Изобретение относится к технологии изготовления теплозащитного покрытия (ТЗП) крышки передней с кольцевой вставкой корпуса ракетного двигателя на твердом топливе (РДТТ).
Известен способ изготовления изделий из эластичных, например, резиновых смесей (к которым относится нанесение теплозащитного покрытия), заключающийся в прессовании разогретого материала через литниковый канал в оформляющую полость пресс-формы (см. И.М. Буланов, В.В. Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов: Учебник для вузов. - М.: Изд-во МГТУ им. Н.Э. Баумана, 1998, стр. 165-168).
Этот способ применим для формования большого количества малогабаритных изделий сложной геометрии. К недостаткам данного способа можно отнести небольшие размеры формуемых деталей, сложность изготовления матрицы и высокое давление внутри камеры, что неприемлемо при изготовлении теплозащитного покрытия (ТЗП) крышки передней с предварительно установленной кольцевой вставкой из композитного материала из-за возможности разрушения вставки потоками резиновой смеси, нагнетаемой в пресс-форму в один этап при давлении порядка 6,0 МПа.
Задачей данного изобретения является изготовление передней крышки корпуса РДТТ с обеспечением требований к геометрии наружного профиля и качеству поверхности, по монолитности и сплошности покрытия, целостности кольцевой вставки.
Технический результат заключается в повышении качества изготовления ТЗП передней крышки корпуса РДТТ.
Технический результат достигается тем, что в способе изготовления теплозащитного покрытия передней крышки корпуса РДТТ, содержащей кольцевую вставку из композиционного материала, разделяющую теплозащитное покрытие на центральную и периферийные части, включающий заполнение пресс-формы с установленной в ней крышкой разогретой резиновой смесью через литниковые каналы матрицы пресс-формы. Сначала производят заполнение через направленные к центральной части крышки литниковые каналы матрицы, исключающие проход резиновой смеси к периферийной части крышки, формуя теплозащитное покрытие в центральной части крышки с посадочной поверхностью под кольцевую вставку, затем извлекают матрицу из пресс-формы и устанавливают кольцевую вставку, после чего производят заполнение через направленные к периферийной части крышки литниковые каналы другой матрицы, формуя теплозащитное покрытие остальной поверхности крышки.
