Изобретение касается прокатного стана для прокатки металлических продуктов, который содержит, по меньшей мере, одну прокатную клеть, а также линию транспортировки для прокатываемых изделий, имеющую заданную длину с обеих сторон прокатной клети.
Прокатные станы подобного вида необходимы, например, для изготовления алюминиевых листов. При этом лист изготавливается в многоступенчатом процессе, при котором, прежде всего, происходит горячая прокатка сляба. Когда он достаточно раскатан и, в случае необходимости, подвергнут термообработке, осуществляют холодную прокатку листа на конечную толщину. Для этой цели используются как станы горячей, так и холодной прокатки и по состоянию техники достаточно описаны.
В заявке WO 98/53111 раскрыт способ изготовления горячекатаной алюминиевой полосы для банок, причем способ должен, в частности, подходить для меньшего количества произведенной продукции, чем 250 000 т в год. В известном способе, прежде всего, предусматривается реверсивная предварительная прокатка горячего исходного материала на стане горячей прокатки, затем следует чистовая прокатка полосы, за которой следует термообработка полосы, смотанной в рулон. При этом во время последних чистовых проходов посредством регулируемого температурного режима горячей полосы подавляется рекристаллизация в прокатываемом материале, и рекристаллизация целенаправленно обеспечивается лишь непосредственно после чистовой прокатки вне линии рабочих клетей прокатного стана.
Также патентные заявки WO 96/10655 и WO 96/10656 относятся к способу получения алюминиевого листа. В нем также предусмотрена горячая прокатка сляба или, соответственно, полосы, изготавливаемой посредством прокатки на стане горячей прокатки. Затем производится процесс термообработки и, наконец, процесс холодной прокатки на стане холодной прокатки.
При этом стан горячей прокатки и стан холодной прокатки отличаются, так как стану горячей прокатки для прокатываемых изделий с обеих сторон прокатной клети требуется конвейерная линия, простирающаяся на заданную длину. Сначала сляб загружается на стан и раскатывается. При этом, как правило, происходит реверсивный процесс, то есть сляб, становящийся все тоньше под действием валков, движется через прокатную клеть взад и вперед. После окончания процесса горячей прокатки раскатанная полоса наматывается на моталке в рулон или, соответственно, бунт.
Между тем при холодной прокатке подготовленный рулон доставляется на стан. Прокатная клеть находится между двумя моталками. С одной моталки полоса разматывается из рулона и подается в раствор между валками. На другой стороне холоднокатанная полоса подается на другую моталку и наматывается в рулон.
Поэтому получаются принципиально другие соотношения размеров или, соответственно, требования к конструктивному пространству у стана горячей прокатки, с одной стороны, и у стана холодной прокатки, с другой стороны. Стан горячей прокатки требует большей протяженности по длине, в то время как стан холодной прокатки размещается в относительно незначительном конструктивном пространстве.
Изучая загрузку имеющихся в наличии прокатных станов и, вместе с тем, экономичность инвестиций, выявлятся недостаток в том, что для соответствующих отдельных процессов требуются отдельные установки. Это, в частности, является правильным, если стан горячей прокатки не требуется во время холодной прокатки и наоборот.
Поэтому в основе изобретения лежит задача сконструировать прокатный стан уже названного вида таким образом, чтобы не возникал названный недостаток и стан использовался более рентабельно.
Решение этой задачи посредством изобретения характеризуется тем, что в области протяженности по длине линии транспортировки расположено, по меньшей мере, одно приемное устройство для рулона металлических изделий, которое может располагаться в первом положении, в котором оно не препятствует подаче металлических изделий вдоль линии транспортировки, и может располагаться во втором положении, в котором оно устанавливает в определенное положение рулон вблизи от прокатной клети на линии транспортировки для сматывания или, соответственно, разматывания рулона.
