Настоящее изобретение относится к упрощенному способу изготовления детали из листовой заготовки, который содержит несколько этапов, в том числе единственный этап формовки, на котором используют только один штамповочный инструмент, имеющий только одно направление перемещения пресса, для формовки заготовки детали. Настоящее изобретение относится также к способу выбора между упрощенным способом изготовления детали и не упрощенным способом изготовления упомянутой детали с использованием значительных промышленных средств.
Обычно на штамповочной линии, такой как линия, описанная в документе FR2966137, способ изготовления детали содержит несколько этапов формовки, при этом на каждом этапе формовки используют штамповочный инструмент, который позволяет придавать детали форму. Такой штамповочный инструмент содержит главный пресс и пуансоны, которые перемещаются в нескольких направлениях. Перемещение этих пуансонов получают за счет опускания главного пресса и за счет присутствия кулачков угловых передач. Такие штамповочные инструменты, использующие значительные промышленные средства, являются очень сложными в применении и требуют очень больших капиталовложений. В случае изготовления деталей небольшими партиями такие капиталовложения значительно повышают стоимость деталей.
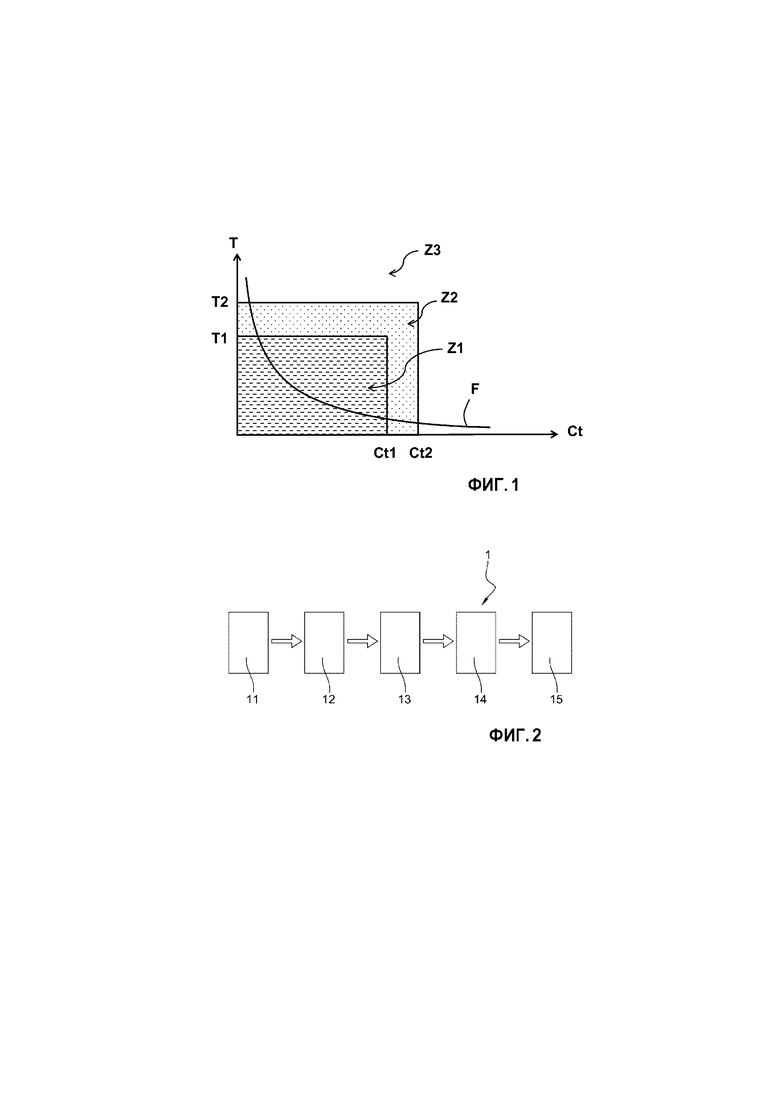
На фиг. 1 показано изменение между стоимостью штамповочного инструмента и временем работы Т, необходимым для того, чтобы оператор мог произвести операции ручной доводки на детали после ее формовки посредством штамповки. Под операциями ручной доводки следует понимать операции отбортовки некоторых частей детали, которые потребовали бы угловой передачи в штамповочном инструменте для автоматического осуществления такой отбортовки во время этапов формовки. Под операциями ручной доводки следует также понимать операции сгибания, которые выполняют за пределами главной оси перемещения пресса, и операции восполнения объема. Кривая F показывает изменение между повышением стоимости штамповочных инструментов и сокращением времени, необходимого для осуществления вручную этапов доводки детали. Здесь же показаны три зоны:
- первая зона Z1 отображает зону, в которой отмечается хороший баланс между временем Т операций доводки, которое остается ниже первого порога Т1 времени доводки, и стоимостью штамповочного инструмента Ct, которая остается ниже первого порога стоимости штамповочного инструмента Ct1;
- вторая зона Z2 отображает зону, в которой:
- выигрыш в стоимости штамповочного инструмента Ct по отношению к увеличению времени Т доводки, которое превышает первый порог Т1 времени доводки, оставаясь при этом ниже второго порога времени доводки Т2, или
- выигрыш во времени Т доводки по отношению к удорожанию штамповочного инструмента Ct, которое превышает первый порог стоимости штамповочного инструмента Ct1, оставаясь при этом ниже второго порога стоимости штамповочного инструмента Ct2,
является недостаточным, чтобы с уверенностью сделать вывод о том, что выигрыш в достаточной степени представляет интерес.
