Область техники
Изобретение относится к кристаллизатору для производства слитков инструментальных сталей в процессе электрошлакового переплава в инертном газе (IESR) или электрошлакового переплава под давлением (PESR).
Уровень техники
Инструментальные стали применяются для изготовления пресс-форм и штампов для производства изделий из легкого металла или пластмассы. Электрошлаковый переплав (ESR) обычно применяется, чтобы минимизировать ликвацию и уменьшить количество неметаллических включений в переплавленном материале. Чистота и однородность ESR-слитков приводят к улучшенным механическим свойствам по сравнению с материалом, отлитым традиционными способами. Обычный процесс ESR осуществляют без изолирования от атмосферы.
В последние годы значительный интерес приобрели способы, осуществляемые в атмосфере защитного газа (электрошлаковый переплав в инертном газе, IESR, и электрошлаковый переплав под давлением, PESR), так как эти способы устраняют риск захвата водорода и кислорода из атмосферы и приводят к дальнейшему уменьшению количества неметаллических включений в переплавленном материале.
Однако, к настоящему времени обнаружилось, что крупные слитки, полученные способами IESR и PESR, не имеют такой же высокой чистоты, что и слитки меньшего размера. Эта проблема является значительной, в частности, для слитков с диаметрами, превышающими 1000 мм, в частности, ввиду растущей потребности в крупногабаритных пресс-формах и штампах.
Сущность изобретения
В широком смысле целью настоящего изобретения является создание кристаллизатора для производства крупноразмерных слитков инструментальной стали с улучшенной чистотой и/или улучшенной микроструктурой в процессе электрошлакового переплава в инертном газе (IESR) или электрошлакового переплава под давлением (PESR).
Другой целью является разработать устройство для IESR или PESR, содержащее усовершенствованный кристаллизатор. Следующей целью является предоставить стальной слиток, который может быть получен способами IESR или PESR по изобретению и который, таким образом, имеет улучшенную чистоту и/или улучшенную микроструктуру.
Эти цели достигаются благодаря изобретению, как оно определено в независимых пунктах формулы.
Краткое описание чертежей
Далее изобретение описывается более подробно на примере предпочтительных вариантов осуществления с обращением к прилагаемым чертежам.
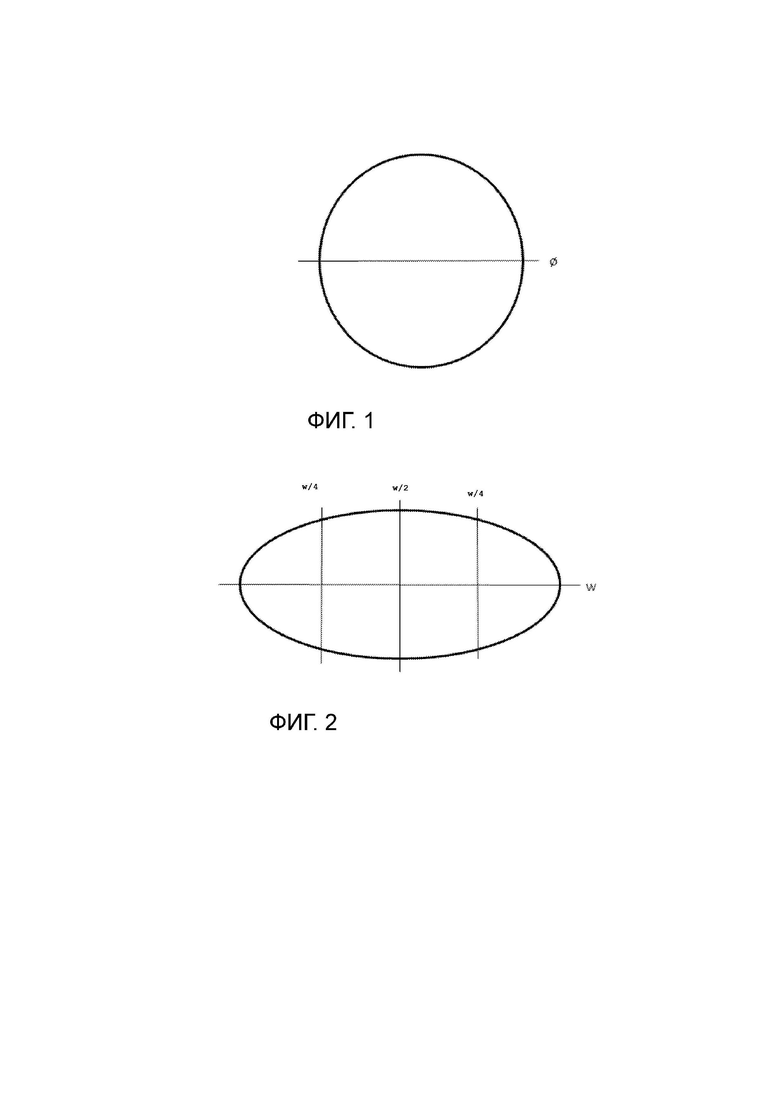
Фиг. 1 схематически показывает сечение обычного кристаллизатора, имеющего диаметр 1250 мм и площадь 0,39 м2.
