Изобретение относится к машиностроению и может быть использовано при изготовлении теплозащитного покрытия (ТЗП) корпуса твердотопливного ракетного двигателя (РДТТ).
Известна форма для изготовления ТЗП, содержащая кольцевые элементы со средствами фиксации их положения и опрессовочный чехол (см. Буланов И.М., Воробей В.В. Технология ракетных и аэрокосмических конструкций из композиционных материалов: Учеб. для вузов, М.: Изд-во МГТУ им. Н.Э. Баумана, 1998 г., с. 434-438).
Известно устройство для отверждения детали из полимерных материалов, содержащее форму с установленными на нее средствами фиксации фланца и опрессовочным чехлом, работающая под давлением, создаваемым в замкнутой камере (патент РФ №2130382 от 20.05.1999), являющееся наиболее близким аналогом к предполагаемому изобретению.
Форма и устройство имеют ряд недостатков.
Для достижения энергомассового совершенства детали ракетной техники, в том числе фланцы ТЗП, проектируются с минимальными запасами прочности и являются нежесткими по ГОСТ 55145. Их деформации в свободном состоянии превышают указанные на чертеже размерные и/или геометрические допуски.
При работе устройства фланец базируется на поверхности массива сырой резины и под воздействием давления рабочей жидкости должен опускаться и самовыравниваться. Процесс перераспределения резины по поверхности формы является трудноуправляемым, под воздействием потоков фланец может деформироваться и переместиться относительно оси устройства, что приведет к браку.
В качестве заготовки при изготовлении формы используют металлическую поковку, которая имеет длительный цикл изготовления, большие габариты и массу. Перемещение формы осуществляется с помощью грузоподъемных устройств, что накладывает дополнительные требования к размеру производственного помещения и его содержанию.
Технической проблемой изобретения является повышение качества, сокращение цикла подготовки производства и снижение затрат на изготовление теплозащитного покрытия твердотопливного ракетного двигателя.
Технический результат заключается в устранении перекоса фланца в процессе отверждения резины и исключении технологических операций с применением грузоподъемных устройств.
Технический результат в устройстве для отверждения теплозащитного покрытия корпуса с фланцем достигается тем, что под воздействием давления рабочей среды, передаваемого через опрессовочный чехол, жестко скрепленный с фиксатором фланец, смещается в рабочее положение по направляющей до смыкания фиксатора с поверхностью свода матрицы.
При этом увеличение жесткости фланца обеспечивается скреплением его с фиксатором, соосность фланца и внутренней поверхности резинового массива ТЗП - выполнением соосно сопрягаемых поверхностей свода матрицы и направляющей, направляющей и фиксатора, фиксатора и фланца, свободное движение фиксатора по направляющей - нанесением смазки, а снижение массы - применением композиционного материала для изготовления свода матрицы и ребер.
Использование предлагаемой конструкции позволяет избежать перекоса фланца при вулканизации резинового массива, снизить массу оснастки.
Предлагаемая конструкция поясняется на фиг. 1-6.
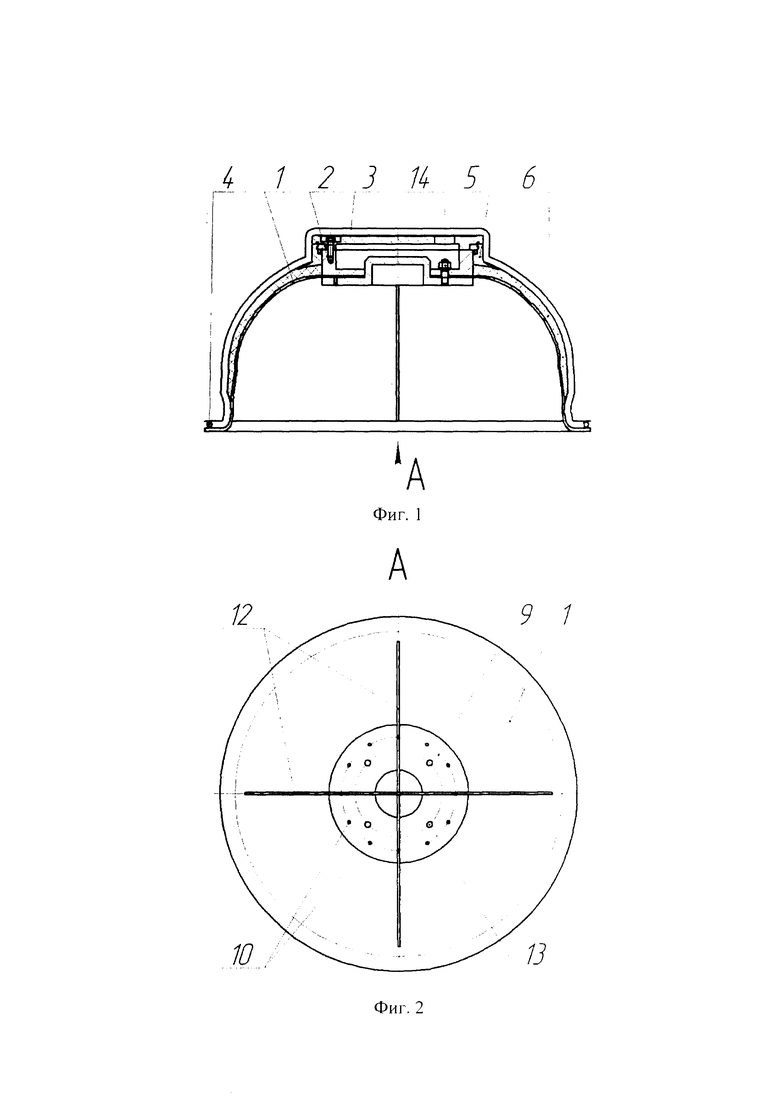
На фиг. 1 показано устройство для отверждения ТЗП РДТТ в разрезе.