- третья зона Z3 отображает зону, в которой:
- выигрыш в стоимости штамповочного инструмента Ct по отношению к увеличению времени доводки Т, которое превышает второй порог времени доводки Т2, или
- выигрыш во времени доводки Т по отношению к удорожанию штамповочного инструмента Ct, которое превышает второй порог стоимости штамповочного инструмента Ct2,
является недостаточным по сравнению с ожидаемым выигрышем.
В области автомобильной промышленности для определения трех зон можно считать, что:
- первое время доводки Т1 составляет около 4 минут;
- второе время доводки Т2 составляет около 5 минут;
- первая стоимость штамповочного инструмента Ct1 составляет около 5000 евро; и
- вторая стоимость штамповочного инструмента Ct2 составляет около 15000 евро.
Разумеется, такие значения могут меняться в зависимости от различных параметров, но целью такого графика прежде всего является демонстрация того, что изменение между стоимостью штамповочного инструмента Ct обратно пропорционально времени доводки Т и что представляется необходимым установить пределы, чтобы не увеличивать чрезмерно время работы или стоимость производства промышленных штамповочных инструментов. Все это позволяет точно определить инвестиции в плане как человеческих, так и финансовых ресурсов для изготовления детали. Однако время доводки не является достаточным критерием, чтобы с уверенностью сделать вывод, что изготовление детали оправдывает применение значительных промышленных средств или что следует отдать предпочтение упрощенному способу изготовления с использованием пресса простого действия, но при большем числе операций ручной доводки.
Настоящее изобретение призвано предложить упрощенный способ изготовления детали, характеризующийся низкими инвестиционными расходами и укороченным временем доводки способа. Изобретение призвано также предложить способ выбора между упрощенным способом изготовления детали и не упрощенным способом изготовления, который требует применения значительных промышленных средств. В соответствии с объективными критериями такой способ выбора позволяет оправдать такой выбор.
Для этого изобретением предложен упрощенный способ изготовления детали для транспортного средства, такого как автотранспортное средство, из листовой заготовки, который содержит несколько этапов, в том числе единственный этап формовки, на котором используют только один штамповочный пресс, имеющий только одно направление штамповки, для формовки заготовки детали. Согласно изобретению, в ходе этапа формовки листовую заготовку удерживают в положении при помощи одного или нескольких установочных отверстий, которые взаимодействуют с одним или несколькими штифтами штамповочного пресса. Установочное отверстие или установочные отверстия выполняют во время этапа подготовки, который предшествует этапу формовки.
Согласно первому отличительному признаку изобретения, этап подготовки содержит последовательность этапов резки и пробивки отверстий в листовой заготовке.
Согласно второму отличительному признаку изобретения, установочные отверстия выполняют в части листовой заготовки, предназначенной для удаления во время этапа обработки кромок, который следует за этапом формовки.
Согласно предпочтительному варианту осуществления изобретения, этап обработки кромок осуществляют при помощи режущего устройства типа лазера с трехмерным разрешением.
Согласно третьему отличительному признаку изобретения, упрощенный способ изготовления детали содержит последний этап доводки, содержащий по меньшей мере одну операцию ручной формовки заготовки детали, при этом упомянутая операция формовки содержит по меньшей мере одну операцию деформирования части заготовки детали, выполняемую в направлении деформирования, отличном от направления штамповки штамповочного пресса.
