Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к производству труб, изготовленных из сплава на основе никеля, в частности из таких сплавов, как сплав 625, для достижения высокой прочности и получения тонкодисперсной и однородной микроструктуры, а также к способу их производства.
Предшествующий уровень техники настоящего изобретения
Трубопроводы для транспортировки веществ, таких, например, как нефть и газ, добытых из скважины, как правило, эксплуатируются в жестких условиях, таких, например, как высокое давление и нагрузки. Трубы, используемые в глубоких скважинах в условиях НРНТ (с высоким давлением и температурой), должны быть изготовлены из высокопрочных материалов, обладающих улучшенными свойствами, например, коррозионной стойкостью и однородностью микроструктуры, в противном случае трубы будут разрушены.
Ввиду сказанного, к тем сплавам, которые пригодны для эксплуатации в таких средах, относятся сплавы, содержащие никель. Среди нескольких доступных сплавов на основе никеля особенно пригодным является сплав 625, который подходит для использования в материалах, выдерживающих условия НРНТ, однако сплав 625 обладает слабыми свойствами холодного формования, что усложняет производство длинных труб.
Заинтересованность в производстве высокопрочных труб, включая трубы, изготовленные из сплавов на основе никеля, отображена, например, в патенте США №8479549 В1, который относится к способу изготовления холоднодеформированных центробежнолитых трубчатых изделий высокой прочности. Из внутреннего диаметра трубчатой заготовки, отлитой из коррозионно-стойкого сплава, удаляют материал, а затем посредством обработки металлов давлением уменьшают толщину стенок трубчатой заготовки. Если обработка металлов давлением представляет собой ротационное выдавливание труб, толщина стенок заготовки может быть уменьшена за несколько пропусков, поскольку заготовка не рассчитана на значительное вытягивание за один пропуск, поэтому постепенное уменьшение толщины стенок может быть выполнено за счет последующих пропусков ротационного выдавливания.
Поскольку предел текучести полученных труб связан с уменьшением толщины, достигаемым во время холодной обработки, предел текучести в целом связан со степенью уменьшения толщины, достигаемой способами изготовления труб. Поэтому было бы целесообразным изготавливать трубы, в которых можно добиться высоких значений уменьшения толщины, чтобы придать трубам высокий предел текучести и равномерную микроструктуру, делая их особенно пригодными для эксплуатации в средах с условиями НРНТ.
Краткое раскрытие настоящего изобретения
Трубы, изготовленные из сплавов на основе никеля, и способ их изготовления, раскрытые в настоящем изобретении, предназначены для устранения недостатков труб и способов, известных из уровня техники.
В соответствии с первым аспектом настоящее изобретение относится к способу изготовления трубы из сплава на основе никеля. Способ предусматривает следующие стадии:
а) горячая обработка отливки из сплава на основе никеля с получением заготовки предварительно трубчатой формы или цилиндрической болванки;
б) трепанирование цилиндрической болванки или механическая обработка внутреннего диаметра заготовки предварительно трубчатой формы с получением трубчатой заготовки;
в) холодная обработка трубчатой заготовки.
Заготовка предварительно трубчатой формы представляет собой трубу или заготовку трубчатой формы, механически обработанную или соответствующим образом адаптированную для достижения конечных размеров трубы, причем цилиндрическая болванка представляет собой болванку с округлым поперечным сечением, например, круглой или овальной формы.
В ходе горячей обработки отливку из сплава на основе никеля пластично деформируют с получением заготовки предварительно трубчатой формы или цилиндрической болванки, подвергая при этом изменениям микроструктуру и, как следствие, свойства отливки.
Форма отливки из сплава на основе никеля может напоминать, например, кроме прочего, слиток или болванку. Ее форма может представлять собой правильную или неправильную геометрическую форму, например прямоугольную призму, шестиугольную призму, круглую призму, цилиндр и т.п.
Для того чтобы обработка была эффективной, отливку из сплава на основе никеля нагревают до температуры, предпочтительно превышающей температуру рекристаллизации. Затем отливку подвергают пластической деформации для улучшения ее механических свойств с целью изготовления труб удлиненной формы с высокой прочностью и стенок уменьшенной толщины (т.е. тонких).
Во внутренней структуре отливки, как правило, присутствуют переменные пустоты, зерна разных размеров и сегрегации в сплаве на основе никеля, возникающие во время ее литья. Таким образом, во время литья разные температуры, действующие по всему материалу, вместе с действием силы тяжести способствуют образованию равномерной внутренней структуры в виде указанных пустот, зерен разного размера и формы, а также макро- и/или микросегрегаций компонентов сплава.
В ходе горячей обработки микроструктура полученной в результате заготовки или болванки становится равномерной. Поэтому благодаря горячей обработке внутри отливка спрессовывается, вызывая изменения получаемой микроструктуры. В частности, заготовка или болванка может рекристаллизоваться, то есть может быть образована новая внутренняя структура из кристаллов, формирующая мелкие зерна, способствующие усовершенствованию механических свойств в результате снятия внутренних напряжений за счет деформации. Следствием горячей обработки является высокая пластичность заготовки или болванки, а также то, что за один пропуск в холодном состоянии можно добиться большего уменьшения толщины.
Результат воздействия горячей обработки на микроструктуру можно оценить по степени деформации. Степень деформации определяется как отношение исходного поперечного сечения отливки или заготовки к ее поперечному сечению после горячей обработки. Преимущественно при степени деформации, равной 3 или более, будет достигнуто увеличение вязкости и предела прочности на разрыв заготовки или болванки в продольном направлении.