Фиг. 2 схематически иллюстрирует один вариант осуществления настоящего изобретения, показывая сечение эллиптического кристаллизатора, имеющего такую же площадь, что и обычный кристаллизатор.
Подробное описание
Изобретение определено в формуле.
Авторы настоящего изобретения неожиданно обнаружили, что на чистоту высокосортной инструментальной стали можно повлиять, изменяя геометрическую форму кристаллизатора. Заменив обычный круглый кристаллизатор, использующийся в настоящее время в процессах IESR и PESR, кристаллизатором с улучшенной геометрической формой, можно дополнительно улучшить чистоту и микроструктуру переплавленного слитка.
Предлагаемый изобретением кристаллизатор содержит непрямоугольную и некруглую внутреннюю медную гильзу, имеющую ширину, w, 1000-2500 мм и толщину, t, 700-1250 мм, причем короткие стороны в направлении толщины медной гильзы по меньшей мере частично имеют участки с искривленными поверхностями, и причем длинные стороны в направлении ширины по меньшей мере частично имеют участки с искривленными поверхностями.
Изобретение будет описано подробно с обращением к прилагаемым чертежам.
Фигура 1 показывает сечение обычного кристаллизатора, имеющего диаметр, d, 1250 мм и площадь 0,39 м2.
Фигура 2 показывает сечение кристаллизатора по изобретению, имеющей такую же площадь, что и обычный кристаллизатор, но имеющей эллиптическую геометрическую форму. Толщина кристаллизатора выбрана равной 800 мм, при этом ширина эллиптического кристаллизатора равна 1953 мм.
Обе фигуры относятся к размеру внутренней гильзы кристаллизатора, этот размер, если не считать усадки при затвердевании, соответствует размеру переплавленного слитка.
Согласно изобретению, кристаллизатор может иметь различные геометрические формы. Однако, как короткие стороны, в направлении толщины медной гильзы, так и длинные стороны, в направлении ширины, имеют, по меньшей мере частично, участки с искривленными поверхностями.
Короткие стороны и длинные стороны могут иметь прямолинейные участки.
Короткие стороны необязательно могут быть снабжены прямолинейными участками, которые находятся в центральных частях коротких сторон, т.е., в окрестности t/2. Короткие стороны могут быть выполнены так, чтобы иметь постоянный радиус кривизны (дугообразные) или иметь переменный радиус кривизны (например, овальной, эллиптической или суперэллиптической формы). Радиус кривизны может простираться до любой желаемой точки вплоть до позиции w/4.