Объектом настоящего изобретения является также деталь, предназначенная для выполнения части транспортного средства, такого как автотранспортное средство, при этом деталь выполняют при помощи упрощенного способа изготовления, имеющего по меньшей мере один из вышеупомянутых отличительных признаков.
Наконец, объектом настоящего изобретения является способ выбора между упрощенным способом изготовления детали, имеющим по меньшей мере один из вышеупомянутых отличительных признаков, и не упрощенным способом изготовления упомянутой детали. Согласно изобретению, способ выбора имеет по меньшей мере два критерия выбора. Каждый критерий выбора делится на три предварительно установленных диапазона значений, при этом каждый диапазон соответствует одному из трех уровней выбора. Для каждого критерия выбора определяют значение технической характеристики детали, при этом упомянутое значение относят к одному из соответствующих диапазонов значений каждого критерия выбора таким образом, что:
- если уровень выбора совокупности критериев выбора детали соответствует первому уровню выбора, деталь выполняют при помощи упрощенного способа изготовления; или
- если уровень выбора по меньшей мере одного из критериев выбора детали соответствует третьему уровню выбора, деталь выполняют при помощи не упрощенного способа изготовления; или
- если по меньшей мере один из уровней выбора по меньшей мере одного из критериев выбора соответствует второму уровню, при этом другие уровни выбора критериев выбора относятся к первому уровню, процесс выбора не может определить напрямую, следует ли выполнять деталь при помощи упрощенного способа изготовления.
Согласно первому отличительному признаку способа выбора, первое семейство критериев выбора относится к техническим характеристикам листовой заготовки, используемой для изготовления детали, второе семейство критериев выбора относится к техническим характеристикам выполняемой детали и/или к положению детали при ее установке на транспортном средстве.
Согласно второму отличительному признаку способа выбора, для первого семейства критериев один или несколько критериев выбора соответствуют:
- соотношению между пределом упругости и максимальным пределом прочности листовой заготовки;
- максимальному проценту удлинения при разрыве листовой заготовки;
- коэффициенту деформационного упрочнения листовой заготовки; и/или
- среднему коэффициенту анизотропии листовой заготовки.
Согласно третьему отличительному признаку способа выбора, для второго семейства критериев один или несколько критериев выбора соответствуют:
- числу операций ручной доводки, необходимых в случае, когда детали выполняют в соответствии с упрощенным способом изготовления;
- положению детали на транспортном средством в соответствии с тремя уровнями видимости; и/или
- процентному соотношению между высотой детали и наибольшей длиной упомянутой детали.
Согласно четвертому отличительному признаку способа выбора, первый уровень критерия выбора положения детали из второго семейства критериев выбора соответствует положению детали, когда она является скрытой, в случае внешней детали транспортного средства, второй уровень соответствует внешней детали транспортного средства, которую располагают на мало видимой части транспортного средства, но для которой испытания на возможность изготовления показали, что конечный внешний вид детали, выполненной при помощи упрощенного способа изготовления, является удовлетворительным, и третий уровень выбора соответствует внешней детали транспортного средства, которую невозможно выполнить удовлетворительно при помощи упрощенного способа изготовления.
В дальнейшем изобретение поясняется описанием вариантов его осуществления со ссылками на сопровождающие чертежи, на которых:
Фиг. 1 (уже описана) графически отображает изменение между стоимостью штамповочного инструмента для штамповки детали и временем доводки на детали, штампованной при помощи этого инструмента.
