ОБЛАСТЬ ТЕХНИКИ
Данное изобретение относится к устройству и способу для стабилизации катаной металлической полосы, предпочтительно стальной полосы, которая перемещается по рольгангу в стане горячей прокатки.
В стане горячей прокатки или установке непрерывного литья и проката (англ.: Thin Slab Casting and Rolling TSCR), в частности в установке непрерывного литья и проката по технологии Arvedi ESP (Endless Strip Production - бесконечная прокатка полосы), горячекатаная полоса может производиться несколькими способами: В так называемом пакетном режиме сляб прокатывается, по меньшей мере, в одном прокатном стане до готовой полосы, готовая полоса охлаждается на участке охлаждения и затем при помощи мотального устройства сматывается в рулоны (англ.: coils). В так называемом полубесконечном (англ.: semi-endless) режиме бесконечная линия прокатывается начерно в первом прокатном стане до промежуточной полосы с толщиной ≥ 15 мм, промежуточная полоса разрезается ножницами, прокатывается начисто во втором прокатном стане до готовой полосы с конечными толщинами ≥ 3,5 мм, затем охлаждается на участке охлаждения и после этого сматывается при помощи одного или нескольких мотальных устройств в рулоны. При этом скорости готовой горячекатаной полосы находятся в зависимости от конечной толщины максимум около 3 м/с. При этом соотношении минимальной конечной толщины полосы и максимальной скорости полосы головные части полосы еще могут стабильно перемещаться по рольгангу к мотальному устройству. В так называемом бесконечном (англ.: endless) режиме бесконечно отливаемая линия прокатывается в первом и втором прокатном стане, готовая полоса охлаждается на участке охлаждения и после этого сматывается в мотальном устройстве в рулоны. Возникшая горячекатаная полоса лишь непосредственно перед мотальным устройством разрезается так называемыми летучими ножницами на подходящие длины и на мотальных устройствах попеременно сматывается в стальные рулоны. При этом способе производятся горячекатаные полосы с конечными толщинами от 0,6 мм до 6 мм, которые в зависимости от конечной толщины могут иметь максимальную скорость 17 м/с.
В бесконечном режиме головные части полосы перемещаются после резки по рольгангам к одной из обеих мотальных установок, опциональной также к третьей мотальной установке, где происходит свертывание. При этом головные части полосы проходят также через ведущие мотальные колеса. Так как полосы в нижнем диапазоне толщин (до 0,6 мм) имеют лишь очень незначительную жесткость, головные части полосы могут при движении вперед при внезапном контактном ударе с транспортными роликами загибаться вверх. С этого момента времени возникают в силу изменившихся условий обтекания и давления между верхней и нижней стороной головной части полосы большие подъемные силы, которые зависят от скорости обтекания и угла между головной частью полосы и горизонталью. Подъемным силам противодействует сила тяжести загнутого участка полосы (см. фиг. 1). Если подъемная сила больше, чем сила тяжести, то головная часть полосы отрывается от рольганга. Движение полосы становится нестабильным, полоса начинает "летать" и при определенных условиях загибается назад (см. фиг. 2a по 2c). Эти инциденты приводят к потере качества полос и могут также приводить к так называемой "гармошке" с простоем оборудования.
УРОВЕНЬ ТЕХНИКИ
JP 08 174 031 A и JP 08 174 033 A описывают подавление загибания вверх головных частей полосы на выходе чистового прокатного стана посредством нескольких расположенных друг за другом воздушных балок в каждом случае с несколькими воздушными соплами. Благодаря предвключенным датчикам расстояния измеряется высота деформации полосы, и на основе измеренных значений регулируется приложенное к полосе количество или давление воздуха. За счет измерения и последующей регулировки сжатого воздуха эти устройства не подходят для высоких скоростей полосы.
JP 3 275997 B2 описывает бесконечно работающую выходную и мотальную область. Перед мотальным устройством находятся ножницы, которые разрезают бесконечно подаваемую полосу. Для предотвращения нестабильностей движения полосы (загибания вверх, полета и т.д.) опускаются в направлении полосы направляющие элементы, из которых поперек к направлению движения полосы выходит воздух с высокой скоростью. Вследствие этого возникает разность давлений между верхней и нижней стороной полосы, которая вызывает легкое засасывание и вследствие этого стабилизирует движение полосы в области головной части.
Из KR 20120044180 A известно устройство для предотвращения загибания вверх головной части полосы с несколькими расположенными в каждом случае в направлении ширины рядами сопел с распылительными соплами и расположенными между рядами сопел роликами. Несмотря на то, что распылительные сопла имеют в некоторых вариантах осуществления расстояние до нижней стороны роликов, тем не менее в частности при выходе из строя подачи сжатого воздуха для распылительных сопел столкновение между загнутой вверх головной частью полосы и распылительными соплами не может исключаться. Как можно улучшить устройство, из текста не следует.
KR 2013 04 66 00 A описывает устройство для предотвращения подъема головной части полосы посредством множества расположенных сверху вентиляторов, которые нагнетают воздух через сопловые листы в направлении полосы. Между сопловыми листами расположены небольшие, установленные с возможностью вращения ролики, которые в случае поднимающейся головной части полосы должны предотвращать столкновение. Это решение имеет следующие недостатки:
- Вентиляторы создают высокие потоки воздуха с низким избыточным давлением и потому требуют большое установочное пространство, а также большие поперечные сечения линий от вентиляторов к полосе. Требуется крупное и тяжелое оборудование, которое для целей технического обслуживания должно сниматься или в идеале откидываться.
- Расположенные вверху и установленные с возможностью вращения ролики не предоставляют во многих случаях подходящую защиту от столкновений с поднимающимися головными частями полосы и, прежде всего, безопасную работу установки. В зависимости от угла соприкосновения и места соприкосновения головной части полосы с оборудованием могут при всем при этом вызываться повреждения или "гармошки" с остановками установки.
Как быстрое движение тонкой полосы по рольгангу может надежно стабилизироваться устройствами нагнетания воздуха, не охлаждая при этом полосу недопустимо сильно и соответственно не изменяя ее кристаллической структуры, и как даже при выходе из строя системы сжатого воздуха полоса может в достаточной степени стабилизироваться, не повреждая устройства нагнетания, из уровня техники не следует.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача изобретения преодолеть недостатки уровня техники и предоставить устройство и способ для стабилизации движения катаной металлической полосы по рольгангу, при помощи которых быстрая тонкая металлическая полоса
- стабилизируется на рольганге,
- при этом, однако, охлаждается лишь в малой степени, и
- стабилизация является достаточной даже при выходе из строя снабжения сжатым воздухом, и устройство защищается от повреждений.
Эта задача решается с помощью устройства согласно пункту 1 формулы изобретения. Предпочтительные варианты осуществления являются предметом зависимых пунктов формулы изобретения.
Соответствующее изобретению устройство включает в себя несколько ориентированных в каждом случае по существу в направлении движения полосы защитных полозов для направления "летающей" полосы. Защитные полозы расположены над рольгангом и имеют расстояние между собой в направлении ширины полосы. Предпочтительно защитные полозы скруглены на входном конце устройства, так что полоса надежно вводится в устройство. Между защитными полозами расположены в направлении движения полосы или поперек к направлению движения полосы несколько рядов сопел в каждом случае с несколькими соплами. Сопла смещены назад относительно нижней стороны защитных полозов, так что вспученная полоса не может касаться сопел или разрушать их. Снабжение сжатым воздухом и сеть шлангопроводов или трубопроводов снабжает ряды сопел сжатым воздухом, так что сопла могут прикладывать сжатый воздух к верхней стороне полосы.
