляемый материал удаляется из литейной формы.
Чтобы иметь возможность производить одновременно несколько деталей, можно объединить несколько моделей из удаляемого материала в один литейный куст, при этом каждая модель из удаляемого материала соединена по меньшей мере с одним каркасом, который обычно представляет собой центральный или нисходящий ствол и который выполнен не из удаляемого материала, и с распределительным кольцом, выполненным из удаляемого материала. В литейной форме кольцо образует литниковые каналы для расплавленного металла, которые называют также литниковой питающей системой.
Затем расплавленный металл заливают в эту литейную форму, чтобы заполнить полость, образованную моделью в литейной форме после ее удаления. После охлаждения и полного затвердевания металла литейную форму можно раскрыть или разбить, чтобы извлечь металлическую деталь, соответствующую по форме модели из удаляемого материала.
Под «металлом» в настоящем контексте следует понимать как чистые металлы, так и металлические сплавы.
Из предшествующего уровня техники известно введение стержня в литейную форму для формования детали, чтобы получить полую авиационную деталь. Литейная форма, содержащая известный стержень, показана на фиг. 1. Однако, когда стержень используют для формования авиационной детали, существует много нарушений, связанных с перемещением стержня во время нагнетания удаляемого материала или во время заливки металла. Кроме того, использование стержня приводит к большим различиям в сечении металла после разливки, создающим зоны сильных напряжений во время охлаждения металла, в частности, на уровне зон перехода между тонким сечением и более толстым сечением металла. Если требуется выполнить, например, монокристаллическую или столбчатую деталь, эти сильные напряжения во время охлаждения металла могут приводить к движениям дислокаций, что чревато появлением дефектов рекристаллизации на конечной авиационной детали.
Раскрытие сущности изобретения
Задачей изобретения является устранение всех или части вышеупомянутых недостатков.
Поставленная задача решена в стержне для литья авиационной детали, такой как лопатка турбины, при этом стержень предназначен для размещения в литейной полости, образованной литейной формой, при этом стержень содержит:
- корпус, предназначенный для формирования внутренней формы авиационной детали,
- ударный участок, расположенный по меньшей мере на части контура корпуса таким образом, чтобы разбивать струю текучей среды во время заполнения литейной полости текучей средой,
при этом ударный участок содержит основание, вершину и по меньшей мере одну отклоняющую стенку, сходящуюся от основания к вершине.
Например, авиационная деталь является монокристаллической или столбчатой деталью.
Под струей текучей среды следует понимать струю расплавленного металла, предназначенного для заполнения литейной формы посредством разливки, или струю удаляемого материала, например, воска в жидком состоянии, предназначенного для заполнения литейной формы посредством нагнетания. При охлаждении текучая среда затвердевает и становится материалом, который затем подвергают механической обработке для получения конечной авиационной детали из металла или ее восковой модели.
Например, струя текучей среды может поступать сверху, то есть по существу в направлении действия силы тяжести, или снизу, то есть в направлении, противоположном к направлению действия силы тяжести. Под вершиной следует понимать часть ударного участка, образующую конец ударного участка и в большинстве случаев образующую конец стержня.
Вершина может находиться в одной точке или может простираться вдоль сегмента. Например, сегмент является криволинейным. Предпочтительно вершина является одномерной.
Под основанием ударного участка следует понимать поверхность, образованную границей между корпусом и ударным участком.
Понятно, что по меньшей мере часть корпуса образует полезный участок стержня, то есть участок, который будет служить для формования конечной детали. По меньшей мере часть корпуса позволяет, таким образом, создавать полости авиационной детали. Следовательно, по меньшей мере часть корпуса представляет собой негатив полостей авиационной детали.
Что касается ударного участка, то он не участвует в формировании геометрии авиационной детали. Материал, который будет формоваться вокруг ударного участка, является расходным участком, который будет впоследствии обрезан для получения авиационной детали.
Благодаря такому расположению, струя текучей среды разбивается, то есть дробиться или отклоняется при контакте с ударным участком, что позволяет уменьшить напряжения на стержне, когда на него действует сила струи текучей среды. Это позволяет ограничить смещение стержня и сохранить, таким образом, размер и расположение внутренней формы авиационной детали. Это предполагает, что чувствительные зоны главного участка стержня, например, наиболее тонкие части, подвергаются лишь слабым воздействиям.
Кроме того, благодаря этим признакам, контролируют температурный градиент в затвердевающем материале, что позволяет ограничить термомеханические напряжения в направлении кристаллизации. Если температурные градиенты контролируются и являются слабыми, то контролируются также напряжения и пластические деформации в металле. Вследствие этого значительно снижаются риски появления рекристаллизованных зерен и холодных трещин.
Кроме того, в случае разливки металла зона сильного напряжения, расположенная на уровне перехода между небольшим сечением и более значительным сечением, перемещается на уровень ударного участка, а не на уровень по меньшей мере одной части корпуса, образующей полезный участок стержня. Таким образом, напряжения, приводящие к появлению рекристаллизованных зерен, перемещаются за пределы участка затвердевающего материала, который должен впоследствии стать авиационной деталью.
Наконец, для формования авиационной детали или ее модели из удаляемого материала требуется меньшее количество текучей среды. Кроме того, добавление ударного участка позволяет получить больше пространства для размещения литейных приспособлений, таких как точки опоры стержня в литейной форме, тепловой экран или размерный знак.