Изобретение также ориентировано на принятие мер для того, чтобы сделать стан горячей прокатки пригодным также и для осуществления процесса холодной прокатки. Приемное устройство для рулона, не требуемое при горячей прокатке расположено, например, под рольгангом и оно не используется во время горячей прокатки. Для холодной прокатки приемное устройство переходит в рабочее положение, так что на стане горячей прокатки также можно осуществлять процесс холодной прокатки. Тем самым существенно повышается эффективность прокатного стана.
Согласно усовершенствованию предусматривается, что на подъемном устройстве расположено, по меньшей мере, одно приемное устройство, с помощью которого оно может устанавливаться в вертикальном направлении на желаемую высоту. При этом, в частности, может предусматриваться, что на подъемном устройстве расположен, по меньшей мере, один направляющий ролик для полосы, в частности приводной ведущий ролик для полосы. Он используется для холодной прокатки, так как прокатываемая полоса должна отводиться с моталки по горизонтали, до того как полоса подается в раствор между валками. При этом особенно предпочтительным является, если, по меньшей мере, один направляющий ролик для полосы в опущенном положении подъемного устройства расположен на высоте других роликов линии транспортировки. Тогда тем самым он выполняет функцию во время процесса горячей прокатки.
Далее в качестве преимущества предусмотрены кромкообрезные ножницы горячей резки, которые оснащены средствами смещения, в частности подъемными средствами, с помощью которых они могут входить в рабочее положение (для горячей прокатки) или выходить из него (для холодной прокатки).
Для холодной прокатки далее предпочтительными являются опорные и/или приводные, и/или правильные средства для полосы, которые снабжены средствами смещения, в частности подъемными средствами, с помощью которых они могут перемещаться в рабочее положение (для холодной прокатки) или выходить из него (для горячей прокатки). В случае с опорными и/или приводными, и/или правильными средствами речь идет предпочтительно о предварительно известной комбинации натяжных роликов, в частности о комбинации четырех натяжных роликов с подающим устройством.
Кроме того, может предусматриваться, по меньшей мере, один обратный ролик, взаимодействующий с ведущим роликом для полосы, который имеет возможность перемещения в вертикальном направлении и может устанавливаться на заданной высоте.
Так как для горячей прокатки, с одной стороны, и для холодной прокатки, с другой стороны, требуются различные валки, предпочтительно предусматриваются средства для замены валков прокатной клети, с помощью которых может проводиться или, соответственно, по меньшей мере, обеспечиваться замена валков.
Наконец, для обоих видов прокатки требуются различные условия охлаждения или, соответственно, смазки. Для того чтобы использовать прокатный стан для обоих типов прокатного процесса, усовершенствование предусматривает, что стан имеет средства для обеспечения валков прокатной клети и/или прокатываемых изделий охлаждающим или смазочным средством, причем эти средства выборочно имеют возможность переключения для подачи масла или для подачи эмульсии.
На чертеже изображен пример осуществления изобретения.
Показаны:
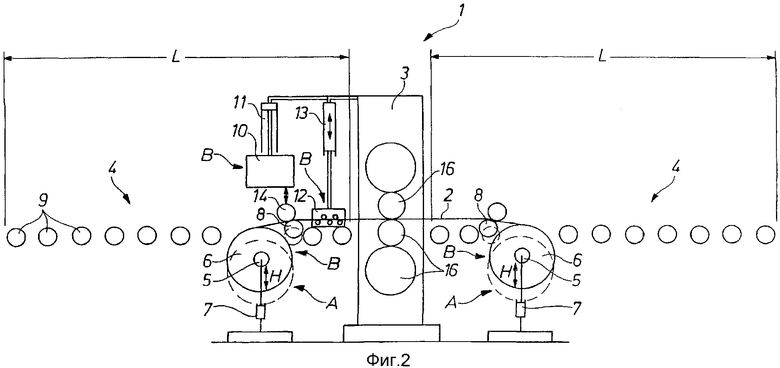
фиг.1 - схематично прокатный стан во время горячей прокатки алюминиевого сляба и
фиг.2 - стан по фиг.1 во время холодной прокатки алюминиевой полосы.
