Изобретение относится к стану горячей прокатки с роликом для измерения плоскостности, которым снабжен, по меньшей мере, один из рольгангов, включенный перед и/или после клетей и который воздействует на установку, по меньшей мере, одной из клетей.
Известно применение роликов для измерения плоскостности на станах холодной прокатки, которые воздействуют на установку и регулировку клетей для получения не имеющей напряжений прокатанной ленты, благодаря чему на станину клети могут оказываться неодинаковые усилия прокатки и/или корректирующие усилия изгиба. В современных способах горячей прокатки прокатывают ленты толщиной менее 1,0 мм, поэтому и здесь могли бы применяться ролики для измерения плоскостности. Однако до сих пор отказывались от их применения в станах горячей прокатки, потому что, с одной стороны, они относительно чувствительны, а с другой стороны, применению ролика для измерения плоскостности в линии горячей прокатки препятствуют не только высокие температуры, но и охлаждающая вода вследствие высокого перепада температур и обусловленных этим экстремальных нагрузок на ролики. Кроме того, на ролик для измерения плоскостности чрезвычайное воздействие оказывает образование окалины, которая уменьшает его срок службы.
В частности, из документов DE 1427863 A, 30.04.1969, DE 151125 С, 10.05.1904 известно выполнение подвижных роликов рольганга, на месте которых может применяться и ролик для измерения плоскостности.
Из документа, который принимается в качестве ближайшего аналога, DE 3721746 А, 19.01.1989, известен стан горячей прокатки с роликом для измерения плоскостности прокатанной ленты, содержащий, по крайней мере, одну прокатную клеть, по крайней мере, один рольганг, установленный перед и/или после прокатной клети, имеющий подвижный ролик для измерения плоскостности прокатанной ленты, воздействующий на установку и регулировку, по крайней мере, одной прокатной клети. Однако в нерабочем положении ролика он подвергается воздействию прокатной окалины, охлаждающей воды и прочих загрязнений.
Изобретение исходит из задачи выполнить ролик для измерения плоскостности для станов горячей прокатки таким образом, чтобы защитить его особенно от влияний окружающей среды.
Эта задача решается признаками пункта 1 формулы изобретения: ролик для измерения плоскостности прокатанной ленты имеет возможность переводиться из своего рабочего положения в нерабочее положение в защищенном от воздействия окружающей среды месте, причем рольганг имеет, по крайней мере, один ролик, выполненный с возможностью поворота. За счет указанного выполнения возможно либо предварительно переместить ролик для измерения плоскостности при выводе, по меньшей мере, одного ролика рольганга в образовавшееся свободное пространство с расположением самой высокой линии оболочки над опорной плоскостью рольганга и после этого опустить прижимной ролик или опустить ролик для измерения плоскостности вниз и закрыть образовавшееся в рольганге свободное пространство роликом рольганга.
Как предлагается в пункте 2, можно расположить ролик для измерения плоскостности, а также ролик рольганга в отсеке, поворачивающемся под действием привода вокруг своей оси таким образом, чтобы ролик для измерения плоскостности и ролик рольганга могли альтернативно вводиться в рабочее положение посредством поворота предпочтительно в одинаковом направлении. При этом имеется также возможность, как это предлагается в пункте 9, расположить ролик для измерения плоскостности, а также, по меньшей мере, один ролик рольганга в одном отсеке, поворачивающемся вокруг оси таким образом, чтобы ролик для измерения плоскостности и ролик рольганга альтернативно могли устанавливаться в рабочее положение посредством поворота в одном и другом направлении.
Остальные предпочтительные признаки изобретения приведены в пунктах 3-8, а также 10-20.
Изобретение поясняется с помощью примеров выполнения, показанных на чертежах.