Согласно отличительному признаку, корпус имеет удлиненную форму и проходит в главном направлении. Ударный участок расположен в продолжении корпуса в главном направлении.
Корпус содержит цельные первый концевой участок и второй концевой участок, соединенные множеством стоек, предназначенных для формирования множества полостей в авиационной детали или в ее модели из удаляемого материала.
Согласно отличительному признаку, ударный участок расположен в продолжении первого концевого участка корпуса. Например, первый концевой участок предназначен для формирования ванночки для лопатки турбины. Под «ванночкой» следует понимать выемку, образованную на уровне концевого участка стержня. Ванночка известна также под своим английским названием “tip”.
Согласно отличительному признаку, ударный участок проходит непрерывно, начиная от корпуса.
Понятно, что в продолжении стенки корпуса расположена по меньшей мере одна отклоняющая стенка. Таким образом, граница между указанной по меньшей мере одной отклоняющей стенкой и стенкой корпуса является гладкой. Иначе говоря, стенка корпуса и указанная по меньшей мере одна отклоняющая стенка не образуют уступа, разрыва или острой кромки.
Благодаря этим признакам, переход между небольшим сечением затвердевающего материала, то есть в зоне вокруг стержня, и более значительным сечением, то есть в зоне литейного устройства, в которой нет стержня, например, на концах литейного устройства, является плавным. Таким образом, изменение напряжений во время охлаждения между этими двумя зонами тоже происходит постепенно. Кроме того, этот переход от небольшого сечения к более значительному сечению оказывается смещенным к ударному участку и, следовательно, за пределы затвердевающего материала, предназначенного для формирования авиационной детали. Таким образом, дефекты в материале, связанные с сильными напряжениями на переходе между небольшим сечением материала и более значительным сечением, смещаются в зону, которая не будет являться частью авиационной детали.
Согласно отличительному признаку, вершина является закругленной.
Понятно, что вершина является дифференцируемой во всех направлениях. Иначе говоря, вершина не является заостренной и не имеет острой кромки. Например, вершина получена в результате операции закругления.
Благодаря такому расположению, избегают аккумулирования напряжений. Вместе с тем, в других вариантах осуществления можно предусмотреть вершину с острой кромкой.
Согласно отличительному признаку, наклон указанной по меньшей мере одной отклоняющей стенки по меньшей мере в одной плоскости, перпендикулярной к основанию и проходящей через вершину, предпочтительно во всех плоскостях, перпендикулярных к основанию и проходящих через вершину, имеет несколько значений.
Это обеспечивает плавное изменение сечения материала и позволяет ограничить напряжения, создаваемые деталью в ходе кристаллизации.
Понятно, что указанная по меньшей мере одна отклоняющая стенка имеет кривизну между основанием и вершиной.
Согласно отличительному признаку, наклон указанной по меньшей мере одной отклоняющей стенки меньше вблизи вершины, чем наклон вблизи основания ударного участка. Таким образом, ударный участок имеет выгнутую форму без заострения, которое могло бы образовать сингулярность, что позволяет избегать слишком большой концентрации напряжений.
Понятно, что ударный участок образует, таким образом, купол. Иначе говоря, ударный участок является выпуклым. Касательная к указанной по меньшей мере одной отклоняющей стенке на траектории, проходящей от основания к вершине, стремится к направлению, параллельному относительно основания. Иначе говоря, наклон указанной по меньшей мере одной отклоняющей стенки уменьшается в направлении вершины.
Согласно отличительному признаку, ударный участок имеет высоту, составляющую от 100% до 1000% ширины стержня, предпочтительно от 150% до 300% ширины стержня. Под шириной стержня следует понимать наибольший размер в направлении, перпендикулярном к главному направлению.
Согласно отличительному признаку, ударный участок имеет высоту, составляющую от 100% до 1000% ширины ванночки, предпочтительно от 150% до 300% ширины ванночки.
Согласно отличительному признаку, корпус и ударный участок выполнены в виде единой детали.
Таким образом, стержень является более прочным, и риски отсоединения ударного участка от корпуса оказываются ограниченными.
Согласно отличительному признаку, стержень содержит размерный знак, выполненный в ударном участке. Размерный знак позволяет измерять усадку стержня и проверять правильность размеров изготовленного стержня.
Согласно отличительному признаку, ударный участок и корпус соединены по меньшей мере при помощи множества штырей, например, из глинозема. Штыри позволяют получить отверстия для удаления пыли из лопатки.
Поставленная изобретением задача решена также в литейном устройстве для изготовления лопатки турбины, содержащем:
- литейную форму, образующую литейную полость, при этом литейная полость содержит вход для текучей среды;
- стержень согласно любому из вышеупомянутых отличительных признаков, расположенный внутри полости, при этом ударный участок расположен напротив входа текучей среды.
Благодаря этим признакам, струя во время нагнетания удаляемого материала или разливки металла для литья авиационной детали разбивается, не достигая полезного участка стержня.
Понятно, что ударный участок направлен в сторону входа текучей среды таким образом, чтобы струя текучей среды попадала на ударный участок. Иначе говоря, струя текучей среды не обязательно попадает на вершину ударного участка.
Образованное литейной формой литейной полости тоже расположено в главном направлении стержня и содержит первую концевую зону и вторую концевую зону. Первая концевая зона содержит вход текучей среды. Ударный участок расположен в первой концевой зоне.