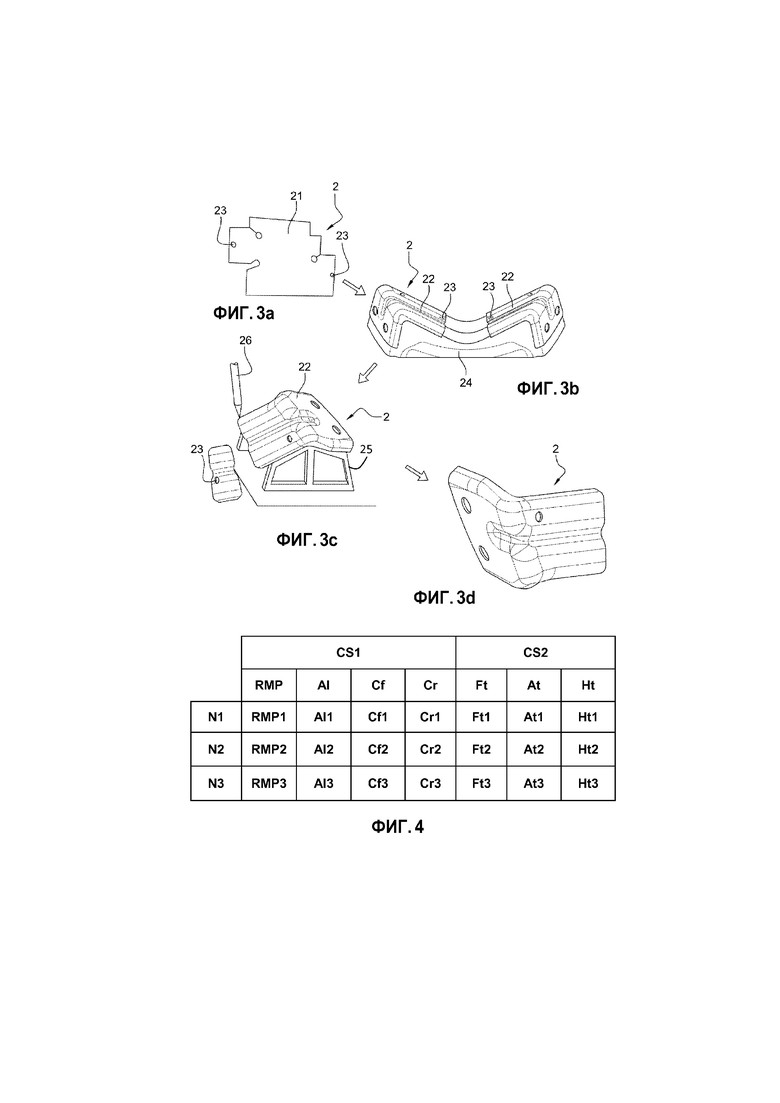
Фиг. 2 - блок-схема различных этапов заявленного упрощенного способа изготовления детали.
Фиг. 3а-3d - изменение состояния при изготовлении детали во время различных этапов заявленного упрощенного способа изготовления.
Фиг. 4 - таблица различных критериев и семейств критериев, позволяющих выбирать упрощенный способ изготовления или не упрощенный способ изготовления.
На фиг. 2 представлена блок-схема различных этапов упрощенного способа 1 изготовления детали 2 (показанной на фиг.3d). Упрощенный способ 1 изготовления содержит первый этап 11 и второй этап 12, которые представляют собой этапы подготовки. Эти два этапа подготовки 11 и 12 предшествуют этапу 13 формовки, за которым следует этап 14 обработки кромок. Последний этап 15 доводки позволяет завершить деталь 2 с необходимой доводкой в зависимости от части конструкции транспортного средства, на которой будет установлена деталь 2. Как будет показано, в частности, в дальнейшем тексте описания, упрощенный способ 1 изготовления предназначен для выполнения деталей 2 в небольших количествах, как правило, нескольких тысяч деталей 2.
На фиг. 3а-3d представлено изменение состояния детали во время различных этапов (показанных на фиг. 2) упрощенного способа 1 изготовления детали 2.
На фиг. 3а показана листовая заготовка 21, которая предназначена для получения детали 2 после различных этапов упрощенного способа 1 изготовления. Во время двух этапов подготовки 11 и 12 (показанных на фиг. 2) листовую заготовку вырезают и пробивают. Как правило, эти два первых этапа осуществляет за пределами конвейера оператор, который помещает каждую листовую заготовку 21 соответственно в режущую установку и/или в пробивную установку. Между этими различными этапами и после них на листовой заготовке 21 осуществляют также операции удаления стружек. Целью этих операций является получение листовой заготовки 21 оптимизированной формы для этапа 13 формовки (показанного на фиг. 2), в частности, с выполнением направляющих отверстий 23 во время последнего этапа 12 подготовки листовой заготовки 21 при помощи операций пробивки. Направляющие отверстия 23 листовой заготовки 21 выполнены с возможностью удержания листовой заготовки 21 в положении во время закрывания пресса. Оптимизированная форма листовой заготовки 21 и, в частности, наличие направляющих отверстий 23 позволяют отказаться от использования листодержателя в штамповочном инструменте.