Для стабилизации тонкой полосы на рольганге соответствующее изобретению устройство имеет либо
- несколько ориентированных в направлении ширины полосы (то есть поперек к направлению движения полосы) рядов сопел, которые имеют расстояние между собой в направлении движения полосы, либо
- несколько ориентированных в направлении движения полосы рядов сопел, которые имеют расстояние между собой в направлении ширины полосы.
Для достаточного направления полосы предпочтительно, если устройство имеет, по меньшей мере, три, пять или семь и т.д. защитных полозов.
Для того чтобы полосу в ее направлении ширины нагружать сжатым воздухом равномерно, целесообразно, если в ряду сопел, по меньшей мере, одно сопло расположено между двумя защитными полозами.
Устройство может иметь простой и прочный трубопровод, если сопла одного ряда сопел снабжаются сжатым воздухом через один общий шлангопровод или трубопровод.
По причинам доступности и технического обслуживания предпочтительно, если устройство благодаря ориентированному предпочтительно в направлении движения полосы шарниру и поворотному приводу может поворачиваться к полосе и от полосы.
В частности, в отношении уровня шумов выходящего через сопла потока воздуха оказалось оптимальным, если сопло выполнено в виде одно- или многодырчатого сопла, и/или в виде кругло- или плоскоструйного сопла, однако предпочтительно в виде многоканального плоскоструйного сопла.
В частности, при меняющейся ширине полосы целесообразно, если ориентация сопла, предпочтительно нескольких сопел, наиболее предпочтительно, по меньшей мере, одного ряда сопел, может регулироваться в направлении движения полосы и/или в направлении ширины полосы.
Наиболее предпочтительно, если одно, несколько или все сопла ряда сопел выполнены с возможностью отключения. Отключение может осуществляться, например, посредством переключающего клапана или шарового клапана. Целесообразно отключаются два сопла, которые расположены симметрично к продольной оси полосы. Благодаря отключению сокращается расход сжатого воздуха и уровень шума при более узких полосах.
Оптимально, если ориентация одного или нескольких рядов сопел относительно полосы может регулироваться исполнительным устройством, таким как пневматический или гидравлический цилиндр. Вследствие этого ориентация сопел может автоматически регулироваться во время эксплуатации.
Так как стабилизация полосы на рольганге соответствующим изобретению устройством требует с одной стороны много сжатого воздуха, а с другой стороны должно предотвращаться чрезмерное охлаждение полосы сжатым воздухом, предпочтительно, если давление сжатого воздуха может регулироваться снабжением сжатым воздухом и/или клапаном, который расположен между снабжением сжатым воздухом и соплом.
Предпочтительно установка количества сжатого воздуха или давления сжатого воздуха в шлангопроводе или трубопроводе осуществляется посредством регулировки давления или расхода.
Для того чтобы пиковые расходы была возможность также покрывать меньшими снабжениями сжатым воздухом, предпочтительно, если между снабжением сжатым воздухом и шлангопроводом или трубопроводом установлен, по меньшей мере, один пневматический аккумулятор и клапан, так что пневматический аккумулятор может покрывать пиковые расходы, клапан может деблокировать и блокировать расход сжатого воздуха, и выдача сжатого воздуха относительно давления или количества может осуществляться управляемо или регулируемо.
Пневматический аккумулятор сначала наполняется через снабжение сжатым воздухом, причем клапан, который расположен между выходом пневматического аккумулятора и соплом, закрыт. Для стабилизации полосы клапан открывается, вследствие чего сжатый воздух забирается из пневматического аккумулятора. После окончания стабилизации клапан снова закрывается, и пневматический аккумулятор заряжается заново.
Целесообразно, если соответствующее изобретению устройство расположено в стане горячей прокатки между расположенными после участка охлаждения ножницами и мотальным устройством или между двумя мотальными устройствами.
Соответствующая изобретению задача решается также с помощью способа стабилизации движения катаной стальной полосы по рольгангу в стане горячей прокатки согласно пункту 14 формулы изобретения.
Стальная полоса имеет при этом толщину≤1,2 мм, предпочтительно≤0,9 мм, наиболее предпочтительно≤0,7 мм, и перемещается со скоростью≥5 м/с, предпочтительно≥10 м/с, наиболее предпочтительно≥15 м/с, по рольгангу.
При соответствующем изобретению способе выполняются следующие шаги:
- подведение (например, поворот или опускание) соответствующего изобретению устройства к верхней стороне полосы;
- приложение сжатого воздуха с давлением p к верхней стороне полосы при помощи сопел устройства, вследствие чего движение полосы по рольгангу стабилизируется;
- завершение приложения сжатого воздуха; и
- отведение (например, откидывание или поднятие) устройства, так что устройство отводится от верхней стороны полосы.
Благодаря подведению устройство подводится к верхней стороне полосы, в противном случае область после ножниц (в большинстве случае так называемых "летучих ножниц") или область между двумя мотальными устройствами свободно доступна. При приложении сжатого воздуха к верхней стороне стальной полосы начинается сначала снабжение сопел сжатым воздухом. Затем сжатый воздух подается с давлением p на сопла. Вследствие этого движение стальной полосы стабилизируется. Наконец, приложение сжатого воздуха завершается, и устройство отводится от полосы.
Целесообразно, если перед приложением сжатого воздуха клапан, который расположен между пневматическим аккумулятором и соплом устройства, закрывается, и затем пневматический аккумулятор заполняется до давления > p.