Поставленная изобретением задача решена также в способе выполнения стержня для литья авиационной детали, такой как лопатка турбины, при этом стержень предназначен для размещения в литейной полости, образованной литейной формой, при этом стержень содержит корпус, предназначенный для формирования внутренней формы авиационной детали, ударный участок, расположенный по меньшей мере на части контура корпуса таким образом, чтобы разбивать струю текучей среды во время заполнения литейной полости текучей средой, при этом ударный участок содержит основание, вершину и по меньшей мере одну отклоняющую стенку, сходящуюся от основания к вершине, при этом способ выполнения стержня содержит следующие этапы:
- разработка модели стержня, включающая в себя получение корпуса стержня и создание ударного участка, и
- изготовление стержня на основе модели.
Эти признаки позволяют получить описанный выше стержень. Следовательно, все вышеупомянутые технические результаты применимы к настоящему способу.
Согласно отличительному признаку, этап создания ударного участка включает в себя подэтап экструзии, на котором, начиная от корпуса, формируют призму, при этом призма проходит от основания, и подэтап обрезания призмы.
Благодаря этим признакам, этап создания ударного участка является простым и быстрым.
Согласно отличительному признаку, обрезание производят по криволинейной поверхности.
Согласно отличительному признаку, этап создания ударного участка дополнительно включает в себя подэтап закругления острых кромок после подэтапа обрезания призмы.
Подэтап закругления кромок позволяет избежать присутствия острых кромок.
Согласно отличительному признаку, этап создания ударного участка осуществляют при помощи программы автоматизированного проектирования.
Использование программы автоматизированного проектирования позволяет, благодаря цифровой модели, создать литейную форму на основании цифровой модели и изготовить стержень, например, посредством литья или аддитивного изготовления.