Длинные стороны могут иметь всего один прямолинейный участок или более одного прямолинейного участка на каждой стороне. На каждой длинной стороне можно образовать по два прямолинейных участка, в частности, на участках от w/8 до w/2, и они могут иметь плавный переход на w/2.
Толщина кристаллизатора на половине ширины, т.е. в позиции w/2, может быть такой же, как толщина кристаллизатора на четверти ширины, т.е. на w/4, от обеих коротких сторон кристаллизатора. Однако обычно предпочтительно, чтобы толщина кристаллизатора на половине ширины, т.е. в позиции w/2, была по меньшей мере на 10 мм толще, чем толщина кристаллизатора на четверти ширины, т.е. в позиции w/4, от обеих коротких сторон кристаллизатора. Толщина на w/2 может быть на 20, 40, 60, 80, 100, 120, 140, 160 или на 180 мм больше, чем толщина в позиции w/4.
Участки с искривленными поверхностями на коротких сторонах могут иметь постоянный или переменный радиус кривизны. Короткие стороны могут иметь постоянный или переменный радиус кривизны до позиции w/4. Кристаллизатор может иметь овальную, эллиптическую или суперэллиптическую геометрическую форму, и/или ширина кристаллизатора, w, может быть по меньшей мере в 1,1 раза больше толщины, t, предпочтительно w>1,2t.
Размер кристаллизатора может свободно варьироваться в диапазонах, указанных в пункте 1 формулы. Ширину можно ограничить до 2400, 2300, 2200, 2100, 2000, 1900, 1800, 1700, 1600, 1500, 1400, 1300, 1200 или 1100 мм. Толщину можно ограничить до 1200, 1150, 1000, 950, 900, 850, 800 или 750 мм. Ширина всегда больше, чем толщина.
Пример
Сталь для пресс-форм для обработки пластмасс получали обычным способом производства стали в электродуговой печи с последующей внепечной обработкой, вакуумной дегазацией и разливкой в электроды, имеющие подходящие диаметры для переплавки в соответствующем процессе PESR. Кристаллизаторы схематически показаны на фигурах 1 и 2. Переплавку проводили с одним и тем же типом шлака на основе CAF-CaO-Al2O3 в защитной атмосфере аргона. Образцы отбирали из центра кованного и термообработанного материала на одинаковой высоте соответствующего слитка. Образцы вырезали, закрепляли при низкой температуре, шлифовали и полировали, после чего исследовали в светооптический микроскоп (LOM). Исследовали число включений на мм2 соответствующего слитка. Подсчитывали только включения размером больше 8 мкм.
Было найдено, что число включений на мм2 можно уменьшить, изменяя толщину кристаллизатора. Причина этого в настоящее время еще не совсем ясна, и авторы изобретения не желают связывать себя какой-либо теорией. Однако, можно полагать, что на положительный результат может влиять ряд факторов, таких, как разное турбулентное течение в шлаке и в ванне жидкого металла, менее глубокая ванна металла, и/или более благоприятные условия затвердевания, что ведет к снижению времени затвердевания слитка и к меньшему количеству или полному отсутствию равноосных кристаллов в переплавленном слитке.