Во время приложения сжатого воздуха к верхней стороне стальной полосы целесообразно, если клапан, который расположен между пневматическим аккумулятором и соплом устройства, по меньшей мере, частично открывается. Вследствие этого сжатый воздух может поступать с давлением p к соплу. Предпочтительно клапан управляется либо с регулировкой расхода, либо с регулировкой давления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖА
Дальнейшие преимущества и признаки данного изобретения проистекают из последующего описания неограничительных примеров осуществления, причем на чертеже показаны:
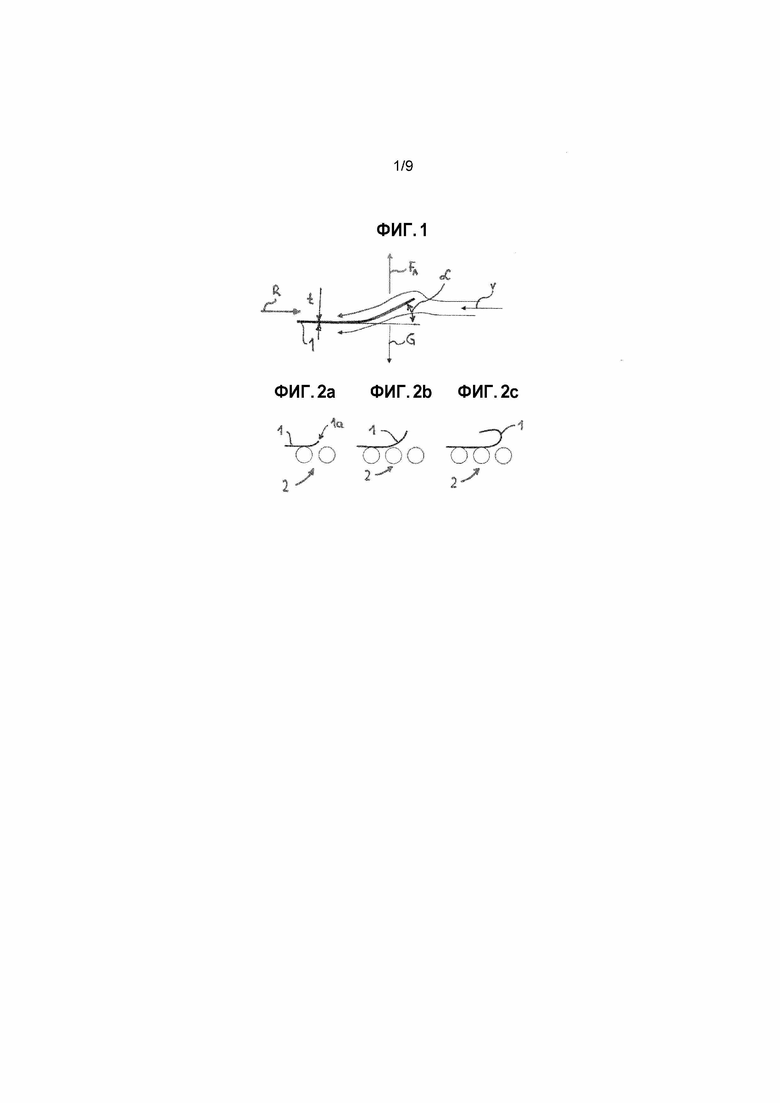
фиг. 1 - изображение подъемных сил FA, возникающих за счет движения загнутой вверх полосы 1 по рольгангу 2;
фиг. 2a...2c - изображение нестабильного движения полосы 1;
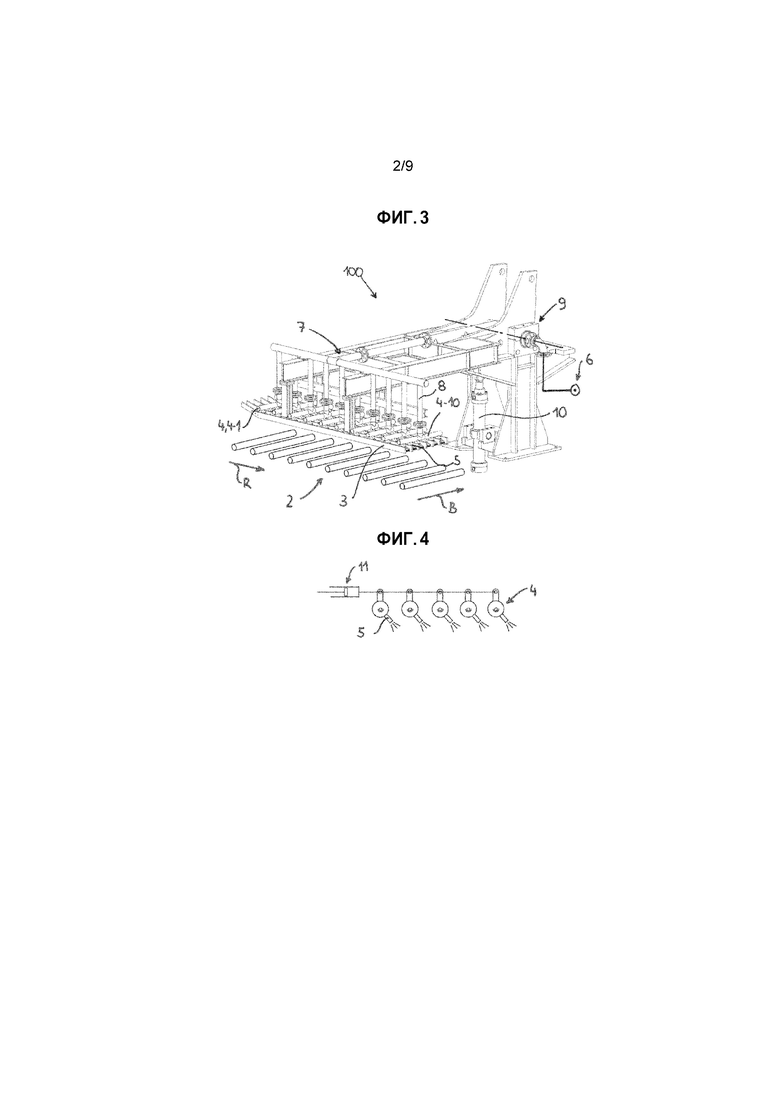
фиг. 3 - изображение в перспективе соответствующего изобретению устройства 100;
фиг. 4 - схема регулировки угла распыления рядов сопел при помощи исполнительного устройства 11;
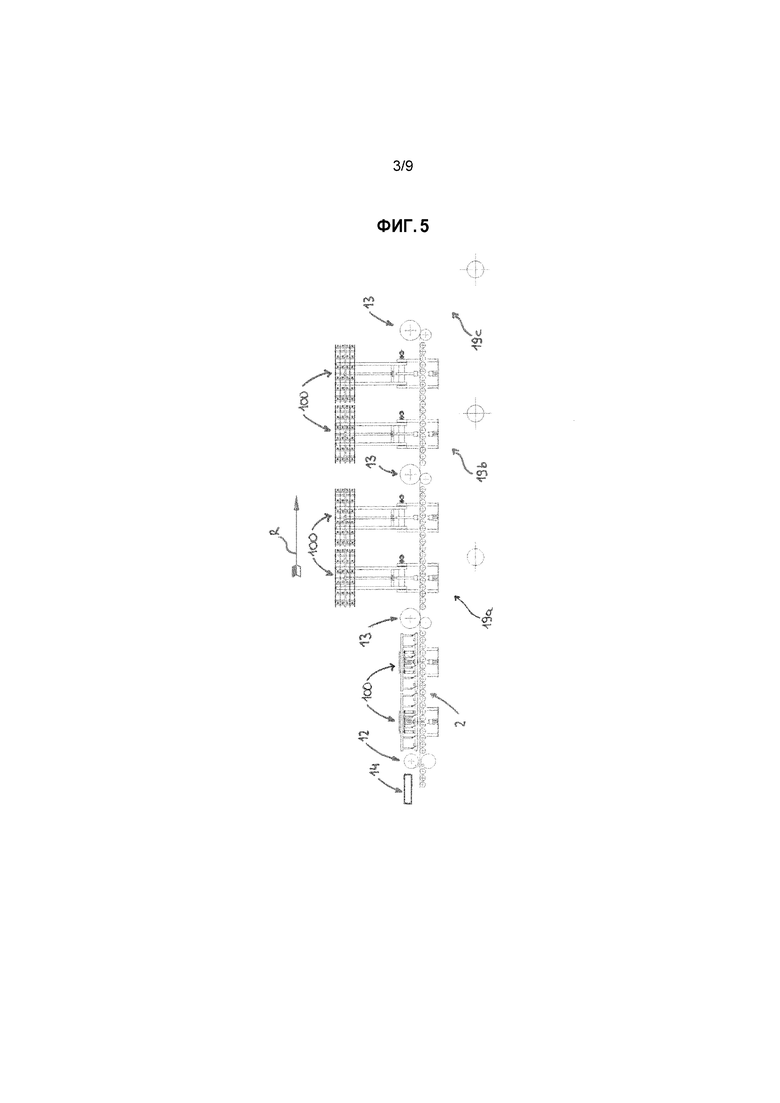
фиг. 5 - вид спереди нескольких соответствующих изобретению устройств 100 в стане горячей прокатки;
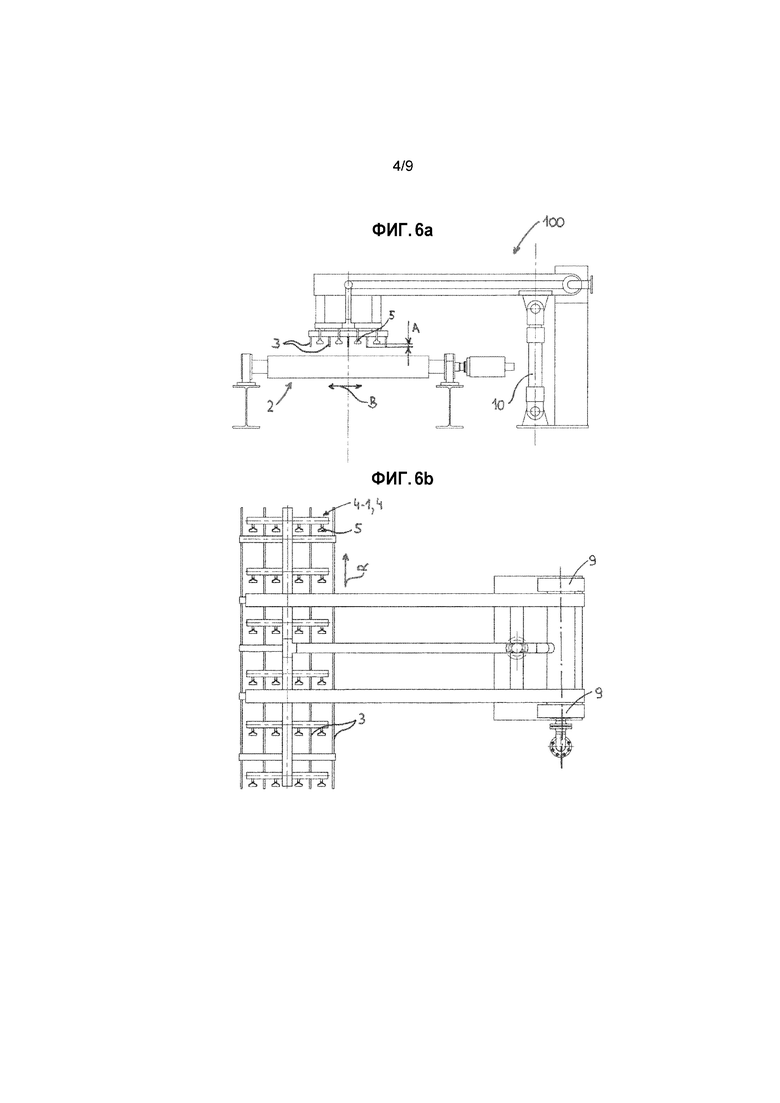
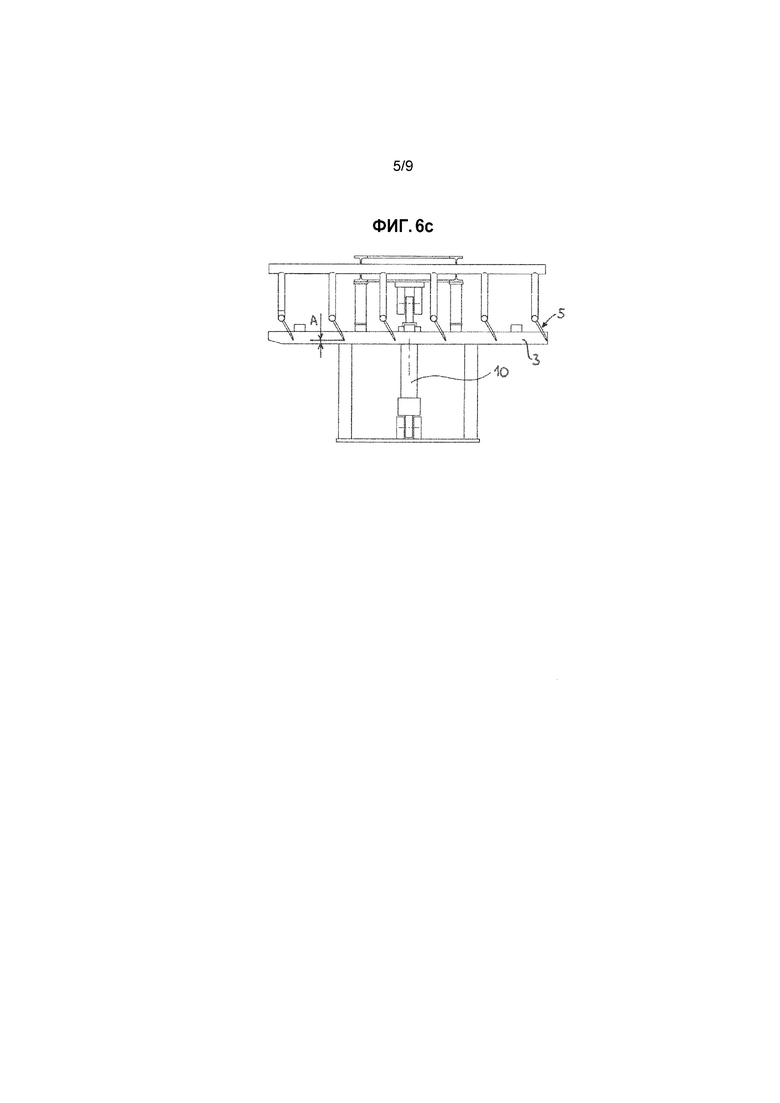
фиг. 6a, 6b, 6c - вид спереди, вид сверху и вид сбоку соответствующего изобретению устройства 100 в повернутом состоянии;
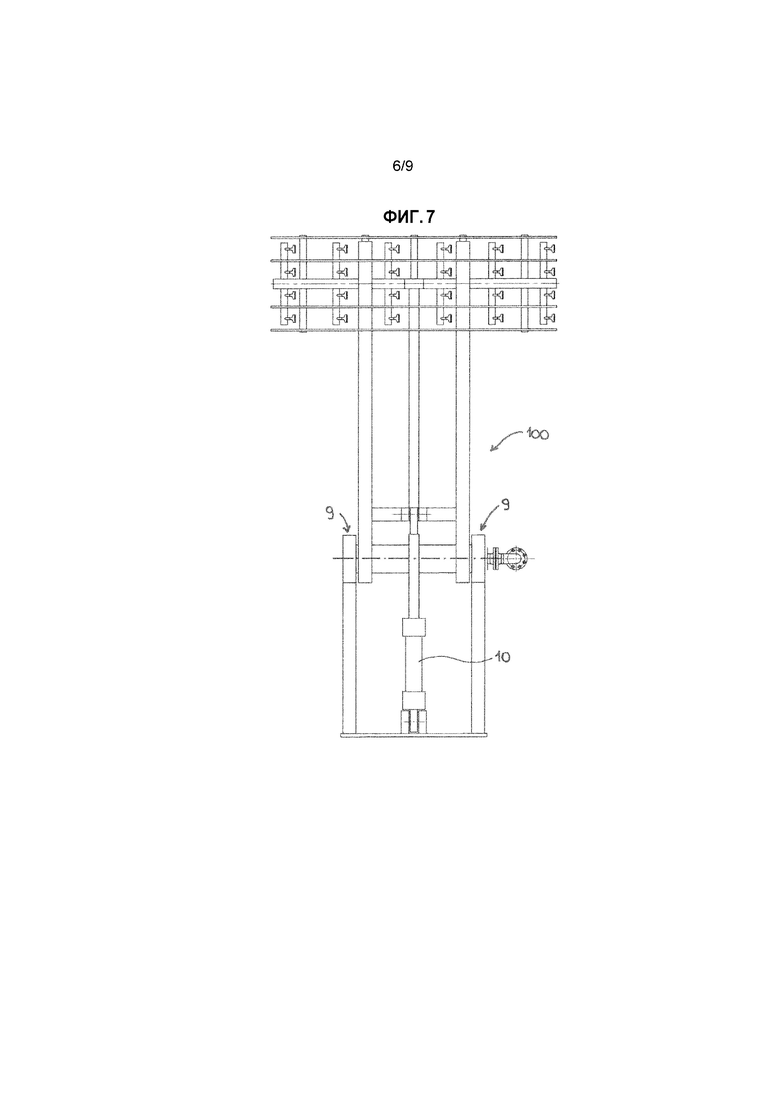
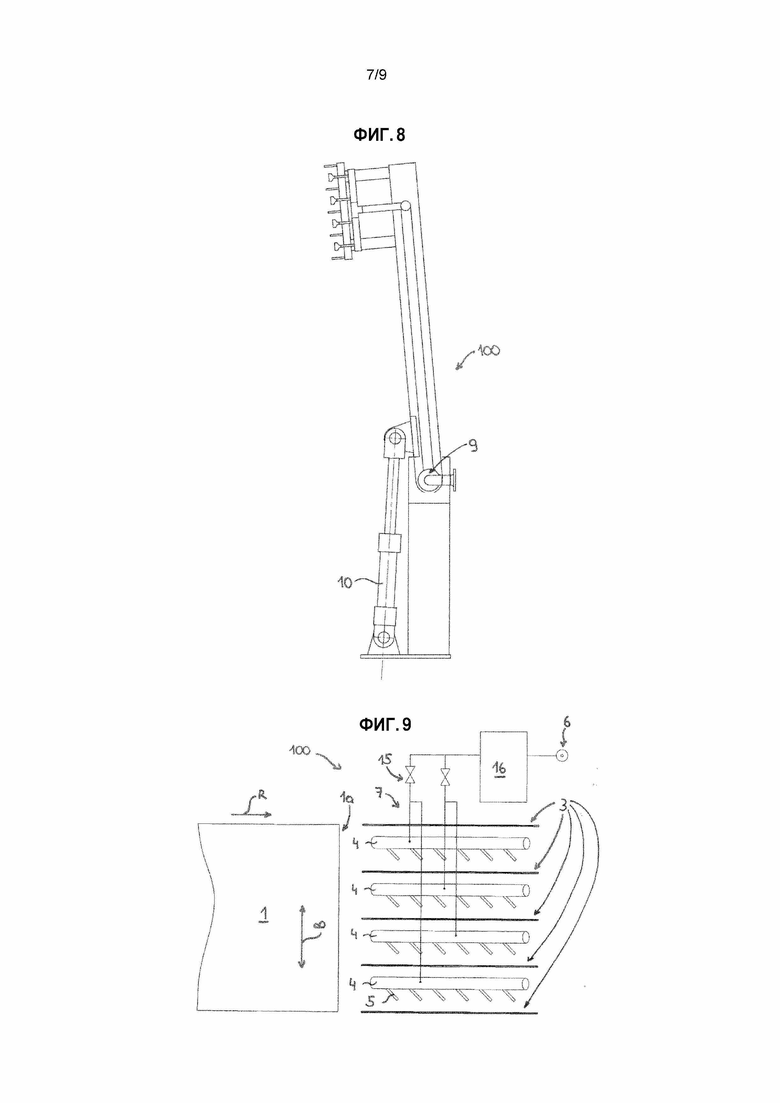
фиг. 7 и 8 - вид спереди и вид сбоку соответствующего изобретению устройства 100 в откинутом состоянии;