На фигурах схематично изображен прокатный стан 1, на котором выборочно может проводиться процесс холодной прокатки или процесс горячей прокатки. Прокатный стан служит для прокатки металлического изделия 2, которое изображено на фиг.1 как сляб и на фиг.2 как уже предварительно прокатанный лист. Для прокатки служит прокатная клеть 3, которая в данном случае выполнена в виде прокатной клети кварто с двумя рабочими валками и двумя опорными валками. При этом валки для горячей прокатки обозначены цифрой 15 (см. фиг.1), а валки для холодной прокатки цифрой 16 (см. фиг.2). Точно также могут использоваться и другие прокатные клети - одна или несколько. На обеих сторонах прокатной клети 3, на фигурах также слева и справа от прокатной клети предусмотрена линия 4 транспортировки, которая имеет определенную длину L. Длины L на обеих сторонах прокатной клети являются одинаково большими, что, однако, не является вынужденным. Вдоль линии транспортировки известным образом расположено определенное количество роликов 9.
С помощью конструкции стана 1, изображенной на фиг.1, осуществляется процесс горячей прокатки. При этом сляб 2 движется реверсивно (см. горизонтальную двойную стрелку) через прокатную клеть 3. При каждом проходе уменьшается толщина сляба до тех пор, пока не будет достигнута желаемая толщина для горячей прокатки.
Под линией 4 транспортировки, то есть под рольгангом, с обеих сторон от прокатной клети 3 предусмотрено по одному приемному устройству 5 для рулона прокатанной полосы. Подъемное устройство 7 обозначено только схематично, а также двойной стрелкой, нанесенной вертикально. Также нанесенный ход Н указывает, что подъемное устройство 7 может вертикально поднимать или опускать приемное устройство 5 вместе с рулоном 6. Здесь, как и в других вариантах реализации, схематически представлена система поршень-цилиндр, посредством чего показано, что движение может реализовываться гидравлически. Точно также является возможным, что движение может осуществляться посредством электрических приводных элементов или чего-либо подобного.
При горячей прокатке согласно фиг.1 приемное устройство находится в опущенном положении - изображено вытянутыми (непрерывными) линиями; штрихованными линиями указывается, какое положение занимает приемное устройство 5 и рулон 6 во время холодной прокатки. Положение при горячей прокатке обозначено буквой А (первое положение), в то время как положение при холодной прокатке указано буквой В (второе положение).
Дальше на подъемном устройстве 7 расположен направляющий ролик 8 для полосы, что изображено только очень схематично. При поднятии приемного устройства 5 для рулона 6 этот ролик движется вверх или, соответственно, вниз. При этом стан выполнен так, что направляющий ролик 8 полосы находится в своем опущенном положении точно на высоте других роликов 9 линии 4 транспортировки, то есть он служит в этом положении для возвратно-поступательного движения сляба 2. Также направляющий ролик 8 полосы изображен на фиг.1 вытянутыми (непрерывными) линиями в положении (А), которое занимается во время горячей прокатки, в то время как штрихованными линиями указано положение, которое занимается во время холодной прокатки (положение В).
Для горячей прокатки, как правило, необходимы кромкообрезные ножницы 10 горячей резки, которые расположены на средствах 11 смещения, с помощью которых они могут двигаться вертикально и перемещаться в свое соответствующее положение (А. В). Здесь также имеет место, что положение А обозначает позицию горячей прокатки и позиция В позицию холодной прокатки. Как можно увидеть на фиг.1 и 2, кромкообрезные ножницы 10 горячей резки на фиг.1 при горячей прокатке находятся в своем рабочем положении, в то время как при холодной прокатке они выведены из зацепления.