Промышленная применимость
Изобретение особенно хорошо подходит для производства крупногабаритных кристаллизаторов из инструментальной стали для горячей обработки в целях отливки легких сплавов, а также для производства крупногабаритных стальных пресс-форм, используемых для отливки изделий из пластмассы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ КОВАНЫХ И НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК, СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА, ПОЛЫХ ГИЛЬЗ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА К ПРОКАТКЕ КОТЕЛЬНЫХ ТРУБ, ПОЛЫХ ГИЛЬЗ-ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ К ПРОКАТКЕ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ ПО ГОСТ 9940 | 2005 |
|
RU2306993C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2007 |
|
RU2351476C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610Х28-32 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2017 |
|
RU2638263C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530х13-17 мм ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2615400C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610х10-14 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2617080C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530х8-12 мм ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2615921C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610Х21-27 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2017 |
|
RU2638265C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610Х15-20 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2017 |
|
RU2638264C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ МЕТАЛЛОЛОМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498878C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 170×3×370 мм ИЗ СТАЛИ МАРКИ 16Х12МВСФБР-Ш (ЭП823-Ш) ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2545944C2 |
Изобретение относится к области металлургии и может быть использовано для производства слитка инструментальной стали в процессе электрошлакового переплава в инертном газе или под давлением. Кристаллизатор содержит внутреннюю медную гильзу эллиптической геометрической формы шириной w 1000-2500 мм и толщиной t 700-1250 мм, причем короткие стороны в направлении толщины медной гильзы по меньшей мере частично имеют участки с искривленными поверхностями, а длинные стороны в направлении ширины медной гильзы по меньшей мере частично имеют участки с искривленными поверхностями. Изобретение позволяет создать кристаллизатор для производства крупноразмерных слитков с улучшенной чистотой и/или микроструктурой. 3 н. и 7 з.п. ф-лы, 2 ил., 1 пр.
1. Кристаллизатор для производства слитка инструментальной стали в процессе электрошлакового переплава в инертном газе или под давлением, отличающийся тем, что он содержит внутреннюю медную гильзу эллиптической геометрической формы шириной w 1000-2500 мм и толщиной t 700-1250 мм, причем короткие стороны в направлении толщины медной гильзы по меньшей мере частично имеют участки с искривленными поверхностями, а длинные стороны в направлении ширины медной гильзы по меньшей мере частично имеют участки с искривленными поверхностями.
2. Кристаллизатор по п. 1, отличающийся тем, что искривленные поверхности коротких сторон имеют постоянный радиус кривизны.
3. Кристаллизатор по п. 1, отличающийся тем, что искривленные поверхности коротких сторон имеют переменный радиус кривизны и необязательно прямолинейные участки.
4. Кристаллизатор по любому из пп. 1-3, отличающийся тем, что толщина кристаллизатора на половине ширины, т.е. на w/2, равна толщине на четверти ширины кристаллизатора, т.е. на w/4, от обеих коротких сторон кристаллизатора.
5. Кристаллизатор по любому из пп. 1-4, отличающийся тем, что толщина кристаллизатора на половине ширины, т.е. на w/2, по меньшей мере на 10 мм толще, чем толщина на четверти ширины кристаллизатора, т.е. на w/4, от обеих коротких сторон кристаллизатора.
6. Кристаллизатор по любому из пп. 1-5, отличающийся тем, что кристаллизатор имеет ширину 1500-2000 мм и/или толщину 800-1050 мм.
7. Кристаллизатор по любому из пп. 1-6, отличающийся тем, что длинные стороны имеют по меньшей мере один прямолинейный участок.
8. Кристаллизатор по любому из пп. 1-7, отличающийся тем, что внутренняя медная гильза не имеет сварных швов.
9. Устройство для электрошлакового переплава в инертном газе или под давлением, отличающееся тем, что оно снабжено кристаллизатором по любому из пп. 1-8.
10. Слиток инструментальной стали, подвергнутый электрошлаковому переплаву и предназначенный для получения пресс-форм или штампов, отличающийся тем, что стальной слиток получают в устройстве по п. 9, причем стальной слиток имеет эллиптическую геометрическую форму с шириной w 1000-2500 мм и толщиной t 700-1250 мм, причем короткие стороны в направлении толщины слитка по меньшей мере частично имеют участки с искривленными поверхностями и причем длинные стороны в направлении ширины слитка по меньшей мере частично имеют участки с искривленными поверхностями.
| Запоминающее устройство | 1976 |
|
SU613651A1 |
| WO 9920804 A1, 29.04.1999 | |||
| US 20130336353 A1, 19.12.2013 | |||
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2026147C1 |
| Кристаллизатор для электрошлакового переплава | 1976 |
|
SU816161A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ СЛИТКОВ | 1991 |
|
SU1788770A3 |