фиг. 9 - схематичное изображение соответствующего изобретению устройства с отключаемыми рядами 4 сопел;
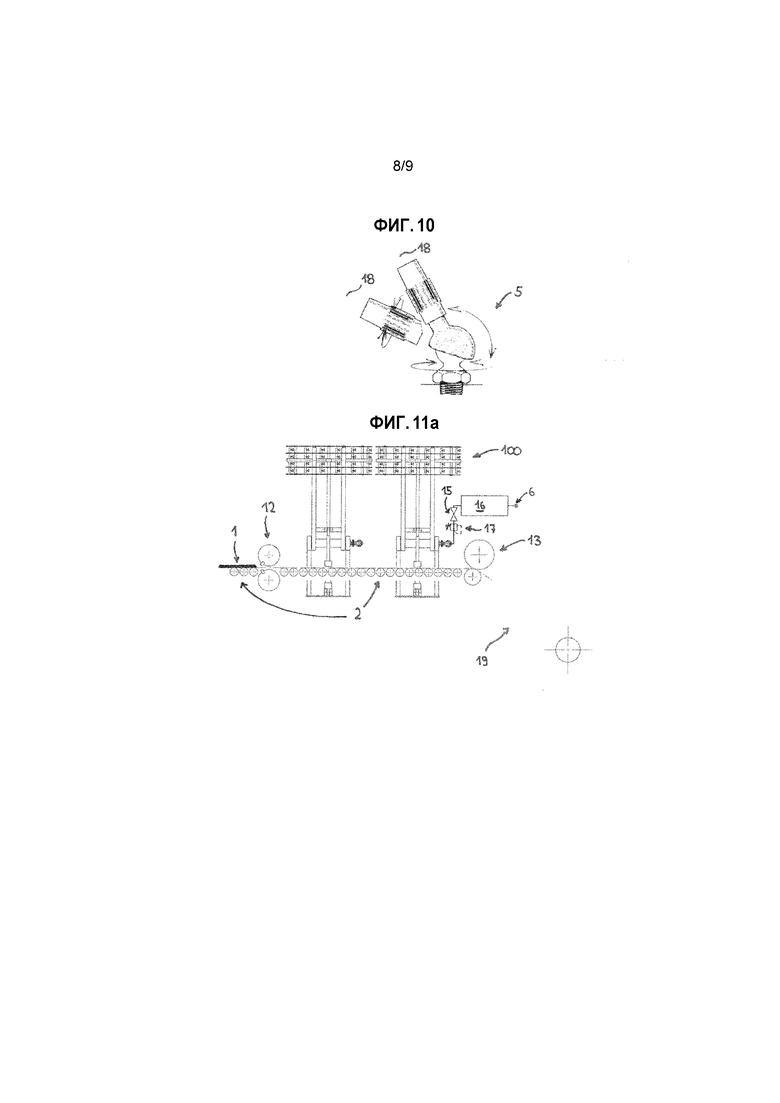
фиг. 10 - схематичное изображение сопла 5, направление распыления и струя 18 распыления которого могут регулироваться;
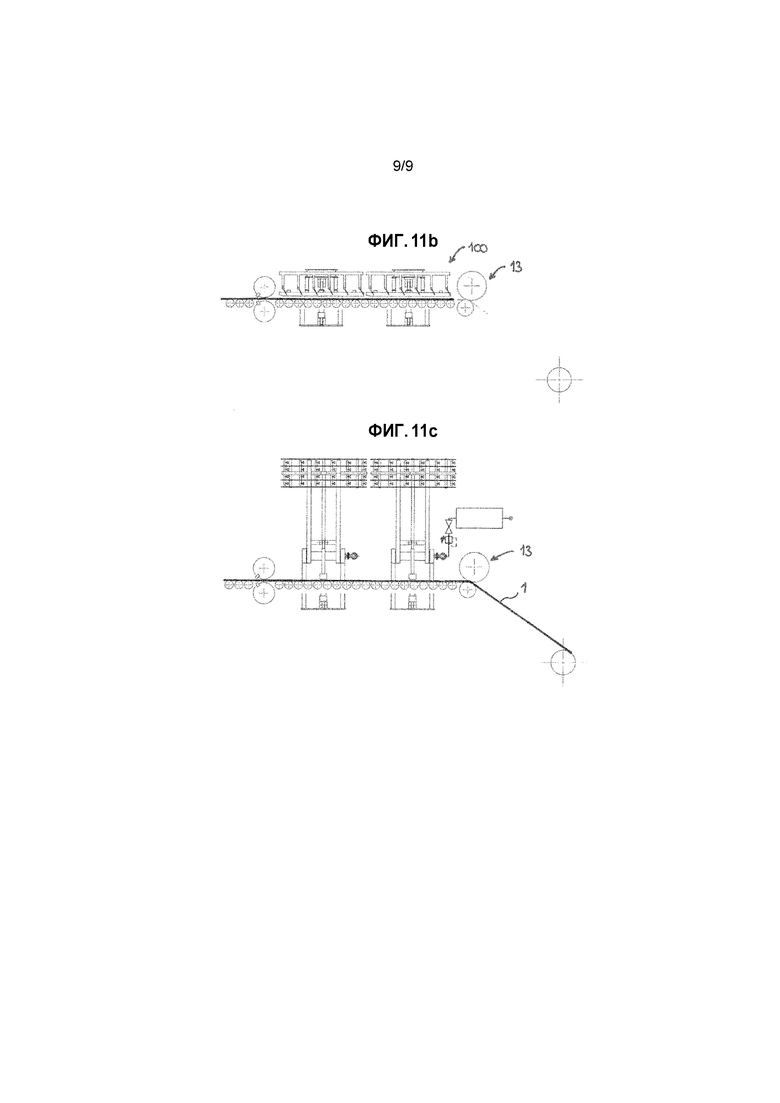
фиг. 11a-11c - схематичное изображение шагов способа при стабилизации тонкой полосы 1 в стане горячей прокатки.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Фиг. 1 схематично показывает действующие на полосу 1 силы FA и G, если полоса 1 перемещается по рольгангу 2. Подъемная сила FA пропорциональна квадрату скорости v и зависит от угла α между головной частью 1a полосы и горизонталью. Напротив, сила G тяжести пропорциональна толщине t полосы. Если подъемная сила FA превосходит силу G тяжести, то полоса 1 испытывает результирующую силу F=FA-G вверх, которая смещает полосу 1 вверх. Если смещение не прекращается, то полоса начинает "летать", то есть она отрывается от рольганга 2, или головная часть 1a полосы загибается благодаря аэродинамическим силам. Линии потока воздуха схематично изображены на фиг. 1 стрелками. Различные фазы при загибании головной части полосы показаны на фиг. 2a по 2c.
На фиг. 3 изображено соответствующее изобретению устройство 100 для стабилизации катаной металлической полосы на рольганге 2. Устройство включает в себя семь расположенных в направлении R движения полосы защитных полозов 3 для направления неизображенной стальной полосы, причем защитные полозы 3 имеют в направлении B ширины