Например, этап создания ударного участка осуществляют при помощи функции программы автоматизированного проектирования, например, при помощи функции под названием «поверхность с множественными сечениями», позволяющей создать поверхность, проходящую через несколько кривых.
Краткое описание чертежей
Объект настоящего изобретения и его преимущества будут более понятны из нижеследующего описания вариантов осуществления изобретения, представленных в качестве неограничивающих примеров. Это описание представлено со ссылками на прилагаемые чертежи, на которых:
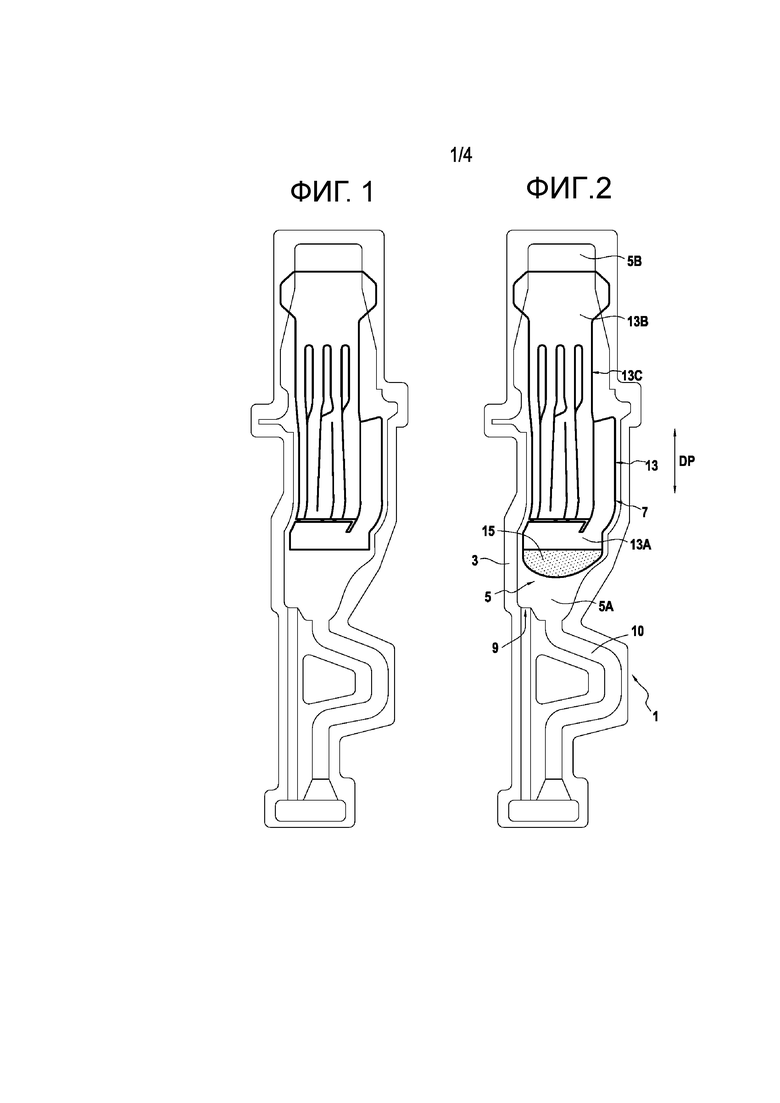
на фиг. 1 показано устройство для литья лопатки турбины, содержащее известный стержень;
на фиг. 2 показано устройство для литья лопатки турбины, содержащее заявленный стержень;
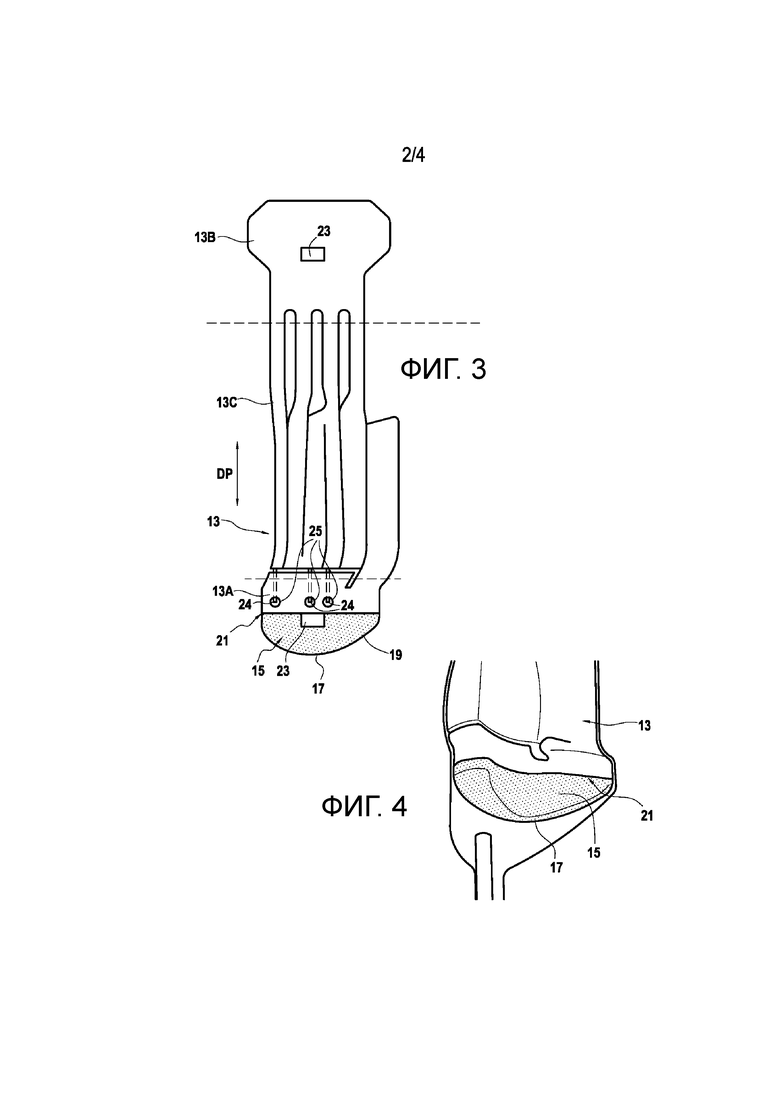
на фиг. 3 показан заявленный стержень;
на фиг. 4 показан ударный участок, увеличенный вид;
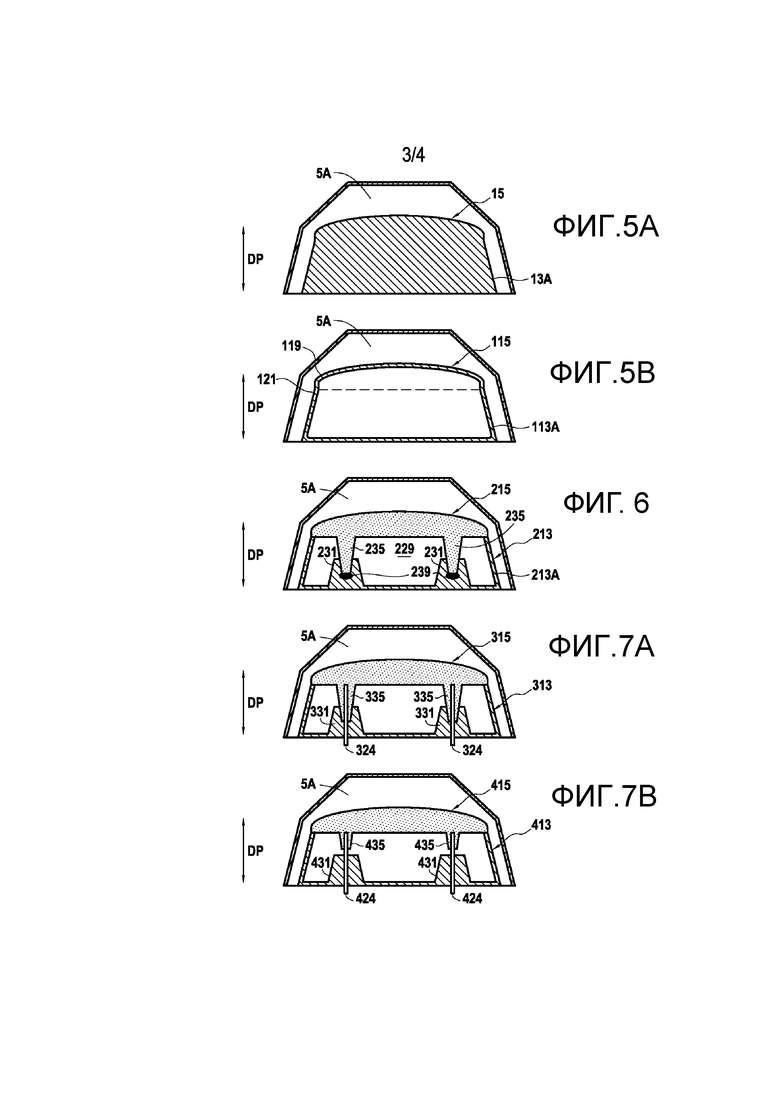
на фиг. 5А и 5В представлены различные варианты осуществления ударного участка;
на фиг. 6 показан вариант выполнения соединения между корпусом и ударным участком;
на фиг. 7А и 7В показаны другие варианты осуществления соединения между корпусом и ударным участком;
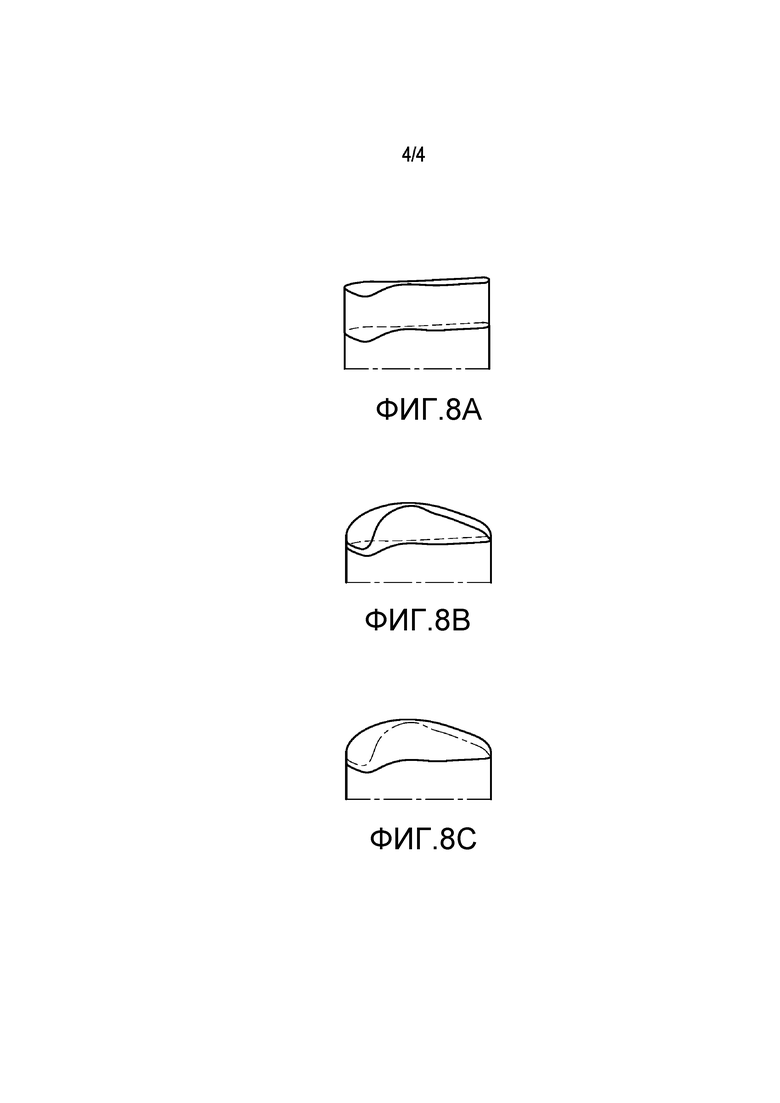
на фиг. 8А-8С показаны этапы выполнения ударного участка стержня.
Осуществление изобретения
На фиг. 2 представлено литейное устройство 1, предназначенное в этом примере для литья лопатки турбины. Литейное устройство 1 содержит литейную форму, в данном случае оболочковую литейную форму 3, образующую литейную полость 5. Действительно, представленные на фигурах варианты осуществления относятся к разливке металла в оболочковую литейную форму. Кроме того, литейное устройство 1 содержит стержень 7, расположенный внутри литейной полости 5.