Посредством процесса высверливания или трепанирования удаляют часть болванки с образованием отверстия, которое, в целом, проходит через всю болванку. Удаленная часть может по существу соответствовать центральной части по меньшей мере одного торца или стороны болванки. В случае заготовки предварительно трубчатой формы механической обработке будет подвергаться ее внутренний диаметр.
После трепанирования болванки или механической обработки внутреннего диаметра заготовки предварительно трубчатой формы получают трубчатую заготовку.
За счет холодной обработки уменьшают толщину стенок секции или участка трубчатой заготовки для увеличения длины изготавливаемой трубы. Таким образом, в ходе обработки происходит перераспределение материала: часть сплава, удаляемая из заготовки в радиальном направлении, которая обычно соответствует стенкам изготавливаемой трубы, прибавляется к заготовке в осевом направлении. Поперечное сечение уменьшается, а длина трубопровода или трубы увеличивается.
Поскольку заготовка или болванка была подвержена горячей обработке, ее в значительной степени тонкодисперсная внутренняя структура создает лучшие условия - в сравнении с условиями, создаваемыми отливкой до горячей обработки, - для холодной обработки. Как следствие, степень уменьшения толщины может быть больше, чем без выполнения горячей обработки. Уменьшение толщины напрямую связано с достигаемым пределом текучести и длиной трубы.
В соответствии с предпочтительными вариантами осуществления настоящего изобретения способ дополнительно предусматривает г) литье отливки из сплава на основе никеля. Кроме того, в соответствии с этими вариантами осуществления литье отливки из сплава на основе никеля - стадия г) - выполняют до горячей обработки отливки из сплава на основе никеля с образованием цилиндрической болванки или заготовки предварительно трубчатой формы - стадия а).
В соответствии с некоторыми вариантами осуществления для литья отливки, подвергаемой горячей обработке, сплав на основе никеля расплавляют и заливают в литейную форму. Размеры полученной отливки, как продольные, так и поперечные, или ее диаметр, задают максимальные размеры трубы, которые могут быть получены, так как сплав на основе никеля в отливке будет перераспределен для формирования трубы, даже несмотря на то, что часть указанного сплава может быть потеряна во время изготовления трубы, например во время трепанирования, механической или холодной обработки заготовки. Следовательно, количество сплава, необходимое для литья, зависит от размеров изготовляемой трубы.
В соответствии с предпочтительными вариантами осуществления сплав на основе никеля представляет собой сплав, содержащий по меньшей мере никель и хром. Также, в соответствии с предпочтительными вариантами осуществления, сплав на основе никеля представляет собой сплав 625.
При использовании определенных сплавов на основе никеля, например сплава 625 - соответствующего характеристикам UNS N06625, - трубы, изготовленные посредством осуществления способа, описанного в настоящем документе, характеризуются высоким пределом текучести. Таким образом, вдобавок к высокому пределу текучести, достигаемому благодаря способу изготовления трубы, раскрытому в настоящем документе, труба может характеризоваться даже еще большим пределом текучести, обеспечиваемым свойствами сплава 625.
В соответствии с предпочтительными вариантами осуществления настоящего изобретения горячая обработка предполагает одно из указанного далее: прокатка, ковка и их комбинация.
Прокатка отливки из сплава на основе никеля позволяет добиться равномерной внутренней структуры отливки по таким параметрам, кроме прочего, как размер зерен, пористость, пустоты. На прокатных станах отливку, в которой, как правило, зерна внутри больше, чем на поверхности - в части, контактирующей с литейной формой, - пластически деформируют. Прокатанная заготовка может иметь множество разных форм, например она может быть, кроме прочего, цилиндрической, прямоугольной, листообразной. Для пластической деформации отливки, например болванки или слитка, могут быть использованы известные из уровня техники непрерывные или реверсивные прокатные станы.
На стадии горячей обработки отливка из сплава на основе никеля также может подвергаться ковке, когда на зафиксированную - что, впрочем, необязательно - клещами, прутками или чем-то подобным отливку ударно воздействуют молотом или штампом для ее деформации. Ковка может выполняться пользователем (например, кузнецом) или станком (например, свободная ковка). Также для деформации отливки можно использовать станки ротационной ковки.
Целесообразно выполнять процесс ковки постепенно (т.е. посредством последовательных воздействий, каждое из которых приводит к небольшой деформации), чтобы деформации вызывали кристаллизацию без образования трещин.
В некоторых случаях прокатка и ковка отливки могут выполняться последовательно.
В соответствии с некоторыми вариантами осуществления настоящего изобретения способ дополнительно предусматривает д) закалку на твердый раствор болванки или заготовки при температуре от 870°С до 1010°С (предельные значения включены в диапазон возможных значений).
Для снижения твердости болванки или заготовки и повышения ее пластичности болванку или заготовку можно подвергнуть закалке на твердый раствор. Более того, закалка на твердый раствор также способна снизить внутренние напряжения в болванке или заготовке. Для этого болванку или заготовку нагревают до температуры, превышающей ее температуру рекристаллизации, в течение некоторого времени ее выдерживают при температуре, превышающей указанную температуру рекристаллизации, а затем быстро охлаждают (например, посредством водной закалки).
В соответствии с некоторыми вариантами осуществления настоящего изобретения стадию д) выполняют на заготовке предварительно трубчатой формы или на цилиндрической болванке, то есть стадия закалки на твердый раствор может быть проведена после горячей обработки отливки и перед трепанированием болванки или механической обработки заготовки предварительно трубчатой формы, тем самым добиваясь еще большего увеличения пластичности, получаемой посредством пластической деформации.