На фиг. 1 изображена крышка передняя 1 с теплозащитным покрытием 2 и установленной кольцевой вставкой 3.
На фиг. 2 изображена крышка передняя 1 в пресс-форме 4 с установленной матрицей 5 для первого этапа шнекования и литниковыми каналами 6.
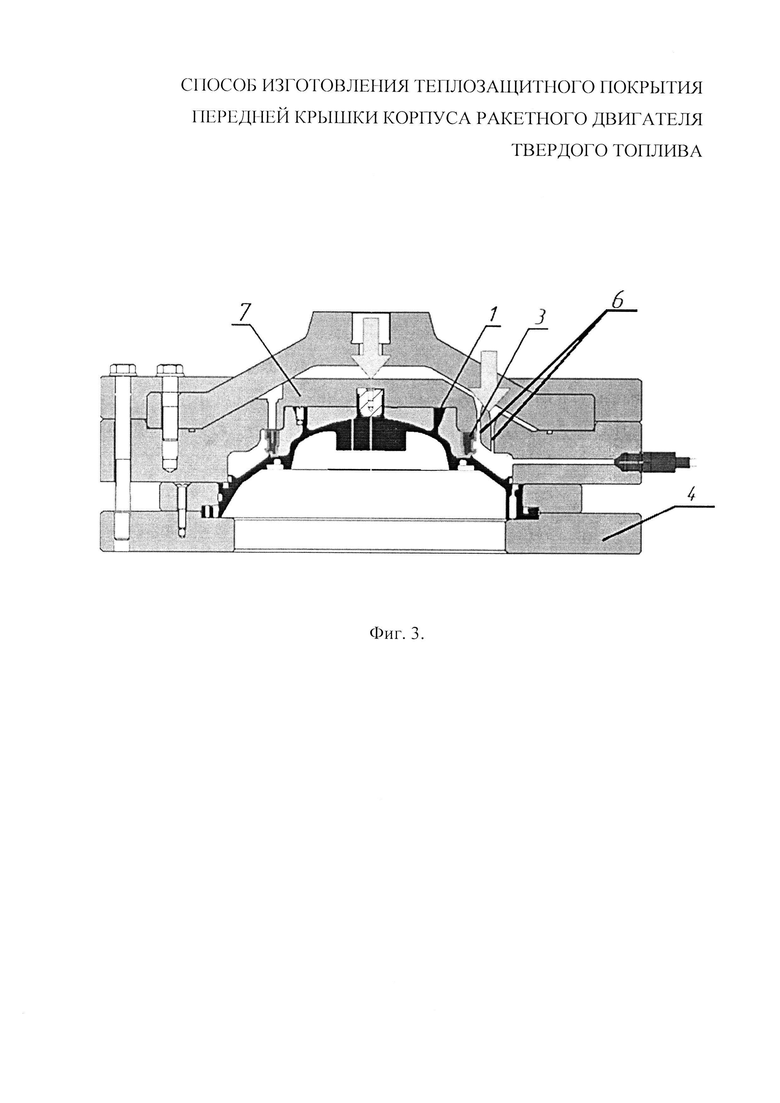
На фиг. 3 изображена крышка передняя 1 в пресс-форме 4 с установленной матрицей 7 для второго этапа шнекования, литниковыми каналами 6 и установленной кольцевой вставкой 3.
Способ осуществляют следующим образом.
На предварительно подготовленную поверхность крышки передней 1 (фиг. 2) наносят систему клеев горячего отверждения. В пресс-форму 4 устанавливают крышку 1 и матрицу 5 для первого этапа шнекования. Пресс-форму 4 разогревают до температуры 90±5°C для создания оптимальных условий перетекания резиновой смеси при заполнении формы.
Пресс-форму 4 перемещают к шнек-прессу (на фиг. не показан) и проводят первый этап шнекования, при этом резиной заполняется центральная часть до выхода резины из литников и достижения давления 65 кгс/см2. Затем проводят режим термообработки в печи (на фиг. 2 не показана), после которого получается профильное ТЗП с отформованной поверхностью под установку кольцевой вставки 3.
Для проведения второго этапа шнекования пресс-форму 4 извлекают из печи, частично демонтируют, устанавливают на отформованную поверхность ТЗП кольцевую вставку 3 (фиг. 3) с нанесенными на соответствующие поверхности антиадгезивом и клеями горячего отверждения.
Затем собирают пресс-форму 4 с матрицей 7 для второго этапа шнекования. После разогрева пресс-формы 4 шнекуют периферийную часть ТЗП. При выходе резины из литников шнекование прекращают. Проводят окончательную вулканизацию покрытия (термообработку в печи).
После вулканизации получается ТЗП прочноскрепленное с поверхностью металла крышки и кольцевой вставкой, монолитное, с обеспечением целостности кольцевой вставки, с заданными требованиями к физико-механическим характеристикам и к внешнему виду наружной поверхности.
