Изобретение относится к ракетно-космической технике, в частности к способам нанесения теплозащитного покрытия (ТЗП) на наружную поверхность корпусных изделий, а именно корпусов твердотопливных ракетных двигателей, обтекателей и головных частей ракет, в том числе гиперзвуковых летательных аппаратов.
Известен способ нанесения полимерного покрытия на тела вращения и устройство для его выполнения (патент РФ №2087208, МПК В05С 1/08; В05D 1/28).
Способ предусматривает нанесение полимерного покрытия на тела вращения путем накатки тела вращения на заготовку покрытия на подложке размером, выбранным равным размеру развертки поверхности тела вращения, с удельным давлением, обеспечивающим выдавливание излишков полимерной композиции. ТЗП наносят послойно при постоянной температуре с промежуточной выдержкой.
Недостатком данного способа является при использовании тканых материалов снижение прочностных характеристик в зоне стыка краев материала, а при нахлесте краев материала друг на друга - снижение точности по толщине. Способ приемлем для нанесения ТЗП на малоразмерные изделия конической и цилиндрической форм.
Способ является трудоемким, имеет длительный технологический процесс, что обусловлено ориентированием положения изделия относительно заготовки покрытия с использованием копиров, угольников и миллиметровой бумаги, нанесение ТЗП осуществляют за несколько проходов. Способ затруднителен при нанесении ТЗП на крупногабаритные изделия по причине необходимости в больших производственных помещениях и сложности обеспечения в них промышленной чистоты.
Ближайшим к изобретению по технической сущности является способ нанесения наружного теплозащитного покрытия (НТЗП) на металлическую конусную поверхность моделей для испытаний, заключающийся в выкраивании заготовки чехла размерами, соответствующими размерам развертки изделия с последующим сшиванием краев заготовки, ручной пропитке заготовки чехла и надевании на корпус изделия. Затем корпус с надетым чехлом помещают в матрицу, соответствующую геометрии изделия, для формования теплозащитного покрытия с последующим вакуумированием и полимеризацией. (Вестник ЮУрГУ. Серия «Машиностроение» №31. Выпуск 18, 2011; Технология нанесения теплозащитного покрытия на малоразмерные конические модели для испытаний в высокотемпературной аэродинамической трубе. Трофимов А.А., Гейнрих Н.И.; УДК 678.027.7.678.067, стр. 76-80).
Недостатками известного способа являются:
Изготовление чехла со швом. Наличие шва в окончательно сфоромированном ТЗП снижает абляционные свойства, снижает устойчивость покрытия к эрозионному уносу, затрудняет при формировании ТЗП достижение точности по толщине в зоне шва и, как следствие, снижает качество формирования ТЗП. Способ формирования ТЗП применим только для нанесения покрытия на наружную конусную или оживальную поверхность малоразмерных изделий, т.к. предусматривает применение жесткой обжимной матрицы, что не приемлемо при изготовлении НТЗП на изделиях цилиндрической формы и формы малой конусности, т.к. матрица, изготовленная под такие изделия, исключает возможность формования ТЗП ввиду своей геометрии рабочей поверхности, соответствующей геометрии изделия. Кроме того, для изготовления покрытия данным способом необходимо изготовление формообразующей матрицы, что существенно удорожает процесс изготовления изделий.
Задачей изобретения является повышение технологичности способа нанесения наружного теплозащитного покрытия на основе бесшовных заготовок в виде чехла, расширение технологических возможностей способа, повышение точности по толщине покрытия. Снижение затрат на осуществление способа.
Достигаемый технический результат:
Повышение абляционных свойств НТЗП за счет использования бесшовных заготовок в виде чехла. Расширение технологических возможностей, заключающихся в возможности нанесения ТЗП на наружную поверхность корпусных изделий конусной, оживальной формы, на поверхность корпусных изделий малой конусности, а также на поверхность изделий цилиндрической формы, как малоразмерных, так и крупногабаритных длинномерных изделий. Повышение качества и обеспечение равномерности покрытия по толщине.