Стержень 7 имеет удлиненную форму и проходит в главном направлении DP. Литейную полость 5 и, следовательно, оболочковая литейная форма 3 тоже имеют удлиненную форму и проходят в том же главном направлении DP. Таким образом, литейная полость 5 содержит первую концевую зону 5А и вторую концевую зону 5В.
Литейная полость 5 содержит вход 9 текучей среды, позволяющий заливать текучую среду в литейное устройство 1 для литья лопатки турбины. Вход 9 текучей среды выходит на первую концевую зону 5А по существу в главном направлении DP.
Например, стержень 7 выполнен из материала, огнеупорного по отношению к заливаемой или нагнетаемой текучей среде. Например, стержень 7 выполнен из керамики или из металла с высокой точкой плавления, то есть с точкой плавления, превышающей 1500°С.
Стержень 7, детально показанный на фиг. 3, содержит корпус 13, по меньшей мере часть которого предназначена для формирования внутренней формы лопатки турбины, иначе говоря ее внутренних полостей, то есть указанная по меньшей мере часть корпуса 13 образует полезный участок стержня 7. Корпус 13 имеет удлиненную форму и проходит в главном направлении DP. Корпус 13 содержит первый концевой участок 13А, предназначенный для формирования ванночки лопатки турбины, и второй концевой участок 13В, предназначенный для формирования полости ножки лопатки турбины. Первый и второй концевые участки образуют два блока, соединенные множеством стоек 13С. Стойки 13С предназначены для формирования вентиляционных полостей лопатки.
Стержень 7 дополнительно содержит ударный участок 15, расположенный на одной стороне корпуса 13. В частности, ударный участок 15 расположен в продолжении первого концевого участка 13А корпуса 13 в главном направлении DP. В этом примере первый концевой участок 13А корпуса 13 предназначен для формирования ванночки лопатки турбины. Ударный участок 15 расположен напротив входа 9 текучей среды таким образом, чтобы разбивать струю текучей среды во время заливки текучей среды в литейное устройство 1.