На фиг. 2 приведен вид А фиг. 1.
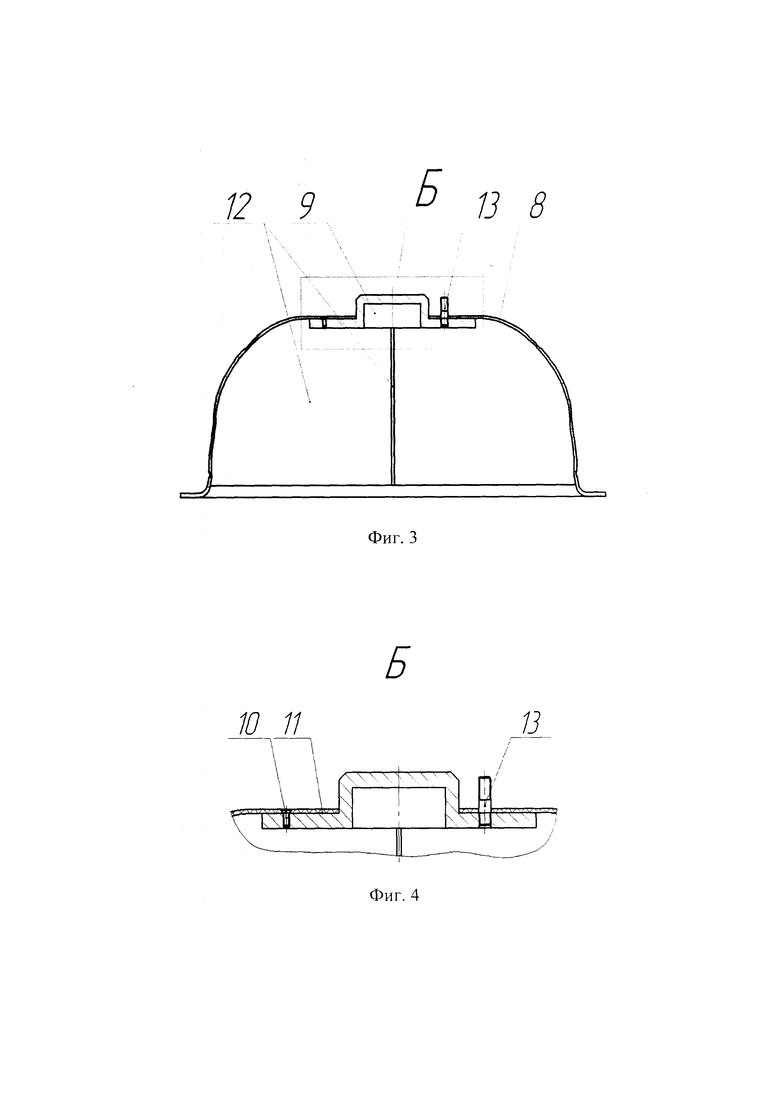
На фиг. 3 показана конструкция матрицы.
На фиг. 4 приведен выносной элемент Б фиг. 3.