В соответствии с некоторыми вариантами осуществления стадию д) выполняют на трубчатой заготовке, то есть после трепанирования и перед холодной обработкой, поскольку с увеличением пластичности эффективность уменьшения толщины стенок и увеличения длины трубчатого изделия в ходе холодной обработки может повышаться, тем самым делая возможным большее уменьшение толщины за один пропуск.
После холодной обработки предел текучести полученной трубы может превышать 960 МПа, что обуславливается уменьшением толщины стенок во время холодной обработки.
Поскольку во время холодной обработки в заготовке могут возникать напряжения, стадию закалки на твердый раствор можно также выполнять после холодной обработки, чтобы тем самым снять, по меньшей мере частично, эти внутренние напряжения. В этом случае предел текучести будет ниже, то есть предел текучести трубы будет находиться в диапазоне от 415 МПа до 750 МПа, однако зерна будут более мелкими, а микроструктура станет еще более равномерной.
Такое уменьшение размера зерен и повышение равномерности микроструктуры можно регулировать: размер зерен после закалки на твердый раствор может находиться в диапазоне от 15 микрон до 75 микрон за счет регулировки значений рабочей температуры, чтобы результат приведенной ниже формулы составлял 2-6:
Red*9-exp(100/T);
где Red-уменьшение толщины в результате холодной обработки в процентах - от 0 до 1; Т - температура в градусах Цельсия.
В соответствии с предпочтительными вариантами осуществления настоящего изобретения холодная обработка предусматривает одно из следующего: ротационное выдавливание и прокатку на пилигримовом стане.
В соответствии с вариантами осуществления, где холодная обработка предусматривает ротационное выдавливание, станок ротационного выдавливания, содержащий, кроме прочего, оправку и несколько валков, как правило три или четыре валка, уменьшает толщину стенок заготовки и удлиняет заготовку. Трубчатую заготовку могут подвергать прямому ротационному выдавливанию или реверсивному ротационному выдавливанию.
Трубчатую заготовку закрепляют на оправке через отверстие, например, сформованное на стадии б) трепанирования или механической обработки. После закрепления заготовки ее можно перемещать с помощью оправки в направлении движения валков. Валки давят на заготовку в осевом, продольном и тангенциальном направлении. Сжимающее усилие, действующее в радиальном направлении, приводит к уменьшению толщины стенок, что в сочетании с усилиями, действующими в других направлениях, приводит к увеличению длины заготовки или трубы.
За счет ротационного выдавливания можно улучшить зернистую структуру трубчатой заготовки или трубы, улучшая равномерность внутренней структуры во всей заготовке, тем самым улучшив ее механические свойства.
В соответствии с вариантами осуществления, в которых холодная обработка предусматривает прокатку на пилигримовом стане, пилигримовый стан может изменять форму заготовки с получением удлиненной трубы с более тонкими стенками. Кольцевой калибр стана, который может иметь кольцевую форму, сжимает заготовку в радиальном направлении и, как следствие, уменьшает ее внешний диаметр. Оправка, которая может использоваться для закрепления заготовки через отверстие в заготовке, сформированное, например, на стадии б) трепанирования или механической обработки, перемещает и вращает заготовку, а также может приводить к изменению формы внутреннего диаметра заготовки или трубы.
Оправка последовательно подает и вращает заготовку, в то время как два кольцевых калибра деформируют заготовку, тем самым приводя к уменьшению как внешнего диаметра, так и толщины стенок. Сначала заготовка вращается резко (т.е. с большими изменениями угла, например, приблизительно 60°) для деформирования сечения, обрабатываемого в это время калибрами, а затем вращение становится плавным (т.е. с небольшими изменениями угла, например, приблизительно 20°) для подгонки формы сечения с получением полированного круглого сечения, то есть по существу округленного внешнего диаметра.
Прокатка на пилигримовом стане представляет собой полунепрерывный процесс, который особенно эффективен в крупносерийном производстве. Скорость подачи трубчатой заготовки при движении вперед может составлять от 2 мм/с до 50 мм/с (предельные значения включены в диапазон возможных значений), при этом скорость подачи или скорость движения вперед на станке ротационного выдавливания может составлять от 0,5 мм/с до 10 мм/с (предельные значения включены в диапазон возможных значений). Несмотря на то, что скорость подачи на станке ротационного выдавливания может быть ниже, чем на пилигримовом стане, для изготовления трубы ротационным выдавливанием может понадобиться меньшее количество пропусков.
В соответствии с некоторыми вариантами осуществления настоящего изобретения ротационное выдавливание или прокатка на пилигримовом стане позволяет, по меньшей мере, уменьшить толщину стенок заготовки на 35-50% (предельные значения включены в диапазон возможных значений).
В соответствии с некоторыми вариантами осуществления настоящего изобретения ротационное выдавливание или прокатка на пилигримовом стане позволяет, по меньшей мере, уменьшить толщину стенок трубчатой заготовки на 50-75% (предельные значения включены в диапазон возможных значений).
В соответствии с некоторыми вариантами осуществления холодная обработка предусматривает ротационное выдавливание, а ротационное выдавливание позволяет, по меньшей мере, уменьшить толщину стенок на 70% за один пропуск.
Благодаря механическим свойствам, достигнутым после выполнения некоторых процессов или стадий некоторых вариантов осуществления настоящего изобретения, заготовка может выдерживать уменьшение толщины стенок на 65-70% (предельные значения включены в диапазон возможных значений) за один пропуск по сравнению с исходной толщиной, то есть толщиной стенок до ротационного выдавливания и после трепанирования или механической обработки заготовки. Исходная толщина стенок рассчитывается как разница между внешним диаметром и внутренним диаметром до холодной обработки заготовки. Процентное значение уменьшения толщины стенок рассчитывается делением разницы между толщиной стенок после уменьшения толщины и до уменьшения толщины на исходную толщину.