Для холодной прокатки не требуются опорные и/или приводные, и/или правильные средства, которые обозначены цифрой 12. При этом, в частности, речь идет о комбинации натяжных роликов с подающим устройством. На фиг.1 также при горячей прокатке эти средства 12 находятся не в своем рабочем положении, а в поднятом состоянии, которое достигается посредством средств 13 смещения. Соответственно, при холодной прокатке (фиг.2) эти средства 12 посредством средств 13 смещения перемещаются в свое рабочее положение.
На фиг.2 можно увидеть схематично изображенный обратный ролик 14, необходимый для холодной прокатки, который может перемещаться в рабочее положение посредством неизображенного средства перемещения. Обратный ролик 14 работает совместно с направляющим роликом 8 для полосы и отвечает за направление и, в случае необходимости, за движение холоднокатаной полосы 2.
Описанный прокатный стан может быть в течение короткого времени (в течение нескольких часов) переоснащен из оборудования для горячей прокатки в оборудование для холодной прокатки и наоборот. Тем самым в данном случае, то есть при не имеющейся полной нагрузке для типа прокатки значительно повышается экономичность.
Хотя не изображено большое количество элементов, однако реализован способ, который пригоден для станов горячей или, соответственно, холодной прокатки. Поскольку далее речь пойдет о новых элементах или, соответственно, компонентах, под этим следует понимать такие элементы, которые заново интегрируются в стан горячей прокатки для того, чтобы сделать его пригодным для холодной прокатки.
Установка для подготовки холоднокатаных бунтов (рулонов) может иметь подъемный стул, роликовую поворотную тележку, стол для открытия бунтов, блок подающих и правильных роликов, ножницы для обрезки концов, основную раму с желобом для отвода окалины, бак для сбора окалины вместе с передвижным устройством, захват для бунта, а также устройство центровки бунта по центру и установку выравнивания по высоте.
Размоточная моталка имеет регулировку полосы по центру, подвижную раму для привода размоточной моталки, ведущий вал и упорный подшипник для перемещения моталки и наружный подшипник моталки.
В области направления при вводе прокатываемой полосы расположены прижимной ролик в области рольганга, резец для открывания бунтов, щеточное устройство для отводного ролика, корпус подшипника для отводного ролика вместе динамометрами, выходной ролик вместе со щеточным устройством, прижимной ролик, ножницы для обрезки концов с удалением скрапа и расположение натяжных роликов вместе с подающим устройством.
В области центральной прокатной клети расположены валки с системой перемещения и изгибания, держатель шпинделя, приводные шпиндели (шарнирные валы) с выравниванием длины и лопастями со стороны двигателя и валков, балансировка шпинделя с подшипниками для шпинделя, упорный подшипник для рабочих валков и, при необходимости, съемная рама для рабочих валков, шарнирные валы к щеткам рабочих валков, блокировка опорных валков, подушки рабочих валков, съемники, очистка опорных валков, обдув полосы, обдув кромок полосы, выходная направляющая, распределение охлаждающего средства и щеточное устройство опорных валков.
В области выходной стороны размещен корпус подающего устройства, а также выходной ролик вместе со щеточным устройством, ролик измерения плоскостности с защитным нижним кожухом и динамометрами и щеточное устройство для ролика измерения ровности.
Далее в наличии имеются ременная моталка вместе с захватом для рулона, передаточный стол для ременной моталки и вытяжной канал испарений.
Для управления моталкой предусмотрена путеизмерительная система для позиционирования, путеизмерительная система для позиционирования бунта, путеизмерительная система для прижимных роликов захвата бунта и путеизмерительная система для захвата бунта.
Системы сред, как уже было упомянуто, в случае необходимости адаптированы к выборочной конструкции стана горячей или холодной прокатки. В остальных случаях параметры системы определяются как обычно. Это касается гидравлики и пневматики (гидроуправление или, соответственно, пневмоуправление, система трубопроводов машины), системы трубопроводов прокатного масла в области клети, системы трубопроводов эмульсии в области клети, масляно-воздушной смазки (управление масляно-воздушной смазкой, система трубопроводов машины), центральной смазки консистентным смазочным веществом, соединительных трубопроводов и установки прокатной смазки (прокатное масло и эмульсия).