Ударный участок 15 содержит основание 21, вершину 17 и отклоняющую стенку 19, сходящуюся от основания 21 к вершине 17, при этом отклоняющая стенка 19 расположена в продолжении стенки корпуса 13. В этом примере, как показано на фиг. 2, вершина 17 расположена не напротив входа 9 текучей среды. Следовательно, струя текучей среды разбивается в данном случае боковой частью ударного участка 15.
В настоящем примере, как показано на фиг. 2, струя текучей среды поступает снизу литейного устройства 1, то есть струя текучей среды поступает по существу в направлении, противоположном к направлению действия силы тяжести. Иначе говоря, разливка является сифонной. Первая концевая зона 5А находится снизу литейной полости 5 в направлении действия силы тяжести. Однако в других примерах осуществления вход 9 текучей среды может быть расположен сверху литейной полости 5, то есть струя текучей среды проходит в направлении силы тяжести. В этом случае ударный участок расположен в верхней части литейного устройства напротив входа текучей среды.
На фиг. 2 показан также изогнутый канал 10, который выходит в первую концевую зону 5А. Изогнутый канал 10 служит селектором зернистости, позволяющим направлять кристаллизацию конечной авиационной детали, которая является монокристаллической или столбчатой. В случае сифонной разливки металла изогнутый канал может также служить в качестве литниковой системы питания металлом, то есть разливка происходит также через изогнутый канал 10.
В примере осуществления, показанном, например, на фиг. 3 и 4, вершина 17 имеет закругленную форму. Высота между основанием 21 и вершиной 17 ударного участка 15 в главном направлении DP составляет примерно 17 мм. Наибольшая ширина ударного участка 15 в вершине 17 составляет, например, около 6 мм.
В соответствии с совокупностью плоскостей, перпендикулярных к основанию 21 и проходящих через вершину 17, наклон отклоняющей стенки 19 имеет несколько значений, уменьшающихся по мере приближения к вершине 17. Таким образом, ударный участок 15 по существу имеет форму купола. Касательная к отклоняющей стенке 19 вблизи основания 21 в целом является коллинеарной с главным направлением DP, то есть в представленном примере является вертикальной. Направляясь в сторону вершины 17, касательная к отклоняющей стенке 19 наклоняется по отношению к главному направлению. Вблизи вершины 17 касательная к отклоняющей стенке 19 в целом является перпендикулярной к главному направлению DP, то есть в представленном примере является горизонтальной.
На фиг. 3 показан полезный участок стержня 1 между пунктирными линиями. На фигуре видно, что ударный участок находится за пределами полезного участка стержня 7. Здесь же видно, что часть второго концевого участка 13В находится за пределами полезного участка стержня 7. Действительно, эта часть заходит между элементами оболочковой литейной формы таким образом, чтобы удерживать стержень 7 в заданном положении во время заливки текучей среды. Эти части стержня 7, расположенные за пределами полезной зоны, позволяют упростить удаление стержня из конечной лопатки турбины. Действительно, когда материал затвердевает, образуя лопатку турбины, остается больше запаса для обрезания металла с одновременным обрезанием части стержня 7. Поскольку участок стержня 7 обрезают, то после химического удаления стержня 7 становится легче удалить пыль из отлитой лопатки турбины.
Стержень 7 содержит два размерных знака 23. Один из размерных знаков 23 выполнен в ударном участке 15. Другой из размерных знаков 23 расположен во втором концевом участке 13В корпуса 13. Размерные знаки 23 позволяют проверить правильность размеров стержня 7 во время его изготовления. Размерные знаки 23 расположены за пределами полезной зоны.
Как показано на фиг. 3, стержень содержит штыри 24, например, из глинозема, тоже позволяющие создать отверстия для удаления пыли из лопатки турбины. Первый концевой участок 13А стержня 13 содержит отверстия 25, выходящие на штыри 24 и позволяющие получить доступ к штырям 24 из первого концевого участка 13А.
Ударный участок 15 и/или первый концевой участок 13А корпуса 13 может/гут быть цельным(и), как показано на фиг. 5А. Вместе с тем, во время охлаждения материала могут возникать большие напряжения на стержне 7. Следовательно, стержень может сломаться, и в материале могут проявиться дефекты рекристаллизации.
Можно также предусмотреть, чтобы ударный участок 115 и/или первый концевой участок 113А корпуса 113 был(и) полым(и), как показано на фиг. 5В. Таким образом, во время охлаждения материала участок отклоняющей стенки 119 вблизи основания 121 и/или стенка первого концевого участка 113А корпуса 113 может(гут) разрушиться и ослабить напряжения в затвердевающем материале. Полые ударный участок 115 и/или первый концевой участок 113А корпуса 113 могут быть выполнены посредством аддитивного способа, например, с использованием вставок, удаляемых во время обжига стержня 7.