Технический результат достигается тем, что в способе нанесения теплозащитного покрытия на наружную поверхность корпусных изделий, включающем изготовление заготовки в виде чехла, размеры внутренней поверхности которого соответствуют размерам наружной поверхности корпуса, нанесение путем надевания чехла на изделие, пропитку чехла связующим, уплотнение теплозащитного покрытия с последующей полимеризацией, чехол изготавливают бесшовным длиной, превышающей длину изделия на величину технологического припуска, торцы чехла закрепляют и фиксируют по всему периметру в зажимных кольцах, затем кольца раздвигают до придания чехлу формы оболочки с последующей их фиксацией и центрированием с осью корпусного изделия, после чего кольцо с чехлом, обращенное к торцу изделия, протягивают по наружной поверхности корпуса до полного надевания чехла на изделие. Уплотнение теплозащитного материала осуществляют установкой жестких цулаг по диаметру изделия на всю его длину.
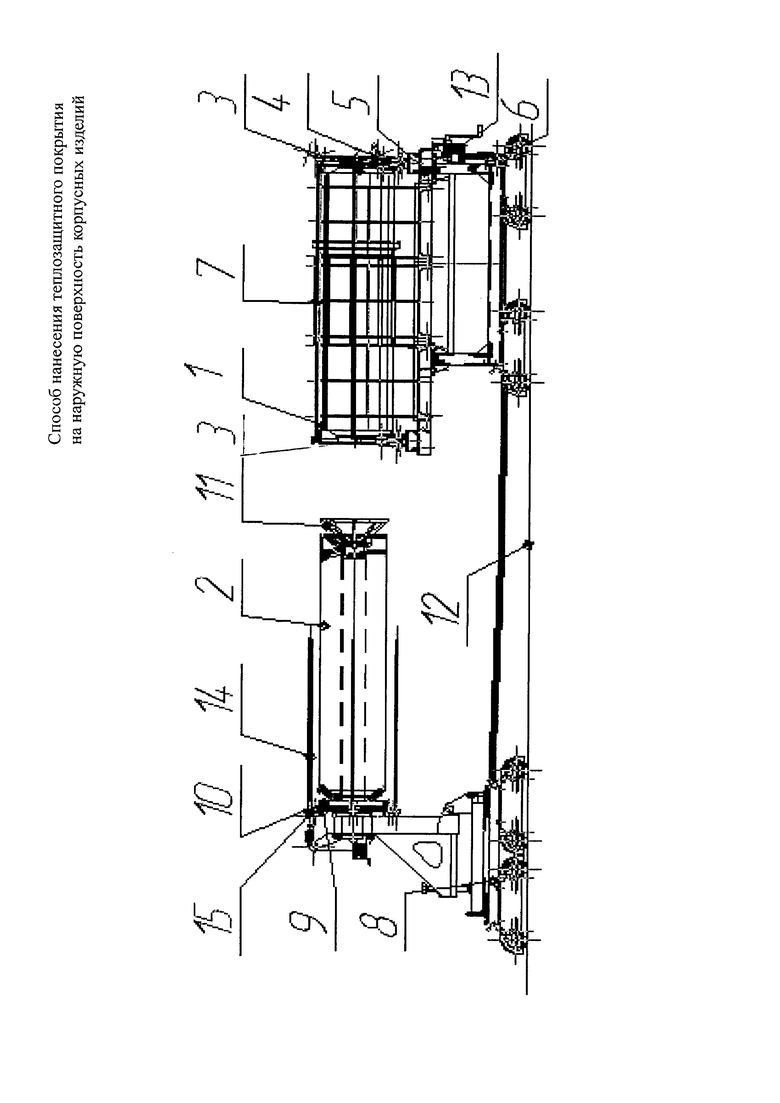
На чертеже представлен общий вид установки.
Способ осуществляется с использованием установки следующим образом.
