Изобретение относится к обработке металлов давлением, в частности к листовой штамповке в автомобилестроении.
Существует несколько способов вытяжки крупногабаритных деталей кузова автомобиля, где вытяжные тормозные ребра устанавливают на прижиме (В.П. Романовский. "Справочник по холодной штамповке". Машиностроение, Ленинград, 1971 г., стр. 229-231, рис. 188, 189).
Также, для уменьшения размеров вытягиваемой заготовки применяют ступенчатые ребра (пороги), которые расположены у вытягиваемой кромки матрицы и позволяют уменьшить ширину фланца под прижимом и в целом размер заготовки (В.П. Романовский. "Справочник по холодной штамповке". Машиностроение, Ленинград, 1971 г., стр. 231, рис. 190).
Недостатком известных способов - аналогов является большой расход металла из-за большого технологического припуска, так как отформованные перетяжные ребра, тормозной порог и формующее ребро по линии контура вытянутой детали обрезают и отправляют в отход.
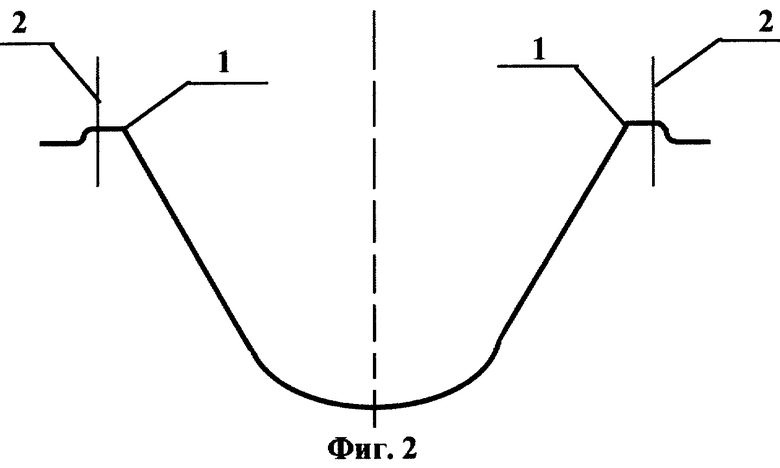
Прототипом заявляемого способа является способ вытяжки крупногабаритных деталей кузова по патенту Российской Федерации N 2047407, включающий вытяжку заготовки в штампе, оснащенном прижимом для зажатия ее краев, в процессе которой по линии контура вытягиваемой детали формуют тормозной порог П-образного профиля, и последующую обрезку заготовки по линии, проходящей по вершине отформованного П-образного профиля тормозного порога (фиг. 1). Данный способ вытяжки позволяет уменьшить технологический припуск, идущий после обрезки в отход, а следовательно, и получить более высокую экономию листового проката по сравнению с другими аналогами.
Недостатком прототипа является то, что обрезку технологического припуска, оставшегося после вытяжки на полуфабрикате, производят по центру отформованного тормозного порога, а оставшуюся часть металла обрезают, что не позволяет до конца решить задачу по уменьшению технологического припуска. Кроме того, данная технология ограничивает применяемость способа, так как форма заготовки с прижимной поверхностью должна как можно точнее соответствовать форме получаемой детали.
Задачами изобретения являются улучшение технологичности способа вытяжки крупногабаритных деталей кузова и уменьшение технологического припуска на заготовку.
Решение поставленных задач достигается за счет выполнения следующих действий. В штампе, оснащенном прижимом для зажима краев заготовки, осуществляют вытяжку, при которой по линии контура вытягиваемой детали формуют тормозной порог П-образного профиля, а обрезку заготовки проводят по линии, проходящей по вершине отформованного П-образного профиля тормозного порога. В отличие от прототипа, для того, чтобы больше металла от отформованного тормозного порога использовалось в деталях, линию обрезки располагают на расстоянии 2-3 мм от внешнего радиуса тормозного порога. Для уменьшения требований к точности штампуемой заготовки, а следовательно, и повышения технологичности способа производят правку оставшейся после обрезки части тормозного порога с вытянутой деталью, которую осуществляют на операции последующей формовки. Данный способ наиболее предпочтителен для вытяжки деталей с U-образным сечением.
Сущность данного способа вытяжки поясняется фиг. 2, на которой показаны тормозной порог 1 по линии контура детали с U-образным сечением, а также линия обреза 2 на расстоянии 2-3 мм от внешнего радиуса тормозного порога.
Конкретный пример реализации предлагаемою способа рассматривали при штамповке детали 2103-5325015 "Каркас панели приборов". Изменили конструкцию штампа и проводили операции штамповки по данному способу вытяжки, то есть линию обреза 2 детали расположили на вершине П-образного профиля тормозного порога 1 на расстоянии 2-3 мм от его внешнего радиуса, а оставшуюся после обрезки часть тормозного порога с вытянутой деталью правили на операции последующей формовки.
Экономический эффект от предложенного способа заключается в экономии тонколистового проката, так как уменьшили шаг заготовки без изменения числа переходов штамповки детали по сравнению с применяющейся ранее технологией.
Изобретение относится к обработке металлов давлением, в частности к листовой штамповке в автомобилестроении. Заготовку подвергают вытяжке в штампе, оснащенном прижимом для зажатия ее краев. В процессе вытяжки по линии контура вытягиваемой детали формуют тормозной порог П-образного профиля. Затем производят обрезку заготовки по линии, проходящей по вершине отформованного П-образного профиля тормозного порога. После обрезки правят оставшуюся после обрезки часть тормозного порога с вытянутой деталью. Правку осуществляют на операции последующей формовки. Линию обрезки располагают на расстоянии 2 - 3 мм от внешнего радиуса тормозного порога. В результате обеспечивается повышение технологичности процесса вытяжки и уменьшение технологического припуска на заготовку. 1 з.п.ф-лы, 2 ил.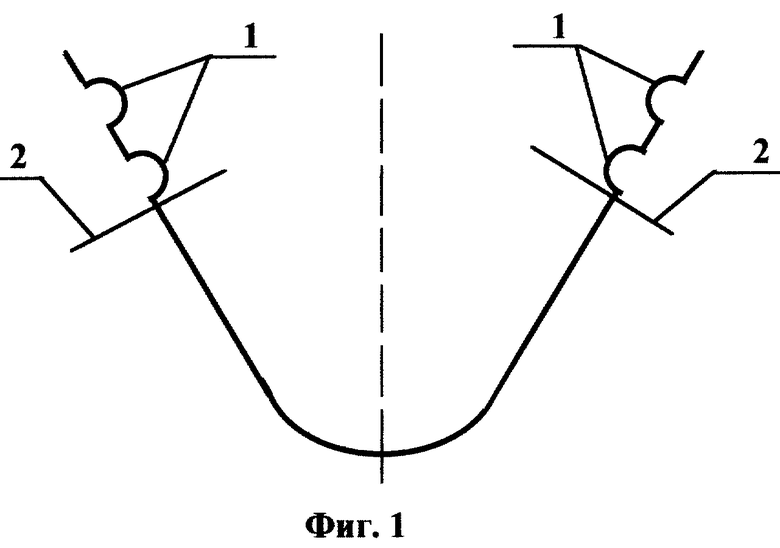
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2047407C1 |
| Штамп для вытяжки | 1982 |
|
SU1147477A1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2096116C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ПАНЕЛЕЙ ЖЕЛОБООБРАЗНОЙ ФОРМЫ | 1996 |
|
RU2095178C1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОННЫМ УСТРОЙСТВОМ И ЭЛЕКТРОННОЕ УСТРОЙСТВО | 2015 |
|
RU2606879C2 |