Благодаря такому уменьшению обработка заготовки на станке ротационного выдавливания занимает меньше времени и требуется меньшее количество пропусков для достижения требуемой толщины. Этот факт представляет еще большую важность, учитывая, что в ходе холодной обработки после каждого пропуска или деформации постепенно снижается пластичность заготовки, что, в свою очередь, увеличивает усилия, необходимые для дальнейшей деформации заготовки.
При уменьшении толщины в ходе холодной обработки более чем на 35% предел текучести может составлять более 960 МПа; в целом чем больше уменьшение толщины стенок, тем больше будет предел текучести.
Другой аспект настоящего изобретения относится к трубам из сплава на основе никеля, изготовленным способом, описанным выше со ссылкой на первый аспект настоящего изобретения.
Труба характеризуется перечисленными ниже параметрами:
- внешним диаметром, который больше или равен 60,3 мм, предпочтительно больше или равен 88,9 мм, и предпочтительно больше или равен 114,3 мм; и
- средней толщиной стенок, которая больше или равна 2,8 мм и меньше или равна 70 мм, предпочтительно больше или равна 5 мм, предпочтительно больше 8 мм.
Труба также может характеризоваться длиной, превышающей 5 м. В соответствии с некоторыми вариантами осуществления длина трубы больше или равна 10 м, а в некоторых случаях даже больше 12 м.
В соответствии с некоторыми вариантами осуществления настоящего изобретения труба изготовлена из сплава на основе никеля, содержащего по меньшей мере никель и хром. Предпочтительно сплав на основе никеля представляет собой сплав 625.
В соответствии с некоторыми вариантами осуществления труба характеризуется микроструктурой с зернами, средний размер которых больше или равен 15 микрон и меньше или равен 75 микрон.
Средний размер зерен измеряется в соответствии со стандартом ASTM Е112, который регламентирует способ определения среднего размера зерен металлов.
В соответствии с некоторыми вариантами осуществления настоящего изобретения предел текучести трубы больше или равен 415 МПа и меньше или равен 750 МПа. В соответствии с некоторыми вариантами осуществления предел текучести трубы превышает 750 МПа, предпочтительно превышает 960 МПа.
Если предел текучести трубы находится в диапазоне от 415 МПа до 750 МПа, труба имеет большую сопротивляемость коррозии, что представляет преимущество в средах с высоким содержанием сероводорода. Труба с более высоким пределом текучести, например больше 960 МПа, меньше устойчива к коррозии, но обладает более высокой механической прочностью, что необходимо для эксплуатации под действием высокого давления.
Краткое описание фигур
Далее описание приводится со ссылками на фигуры, которые помогут лучше понять сущность настоящего изобретения. Указанные фигуры образуют неотъемлемую часть описания и наглядно иллюстрируют вариант осуществления настоящего изобретения, не ограничивающего его объем, а приведенного исключительно в качестве примера того, как настоящее изобретение может быть реализовано. На фигурах показано следующее.
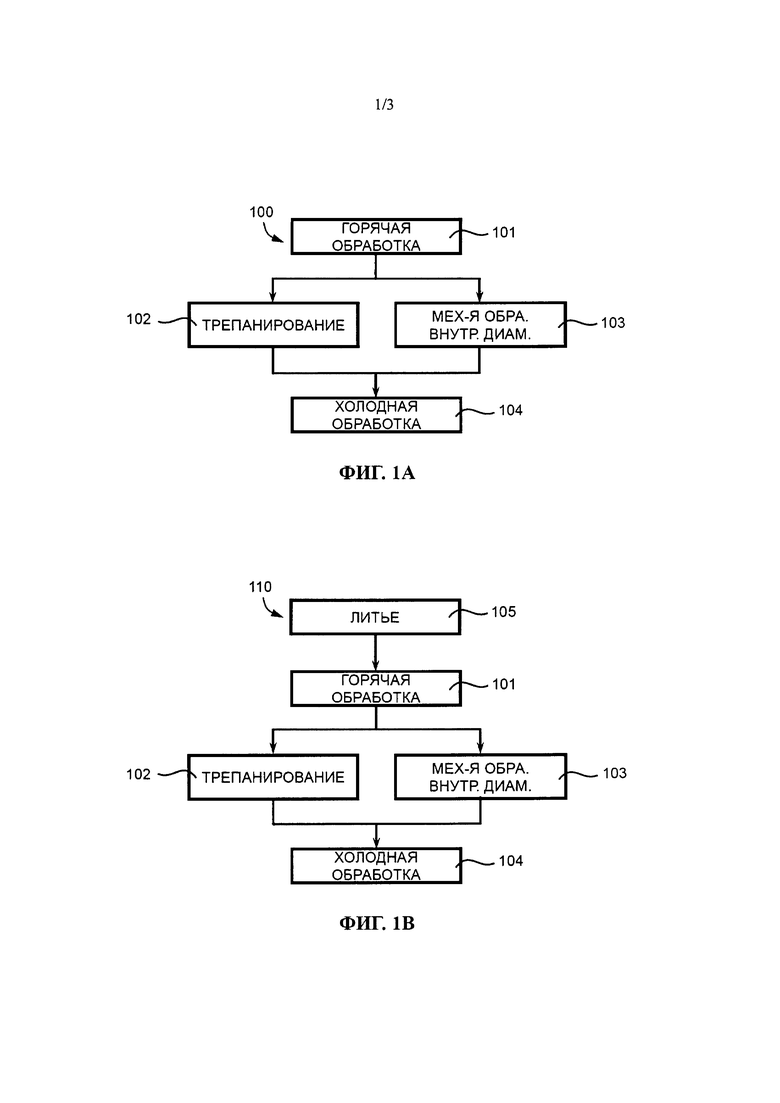
На фиг. 1А и 1В показаны блок-схемы способов в соответствии с некоторыми вариантами осуществления настоящего изобретения.