Практическое применение данного метода подтвердило технологичность рассматриваемого способа изготовления ТЗП крышки передней с кольцевой вставкой, что позволяет говорить о применении передовых технологий - нанесении ТЗП в два этапа. Предложенная технология позволяет изготавливать ТЗП крышки передней корпуса РДТТ с композитными вставками с обеспечением сложного геометрического профиля покрытия, целостностью кольцевой вставки, заданными физико-механическими и адгезионными характеристиками, а также снижает трудоемкость и стоимость изготовления изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Корпус ракетного двигателя на твёрдом топливе | 2019 |
|
RU2727216C1 |
| КОРПУС РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА И РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА | 2009 |
|
RU2408791C1 |
| Способ изготовления эластичной манжеты корпуса ракетного двигателя на твёрдом топливе | 2018 |
|
RU2708732C1 |
| Устройство для отверждения теплозащитного покрытия корпуса с фланцем | 2020 |
|
RU2731222C1 |
| КОРПУС РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2013 |
|
RU2533594C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ С ТКАНЕВЫМ ЗАЩИТНО-КРЕПЯЩИМ СЛОЕМ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 2014 |
|
RU2554683C1 |
| ОТРАЖАТЕЛЬ ГАЗОВОГО ПОТОКА ПРОДУКТОВ СГОРАНИЯ РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 2017 |
|
RU2715447C2 |
| ЗАРЯД, СКРЕПЛЕННЫЙ С КОРПУСОМ РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 2001 |
|
RU2192554C1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЕВОГО ПРЕССОВАНИЯ | 2007 |
|
RU2351472C1 |
| Способ изготовления скрепленного с корпусом заряда смесевого ракетного твердого топлива формованием свободным литьем | 2016 |
|
RU2657077C1 |

При изготовлении теплозащитного покрытия передней крышки корпуса ракетного двигателя твердого топлива, содержащей кольцевую вставку из композиционного материала, разделяющую теплозащитное покрытие на центральную и периферийные части, осуществляют заполнение пресс-формы с установленной в ней крышкой разогретой резиновой смесью через литниковые каналы матрицы пресс-формы. Сначала производят заполнение через направленные к центральной части крышки литниковые каналы матрицы, исключающие проход резиновой смеси к периферийной части крышки, формуя теплозащитное покрытие в центральной части крышки с посадочной поверхностью под кольцевую вставку. Затем извлекают матрицу из пресс-формы и устанавливают кольцевую вставку. После чего производят заполнение через направленные к периферийной части крышки литниковые каналы другой матрицы, формуя теплозащитное покрытие остальной поверхности крышки. Изобретение позволяет повысить качество и снизить трудоемкость изготовления теплозащитного покрытия передней крышки корпуса ракетного двигателя. 3 ил.
Способ изготовления теплозащитного покрытия передней крышки корпуса ракетного двигателя твердого топлива, содержащей кольцевую вставку из композиционного материала, разделяющую теплозащитное покрытие на центральную и периферийные части, включающий заполнение пресс-формы с установленной в ней крышкой разогретой резиновой смесью через литниковые каналы матрицы пресс-формы, отличающийся тем, что сначала производят заполнение через направленные к центральной части крышки литниковые каналы матрицы, исключающие проход резиновой смеси к периферийной части крышки, формуя теплозащитное покрытие в центральной части крышки с посадочной поверхностью под кольцевую вставку, затем извлекают матрицу из пресс-формы и устанавливают кольцевую вставку, после чего производят заполнение через направленные к периферийной части крышки литниковые каналы другой матрицы, формуя теплозащитное покрытие остальной поверхности крышки.
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ЗАГЛУШКИ С ФЛАНЦЕМ ДЛЯ СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ | 2004 |
|
RU2267402C1 |
| И.М.БУЛАНОВ и др., Технология ракетных и аэрокосмических конструкций из композиционных материалов, Москва, МГТУ им | |||
| Н.Э.Баумана, 1998, стр | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ЗАГЛУШКИ С ФЛАНЦЕМ ДЛЯ СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ | 2011 |
|
RU2459105C1 |
| US 3866792 A, 18.02.1975 | |||
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА ДЛЯ РЕАКТИВНОГО СНАРЯДА, СПОСОБ ИЗГОТОВЛЕНИЯ ДЛЯ СОПЛОВОГО БЛОКА РАКЕТНОГО ДВИГАТЕЛЯ ВКЛАДЫШЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ВКЛАДЫШЕЙ СОПЛОВОГО БЛОКА РАКЕТНОГО ДВИГАТЕЛЯ | 1996 |
|
RU2104405C1 |