расстояние между собой. Во время эксплуатации стальная полоса перемещается в направлении R движения полосы со скоростью между нижней стороной защитных полозов 3 и рольгангом 2. В направлении R движения полосы устройство 100 имеет десять рядов 4-1 по 4-10 сопел, причем каждый ряд сопел имеет несколько расположенных в направлении B ширины сопел 5. Для того чтобы защищать сопла 5 от повреждений, сопла 5 установлены со смещением назад на расстояние A (см. фиг. 6a и 6c) относительно нижней стороны защитных полозов 3. Таким образом, даже изображенная на фиг. 2a по 2c вспученная головная часть полосы не может повреждать сопла. Конкретно сопла 5 выполнены в виде плоскоструйных сопел, вследствие чего уровень шумов потока воздуха сокращается во время эксплуатации, и верхняя сторона полосы 1 нагружается сжатым воздухом в направлении B ширины равномерно. Для того чтобы была возможность устройство 100 подводить к полосе и отводить от полосы, предусмотрен поворотный привод 10 и шарнир 9. Во вдвинутом состоянии поворотного привода 10 полоса может стабилизироваться сжатым воздухом. В выдвинутом состоянии поворотного привода 10 полоса свободно доступна, что в частности предпочтительно во время технического обслуживания. Сжатый воздух для стабилизации полосы подается снабжением 6 сжатым воздухом к расположенному у шарнира 9 поворотному вводу, далее через сеть трубопроводов 7 и общие трубопроводы 8 к соплам 5 отдельных рядов 4-1 по 4-10 сопел. Снабжением 6 сжатым воздухом может быть уже имеющаяся у стана горячей прокатки сеть сжатого воздуха или отдельная компрессорная станция для снабжения одного или нескольких устройств 100 сжатым воздухом.