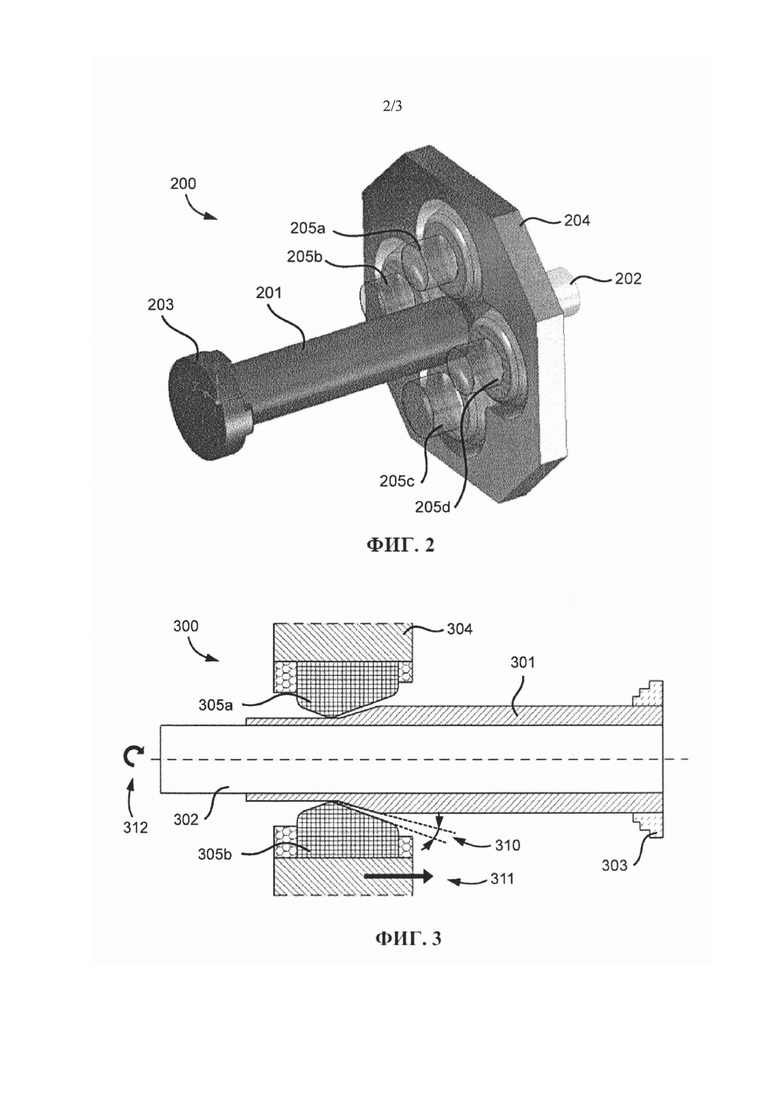
На фиг. 2 показан станок ротационного выдавливания, который может использоваться для холодной обработки в соответствии с некоторыми вариантами осуществления настоящего изобретения.
На фиг. 3 показан другой вид станка ротационного выдавливания.
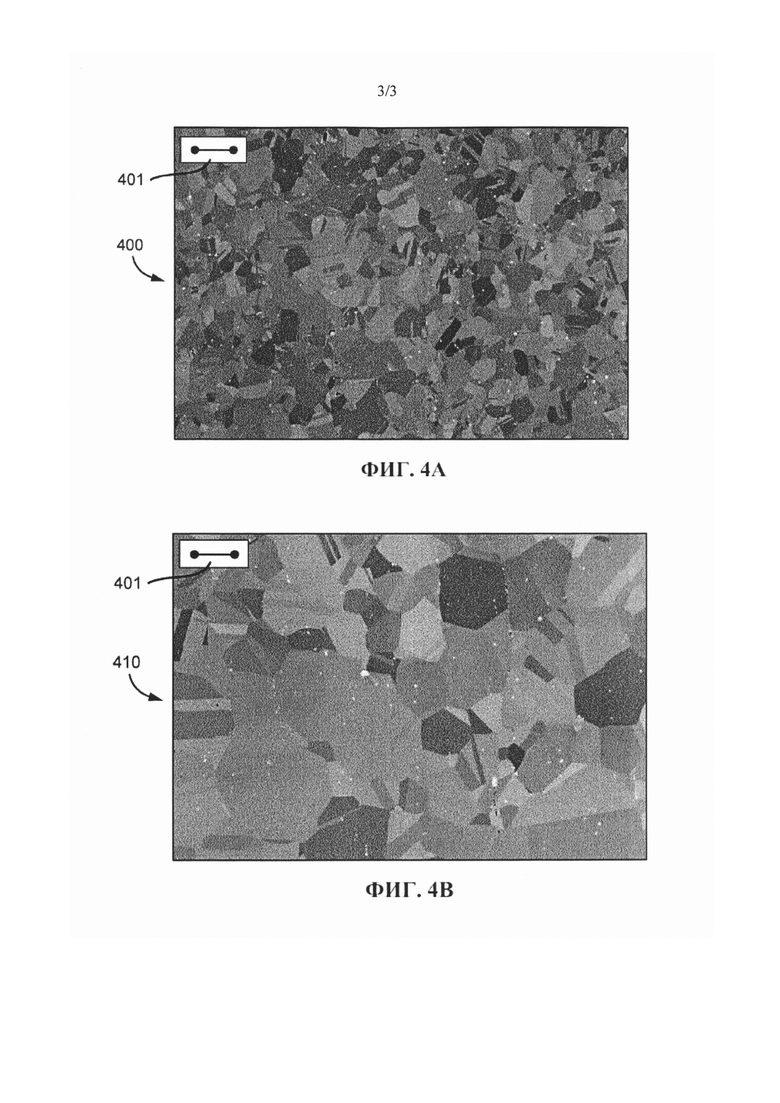
На фиг. 4А и 4В приведены фотографии микроструктуры трубы после стадии закалки на твердый раствор.