При этом на фиг.1 схематически показано расположение ролика для измерения плоскостности, а также ролика рольганга, расположенных в одном поворачивающемся отсеке;
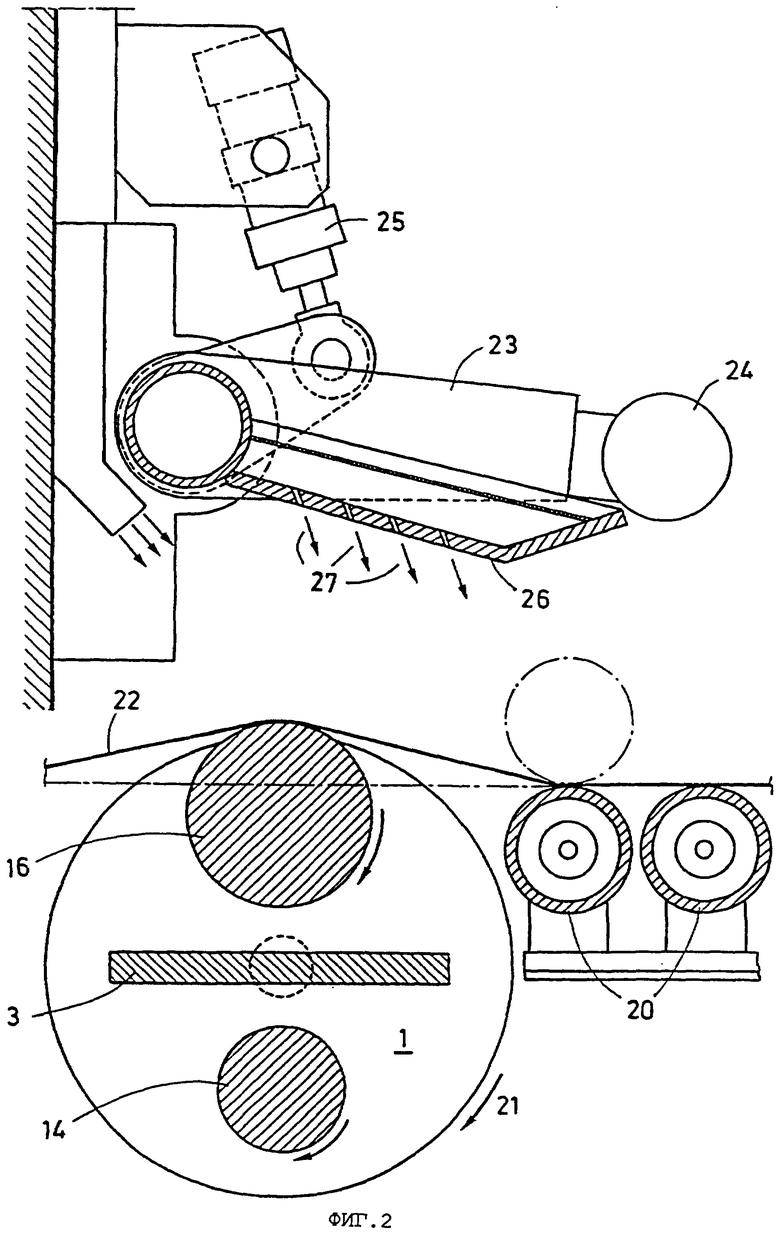
фиг.2 - участок рольганга стана горячей прокатки с поворачивающимся от привода отсеком, содержащим ролик для измерения плоскостности и ролик рольганга, а также с опускающимся вниз прижимным роликом;
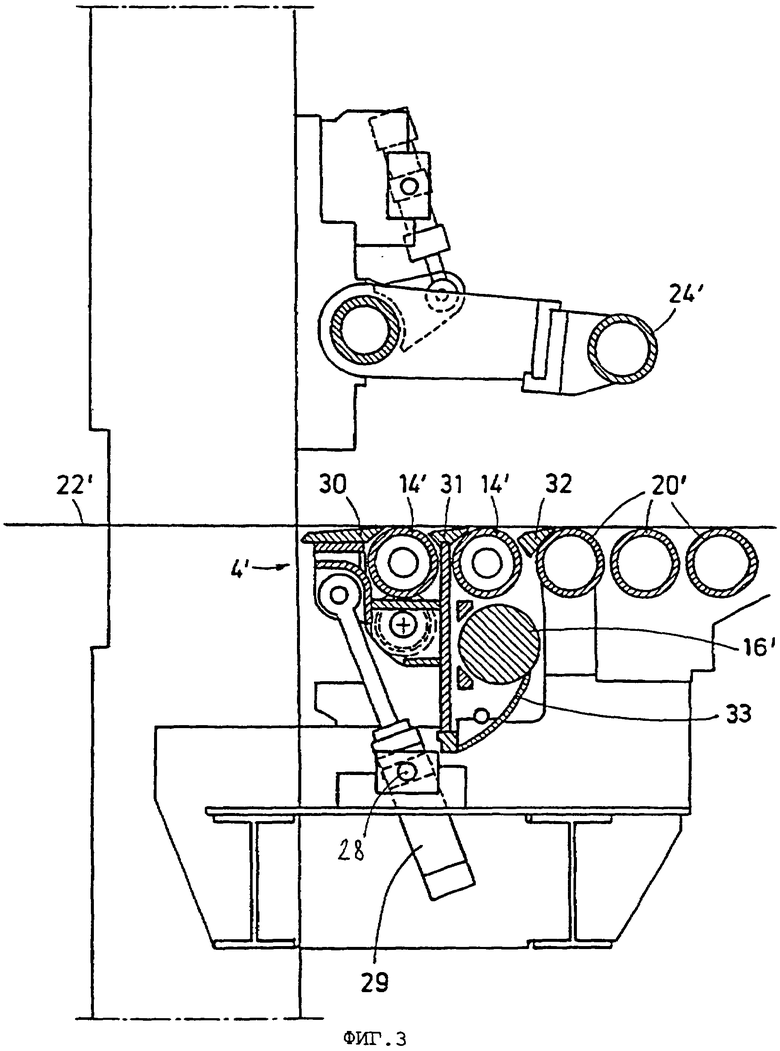
фиг.3 - участок рольганга стана горячей прокатки с поворачивающимся от привода отсеком, содержащим ролик для измерения плоскостности, причем ролик для измерения плоскостности расположен в нерабочем положении;
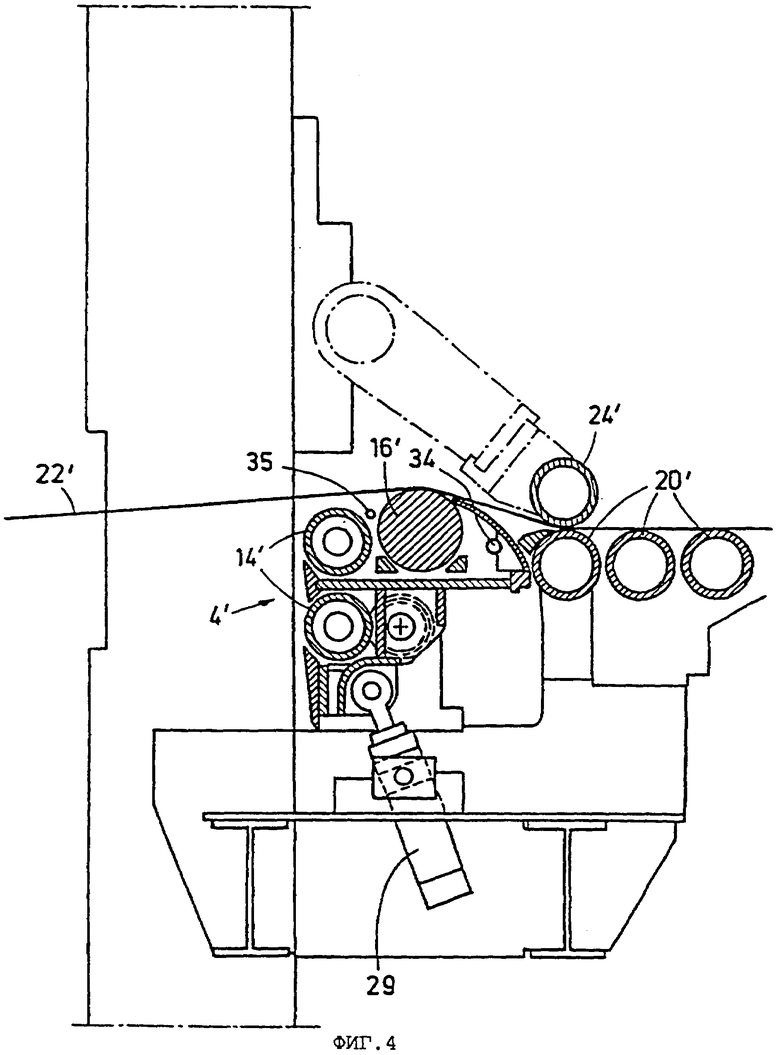
фиг.4 - изображение согласно фиг.3, в котором ролик для измерения плоскостности установлен в рабочем положении;
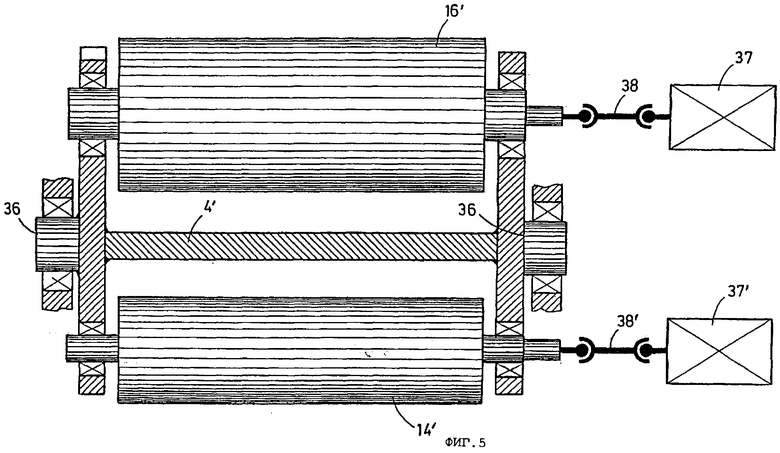
фиг.5 - продольный разрез по отсеку согласно фиг.3 или 4 с роликом для измерения плоскостности и роликом рольганга, включая приводы.
На фиг.1 показаны два круглых диска 1 и 2, соединенных посредством экранирующей пластины 3 с образованием отсека 4. С левой стороны отсек 4 установлен на цапфе 5 с возможностью вращения в подшипнике 6. С правой стороны он имеет цапфу 7, которая установлена во вращающейся цапфе 8, вставленной в свою очередь в подшипник 9, а подшипник 10 цапфы 7 несет охватывающие цилиндрические зубчатые колеса 11 и 12.