На фиг. 4 изображена регулировка рядов 4 сопел при помощи исполнительного устройства 11. Ряды 4 сопел подвешены с возможностью поворота (что символично представлено вкладышем подшипника в центре рядов сопел), так что угол распыления сопел 5 может регулироваться во время эксплуатации.
Фиг. 5 показывает расположение нескольких соответствующих изобретению устройств 100 в стане горячей прокатки. После участка 14 охлаждения расположены ножницы 12, которые могут разрезать не изображенную здесь полосу. При установке непрерывного литья и проката по технологии Arvedi ESP полоса до резки ножницами 12 бесконечна. Лишь после резки возникает головная часть полосы (см. ссылочную позицию 1a на фиг. 2a). Здесь для иллюстрации следует принять, что полоса наматывается сначала на первом мотальном устройстве 19a, и затем полоса должна наматываться на втором мотальном устройстве 19b. Перед резкой полосы ножницами 12, в дополнение к обоим устройствам 100 между ножницами 12 и мотальным устройством 19a, оба следующих в направлении R движения полосы устройства 100 поворачиваются к полосе, и сопла снабжаются сжатым воздухом. Благодаря резке полосы возникает головная часть полосы, которая проводится через четыре повернутых устройства 100 по рольгангу 2 к мотальному устройству 19b. После начала наматывания полосы мотальным устройством 19b устройства 100 могут снова откидываться, так как полоса стабилизируется натяжением полосы при наматывании.