Описание осуществления настоящего изобретения
На фиг. 1А показана блок-схема 100, иллюстрирующая стадии осуществления способа в соответствии с вариантом осуществления настоящего изобретения.
На стадии 101 способа отливку из сплава на основе никеля подвергают горячей обработке с получением заготовки предварительно трубчатой формы или цилиндрической болванки, а именно, отливку пластически деформируют в среде с температурой, превышающей температуру рекристаллизации отливки, достигая изменения ее внутренней структуры. В целом, микроструктура отливка включает зерна разных размеров, сегрегации материала, и пустоты, которые появляются во время литья. За счет горячей обработки, то есть пластической деформации отливки уменьшают проявления указанных выше дефектов в полученной заготовке или болванке благодаря формированию новой кристаллической структуры. В этой структуре зерна могут быть распределены более равномерно, а пустоты и/или сегрегации сплава уменьшены. Как следствие, внутренних напряжений становится меньше, что приводит к улучшению некоторых механических свойств заготовки или болванки; например, на стадии 101 горячей обработки может быть увеличена пластичность.
К некоторым неограничивающим примерам горячей обработки относится ковка, прокатка и протяжка.
После горячей обработки отливки с получением цилиндрической болванки на стадии 102 болванку трепанируют. С помощью сверлильного или токарного станка в цилиндрической болванке выполняют отверстие, предпочтительно сквозное отверстие круглого поперечного сечения. В соответствии с вариантами осуществления, в которых на стадии 101 горячей обработки получают заготовку предварительно трубчатой формы, на стадии 103 механически обрабатывают внутренний диаметр заготовки. После стадии 102 или стадии 103 получают трубчатую заготовку.
На стадии 104 трубчатую заготовку подвергают холодной обработке: заготовку пластически деформируют при температуре ниже ее температуры рекристаллизации. В частности, на стадии 104 толщину стенок заготовки уменьшают и увеличивают длину полученной трубы.
К некоторым неограничивающим примерам холодной обработки относится прокатка на пилигримовом стане и ротационное выдавливание. В этих случаях оправка станка ротационного выдавливания или пилигримового стана удерживает заготовку через отверстие, выполненное на стадии 102 или механически обработанное на стадии 103, так что трубчатую заготовку можно подвергать деформации.
На фиг. 1В показана блок-схема 110, на которой изображены стадии способа изготовления трубы в соответствии с другим вариантом осуществления.
Блок-схема 110 включает стадии 101, 102, 103 и 104, которые представляют собой горячую обработку, трепанирование, механическую обработку и холодную обработку, соответственно, как было описано выше со ссылкой на блок-схему 100.
Способ, показанный на фиг. 1В, дополнительно предусматривает стадию 105 - литье, для осуществления которого сплав на основе никеля расплавляют и заливают в литейную форму. Сплав на основе никеля оставляют застывать с образованием отливки, которая может иметь форму, например, слитка или болванки. Объем сплава в отливке может определять максимальное количество сплава, которое можно использовать для изготовления трубы, так как, в целом, затем сплав уже добавляться не будет, скорее наоборот, некоторая часть сплава будет удалена на одной или нескольких последовательных стадиях 101-104 способа.
Затем внутренний диаметр отливки, по меньшей мере, подвергают горячей обработке (стадия 101), трепанированию (стадия 102) или механической обработке (стадия 103) и холодной обработке (стадия 104).
Отливка и/или заготовка, подвергаемая обработке способами, описанными со ссылкой на блок-схемы 100, 110, содержит сплав на основе никеля, причем сплав на основе никеля представляет собой сплав, содержащий никель и, в соответствии с некоторыми вариантами осуществления, хром. В соответствии с некоторыми вариантами осуществления сплав на основе никеля представляет собой сплав 625, соответствующий по характеристикам UNS N06625, который содержит особую композицию из никеля, хрома, молибдена и ниобия.
Длина труб, изготовленных в соответствии с некоторыми из этих вариантов осуществления, составляет более 5 м. В соответствии с некоторыми из этих вариантов осуществления длина изготовленных труб составляет более 10 м. В соответствии с некоторыми из этих вариантов осуществления длина изготовленных труб составляет более 12 м. Внешний диаметр этих труб может быть больше или равен 60,3 мм, предпочтительно больше или равен 88,9 мм, предпочтительно больше 114,3 мм; также средняя толщина стенок труб может быть больше или равна 2,8 мм, меньше или равна 70 мм, предпочтительно больше или равна 5 мм и меньше или равна 8 мм.
На фиг. 2 показан станок 200 ротационного выдавливания. Заготовку 201 с трубчатой геометрией устанавливают на оправку 202 станка и фиксируют кулачковым патроном 203. Кулачковый патрон 203 приводит заготовку 201 во вращение в соответствии с вращательным движением оправки 202 - двигатель (не показан) создает указанное вращательное движение. Станок 200 дополнительно содержит держатель 204, в котором расположено несколько валков 205а-205d на равном расстоянии друг от друга с непрерывным сдвигом фаз 90° между валками 205а-205d.