Для режима эксплуатации или, соответственно, переоснащения существующего реверсивного стана для горячей прокатки алюминия в прокатный стан для комбинированной горячей и холодной прокатки следует отметить следующее.
Входные бунты подаются с помощью заводских средств на роликовую поворотную тележку с грузоподъемным устройством и к участку подготовки бунтов. Роликовая тележка с подъемным механизмом может выезжать из несущего корпуса захвата бунтов для приема бунтов (рулонов). Бунты перемещаются с помощью роликовой тележки с грузоподъемным механизмом в положение подготовки бунтов и там для подготовки устанавливаются на участке подготовки бунтов. На участке подготовки бунтов, состоящем из раскрывающего стола, правильного блока подающих роликов, ножниц для обрезки концов и бака для скрапа, обрезается начало полосы или, соответственно, внешние витки бунта.
После подготовки бунты с помощью роликовой тележки с грузоподъемным механизмом поворачиваются в положение для разматывания и в зависимости от диаметра полосы выравниваются по высоте, то есть устанавливаются на высоте моталки.
Затем бунты берутся захватом бунта и по сигналу центровки бунта и путеизмерительной системы на захвате бунта поступают на разматывающую моталку.
Для того чтобы облегчить контакт при подготовке бунта с захватом бунта, удлиняют несущий корпус к захвату бунта.
Разматывающая моталка 5 оснащается подъемным устройством 7 и соответствующими приводными валами, упорными подшипниками и регулировкой бунта по центру.
Как только бунт установлен на моталку, поворачивающийся снизу и приводной прижимной ролик (направляющий ролик 8 полосы) прижимается к бунту. Захват бунта открывается и выезжает из линии прокатки. Теперь второй прижимной ролик (обратный ролик 14) может прижиматься к бунту. Резец для открывания бунтов, который расположен на имеющемся несущем каркасе агрегата подающих или, соответственно, правильных роликов, перемещается по направлению начала полосы на бунте. В опущенном положении эти оба прижимных ролика образуют, как объяснялось выше, составную часть рольганга для горячей прокатки.
Начало полосы сдвигается посредством вращения разматывающей моталки и приводных прижимных роликов к подающему устройству. Там начало полосы выравнивается через подающий ролик холодной прокатки, выходной и прижимной ролик. Предусматриваются устройства очистки для подающего ролика холодной прокатки и выходного ролика. Верхний роликовый сегмент оборудован динамометрами для измерения натяжения полосы. Начало полосы направляется через ножницы для обрезки концов к комбинации натяжных роликов с приводными роликами и последующему тянущему устройству. Комбинация из ножниц для обрезки концов, натяжных роликов и тянущего устройства на совместной, передвижной основной раме может через имеющуюся передвижную установку кромкообрезных ножниц выходить или, соответственно входить в линию прокатки. Основная рама снабжена маслоулавливающей ванной, которая улавливает и отводит прокатное масло для смазки натяжных роликов или, соответственно, подшипников натяжных роликов.
Центральная область клети из-за влияния на профиль и плоскотность оснащены известной системой смещения валков. Для этого наряду с модификациями и новыми частями к комплектам прокатных валков требуются новые приводные шпиндели с балансировкой шпинделей, а также новый зажим шпинделя.
Распределение охлаждающего средства происходит по имеющимся форсуночным коллекторам, которые, однако, оснащены новыми распылителями.
Для проходов при холодной прокатке требуется отдельный комплект валков без щеток валков, но оснащенный системой отдельного обдува валков. Еще одно средство обдува полосы расположено в заново изготавливаемом устройстве для точного направления металла между валками (водяной резервуар).