Фиг. 6a по 6c показывают три вида соответствующего изобретению устройства 100, которое при помощи поворотного привода 10 (в данном случае гидравлического или пневматического цилиндра) может откидываться от неизображенной полосы. Сопла 5 имеют - как изображено на фиг. 6a - расстояние A от нижней стороны защитных полозов 3, так что они не могут повреждаться полосой. Изображенный на фиг. 6a рольганг с приводным роликом не изображен на фиг. 6b и 6c по причинам наглядности.
На фиг. 7 и 8 изображено устройство 100 в открытом или откинутом состоянии.
Фиг. 9 показывает соответствующее изобретению устройство 100, ряды 4 сопел и защитные полозы 3 которого расположены в направлении R движения полосы. Внешние и внутренние ряды 4 сопел могут при помощи клапанов 15 (в данном случае переключающих клапанов) отключаться симметрично относительно середины полосы. Таким образом, расход сжатого воздуха может сокращаться при более узких полосах.
Фиг. 10 показывает схематичное изображение сопла 5, направление распыления которого может регулироваться при помощи шаровой головки, и распыленная струя 18 которого может регулироваться посредством поворота головки сопла. Сопло 5 разъемно ввинчено при помощи резьбы в трубопровод. Таким образом, сопло 5 при засорении или износе может просто заменяться.
На фиг. 11a по 11c изображены шаги соответствующего изобретению способа. На фиг. 11a катаная полоса 1 из стали с толщиной 0,8 мм и скоростью 16 м/с приближается по рольгангу 2 к ножницам 12. Пневматический аккумулятор 16 заряжается снабжением 6 сжатым воздухом до давления в 6 бар. При этом клапан 15 закрыт, и оба устройства 100 находятся в откинутом состоянии. Затем устройства 100 поворачиваются к рольгангу 2 (см. фиг. 11b), и клапан 15 открывается, так что сжатый воздух может поступать из пневматического аккумулятора 16 к соплам 5 устройств 100. Благодаря клапану 17 регулировки давления давление сжатого воздуха в трубопроводах устанавливается с удержанием постоянного уровня в 4 бар и прикладывается к верхней стороне полосы 1. Благодаря сжатому воздуху полоса 1 на рольганге 2 стабилизируется, так что она не начинает "летать" благодаря аэродинамическим силам. После того, как полоса 1 была отклонена мотальными ведущими колесами 13 к мотальному устройству 19a, и началось наматывание, клапан 15 снова закрывается и вследствие этого прерывает приложение сжатого воздуха к полосе. Затем устройства 100 снова откидываются. После чего пневматический аккумулятор 16 снова заряжается, и устройства подготавливаются для следующей последовательности. Давление сжатого воздуха может регулироваться клапанами 17 регулировки давления механически. Однако альтернативно могут также применяться регулируемые электрически клапаны регулировки давления или находящиеся под давлением клапаны регулировки давления. Сжатый воздух может также прикладываться с регулировкой расхода при помощи регулятора расхода.
Несмотря на то, что изобретение было в деталях и подробно проиллюстрировано и описано предпочтительными примерами осуществления, изобретение не ограничено раскрытыми примерами, и другие варианты могут выводиться отсюда специалистом, не покидая объем защиты изобретения.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 полоса
1a головная часть полосы
2 рольганг
3 защитный полоз
4, 4-1...4-10 ряд сопел
5 сопло
6 снабжение сжатым воздухом
7 сеть трубопроводов
8 общий трубопровод
9 шарнир
10 поворотный привод
11 исполнительное устройство
12 ножницы
13 мотальные ведущие колеса
14 участок охлаждения
15 клапан
16 пневматический аккумулятор
17 регулятор давления
18 распыленная струя
19 мотальное устройство
100 устройство для стабилизации
A расстояние
B направление ширины полосы
FA подъемная сила
G сила тяжести
R направление движения полосы
t толщина полосы
v скорость
α угол
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ БЫСТРОЙ ВЫГРУЗКИ ТОЛСТЫХ СТАЛЬНЫХ ЛИСТОВ ИЗ ПРОКАТНОГО СТАНА | 2014 |
|
RU2653518C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕДЕНИЯ И ПОДДЕРЖКИ ТОНКОГО ЛИСТА ИЛИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 1999 |
|
RU2226456C2 |
| СПОСОБ И ЛИТЕЙНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ, В ЧАСТНОСТИ СТАЛЬНОЙ ПОЛОСЫ, С ВЫСОКИМ КАЧЕСТВОМ ПОВЕРХНОСТИ | 2006 |
|
RU2414978C2 |
| УСТАНОВКА И СПОСОБ ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ СВЕРХТОНКИХ СТАЛЬНЫХ ПОЛОС | 2021 |
|
RU2836776C1 |
| Непрерывный мелкосортный стан | 1986 |
|
SU1338904A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОКАЛИНЫ С МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2009 |
|
RU2481907C2 |
| СИСТЕМА ПНЕВМАТИЧЕСКОЙ ПОДВЕСКИ БЕЗРЕЛЬСОВОГО ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ УПРАВЛЕНИЯ ЕЮ | 2012 |
|
RU2611860C2 |
| КОМПАКТНАЯ ГИБКАЯ CSP УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ПОЛОС, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ЭКСПЛУАТАЦИИ В НЕПРЕРЫВНОМ, ПОЛУНЕПРЕРЫВНОМ И ПЕРИОДИЧЕСКОМ РЕЖИМЕ | 2008 |
|
RU2438805C1 |
| СТАН ГОРЯЧЕЙ ПРОКАТКИ | 2014 |
|
RU2633422C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2376085C2 |
Изобретение относится к области прокатки и предназначено для стабилизации полосы (1) на рольганге (2). Устройство включает несколько ориентированных в каждом случае в направлении (R) движения полосы защитных полозов (3) для направления полосы (1), причем защитные полозы (3) расположены над рольгангом (2), и защитные полозы (3) имеют расстояние между собой в направлении (B) ширины полосы (1); несколько расположенных в направлении (R) движения полосы или в направлении (B) ширины полосы рядов (4) сопел, причем каждый ряд (4) сопел имеет несколько сопел (5), и сопла (5) смещены назад относительно нижней стороны защитных полозов (3), так что вспученная полоса (1) не может касаться сопел (5); и средство снабжения (6) сжатым воздухом и сеть шлангопроводов или трубопроводов (7) для снабжения сопел (5) сжатым воздухом, причем сопла (5) могут прикладывать сжатый воздух к верхней стороне полосы (1) для стабилизации движения полосы (1) по рольгангу (2). Прокатный стан содержит устройство для стабилизации полосы на рольганге. Способ включает приемы, осуществляемые посредством соответствующего оборудования устройства. Изобретение обеспечивает возможность стабилизации полосы (1) с ее минимальным охлаждением в условиях надежной работы оборудования. 3 н. и 15 з.п. ф-лы, 11 ил.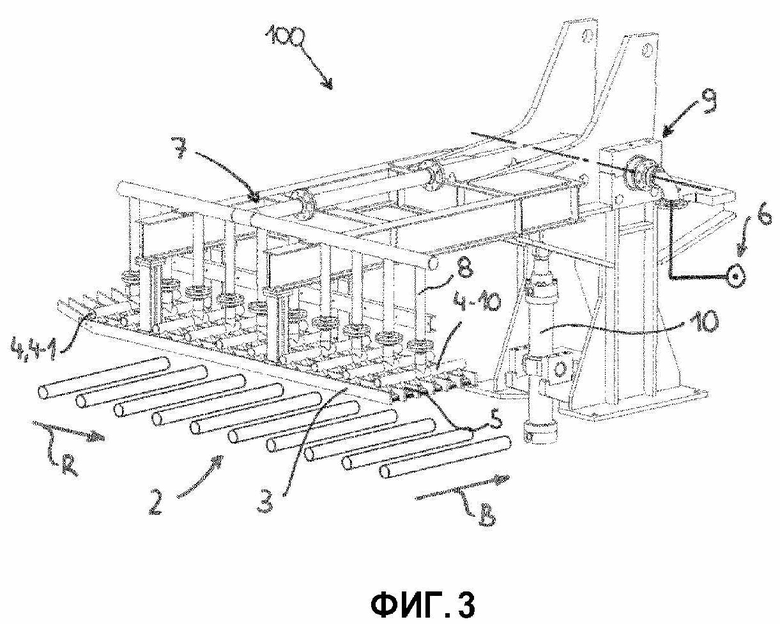
1. Устройство (100) для стабилизации катаной металлической, предпочтительно стальной полосы (1) на рольганге (2) в стане горячей прокатки, причем полоса (1) имеет верхнюю и нижнюю сторону и перемещается в направлении (R) движения полосы по рольгангу (2), включающее:
- несколько ориентированных в каждом случае в направлении (R) движения полосы защитных полозов (3) для направления полосы (1), причем защитные полозы (3) расположены над рольгангом (2) на расстоянии между ними в направлении (B) ширины полосы (1);
- несколько расположенных в направлении (R) движения полосы или в направлении (B) ширины полосы рядов (4, 4-1 по 4-10) сопел, причем в каждом ряду (4) сопел установлены несколько сопел (5) со смещением назад относительно нижней стороны защитных полозов (3), исключающим возможность касания сопел (5) вспученной полосой (1), и
- средство снабжения (6) сжатым воздухом и сеть шлангопроводов или трубопроводов (7) для снабжения сопел (5) сжатым воздухом, причем сопла (5) установлены с возможностью приложения сжатого воздуха к верхней стороне полосы (1) для стабилизации движения полосы (1) по рольгангу (2).