На фиг. 3b показана заготовка 22 детали 2, выполненная при помощи штамповочного инструмента простого действия из листовой заготовки 21 (показанной на фиг. 3а). На этой фиг. 3b показан только пуансон 24 пресса, который образует нижний башмак. Используемым прессом является пресс простого действия, имеющий только одно направление перемещения пуансона 24 и/или матрицы и не содержащий отбортовочных лезвий. Такой пресс предполагает, что используемая листовая заготовка 21 имеет форму, позволяющую напрямую формовать заготовку 22 детали 2. Для удержания листовой заготовки 21 в положении в ходе всего этапа штамповки направляющие отверстия 23 взаимодействуют с штифтами пуансона 24 (штифты на показаны). Направляющие отверстия 23 обеспечивают повторяемость позиционирования листовой заготовки 21 в штамповочном инструменте и повторяемость позиционирования заготовки 22 детали 2 во время этапа 14 обработки кромок (показанного на фиг. 2). Направляющие отверстия 23 находятся за пределами так называемой полезной зоны детали 2. Полезная или внешняя зона детали 2 образована частями детали 2, которые являются видимыми после установки детали 2 на транспортном средстве.
На фиг. 3с показана заготовка 22 детали 2 после этапа 13 формовки, установленной на опоре 25 для этапа 14 обработки кромок. Этап 14 обработки кромок содержит последовательность этапов обработки по заданному профилю, пробивки и выполнения вырезов на заготовке 22. Для этого заготовку 22 детали 22 располагают на опоре 25, которая обеспечивает позиционирование в трех измерениях заготовки 22 детали 2 с направляющей меткой, выполненной с возможностью обеспечения операции 14 обработки кромок типа резания заготовки 22 при помощи лазера 26. Во время этого этапа 14 обработки кромок можно удалить часть заготовки 22 детали 2, которая содержит направляющие отверстия 23.
На фиг. 3d показана деталь 2 после этапа доводки. Эта деталь 2 готова для ее установки на конструкции транспортного средства.
Этап доводки, который не показан на фигуре, содержит операции отбортовки некоторых частей детали 2, которые потребовали бы угловой передачи в штамповочном инструменте, чтобы такую отбортовку осуществлять автоматически во время этапа 13 формовки. Под операциями доводки следует также понимать операции сгибания, которые осуществляют за пределами главной оси перемещения пресса и операции восполнения объема. Все эти операции производит вручную оператор.
Описанное изобретение может иметь вариант в случае, когда один из уже существующих прессов штамповочной линии можно использовать в рамках этого способа изготовления деталей 2 в виде небольшой партии. В этом случае этапы подготовки осуществляют за пределами линии, затем деталь 2 укладывают вдоль штамповочной линии на входе указанного пресса и снимают на выходе этого пресса для осуществления этапа обработки кромок 14 и доводки 15.
На фиг. 4 в виде таблицы представлены различные критерии, позволяющие выбирать упрощенный способ 1 изготовления или не упрощенный способ изготовления. Согласно изобретению, способ выбора содержит два семейства критериев выбора CS1, CS2:
- первое семейство CS1 критериев выбора относится к техническим характеристикам листовой заготовки 21 (показана на фиг. 3а), используемой для изготовления детали 2; и
- второе семейство CS2 критериев выбора относится к геометрии изготавливаемой детали 2 и к ее положению на транспортном средстве.
Оба семейства CS1, CS2 критериев выбора содержат соответственно четыре и три критерия выбора, при этом каждый критерий выбора содержит три предварительно установленных значения или диапазона значений, которые соответствуют трем уровням выбора N1, N2 и N3. Первое семейство CS1 критериев выбора содержит четыре критерия выбора, которые характеризуют технические характеристики листовой заготовки 21, а именно:
- первый критерий выбора RMP, который соответствует соотношению между пределом упругости и максимальным пределом прочности листовой заготовки 21;
- второй критерий выбора Al, который соответствует максимальному процентному удлинению при разрыве листовой заготовки 21;
- третий критерий выбора Cf, который соответствует коэффициенту деформационного упрочнения листовой заготовки 21; и
- четвертый критерий выбора Cr, который соответствует среднему коэффициенту анизотропии листовой заготовки 21.