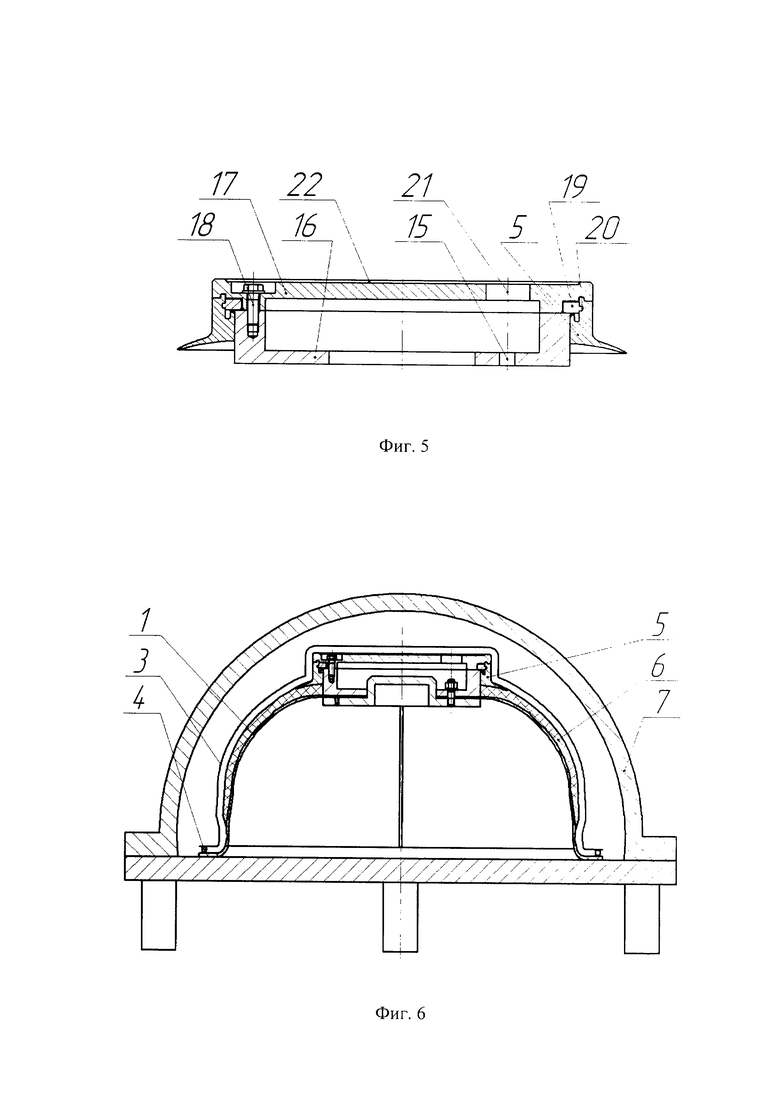
На фиг. 5 показана конструкция фиксатора.
На фиг. 6 показано устройство, размещенное в автоклаве.
Устройство содержит матрицу 1 с установленным на ней фиксатором 2, опрессовочный чехол 3 и уплотнение 4. Фиксатор 2 жестко скреплен с фланцем 5, который контактирует с выложенным на поверхность матрицы 1 резиновым массивом 6. Резиновый массив 6 в процессе работы устройства вулканизуется под воздействием рабочей среды автоклава 7, его внутренняя поверхность принимает форму наружной поверхности матрицы 1, одновременно образуя неразъемное соединение с фланцем 5.
Матрица 1 выполнена из свода 8, направляющей 9, соосно скрепленных винтами 10 через герметик 11. Внутренняя поверхность свода 8 и направляющая 9 подкреплены ребрами 12. В направляющую 9 установлены шпильки 13, пропущенные через свод 8 для крепления гайками 14 фиксатора 2 к матрице 1 через отверстия 15, открытые соосно шпилькам 13. Свод 8 и ребра 12 выполнены из композиционного материала, остальные детали матрицы - металлические.
Фиксатор 2 выполнен из корпуса 16 и крышки 17, скрепленных болтами 18 и фиксирующих положение фланца 5 с помощью разрезного кольца 19, установленного в паз 20. Крышка 17 имеет отверстия 21 для доступа к гайкам 14 при сборке устройства. Отверстия 21 закрыты пластиной 22 для предотвращения прорыва опрессовочного чехла 3 под воздействием давления рабочей среды автоклава 7. Все детали фиксатора 2 изготовлены из металла.
Опрессовочный чехол 3 выполнен из полимерной пленки.
Уплотнение 4 выполнено из мастики, сформованной в жгут круглого сечения.
Сборку устройства осуществляют следующим образом.