Тянущее устройство выполнено по конструкции схожим с обычным тянущим устройством, однако оно дополнительно оборудовано роликом для измерения плоскостности и относящимся к нему устройством очистки. Во время горячей прокатки ролик для измерения плоскостности защищен нижним кожухом. Предусматривается новый цилиндрический выходной ролик с устройством очистки. Гидравлический цилиндр для установки ролика для измерения плоскостности оборудован зажимными головками для надежного позиционирования. Зажим подшипника ролика для измерения ровности оснащен динамометрами для измерения натяжения полосы.
В области имеющегося толщиномера для полосы расположены механические крепления для монтажа сканеров полосы, которые служат для обнаружения положения кромок полосы.
Лента, выходящая из выпускного устройства, направляется через гидравлический поднимающийся и опускающийся направляющий стол к ременной моталке холодной прокатки, расположенной на имеющемся несущем каркасе, к загибателю ленты при горячей прокатке или, соответственно, захвату бунта. Для монтажа новой ременной моталки холодной прокатки модифицируется несущий каркас.
Обслуживание бунтов происходит по имеющемуся захвату бунтов. Их накладывают на подъемный стул с помощью заводских средств. Подъемный стул перемещается в определенное положение по высоте, с которого бунты принимаются имеющимся захватом бунтов и с регулировкой по центру устанавливаются на оправку моталки. Обслуживание бунтов на входной стороне происходит также с помощью имеющегося захвата бунтов. Здесь бунты накладываются на имеющемся подъемном стуле и передаются на имеющийся цепной транспортер. Обслуживание катушек с цепного транспортера происходит с помощью заводских средств. На обоих захватах бунтов прижимной ролик оснащен путеизмерительной системой.
Переоснащение с горячей прокатки на холодную прокатку происходит следующим образом.
Сначала извлекается комплект валков для горячей прокатки из прокатной клети. Затем прокатная клеть очищается вручную с помощью пароструйного прибора. После этого происходит обкатка рабочих валков для холодной прокатки. Далее происходит установка на стан комбинации четырех натяжных роликов с надетым подающим устройством. Это происходит посредством выезда кромкообрезных ножниц горячей резки из линии прокатки.
Наоборот, мероприятия для перехода с режима холодной прокатки на режим горячей прокатки выглядят следующим образом.
Сначала извлекается комплект валков для холодной прокатки из прокатной клети. Затем происходит обкатка рабочих валков для горячей прокатки. После этого происходит выемка из стана комбинации четырех натяжных роликов с надетым подающим устройством. Это происходит посредством перемещения кромкообрезных ножниц в линию прокатки.
Далее, как уже упоминалось, принимаются меры для переменного режима работы, что касается обеспечения эмульсией или, соответственно, прокатного масла. Ответвление в имеющемся обратном трубопроводе для эксплуатации прокатного масла предусматривается с помощью регулируемого запорного клапана. Остаточное опорожнение происходит в зумпфе насоса. В обратной трубе для резервуара обратной откачки масла встроена пламенная коробка. Новый резервуар для откачки масла снабжен отдельной камерой для промывочного масла. Кроме этого, предусмотрены требуемые насосы обратной подачи и трубопроводы обратной откачки для установки прокатного масла. Новые подающие линии прокатного масла с переключающимися клапанами присоединятся как можно ближе к имеющимся захватам. Предусмотрено подключение для обдувки захватов с помощью сжатого воздуха. Наконец, также запланировано подключение для промывки.
Образ действий при переходе с режима эксплуатации с эмульсией на режим эксплуатации с прокатным маслом выглядит следующим образом.
Сначала происходит ручная очистка клети с помощью пароструйного прибора. Во время этого процесса эмульсия отводится в резервуар обратной откачки. Затем захват продувается сжатым воздухом. После этого резервуар опорожняется с помощью насоса обратной подачи или, соответственно, разгрузочного насоса до минимального уровня. Арматура в обратном трубопроводе для эмульсии закрывается после соответствующего времени подтекания. Затем открывается слив в новую улавливающую камеру для использованного масла. После включения системного насоса установки прокатного масла распылитель и, в случае необходимости, также ванна клети промываются прокатным маслом через промывочное соединение. Загрязненное промывочное масло устраняется через улавливающую камеру с помощью насоса обратной подачи к резервуару для промывочного масла в новом корпусе для прокатного масла. Наконец, открывается возврат к резервуару обратной откачки для прокатного масла.