И оправка 202, и валки 205а-205d совершают во время работы станка 200 вращательное движение, так что внешний диаметр заготовки 201 по мере ее продвижения через группу валков 205а-205d уменьшается, что, в свою очередь, приводит к уменьшению толщины ее стенок и увеличению длины по оси Y, как показано на фигуре.
Станок 200 ротационного выдавливания, имеет до 10 степеней свободы, которые регулируются и управляются во время изготовления труб: вращение оправки 202, вращение каждого из четырех валков 205а-205d, положение каждого из четырех валков 205а-205d относительно заготовки 201 или оправки 202 - корректировки горизонтального положения валков 205b и 205d и корректировки вертикального положения валков 205а и 205с - и длина участка оправки между кулачковым патроном 203 и держателем 204.
В соответствии с некоторыми вариантами осуществления станок ротационного выдавливания содержит два, три, шесть или более валков и, как следствие, станок может иметь больше или меньше степеней свободы. В соответствии с такими вариантами осуществления валки также могут быть расположены с постоянными фазовыми сдвигами относительно воображаемой окружности, по которой распределены валки; постоянные фазовые сдвиги соответствуют 360°, деленным на количество валков в держателе.
Держатель 204 перемещают к кулачковому патрону 203, а валки 205а-205d, вращающиеся в направлении, противоположном вращательному движению оправки 202 и заготовки 201, оказывают усилия в осевом, радиальном и тангенциальном направлениях. Несмотря на то, что валки оказывают на заготовку 201 сжимающее усилие, держатель 204 должен не только выдерживать усилия, создаваемые валками 205а-205d, но и оказывать им сопротивление. Таким образом эти усилия - главным образом в осевом и радиальном направлениях, так как тангенциальная составляющая намного меньше указанных двух, - задает требования к конструкции держателя 204.
Валки могут быть смещены в осевом направлении относительно друг друга, обеспечивая возможность создания трех разных конфигураций из валков в зависимости от технологических требований. Осевое смещение к нулевой линии позволяет добиться более высоких скоростей подачи. Осевое смещение, отличающееся в четыре раза, для каждого валка позволяет добиться большей точности и идеальных свойств поверхности в сочетании с высокими скоростями уменьшения толщины. В оптимальном положении попарное осевое смещение позволяет добиться более интенсивного ротационного выдавливания, что означает большее уменьшение толщины, так как каждый формовочный валок из пары действует как противоположная опоры, воспринимающая нагрузку от другого валка. В результате достигается идеальное биение на высоких скоростях подачи.
На фиг. 3 показан двухмерный вид станка 300 ротационного выдавливания. Аналогично станку 200, показанному на фиг. 2, оправка 302 удерживает заготовку 301, а кулачковый патрон 303, также удерживающий заготовку 301, приводит ее во вращение в соответствии с вращательным движением оправки 302.
Когда держатель 304 перемещается к кулачковому патрону 303, валки 305а, 305b сжимают заготовку 301 и пошагово вытягивают трубу и уменьшают толщину стенок.
Такое большое количество степеней свободы в станке ротационного выдавливания, и соответственно в ходе соответствующего процесса, усложняет его работу. Из-за этого используется устройство числового программного управления, которое управляет всем процессом и работой, так что в изготовленных трубах по всему их объему необходимые механические и микроструктурные свойства достигаются за меньшее количество пропусков. В этом контексте устройство числового программного управления способно управлять параметрами, связанными с указанными выше степенями свободы, так что осевые и радиальные усилия, оказываемые валками 305а, 305b приводят к пластической деформации внутренней части заготовки 201, создавая сжимающие усилия внутри структуры.
Особенно актуальным становится определение соответствующего соотношения между скоростью 311, при которой держатель 304 перемещается к кулачковому патрону 303, и скоростью вращения 312 оправки 302. Если это соотношение будет слишком высоким, валки 305а, 305b не смогут должным образом деформировать заготовку 301. И наоборот, если это соотношение будет слишком низким, время обработки заготовки 301 будет неоправданно большим.
Целесообразным является регулировка угла 310 подачи валков 305а, 305b, то есть относительного угла между валками 305а, 305b и заготовкой 301, подвергаемой ротационному выдавливанию. Значения угла 310 подачи могут находиться в диапазоне от 6° до 45° (предельные значения включены в диапазон возможных значений). Слишком высокие углы подачи могут приводить к неравномерной деформации заготовки 301.
Предпочтительно кромки отверстия на конце заготовки 301, который первым контактирует с валками 305а, 305b, скошены, исключая возможность неравномерной деформации заготовки валками, которая может приводить к непригодности трубы, так как механические свойства одной части трубы могут отличаться от механических свойств остальной трубы.
Ротационное выдавливание не только позволяет изменить форму заготовки, но также меняет ее микроструктуру: полученные в результате зерна создают необходимую текстуру и приобретают равномерный мелкий размер, что способствует улучшению механических свойств.
На фиг. 4А показана фотография микроструктуры 400 трубы, содержащей сплав 625, полученной способом в соответствии с вариантом осуществления настоящего изобретения. В частности, труба была получена после горячей обработки отливки из сплава 625, механической обработки внутреннего диаметра заготовки предварительно трубчатой формы, холодной обработки трубчатой заготовки ротационным выдавливанием и закалки на твердый раствор при температуре 870°С, градусов Цельсия. На фигуре видно, что размер зерен составляет порядка десятых частей микрона по сравнению с эталонной величиной 401, эквивалентной 100 микрометрам.