В паз 20 фланца 5 устанавливают разрезное кольцо 19 и фиксируют его на корпусе 16 крышкой 17 пропущенными через нее болтами 18. Затем на поверхность матрицы 1 выкладывают массив сырой резины 6 и устанавливают фланец 5 в сборе с разрезным кольцом 19, корпусом 16 и крышкой 17. Шпильки 13 пропускают через отверстия корпуса 16 и в паре с гайками 14 фиксируют корпус 16 с установленным на нем фланцем 5 соосно с матрицей 1. Затем на собранную с корпусом 16 матрицу 1 надевают опрессовочный чехол 3, по периметру устанавливают уплотнение 4.
Работа устройства осуществляют следующим образом.
Собранное устройство помещают в автоклав 7 и подают давление рабочей жидкости. Под воздействием давления, передаваемого через опрессовочный чехол 3, массив сырой резины 6 равномерно распределяется по поверхности свода 8. Автоклав 7 выводят на рабочий режим, в процессе которого резиновый массив 6 образует неразъемное соединение с фланцем 5. При этом фланец 5 зафиксирован в положении, соосном наружной поверхности свода 8. После проведения режима отверждения снижают температуру и сбрасывают давление. Устройство извлекают из автоклава 7, демонтируют опрессовочный чехол 3 и уплотнение 4. Массив резины 6 с привулканизованным к нему фланцем 5 снимают с матрицы 1.
Использование изобретения позволяет повысить качество, сократить цикл подготовки производства и снизить затраты на изготовление теплозащитного покрытия твердотопливного ракетного двигателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 2009 |
|
RU2415289C1 |
| Способ изготовления теплозащитного покрытия передней крышки корпуса ракетного двигателя твердого топлива | 2016 |
|
RU2620481C1 |
| КОРПУС РДТТ | 2003 |
|
RU2244146C1 |
| Корпус ракетного двигателя твердого топлива | 2018 |
|
RU2722913C2 |
| Способ нанесения теплозащитного покрытия на наружную поверхность сварного силового корпуса | 2022 |
|
RU2801212C1 |
| Способ изготовления корпуса ракетного двигателя твердого топлива | 2015 |
|
RU2614422C2 |
| КОРПУС РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2013 |
|
RU2533594C1 |
| Способ нанесения теплозащитного покрытия на наружную поверхность корпусных изделий | 2015 |
|
RU2639417C1 |
| КОРПУС РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2528194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ С ТКАНЕВЫМ ЗАЩИТНО-КРЕПЯЩИМ СЛОЕМ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 2014 |
|
RU2554683C1 |
Изобретение относится к устройству для отверждения теплозащитного покрытия корпуса с фланцем. Техническим результатом является повышение качества изделия и сокращение цикла подготовки производства теплозащитного покрытия твердотопливного ракетного двигателя. Техническим результат достигается устройством для отверждения теплозащитного покрытия корпуса с фланцем, которое содержит форму, камеру и опрессовочный чехол из эластичного материала, средство фиксации положения фланца корпуса, состоящее из двух телескопически расположенных кольцевых элементов, один из которых, внутренний, скреплен с формой. При этом форма выполнена в виде подкрепленной ребрами жесткости тонкостенной оболочки из композиционного материала. Причем фланец корпуса жестко скреплен с наружным кольцевым элементом, соединенным с внутренним кольцевым элементом пропущенными через стенку формы шпильками, ограничивающими возможность перемещения наружного кольцевого элемента с фланцем корпуса в осевом и радиальном направлениях в заданных пределах. 6 ил.
Устройство для отверждения теплозащитного покрытия корпуса с фланцем, содержащее форму, камеру и опрессовочный чехол из эластичного материала, средство фиксации положения фланца корпуса, состоящее из двух телескопически расположенных кольцевых элементов, один из которых, внутренний, скреплен с формой, отличающееся тем, что форма выполнена в виде подкрепленной ребрами жесткости тонкостенной оболочки из композиционного материала, при этом фланец корпуса жестко скреплен с наружным кольцевым элементом, соединенным с внутренним кольцевым элементом пропущенными через стенку формы шпильками, ограничивающими возможность перемещения наружного кольцевого элемента с фланцем корпуса в осевом и радиальном направлениях в заданных пределах.
| УСТРОЙСТВО ДЛЯ ОТВЕРЖДЕНИЯ ДЕТАЛИ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2130382C1 |
| US 5348603 A, 20.09.1994 | |||
| RU 2000205 C1, 07.09.1993 | |||
| US 9200742 B2, 01.12.2015 | |||
| ГУСЕНИЧНЫЙ ПРИВОД ЦЕПНОГО ТЯГОВОГО ОРГАНАКОНВЕЙЕРА | 0 |
|
SU194620A1 |