Образ действий при переходе с режима эксплуатации с применением прокатного масла на режим эксплуатации с эмульсией происходит следующим образом.
Захват обдувается с помощью сжатого воздуха. Затем закрывается возврат к резервуару обратной откачки для прокатного масла после соответствующего времени подтекания. После этого на возврате для прокатного масла открывается подключение для остаточного опорожнения. После закрывания подключения для остаточного опорожнения на возврате для прокатного масла открывается возврат к резервуару обратной откачки для эмульсии.
Арматуры переключения в обратных трубопроводах, а также остаточные опорожнения выполнены в виде ручных арматур с конечным контролем. Арматуры переключения в подающих линиях на клети сконструированы в виде арматур, приводимых в действие пневматически с конечным контролем.
Необходимые модификации на гидравлическом или, соответственно, пневматическом управлении, а также относящиеся изменения на насосах, компрессорах и соответствующая этому система трубопроводов агрегата более подробно не отмечены и происходят обычным способом.
Требуемые изменения как по отношению к аппаратурному оснащению, так и по отношению к принимаемым мерам осуществляются относительно доступными по цене, так что из предложения по изобретению может быть извлечена большая экономическая выгода.
Список ссылочных обозначений:
1 Прокатный стан
2 Металлическое изделие
3 Прокатная клеть
4 Линия транспортировки
5 Приемное устройство
6 Рулон
7 Подъемное устройство
8 Направляющий ролик полосы
9 Ролики линии транспортировки
10 Кромкообрезные ножницы горячей резки
11 Средство смещения
12 Опорные и/или приводные, и/или правильные средства (комбинация натяжных роликов с надетым подающим устройством)
13 Средство смещения
14 Обратный ролик
15 Валки прокатной клети для горячей прокатки
16 Валки прокатной клети для холодной прокатки
L Длина
А Первое положение (горячая прокатка)
В Второе положение (холодная прокатка)
H Ход
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| СПОСОБ ПРОКАТКИ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ИЗДЕЛИЙ И ПРОКАТНАЯ ЛИНИЯ | 2011 |
|
RU2531015C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И ТЕРМООБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ | 2008 |
|
RU2429922C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СЛЯБОВ ПРОМЕЖУТОЧНОЙ ТОЛЩИНЫ И ПРИЕМНИК ДЛЯ СЛЯБОВ | 1996 |
|
RU2114708C1 |
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ТОЛСТЫХ ПОЛОС | 1996 |
|
RU2104105C1 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2018 |
|
RU2727457C1 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2018 |
|
RU2723025C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
Изобретение предназначено для повышения рентабельности использования прокатного стана. Прокатный стан (1) для прокатки металлического продукта (2) содержит, по меньшей мере, прокатную клеть (3), а также линию (4) транспортировки для прокатываемого продукта (2), расположенную с обеих сторон прокатной клети (3) на заданную длину (L). Возможность проведения как процесса горячей прокатки толстого листа, так и холодной прокатки полосы на одном оборудовании обеспечивается за счет того, что в области длины линии (4) транспортировки расположено, по меньшей мере, одно приемное устройство (5) для рулона (6) металлического продукта (2), которое может располагаться в первом положении (А), в котором оно не препятствует подаче металлического продукта (2) вдоль линии (4) транспортировки, и во втором положении, в котором оно помещает рулон (6) вблизи прокатной клети (3) на линии (4) транспортировки для разматывания или, соответственно, наматывания рулона (6). 8 з.п. ф-лы, 2 ил.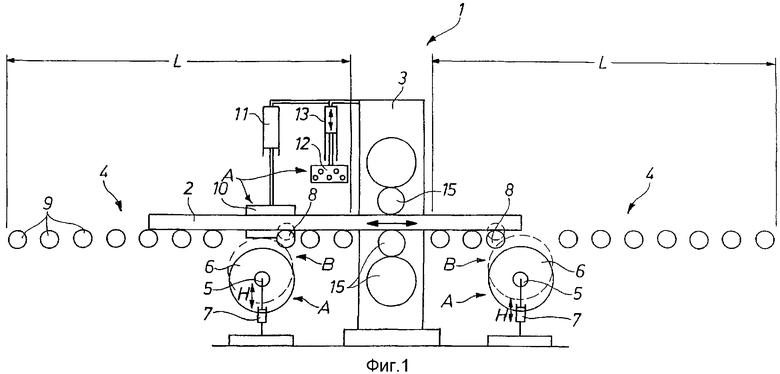