В микроструктуре 410, показанной на фиг. 4В, размер зерен относительно больше. В этом случае способ аналогичен способу, который применялся для получения микроструктуры 400, показанной на фиг. 4А, но температура на стадии закалки на твердый раствор составляла 1010°С, в результате чего размер зерен составляет порядка сотен микрон.
Используемый в настоящем документ термин «содержит» или «предусматривает» и его производные (такие как «содержащий», предусматривающий» и т.п.) не следует рассматривать в исключающем смысле, то есть эти термины не следует толковать как такие, которые исключают возможность того, что предмет описания и определения может включать другие элементы, стадии и т.п.
Само собой разумеется, что настоящее изобретение не только не ограничивается одним или несколькими характерными вариантами осуществления, описанными в настоящем документе, но и охватывает любые изменения, которые могут быть внесены специалистом в области техники (например, что касается выбора материалов, размеров, компонентов, конфигурации и т.п.), в пределах общего объема правовой защиты настоящего изобретения, определенного прилагаемой формулой этого изобретения.
Изобретение относится к области металлургии, а именно к производству труб, изготовленных из сплава на основе никеля, в частности из сплава 625, которые могут быть использованы для эксплуатации в средах с высокой температурой и высоким давлением. Способ изготовления трубы из сплава на основе никеля включает стадии, на которых проводят: a) горячую обработку отливки из сплава на основе никеля с получением заготовки предварительно трубчатой формы или цилиндрической болванки, б) трепанирование цилиндрической болванки или механическую обработку внутреннего диаметра заготовки предварительно трубчатой формы с получением трубчатой заготовки и в) холодную обработку трубчатой заготовки, при этом холодную обработку проводят в один пропуск. Изготовленная таким способом труба характеризуется внешним диаметром, который больше или равен 60,3 мм, и средней толщиной стенок, которая больше или равна 2,8 мм и меньше или равна 70 мм. Полученные тонкостенные трубы характеризуются высоким пределом прочности и пределом текучести, достигаемым во время холодной обработки. 2 н. и 13 з.п. ф-лы, 4 ил.
1. Способ изготовления трубы из сплава на основе никеля, включающий стадии, на которых проводят:
a) горячую обработку отливки из сплава на основе никеля с получением заготовки предварительно трубчатой формы или цилиндрической болванки,
б) трепанирование цилиндрической болванки или механическую обработку внутреннего диаметра заготовки предварительно трубчатой формы с получением трубчатой заготовки и
в) холодную обработку трубчатой заготовки, при этом холодную обработку проводят в один пропуск.
2. Способ по п. 1, отличающийся тем, что он дополнительно включает стадию г) литья отливки из сплава на основе никеля, причем стадию г) выполняют до стадии а).
3. Способ по п. 1 или 2, отличающийся тем, что сплав на основе никеля является сплавом, содержащим по меньшей мере никель и хром.
4. Способ по п. 3, отличающийся тем, что сплав на основе никеля является сплавом UNS N06625.
5. Способ по п. 1 или 2, отличающийся тем, что горячая обработка предусматривает одно из следующего: прокатку, ковку или их комбинацию.
6. Способ по п. 1 или 2, отличающийся тем, что он дополнительно включает стадию д) закалки на твердый раствор заготовки предварительно трубчатой формы или цилиндрической болванки при температуре от 870 до 1010°C.
7. Способ по п. 1 или 2, отличающийся тем, что он дополнительно включает стадию д) закалки на твердый раствор трубчатой заготовки при температуре от 870 до 1010°C.
8. Способ по п. 7, отличающийся тем, что стадию д) выполняют по меньшей мере в одном из указанных случаев: после стадии б) и перед стадией в), после стадии в).
9. Способ по п. 1 или 2, отличающийся тем, что холодную обработку проводят ротационным выдавливанием или прокаткой на пилигримовом стане.
10. Способ по п. 9, отличающийся тем, что холодную обработку проводят ротационным выдавливанием, причем в ходе ротационного выдавливания толщину стенок заготовки уменьшают по меньшей мере на 70% за один пропуск.
11. Способ по п. 1 или 2, отличающийся тем, что стадия б) предусматривает трепанирование цилиндрической болванки с получением трубчатой заготовки.
12. Труба из сплава на основе никеля, изготовленная способом по любому из пп. 1–11 и характеризующаяся следующими параметрами:
внешним диаметром, который больше или равен 60,3 мм, предпочтительно больше или равен 88,9 мм, и
средней толщиной стенок, которая больше или равна 2,8 мм, предпочтительно больше или равна 5 мм и меньше или равна 70 мм.
13. Труба по п. 12, отличающаяся тем, что она имеет длину больше 5 м, предпочтительно больше 10 м.
14. Труба по п. 13, отличающаяся тем, что она изготовлена из сплава на основе никеля, имеющего микроструктуру, содержащую зерна, средний размер которых больше или равен 15 микрон и меньше или равен 75 микрон.
15. Труба по п. 14, отличающаяся тем, что имеет предел текучести, который больше или равен 415 МПа и меньше или равен 750 МПа, или предел текучести, который больше или равен 960 МПа.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| БИОДЕГРАДИРУЕМЫЙ И БИОСОВМЕСТИМЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2008 |
|
RU2415883C2 |
| CN 103706640 A, 09.04.2014 | |||
| US 8479549 B1, 09.07.2013 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЫХ БЕСШОВНЫХ ТРУБ И ЖАРОПРОЧНАЯ БЕСШОВНАЯ ТРУБА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2013 |
|
RU2563566C2 |