2. Устройство по п. 1, отличающееся тем, что оно имеет по меньшей мере три защитных полоза (3).
3. Устройство по п. 1 или 2, отличающееся тем, что в ряду (4) сопел, по меньшей мере, одно сопло (5) расположено между двумя защитными полозами (3).
4. Устройство по любому из пп. 1-3, отличающееся тем, что оно выполнено с возможностью снабжения сжатым воздухом сопел (5) одного ряда (4) сопел через один общий шлангопровод или трубопровод (8).
5. Устройство по любому из пп. 1-4, отличающееся тем, что оно выполнено с возможностью поворота к полосе (1) и от полосы (1) посредством шарнира (9) и поворотного привода (10).
6. Устройство по любому из пп. 1-5, отличающееся тем, что сопло (5) выполнено в виде одно- или многодырчатого сопла, и/или в виде кругло- или плоскоструйного сопла, предпочтительно в виде многоканального плоскоструйного сопла.
7. Устройство по любому из пп. 1-6, отличающееся тем, что оно выполнено с возможностью регулирования ориентации сопла (5), предпочтительно нескольких сопел (5), наиболее предпочтительно ряда сопел, по отношению к полосе (1).
8. Устройство по п. 7, отличающееся тем, что оно выполнено с возможностью регулирования ориентации одного или нескольких рядов (4) сопел относительно полосы (1) исполнительным устройством (11), таким как пневматический или гидравлический цилиндр.
9. Устройство по любому из пп. 1-8, отличающееся тем, что одно или несколько сопел ряда сопел выполнены с возможностью отключения предпочтительно посредством переключающего клапана или шарового клапана.
10. Устройство по любому из пп. 1-9, отличающееся тем, что оно выполнено с возможностью регулирования давления сжатого воздуха посредством средства снабжения (6) сжатым воздухом и/или посредством клапана (15), который расположен между средством снабжения (6) сжатым воздухом и соплом (5).
11. Устройство по п. 10, отличающееся тем, что оно выполнено с возможностью регулирования сжатого воздуха в шлангопроводе или трубопроводе регулятором давления или расхода.
12. Устройство по любому из пп. 1-11, отличающееся тем, что между средством снабжения (6) сжатым воздухом и шлангопроводом или трубопроводом установлен по меньшей мере один пневматический аккумулятор (16) и клапан (15), причем пневматический аккумулятор (16) выполнен с возможностью покрывать пиковые расходы, а клапан (15) выполнен с возможностью деблокирования или блокирования протекание сжатого воздуха из пневматического аккумулятора (16).
13. Стан горячей прокатки, имеющий устройство (100) для стабилизации катаной металлической, предпочтительно стальной полосы (1) по любому из пп. 1-12, при этом устройство (100) расположено между расположенными после участка (14) охлаждения ножницами (12) и мотальным устройством (19, 19a, 19b, 19c) или между двумя мотальными устройствами (19a, 19b, 19c).
14. Способ стабилизации перемещения катаной металлической, предпочтительно стальной полосы (1) по рольгангу (2) в стане горячей прокатки, причем полоса (1) имеет толщину t ≤ 1,2 мм, предпочтительно ≤ 0,9 мм, наиболее предпочтительно ≤ 0,7 мм, и перемещается со скоростью ≥ 5 м/с, предпочтительно ≥ 10 м/с, наиболее предпочтительно ≥ 15 м/с, по рольгангу (2), включающий:
- подведение устройства (100) по любому из пп. 1-12 к верхней стороне полосы (1);
- приложение сжатого воздуха с давлением p к верхней стороне полосы (1) при помощи сопел (5) устройства (100), вследствие чего движение полосы (1) по рольгангу (2) стабилизируется;
- завершение приложения сжатого воздуха;
- отведение устройства (100) от полосы (1).
15. Способ по п. 14, отличающийся тем, что перед приложением сжатого воздуха выполняют:
- закрытие клапана (15), который расположен между пневматическим аккумулятором (16) и соплом (5) устройства (100); и
- заполнение пневматического аккумулятора (16) до давления > p.
16. Способ по п. 14 или 15, отличающийся тем, что приложение сжатого воздуха осуществляют с обеспечением по меньшей мере частичного открытия клапана (15), который расположен между пневматическим аккумулятором (16) и соплом (5) устройства (100), вследствие чего сжатый воздух подают к соплу (5).
17. Способ по п. 16, отличающийся тем, что открытие клапана (15) устанавливают с регулировкой расхода или давления.
18. Способ по любому из пп. 14-17, отличающийся тем, что осуществляют подведение устройства (100) посредством его поворота или опускания, и/или отведение посредством откидывания или поднятия.
| KR 2012044180 A, 07.05.2012 | |||
| СТАН ГОРЯЧЕЙ ПРОКАТКИ С РОЛИКОМ ДЛЯ ИЗМЕРЕНИЯ ПЛОСКОСТНОСТИ | 2001 |
|
RU2261764C2 |
| МОТАЛКА ДЛЯ ТОНКИХ ПОЛОС С РОЛИКОМ ДЛЯ ИЗМЕРЕНИЯ ПЛОСКОСТНОСТИ | 2002 |
|
RU2286222C2 |
| JPH 07323321 A, 12.12.1995. | |||