Второе семейство CS2 критериев выбора содержит три критерия выбора, которые определяют геометрию изготавливаемой детали 2 и/или ее положение на транспортном средства, а именно:
- первый критерий выбора Ft, который соответствует числу операций ручной доводки, необходимых в случае, когда деталь 2 выполняют при помощи упрощенного способа изготовления;
- второй критерий выбора At, который характеризует положение детали 2 на транспортном средстве в соответствии с тремя уровнями видимости; и
- третий критерий выбора Ht, который соответствует процентному соотношению между высотой и наибольшей длиной получаемой детали 2.
Каждый из критериев RMP, Al, Cf и Cr первого семейства CS1 критериев выбора содержит диапазоны значений, который позволяют классифицировать в соответствии с тремя уровнями выбора N1, N2 и N3 технические характеристики листовой заготовки 21, при которых получаем:
- для первого критерия выбора RMP1 три диапазона значений RMP1, RMP2 и RMP3, которые соответствуют уровням выбора N1, N2 и N3;
- для второго критерия выбора Al три диапазона значений Al1, Al2 и Al3, которые соответствуют уровням выбора N1, N2 и N3;
- для третьего критерия выбора Cf три диапазона значений Cf1, Cf2 и Cf3, которые соответствуют уровням выбора N1, N2 и N3;
- для четвертого критерия выбора Cr три диапазона значений Cr1, Cr2 и Cr3, которые соответствуют уровням выбора N1, N2 и N3.
Для второго семейства CS2 критериев выбора получаем:
- для первого критерия выбора Ft:
- первое значение Ft1, которое соответствует первому уровню выбора N1 и которое по сути соответствует отсутствию какой-либо операции ручной доводки для получения детали 2 при помощи упрощенного способа 1 изготовления;
- второе значение Ft2, которое соответствует второму уровню выбора N2 и которое по сути соответствует наличию только одной операции ручной доводки для получения детали 2 при помощи упрощенного способа 1 изготовления; и
- третье значение Ft3, которое соответствует третьему уровню выбора N2 и которое по сути соответствует наличию по меньшей мере двух операций ручной доводки для получения детали 2 при помощи упрощенного способа 1 изготовления.
- для второго критерия выбора At:
- первый уровень At1, который соответствует первому уровню выбора N1 и который соответствует детали 2, предназначенной для установки на транспортном средстве в скрытом положении в случае внешней детали транспортного средства;
- второй уровень At2, который соответствует второму уровню выбора N2 и который соответствует внешней детали 2, предназначенной для установки на мало видимой части транспортного средства, но испытания на возможность выполнения которой показали, что конечный внешний вид детали 2, выполненной при помощи упрощенного способа 1 изготовления, является удовлетворительным; и
- третий уровень At3, который соответствует третьему уровню выбора N3 и который соответствует внешней детали 2 транспортного средства, которую невозможно выполнить удовлетворительно при помощи упрощенного способа 1 изготовления.
- для третьего критерия выбора Ht получаем три диапазона значений Ht1, Ht2 и Ht3, которые соответствуют уровням выбора N1, N2 и N3.
В нижеследующей таблице представлены различные пороги независимо от применяемых средств:
После того, как определены значения или диапазоны значений критериев выбора двух семейств CS1 и CS2 критериев выбора, для каждого критерия выбора определяют значение Vp технической характеристики листовой заготовки 21 или детали 2. Значение Vp записывают для каждого критерия выбора, что позволяет получить соответствующий уровень выбора N1, N2 или N3, при этом:
- если уровень выбора совокупности критериев выбора соответствует первому уровню выбора N1, выбирают выполнение детали 2 при помощи упрощенного способа 1 изготовления, или
- если уровень выбора по меньшей мере одного из критериев выбора соответствует третьему уровню выбора N3, выбирают выполнение детали 2 при помощи не упрощенного способа 1 изготовления.
В случае, когда по меньшей мере один из уровней выбора детали 2 является вторым уровнем N2, при этом другие уровни выбора являются первым уровнем N1, процесс выбора не может напрямую определить, следует ли выполнять деталь 2 при помощи упрощенного или не упрощенного способа 1 изготовления. Для этого производят испытания. Если все испытания оказываются убедительными, выбирают выполнение детали 2 при помощи упрощенного способа 1 изготовления, в противном случае деталь 2 выполняют при помощи не упрощенного способа изготовления. Как правило, испытания прежде всего состоят в анализе результата критерия выбора, отмеченного на втором уровне N2 на моделирующем устройстве. В случае сомнения после этого первого анализа можно произвести испытания на штамповочном инструменте перед финальной фазой принятия решения об используемом способе.
