Изобретение относится к технологии формообразования слоистых изделий, изготовленных из композиционных материалов, и может быть использовано при изготовлении преимущественно длинномерных изделий сложной конфигурации наматыванием композиционных материалов, в частности лонжеронов лопастей вертолетов.
Известен способ установки деталей насыщения приформовкой с помощью эпоксидного компаунда, заключающийся в установке к частично отвержденной заготовке при температуре 18-20oС с помощью предварительно отформованных приформовочных элементов из эпоксидной смолы нескольких деталей насыщения до полного формирования изделия, прижиме этих деталей специальными приспособлениями и выдержке под давлением при температуре 60-80oС до полного отверждения изделия (Кн. Благов В.А., Калмыков А.П., Кобелев В.Н. и Прохоров Б.Ф. Легкие судовые конструкции из пластмасс. - Л. Судостроение, 1969, стр. 212-218). Недостатком данного способа является низкая прочность изделия на изгиб, при котором происходит скалывание деталей насыщения с изделия при динамических воздействиях на изделие.
Известен способ изготовления слоистых изделий из композиционных материалов, включающий намотку на оправку оболочки из материала на часть толщины заготовки, частичное ее отверждение, намотку заготовки на всю толщину, опрессовку, полное отверждение изделия и удаление оправки (авторское свидетельство СССР 1799742. Способ изготовления слоистых изделий из композиционного материала. - МКИ: В 29 D 9/00; В 29 С 43/20//В 29 L 9/00. - Бюл. 9, 07.03.1993). Данный способ принят за прототип.
Недостатком известного способа является ограничение области изготовления армированных слоистых изделий из композиционных материалов, а именно известный способ позволяет получать армированные слоистые изделия из армированного композиционного материала, исключающий приформовку армирующих элементов на изделиях с угловыми переходами наружного контура.
Известно устройство для формования изделий сложной конфигурации из композиционных материалов, включающее основание, формообразующий элемент, каретки, установленные на горизонтальных направляющих с возможностью возвратно-поступательного перемещения в плоскости поперечного сечения формообразующего элемента, смонтированную на основании пресс-форму, каждая полуформа которой кинематически соединена с силовым приводом, и средства фиксации (патент RU 2041820 С1. Устройство для формования изделий сложной конфигурации из композиционных материалов. - МКИ6: В 29 С 43/20, В 29 D 9/00 // В 29 L 9/00. - Бюл. 23, 20.08.95). Данное устройство принято за прототип.
Недостатком известного устройства, принятого за прототип, является отсутствие возможности выполнять приформовку армирующих элементов в процессе изготовления слоистых изделий с угловыми переходами наружного контура путем намотки композиционного материала на формообразующий элемент, например оправку.
Известен станок для изготовления слоистых изделий из композиционных материалов, включающий станину, на которой размещены опорные бабки для закрепления технологической оправки, на направляющих станины расположена каретка с многораскладочным намоточным устройством, приводами каретки, раскладчиков и намоточного устройства, и датчиками переключения перемещений каретки (патент RU 2054358 С1. Способ получения намоткой слоистых изделий сложной формы и намотка для его осуществления. МКИ6: В 29 С 53/56; В 29 L 9/00. - Бюл. 5, 20.02.1996 г.). Данный станок принят за прототип.
Недостатком известного станка, принятого за прототип, является отсутствие возможности изготовления слоистых изделий с угловыми переходами наружного контура с приформовкой армирующих элементов в процессе намотки композиционного материала на формообразующий элемент.
Основной задачей, на решение которой направлены заявленные способ изготовления слоистых изделий из композиционных материалов с приформовкой армирующих элементов, устройство для приформовки армирующих элементов и станок для изготовления слоистых изделий из композиционных материалов с приформовкой армирующих элементов, является разработка технологии изготовления армированных слоистых изделий с приформовкой армирующих элементов и устройств, способных воспроизводить созданную технологию изготовления слоистых изделий с приформовкой армирующих элементов в процессе намотки заготовок из композиционного материала.
Единым техническим результатом, достигаемым при осуществлении заявленной группы изобретений, является создание технологии и устройств для изготовления армированных слоистых изделий из композиционных материалов с приформовкой армирующих элементов, позволяющие повысить прочность изделия при работе на изгиб, например лонжеронов лопастей винтов вертолетов.