Изготавливают бесшовную заготовку в виде чехла 1, например из материала многослойных кремнеземных тканей (МКТ) с размерами внутренней поверхности, соответствующими размерам наружной поверхности корпуса 2. Длина чехла превышает длину изделия на величину технологического припуска, необходимого для закрепления его в кольцах 3.
Торцы чехла 1 закрепляют и фиксируют по всему периметру в зажимных кольцах 3. Закрепление торцов чехла 1 может быть произведено следующим образом. По периметру торцов чехла 1 выполняют на равноудаленных расстояниях надрезы для возможности увеличения диаметра и закрепления в кольцах 3. Количество надрезов зависит от диаметра чехла 1. Торцы чехла 1 закрепляют посредством зубцов, выполненных на наружной поверхности кольца 3, и фиксируют двумя полукольцами при помощи болтового соединения (не показано). Зажимные кольца 3 устанавливают и фиксируют от проворота в вертикальной плоскости на регулируемых роликовых опорах 4, имеющих возможность продольно-поперечного перемещения по раме 5, закрепленной на тележке 6.
Кольца 3 на опорах 4 перемещают в противоположных направлениях, например вручную, до полной расправки чехла. Далее при помощи талрепов 7, устанавливаемых в кольца 3, окончательно растягивают чехол 1 до придания формы оболочки и фиксируют их в таком положении. На тележке 8 со смонтированной на ней стойкой с планшайбой 9 закрепляют консольно вал 10. На вал 10 устанавливают по фланцам корпус 2 и фиксируют его от осевых перемещений упором 11. Кольца 3 с закрепленным на них чехлом 1 в виде оболочки при помощи роликовых опор 4 центрируют относительно корпуса 2. Далее по направляющим 12 тележку 6 с кольцами 3 и закрепленным в них чехлом 1 в виде оболочки перемещают, например, лебедкой 13 в направлении тележки 9 с корпусом 2 до полного надевания чехла 1.
При нанесении НТЗП на длинномерное изделие кольцо 3, обращенное к свободному торцу корпуса 2, подсоединяют по всему его периметру к тягам 14 механизма перемещения 15, например винтового типа с ручным приводом, для гарантированного обеспечения равномерного усилия натяжения по периметру кольца 3 с целью исключения перекосов при протягивании его по наружной поверхности корпуса 2. По завершении операции надевания чехла 1 вал 10 и тяги 14 отсоединяют от планшайбы 9, тележку 6 и 8 разводят, демонтируют тяги 14 и талрепы 7. Чехол 1 на корпусе 2 пропитывают связующим, например, вручную, после чего на его поверхность устанавливают жесткие цулаги (не показаны), поджимают на расчетное усилие. Далее проводят процесс полимеризации, например, в аэродинамической печи. После чего демонтируют цулаги, демонтируют корпус 2, отправляют на механическую обработку.