1. Прокатный стан (1) для прокатки металлических изделий (2), содержащий, по меньшей мере, одну прокатную клеть (3) и линию (4) транспортировки, проходящую с обеих сторон прокатной клети (3) на заданную длину для прокатываемого изделия, отличающийся тем, что в области протяженности линии (4) транспортировки установлено, по меньшей мере, одно приемное устройство (5) для рулона (6) металлического изделия (2), с возможностью расположения в первом положении (А), в котором оно не препятствует подаче металлического изделия (2) вдоль линии (4) транспортировки, и во втором положении (В), в котором оно устанавливает в определенное положение рулон (6) вблизи от прокатной клети (3) на линии (4) транспортировки для разматывания или соответственно для наматывания рулона (6).
2. Прокатный стан по п.1, отличающийся тем, что, по меньшей мере, одно приемное устройство (5) расположено на подъемном устройстве (7) и выполнено с возможностью установки в вертикальном направлении на заданной высоте.
3. Прокатный стан по п.2, отличающийся тем, что на подъемном устройстве (7) расположен, по меньшей мере, один направляющий ролик (8) для полосы, в частности приводной направляющий ролик для полосы.
4. Прокатный стан по п.3, отличающийся тем, что в опущенном положении подъемного устройства (7) на высоте других роликов (9) линии (4) транспортировки расположен, по меньшей мере, один направляющий ролик (8) для полосы.
5. Прокатный стан по любому из пп.1-4, отличающийся тем, что он имеет кромкообрезные ножницы (10) горячей резки, которые снабжены средствами смещения (11), в частности, подъемными средствами для перемещения в рабочее положение (А) или положение (В) выхода из него.
6. Прокатный стан по п.1, отличающийся тем, что он имеет опорные, и/или приводные, и/или правильные средства (12) полосы, которые снабжены средствами (13) смещения, в частности, подъемными средствами для перемещения в рабочее положение (В) или положение (А) выхода из него.
7. Прокатный стан по п.6, отличающийся тем, что опорные, и/или приводные, и/или правильные средства (12) полосы содержат комбинацию натяжных роликов, в частности, комбинацию четырех натяжных роликов с тянущим устройством.
8. Прокатный стан по п.3, отличающийся тем, что он снабжен, по меньшей мере, одним обратным роликом (14), взаимодействующим с направляющим роликом (8) полосы, выполненным с возможностью перемещения, в частности в вертикальном направлении, и установки на заданной высоте.
9. Прокатный стан по п.1, отличающийся тем, что он имеет средства для обеспечения валков (15, 16) прокатной клети (3) и/или прокатываемого изделия (2) охлаждающим и/или смазочным средством, выполненные с возможностью выборочного переключения для обеспечения прокатным маслом или соответственно для обеспечения эмульсией.
| WO 9610655 A, 11.04.1996 | |||
| Способ горячей прокатки металлической полосы | 1991 |
|
SU1809786A3 |
| Способ холодной прокатки полос в рулонах на реверсивном стане | 1988 |
|
SU1653870A1 |
| Полуавтомат для фрезерования канавок сверл | 1976 |
|
SU576170A1 |