Указанный технический результат достигается тем, что в известном способе изготовления слоистых изделий из композиционных материалов с приформовкой армирующих элементов, включающем намотку на технологическую оправку оболочки из материала на часть толщины заготовки, частичное ее отверждение, намотку заготовки на всю толщину, опрессовку и полное отверждение заготовки и удаление оправки, согласно предложенному техническому решению намотку заготовки на всю толщину изделия производят послойно с периодической приформовкой армирующих элементов в местах усиления профиля изделия с нагревом армирующего элемента до температуры размягчения намотанного под ним слоя, но ниже температуры полного отверждения заготовки, и частичным отверждением их, после чего выполняют намотку последнего слоя и частичное отверждение его, затем опрессовку и полное отверждение заготовки с последующим удалением оправки; что армирующие элементы перед приформовкой предварительно отформовывают и частично отверждают; что перед приформовкой армирующего элемента последний выполняют размерами, соответствующими внешней форме участка усиленного профиля изделия на срезе перед следующим за ним слоем намотки; что приформовку армирующих элементов выполняют опрессовкой пресс-формой с рабочей поверхностью, изменяющейся по мере наматывания слоев на величину изменения внешней формы заготовки; что с каждой последующей приформовкой армирующего элемента пресс-форму смещают относительно оправки на величину изменения профиля заготовки.
Указанный технический результат достигается тем, что в известном устройстве для приформовки армирующих элементов при осуществлении вышеуказанного способа, включающем раму, технологическую оправку, каретки, установленные на горизонтальных направляющих с возможностью возвратно-поступательного перемещения поперек оправки, основание и смонтированную на ней пресс-форму, каждая полуформа которой кинематически соединена с силовым приводом, и средства фиксации, согласно предложенному техническому решению полуформы выполнены с возможностью изменения геометрии прижимающей к заготовке рабочей поверхности, для чего полуформы изготовлены из двух шарнирно сопряженных частей, одна из которых неподвижно закреплена на промежуточной плите, шарнирно установленной на основании, а другая - с возможностью поворота вокруг оси шарнирного соединения с первой и фиксации подвижного конца полуформы посредством регулируемого упора, закрепленного в промежуточной плите; что рама установлена на средствах горизонтального перемещения вдоль неподвижно расположенной технологической оправки с фиксацией пресс-формы по длине и за ее пределами, например, с помощью упоров, количество которых соответствует числу приформовываемых элементов; что шарнирное соединение полуформ состоит из набора взаимопроникающих ушков частей полуформ, соединенных между собой осями, выполненными в виде трехступенчатого валика, один конец которого установлен в отверстиях ушков обеих частей, причем неподвижно в поворотной части полуформы, другой конец подвижно в петле, закрепленной на неподвижной части полуформы, а центральная часть валика выполнена большим диаметром и контактирует с промежуточной плитой при повороте подвижной части полуформы; что силовой привод выполнен в виде мембранного пневмопривода, состоящего из крышки, размещенной между основанием и промежуточной плитой, а в основании и крышке выполнены выемки, образующие полость, последняя разделена диафрагмой, образуя между диафрагмой и основанием герметичную полость, сообщенную с пневмосистемой, а в полости, образованной между диафрагмой и крышкой, размещена опорная тарелка, контактирующая одной стороной с диафрагмой, а другой - с промежуточной плитой через установленные в тарелке штыри, свободно перемещающиеся в отверстиях крышки; что части полуформ включают в себя устройства местного нагрева приформовочного армирующего элемента и слоя композиционного материала заготовки.
Указанный технический результат достигается тем, что, в известном станке для изготовления слоистых изделий из композиционных материалов с приформовкой армирующих элементов при осуществлении вышеуказанного способа, включающем станину, на которой размещены опорные бабки для закрепления технологической оправки, на направляющих станины расположена каретка с намоточным устройством, приводами и датчиками переключения перемещений, согласно предложенному техническому решению на станине дополнительно установлено устройство для приформовки армирующих элементов на заготовке изделия с возможностью перемещения по направляющим станка и фиксирования в заданном положении относительно оправки и за пределами заготовки изделия.
Проведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленных способа изготовления слоистых изделий из композиционных материалов, устройства для приформовки армирующих элементов и станка для изготовления слоистых изделий из композиционных материалов с приформовкой армирующих элементов при осуществлении этого способа отсутствуют. Следовательно, каждое из заявленных технических решений соответствует условию патентоспособности "новизна".
Результаты поиска известных решений в данной области техники с целью выявления признаков, совпадающих с отличительными от прототипов признаками каждого заявляемого технического решения, показали, что они не следуют явным образом из уровня техники. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками каждого из заявляемых технических решений преобразований на достижение указанного технического результата. Следовательно, каждое из заявляемых технических решений соответствует условию патентоспособности "изобретательский уровень".
В настоящей заявке на выдачу патента соблюдено требование единства изобретения, поскольку способ, устройство и станок предназначены для изготовления слоистых армированных изделий из композиционных материалов. Заявленные технические решения решают одну и ту же задачу - создание технологии и разработку устройств, способные изготавливать прочные слоистые армированные изделия из композиционных материалов.
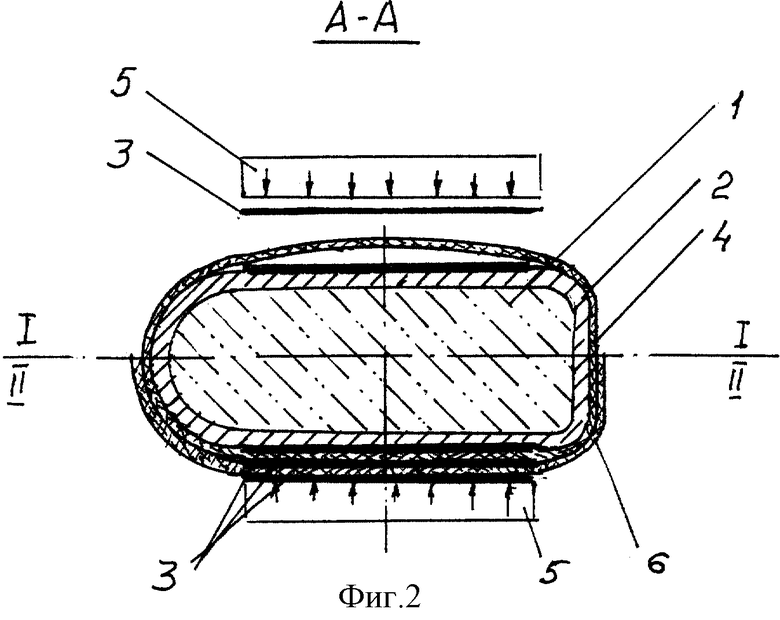
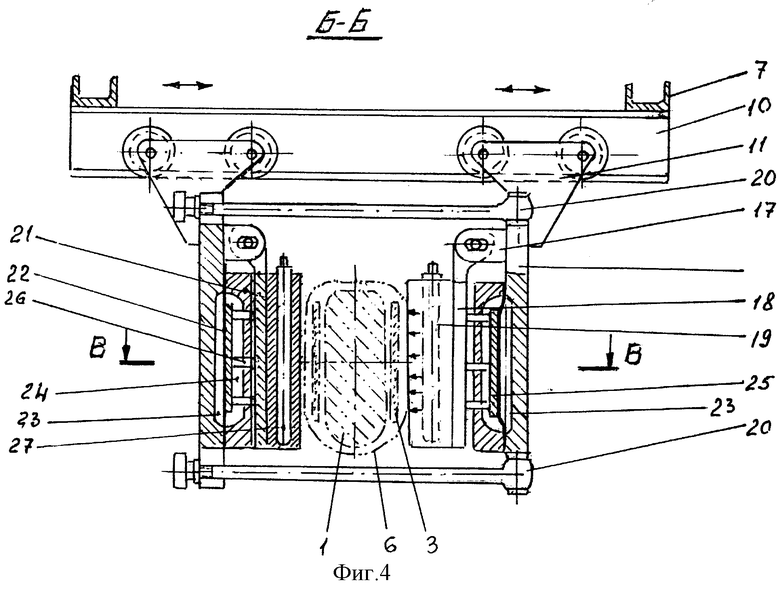
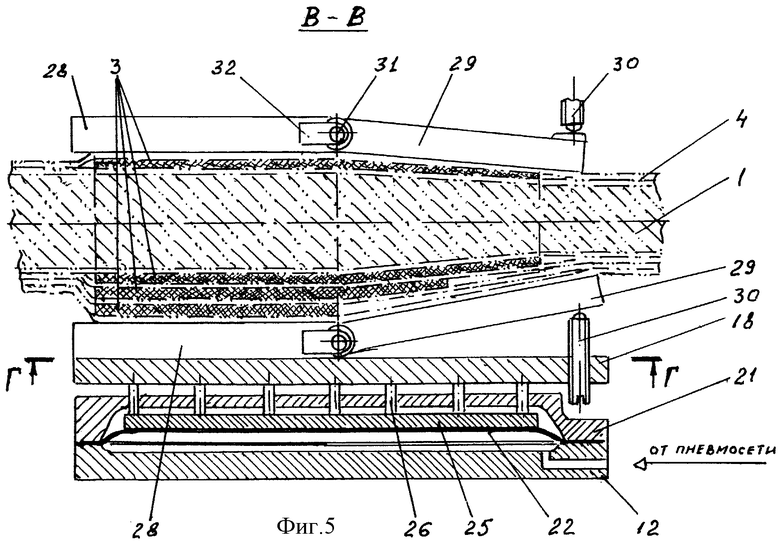
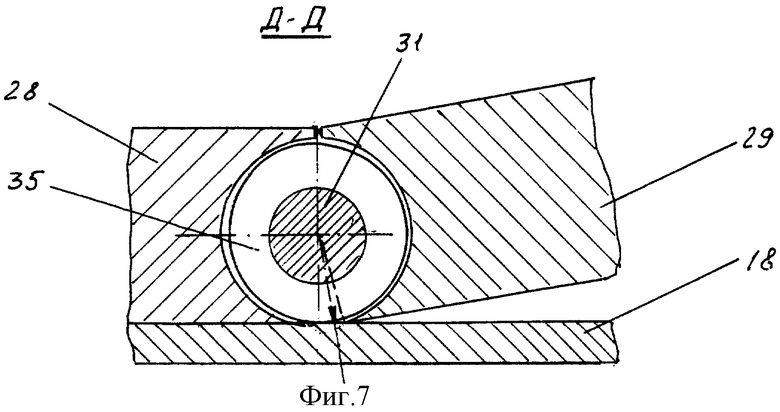
На фиг.1 показана схема послойной приформовки армирующих элементов (зона I-I до приформовки, зона II-II после приформовки); на фиг.2 - то же, поперечное сечение А-А на фиг.1; на фиг.3 - устройство для приформовки армирующих элементов; на фиг.4 - то же, поперечный разрез Б-Б на фиг.3; на фиг.5 - то же, продольный разрез В-В на фиг.4; на фиг.6 - вид на полуформу сбоку, разрез Г-Г на фиг.5; на фиг.7 - шарнирное соединение полуформы, разрез Д-Д на фиг.6; на фиг.8 - станок для изготовления слоистых изделий с приформовкой армирующих элементов; на фиг.9 - то же, в зоне намоточного устройства, разрез Е-Е на фиг.8; на фиг.10 - то же, в зоне устройства для приформовки армирующих элементов, разрез Ж-Ж на фиг.8.