Корпус 13 и ударный участок 15 могут быть выполнены в виде единой моноблочной детали, например, посредством литья под давлением или могут быть выполнены вместе посредством аддитивного изготовления. Ударный участок 215 может быть также присоединен к стержню 7 и закреплен при помощи любого средства, например, при помощи сварки, клея, совместного спекания или средств соединения. Например, как показано на фиг. 6, первый концевой участок 213А корпуса 213 является полым и образует крепежное пространство 229. Первый концевой участок 213А стержня 213 содержит выступы 231 в главном направлении DP. Выступы 231 содержат, каждый центральную полость, тоже проходящую в главном направлении DP. Ударный участок 215 содержит прутки 235, закрепленные на основании 21 и проходящие в главном направлении DP. Прутки 235 выполнены с возможностью захождения в полости выступов 231. На дно каждой полости наносят точку клея 239, который позволяет удерживать ударный участок 215 на корпусе 213. Эта конфигурация позволяет изолировать клей, чтобы он не загрязнял материал. Чтобы избежать напряжений на стенках крепежного пространства 229, связанных с расширением воздуха в крепежном пространстве 229 во время заливки текучей среды в литейное устройство, в крепежном пространстве 29 можно создать вакуум.
В альтернативном варианте, как показано на фиг. 7А, вместо крепления при помощи клея, ударный участок 315 и корпус можно закрепить при помощи нескольких штырей 324. В этом примере осуществления штыри 324 проходят через каждый из выступов 331 и прутков 335. В этом примере прутки 335 тоже вставлены в полости выступов 331.
В версии этого примера, показанной на фиг. 7В, выступы 431 и прутки 435 не взаимодействуют и связаны только штырями 424. Шероховатость штырей 424 обеспечивает при этом удержание ударного участка 415 на корпусе 413.
Стержень 7 выполняют на основе модели, которая служит затем для реального изготовления стержня 7. Как правило, модель является цифровой и выполнена при помощи системы автоматизированного проектирования (САПР). Далее со ссылками на фиг. 8А, 8В и 8С следует описание разработки этой модели.
Сначала на основании полученной модели корпуса стержня посредством экструзии получают призму. Эта призма показана на фиг. 8А. Эту призму экструдируют в продолжении стенки модели корпуса стержня. Затем производят обрезание призмы вдоль кривой. Обрезанная призма показана на фиг. 8В.
После этого производят закругление обрезанной призмы. Кромки скругляют, чтобы получить форму купола, как показано на фиг. 8С, и чтобы получить модель ударного участка 15.
Затем, после получения модели стержня и, следовательно, его ударного участка, осуществляют этап изготовления стержня. Как правило, стержень изготавливают посредством литья под давлением при помощи литейной формы. Корпус и стержень можно также изготовить из двух частей на основании их соответствующей модели и отлить раздельно при помощи литейных форм.
Хотя настоящее изобретение было описано на конкретных примерах осуществления, в эти примеры можно вносить изменения, не выходя за рамки общего объема изобретения, определенного в формуле изобретения. В частности, отдельные признаки различных показанных на фигурах/описанных вариантов осуществления можно объединить в дополнительных вариантах осуществления. Следовательно, описание и чертежи следует рассматривать как иллюстративные, а не ограничительные.
Изобретение относится к области литейного производства и может быть использовано при литье по выплавляемым моделям при получении авиационных лопаток направленной кристаллизацией. Стержень (7) для литья авиационной лопатки, выполненный с возможностью размещения в литейной полости (5) литейной формы (3), содержит корпус (13), формирующий внутреннюю форму лопатки, и ударный участок (15), формирующий расходный участок лопатки, который в дальнейшем обрезают. Ударный участок размещен, по меньшей мере, на части контура корпуса (13) и содержит основание (21), вершину (17) и отклоняющую стенку (19), сходящейся от основания (21) к вершине (17) формы. При контакте с ударным участком во время заполнения литейной полости струя текучей среды разбивается, что позволяет уменьшить воздействие струи на стержень, ограничить его смещение и сохранить размер и расположение внутренней формы лопатки. Обеспечивается снижение рекристаллизованных зерен и холодных трещин в лопатке за счет смещения зон перехода напряжений, возникающих при кристаллизации на уровень ударного участка. 3 н. и 10 з.п. ф-лы, 8 ил.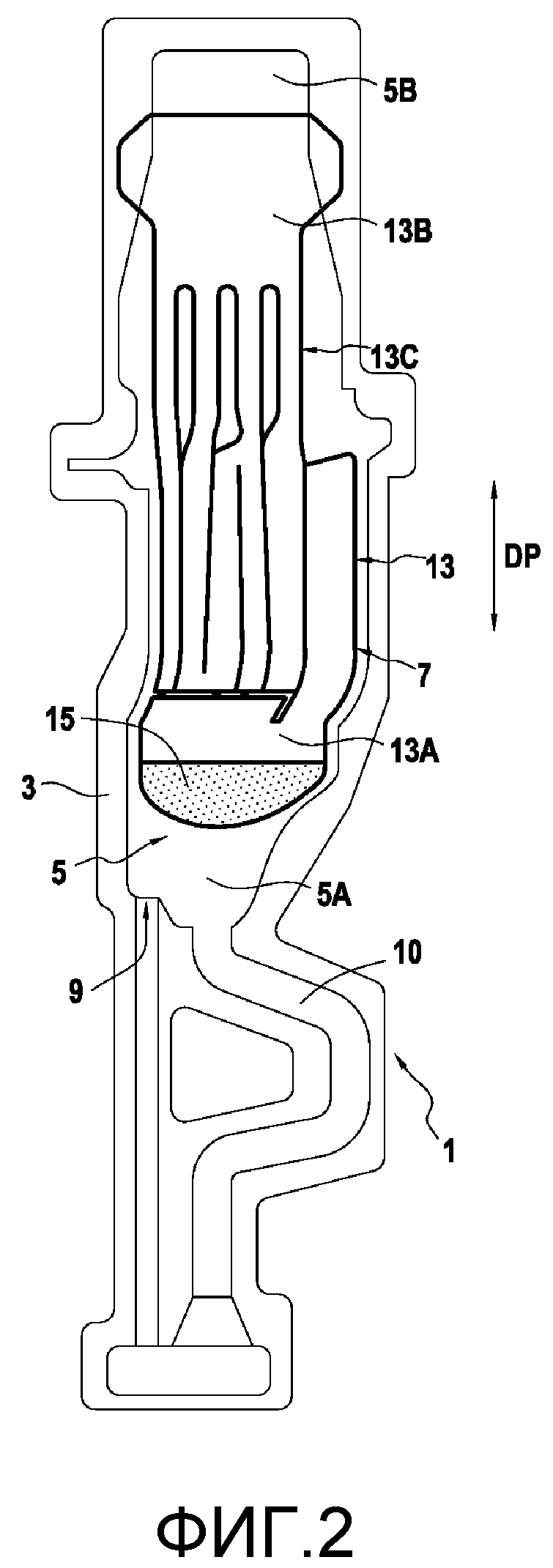