Цилиндрическое зубчатое колесо 11 входит в зацепление с зубчатым колесом 13, жестко установленным на приводной цапфе ролика 14 рольганга. Цилиндрическое зубчатое колесо 12 входит в зацепление с зубчатым колесом 15, жестко закрепленным на одной из цапф вала ролика 16 для измерения плоскостности. Ролик 14 рольганга, а также ролик 16 для измерения плоскостности установлены в подшипниках круглых дисков 1 и 2 отсека 4. Благодаря этому появляются следующие возможности: для переключения работающего ролика 16 для измерения плоскостности на работающий ролик 14 рольганга, цапфа 5 с помощью не показанного на чертеже привода приводится во вращение по стрелке 17, пока отсек 4 не повернется вокруг своей, образованной цапфами 5 и 7 оси вращения на 180°. Этот поворот ограничен электромеханическим или электронным датчиком, контролирующим поворот, но является также возможным оснастить круглый диск 1, например, двумя фиксаторами 18, выполненными в виде выступов или выемок, и остановить диск с помощью не показанной на чертеже планки, расположенной перед фиксатором 18 и ощупывающей диск по его периметру, и удерживать его в этом положении, а в случае необходимости заблокировать его.
Является целесообразным во время работы непрерывно приводить с помощью также не показанного на чертеже приводного средства вращающуюся цапфу 8 по стрелке 19. При этом она захватывает цилиндрические зубчатые колеса 11 и 12, которые в случае необходимости могут быть изготовлены цельными или изготовлены за одно целое с ней и тем самым приводить через зубчатые колеса 13 и 15 как ролик 14 рольганга, так и ролик 16 для измерения плоскостности таким образом, что если один из них находится в рабочем положении, она уже вращается со скоростью подачи прокатываемой ленты в качестве окружной скорости.
Существенным является еще и то, что расстояние подшипника ролика 14 рольганга от оси вращения отсека 4 выбирается таким образом, что при повороте ролика 14 рольганга каждая его самая верхняя линия оболочки образует одну линию с верхними линиями оболочки остальных роликов рольганга, в то время как имеющий обычно больший диаметр ролик 16 для измерения плоскостности находится в рабочем положении своей самой верхней линией оболочки выше плоскости самых верхних линий оболочки рольганга.