Изобретение относится к области изготовления деталей для транспортных средств. Способ упрощенного изготовления детали для транспортного средства из листовой заготовки включает множество этапов, в том числе единственный этап формовки. На этапе формовки используют один штамповочный пресс. Штамповочный пресс имеет одно направление штамповки для формовки заготовки. В ходе этапа формовки листовую заготовку удерживают в положении при помощи одного или нескольких установочных отверстий, которые взаимодействуют с одним или несколькими штифтами штамповочного пресса. Последний этап доводки включает одну операцию ручной формовки заготовки детали, которая содержит по меньшей мере одну операцию деформирования части заготовки детали. Техническим результатом изобретения является упрощение изготовления малосерийной детали для автотранспортного средства. 4 з.п. ф-лы, 4 ил., 1 табл.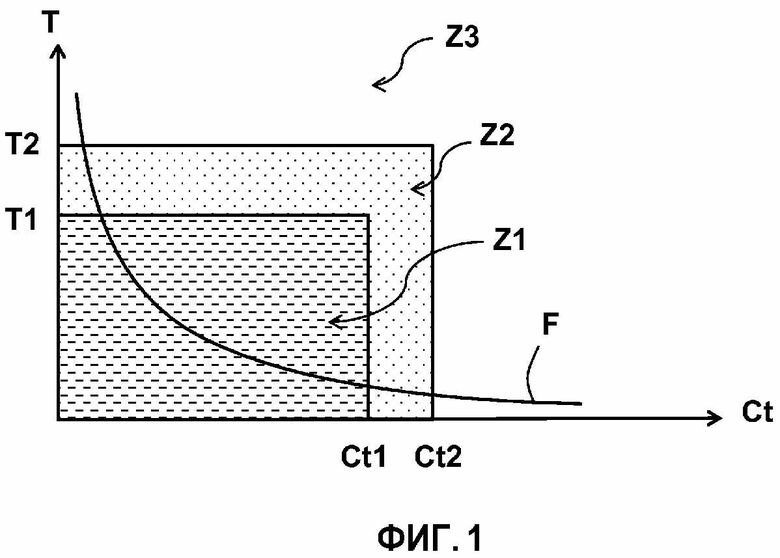
1. Способ (1) изготовления детали (2) для транспортного средства, такого как автотранспортное средство, из листовой заготовки (21), содержащий множество этапов (11, 12, 13, 14, 15), в том числе единственный этап (13) формовки, на котором используют только один штамповочный пресс, имеющий только одно направление штамповки, для формовки заготовки (22) детали (2), при этом в ходе этапа (13) формовки листовую заготовку (2) удерживают в положении при помощи одного или множества установочных отверстий (23), которые взаимодействуют с одним или множеством штифтов штамповочного пресса, отличающийся тем, что последний этап (15) доводки включает по меньшей мере одну операцию ручной формовки заготовки (22) детали (2), которая содержит по меньшей мере одну операцию деформирования части заготовки (22) детали (2), которую выполняют в направлении деформирования, отличном от направления штамповки штамповочного пресса.
2. Способ (1) изготовления детали (2) по п. 1, отличающийся тем, что установочное отверстие или установочные отверстия (23) выполняют во время этапа (11, 12) подготовки, который предшествует упомянутому этапу (13) формовки.
3. Способ (1) изготовления детали (2) по п. 2, отличающийся тем, что этап (11, 12) подготовки содержит последовательность этапов резки и пробивки отверстий в листовой заготовке (21).
4. Способ (1) изготовления детали (2) по п. 1, отличающийся тем, что установочное отверстие или установочные отверстия (23) выполняют в части листовой заготовки (21), предназначенной для удаления во время этапа (14) обработки кромок, который следует за этапом (13) формовки.
5. Способ (1) изготовления детали (2) по п. 4, отличающийся тем, что этап (14) обработки кромок осуществляют при помощи режущего устройства типа лазера с трехмерным разрешением.
| EP 1970136 A1, 17.09.2008 | |||
| DE 102008022640 A1, 24.12.2008 | |||
| FR 2966137 B1, 16.08.2013 | |||
| СПОСОБ ШТАМПОВКИ И УСТРОЙСТВО ДЛЯ ШТАМПОВКИ | 2006 |
|
RU2356672C2 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ КУЗОВА | 1999 |
|
RU2165815C1 |