1. Стержень (7) для литья авиационной лопатки, выполненный с возможностью размещения в литейной полости (5) литейной формы (3), содержащий:
- корпус (13), выполненный с возможностью формирования внутренней формы авиационной лопатки,
- ударный участок (15), выполненный с возможностью формирования расходного участка авиационной лопатки, подлежащего дальнейшей обрезке, размещенный, по меньшей мере, на части контура корпуса (13) с возможностью разбивки струи текучей среды во время заполнения ею литейной полости (5), содержащий основание (21), вершину (17) и по меньшей мере одну отклоняющую стенку (19), выполненную сходящейся от основания (21) к вершине (17).
2. Стержень по п. 1, в котором ударный участок (15) выполнен непрерывно продолжающим корпус (13).
3. Стержень по одному из пп. 1 или 2, в котором вершина (17) ударного участка (15) выполнена закругленной.
4. Стержень по одному из пп. 1-3, в котором угол наклона по меньшей мере одной отклоняющей стенки (19) ударного участка (15) по меньшей мере в одной плоскости, перпендикулярной основанию (21) ударного участка (15) и проходящей через вершину (17) ударного участка (15), предпочтительно во всех плоскостях, перпендикулярных основанию (21) и проходящих через вершину (17), имеет несколько значений.
5. Стержень по п. 4, в котором угол наклона по меньшей мере одной отклоняющей стенки (19) ударного участка (15) вблизи его вершины (17) меньше, чем угол наклона отклоняющей стенки (19) ударного участка (15) вблизи его основания (21).
6. Стержень по одному из пп. 1-5, в котором ударный участок (15) выполнен высотой, составляющей от 100% до 1000% ширины стержня (7) для литья авиационной лопатки, предпочтительно от 150% до 300%.
7. Стержень по одному из пп. 1-6, в котором корпус (13) и ударный участок (15) выполнены в виде единой детали.
8. Стержень по одному из пп. 1-6, в котором ударный участок (15) и корпус (13) соединены при помощи нескольких штырей.
9. Устройство (1) для литья авиационной лопатки, содержащее:
- литейную форму (3) с литейной полостью (5), содержащей вход (9) для текучей среды,
- стержень (7) по любому из пп. 1-8, расположенный внутри литейной полости (5), при этом ударный участок (15) расположен напротив входа (9) для текучей среды.
10. Способ изготовления стержня (7) для литья авиационной лопатки, предназначенного для размещения в полости (5) литейной формы (3) и содержащего корпус (13) для формирования внутренней формы авиационной лопатки и ударный участок (15), расположенный, по меньшей мере, на части контура корпуса (13) с возможностью разбивки струи текучей среды во время заполнения ею литейной полости (5), при этом ударный участок (15) содержит основание (21), вершину (17) и по меньшей мере одну отклоняющую стенку (19), выполненную сходящейся от основания (21) к вершине (17), включающий следующие этапы:
- разработка модели стержня (7), включающая получение корпуса (13), геометрия которого соответствует внутренней форме авиационной лопатки, и создание ударного участка (15),
- изготовление стержня для литья авиационной лопатки на основе модели стержня.
11. Способ по п. 10, в котором этап создания ударного участка (15) включает подэтап экструзии, на котором на корпусе (13) получают призму, продолжающуюся от основания, и подэтап обрезания призмы.
12. Способ по п. 11, в котором этап создания ударного участка дополнительно включает подэтап закругления острых кромок после подэтапа обрезания призмы.
13. Способ по одному из пп. 10-12, в котором этап создания ударного участка осуществляют при помощи программы автоматизированного проектирования.
| US 20170335706 A1, 23.11.2017 | |||
| EP 3002070 A1, 06.04.2016 | |||
| US 20130323078 A1, 05.12.2013 | |||
| US 20080164001 A1, 10.07.2008 | |||
| СПОСОБ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ЛИТЕЙНЫХ СТЕРЖНЕЙ ДЛЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2008 |
|
RU2461439C2 |
| СОСТАВНОЙ КЕРАМИЧЕСКИЙ СТЕРЖЕНЬ | 1995 |
|
RU2094163C1 |