На фиг.2 отдельно показан отсек на участке стана горячей прокатки. Здесь позицией 20 обозначен рольганг, ролик 14 которого поворачивается вниз в направлении стрелки 21 и при этом отклоняет ролик для измерения плоскостности. После соответствующего поступления горячекатаной ленты 22 посредством гидравлического цилиндра 25 опускается прижимной ролик 24, расположенный на свободном конце качающегося рычага 23. Уже перед этим на качающийся рычаг 23 воздействуют потоком воздуха, который выходит вниз из щелей направляющей пластины 26 в виде воздушного потока, обозначенного стрелкой 27, и горячекатаная лента 22 прижимается к ролику 16 для измерения плоскостности и к рольгангу 20, мера, которая оказывается необходимой в случае тонкой горячекатаной ленты. После поворота прижимного ролика 24 из поднятого положения, показанного на фиг.2, в положение, обозначенное штрихпунктиром, угол поворота может быть использован для определения толщины катаной ленты.
В показанном на чертеже примере выполнения обеспечивается, что ввод в работу ролика 14 рольганга или ролика 16 для измерения плоскостности осуществляется таким образом, что горячекатаная лента 22 направляется тангенциально и тем самым при исключении чрезмерно высоких сил, и поскольку как ввод ролика 14 рольганга, так и ролика 16 для измерения плоскостности осуществляется с одинаковым направлением поворота, в каждом из этих случаев достигается подача приблизительно в направлении хода горячекатаной ленты 22.
Плотное прилегание чрезмерно тонкой ленты поддерживается струями воздуха, показанными стрелкой 27. Экранирующая пластина 3 защищает каждый из отведенных роликов от воды, окалины или других твердых частиц точно так же, как и от сильных водяных струй и большого нагрева, благодаря чему обеспечивается желаемая защита. При этом достигается значительная адаптация к условиям прокатки: ролик 16 для измерения плоскостности целесообразно отводится после поступления начала ленты на рабочую позицию и в заключение прижимной ролик 24 опускается таким образом, что, с одной стороны, исключаются повреждения тонкой горячекатаной ленты вследствие слишком быстрого опускания, а с другой стороны, достигается рабочее положение, когда следующие захватывающие ленту агрегаты, в основном, моталка крепко захватывает начало ленты и при этом лента определенным образом натянута.
Процессы управления целесообразно осуществляются тем же образом, что и при применении ролика для измерения плоскостности на станах холодной прокатки.
Является возможным оснастить отсек 4 не только экранирующей пластиной 3, но и другими конструктивными средствами, закрывающими и защищающими ролик для измерения плоскостности в отведенном положении. На фиг.3 показана часть стана горячей прокатки, аналогичная фиг.2. Однако здесь вращающийся отсек 4 заменен на поворачивающийся отсек 4'. Отсек 4' имеет возможность поворота вокруг точки 28. В качестве привода поворота служит цилиндрово-поршневой агрегат 29, эксцентрически взаимодействующий с отсеком 4'.
Отсек 4' имеет ролики 14' рольганга, а также ролик 16' для измерения плоскостности. Ролик 16' для измерения плоскостности отведен от опорной поверхности рольганга 20'. Ролики 14' рольганга здесь закрывают образовавшееся свободное пространство. Кроме того, показаны защитные приспособления 30-33, образующие стол, направляющий ленту. Защитные приспособления 30-33 предотвращают попадание, в частности, окалины и загрязненной охлаждающей воды на ролик 16' для измерения плоскостности.
Качающийся рычаг 23 с прижимным роликом 24 согласно фиг.3 выводится посредством гидравлического цилиндра 29 из рабочего положения.
На фиг.4 показано, что отсек 4' имеет возможность поворота с помощью цилиндрово-поршневого агрегата 29. Не показанные на чертеже упоры, а также не показанные фиксирующие средства могут удерживать отсек 4' в рабочем положении, в котором ролик 16' для измерения плоскостности может отклоняться вверх над опорной поверхностью рольганга 20'. Прижимной ролик 24 отвечает за достаточное схватывание ролика 16' для измерения плоскостности. Ролик 16' для измерения плоскостности может очищаться и охлаждаться с помощью охлаждающих устройств 34, а также обдувающих устройств 35.
На фиг.5 показан отсек 4', который имеет возможность поворачиваться вокруг цапф 36. Ролики 14' рольганга, а также ролик 16' для измерения плоскостности приводятся отдельными приводами 37, 37' и соответствующими шпинделями 38, 38'.