Использование предложенного способа по сравнению с прототипом позволит повысить технологичность нанесения наружного теплозащитного покрытия, снизить трудоемкость изготовления и материальные затраты на изготовление технологической оснастки, с использованием одной установки наносить ТЗП на наружную поверхность крупногабаритных корпусных изделий разной длины и разной формы - конусной, малой конусности, оживальной и цилиндрической с обеспечением заданных параметров по качеству и толщине покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения теплозащитного покрытия на наружную поверхность сварного силового корпуса | 2022 |
|
RU2801212C1 |
| Устройство для отверждения теплозащитного покрытия корпуса с фланцем | 2020 |
|
RU2731222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ С ТКАНЕВЫМ ЗАЩИТНО-КРЕПЯЩИМ СЛОЕМ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 2014 |
|
RU2554683C1 |
| Способ нанесения слоистых теплозащитных композиционных материалов на крупногабаритные конструкции | 2022 |
|
RU2793800C1 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ТУРБИННОЙ ЛОПАТКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОФИЛЯ | 1993 |
|
RU2086775C1 |
| Способ защиты полых стеклянных сосудов от механических повреждений | 1972 |
|
SU602107A3 |
| СПУСКАЕМЫЙ КОСМИЧЕСКИЙ АППАРАТ | 1993 |
|
RU2092406C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕХЛОВ | 2005 |
|
RU2300656C2 |
| ОПРАВКА ДЛЯ НАНЕСЕНИЯ ЭЛАСТИЧНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ КОРПУСА | 2013 |
|
RU2518774C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2185285C2 |
Изобретение относится к ракетно-космической технике, в частности к способам нанесения теплозащитного покрытия на наружную поверхность корпусных изделий, а именно, корпусов твердотопливных ракетных двигателей, обтекателей и головных частей ракет, в том числе гиперзвуковых летательных аппаратов. Способ нанесения теплозащитного покрытия на наружную поверхность включает изготовление заготовки в виде чехла, размеры внутренней поверхности которого соответствуют размерам наружной поверхности корпуса, нанесение путем надевания чехла на изделие, пропитку чехла связующим и уплотнение теплозащитного покрытия с последующей полимеризацией. Чехол изготавливают бесшовным длиной, превышающей длину изделия на величину технологического припуска. Торцы чехла закрепляют и фиксируют по всему периметру в зажимных кольцах. Зажимные кольца раздвигают до придания формы оболочки с последующей их фиксацией и центрированием с осью корпусного изделия. Затем кольцо с чехлом, обращенное к торцу изделия, протягивают по наружной поверхности корпуса до полного надевания чехла на изделие. Изобретение позволяет повысить технологичность нанесения теплозащитного покрытия на наружную поверхность крупногабаритных корпусных изделий. 1 з.п. ф-лы, 1 ил.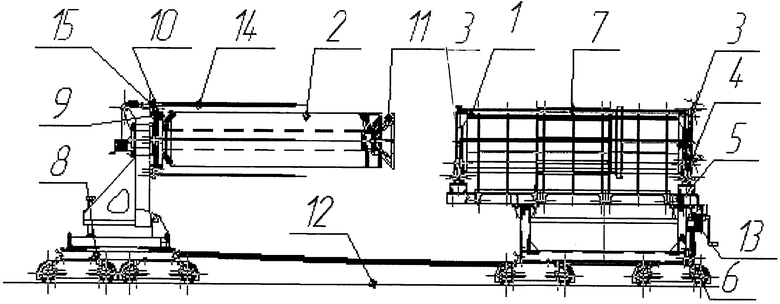
1. Способ нанесения теплозащитного покрытия на наружную поверхность корпусных изделий, включающий изготовление заготовки в виде чехла, размеры внутренней поверхности которого соответствуют размерам наружной поверхности корпуса, нанесение путем надевания чехла на изделие, пропитку чехла связующим, уплотнение теплозащитного покрытия с последующей полимеризацией, отличающийся тем, что чехол изготавливают бесшовным длиной, превышающей длину изделия на величину технологического припуска, торцы чехла закрепляют и фиксируют по всему периметру в зажимных кольцах, затем кольца раздвигают до придания формы оболочки с последующей их фиксацией и центрированием с осью корпусного изделия, после чего кольцо с чехлом, обращенное к торцу изделия, протягивают по наружной поверхности корпуса до полного надевания чехла на изделие.
2. Способ по п. 1, отличающийся тем, что уплотнение теплозащитного материала осуществляют установкой жестких цулаг по диаметру изделия на всю его длину.
| 0 |
|
SU156751A1 | |
| СПОСОБ НАНЕСЕНИЯ ЭЛАСТИЧНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ КОРПУСА | 2003 |
|
RU2256813C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2010 |
|
RU2453720C1 |
| Устройство для определения собственных параметров резонирующих тел | 1985 |
|
SU1319823A1 |
| СПОСОБ ОБРАЗОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 1994 |
|
RU2064600C1 |