Стан горячей прокатки содержит:
1 круглый диск
2 круглый диск
3 экранирующая пластина
4 отсек
5 цапфа
6 подшипник
7 цапфа
8 вращающаяся цапфа
9 подшипник
10 подшипник
11 цилиндрическое зубчатое колесо
12 цилиндрическое зубчатое колесо
13 зубчатое колесо
14 ролик рольганга
15 зубчатое колесо
16 ролик для измерения плоскостности
17 стрелка
18 фиксатор
19 стрелка вращения
20 рольганг
21 стрелка
22 горячекатаная лента
23 качающийся рычаг
24 прижимной ролик
25 гидравлический цилиндр
26 направляющая пластина
27 стрелка
28 точка поворота
29 цилиндрово-поршневой агрегат
30 защитное приспособление
31 защитное приспособление
32 защитное приспособление
33 защитное приспособление
34 охлаждающее устройство
35 обдувающее устройство
36 цапфа
37 привод
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2376085C2 |
| МОТАЛКА ДЛЯ ТОНКИХ ПОЛОС С РОЛИКОМ ДЛЯ ИЗМЕРЕНИЯ ПЛОСКОСТНОСТИ | 2002 |
|
RU2286222C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНОЙ СТАЛИ И ТОНКОЙ ПОЛОСЫ | 2011 |
|
RU2552802C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2466807C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОГО ПЛОСКОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ФЕРРИТНОЙ КАТАНОЙ ЛЕНТЫ | 1996 |
|
RU2179083C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ БЫСТРОЙ ВЫГРУЗКИ ТОЛСТЫХ СТАЛЬНЫХ ЛИСТОВ ИЗ ПРОКАТНОГО СТАНА | 2014 |
|
RU2653518C2 |
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ПЛОСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2268098C2 |
Изобретение относится к области прокатки. Стан горячей прокатки имеет ролик для измерения плоскостности, которым снабжен по меньшей мере один рольганг, включенный перед и/или после прокатной клети и который воздействует на установку по меньшей мере одной клети, ролик для измерения плоскостности имеет возможность переводиться из своего рабочего положения в согласованном месте, причем рольганг дополнен по меньшей мере одним имеющим возможность поворота роликом рольганга, ролик для измерения плоскостности, а также ролик рольганга или ролики рольганга расположены в имеющем возможность поворота под действием привода отсеке таким образом, что ролик для измерения плоскостности и ролики рольганга могут устанавливаться в рабочее положение путем поворота в одинаковом направлении. Изобретение обеспечивает возможность защиты ролика для измерения плоскостности от влияния окружающей среды, повысить качество проката за счет исключения повреждений тонкой горячекатаной ленты. 19 з.п. ф-лы, 5 ил.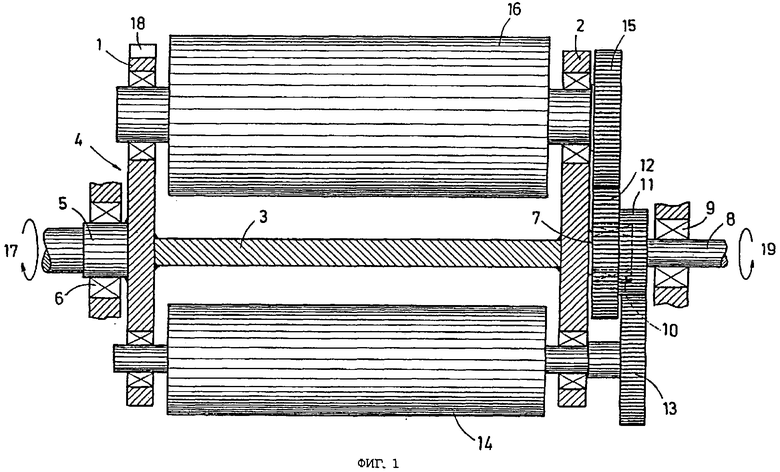
| DE 3721746 A, 19.01.1989 | |||
| DE 19732862 A1, 11.02.1999 | |||
| DE 4031666 А, 18.04.1991 | |||
| US 4680978 А, 21.07.1987 | |||
| Регенерируемая резиновая смесь | 1980 |
|
SU872290A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И ИЗМЕРЕНИЯ НЕПЛОСКОСТНОСТИ ПРОКАТА | 1995 |
|
RU2085313C1 |