Способ изготовления слоистых изделий из композиционных материалов с приформовкой армирующих элементов осуществляют следующим образом. На оправку 1 наматывают оболочку 2 из композиционного материала на часть толщины заготовки и частично отверждают при температуре 18-20oС. В местах усиления изделия накладывают предварительно отформованные и частично отвержденные армирующие элементы 3, размеры которых соответствуют внешней форме участка усиления профиля изделия на срезе следующего за ним слоя намотки 4 (фиг.1). Армирующие элементы 3 прижимают пресс-формой 5 с контуром рабочей поверхности, соответствующей контуру заготовки с учетом толщины приформовываемого армирующего элемента 3, последние при этом нагревают до температуры размягчения намотанного под армирующим элементом слоя композиционного материала, ниже температуры полного отверждения заготовки, тем самым устраняют образовавшиеся под армирующим элементом воздушные полости. Затем заготовку охлаждают до температуры 18-20oС и частично отверждают. После этого наматывают следующий слой 4 композиционного материала, частично отверждают его и накладывают предварительно отформованные и частично отвержденные армирующие элементы 3, размеры которых соответствуют внешней форме участка усиления профиля изделия уже на срезе следующего за ним слоя намотки 6. Затем армирующие элементы 3 прижимают пресс-формой 5 с контуром рабочей поверхности, соответствующей контуру внешней формы заготовки на срезе намотанного слоя 4 с учетом толщины приформовываемого армирующего элемента 3 со смещением пресс-формы 5 относительно положения ее на предыдущей приформовке на величину t изменения профиля заготовки, нагревают и далее выполняют, как описано выше. После приформовки всех армирующих элементов 3 на заготовке выполняют намотку последнего слоя 6, частичное отверждение его, опрессовку при температуре 60-80oС и полное отверждение заготовки, последнюю затем охлаждают и из нее удаляют оправку 1 (фиг.2). Таким образом изготавливают слоистые изделия из композиционных материалов с приформовкой армирующих элементов в местах усиления конструкции.
Устройство для приформовки армирующих элементов содержит раму 7, установленную опорами 8 на продольных направляющих 9, например станка, с возможностью перемещения вдоль технологической оправки 1 (фиг.3). На раме 7 закреплены поперечные направляющие 10, в последних размещены подвижные каретки 11 с возможностью перемещения поперек технологической оправки 1, к которым присоединены основания 12. На раме 7 также установлено устройство 13 подвода, регулирования давления и подачи сжатого воздуха из пневмосети. В основаниях 12 выполнены пазы-ловители 14 для фиксации положения устройства относительно оправки 1. Для фиксации положения устройства по дистанции относительно технологической оправки 1 оно снабжено противоугонным захватом 15 с упором 16 в нерабочем положении. На основаниях 12 смонтированы кронштейны 17, к последним подвешены с возможностью возвратно-поступательного перемещения относительно технологической оправки 1 промежуточные плиты 18, на которых установлены полуформы 19 пресс-формы, охватывающие оправку 1, с фиксацией положения между собой в пресс-форме и относительно оправки запирающими болтами 20 (фиг.4). В основаниях 12 встроены силовые мембранные пневмоприводы, для этого с внутренней стороны основания установлена крышка 21. В основании 12 и крышке 21 выполнены выемки, разделенные между собой диафрагмой 22, образующей две полости 23 и 24. Полость 23 выполнена герметичной и сообщается с устройством 13 пневмосети, а в полости 24 размещена опорная тарелка 25, контактирующая одной стороной с диафрагмой 22, а другой стороной с промежуточной плитой 18 через установленные на тарелке 25 штыри 26, свободно перемещающиеся сквозь отверстия, выполненные в крышке 21. Для местного нагрева приформованного армирующего элемента 3 и слоя 5 композиционного материала устройство снабжено нагревателями 27, размещенными в полуформах 19. Полуформы выполнены "ломающими", одна часть 28 из которых, жестко закреплена на промежуточной плите 18, а другая часть 29 соединена шарнирно на первой с возможностью поворота на границе углового перехода контура заготовки и фиксированием угла поворота регулируемым упором 30, закрепленным в промежуточной плите 18 (фиг.5). Шарнирное соединение частей 28 и 29 полуформ состоит из двух осей 31, выполненных в виде трехступенчатого валика, один конец которого "центрирующий" и установлен в отверстиях ушков обеих частей 28 и 29 полуформы, причем неподвижно в поворотной ее части 28 (фиг.6). Другой конец "поддерживающий" и установлен шарнирно в петле 32, закрепленной на неподвижной части 28 полуформы. Для устранения провисания поворотной части 29 полуформы на ее конце установлен ограничитель 33, опирающийся на направляющую скалку 34, жестко закрепленную на промежуточной плите 18. Центральная часть 35 оси 31 выполнена большим диаметром и контактирует непосредственно с промежуточной плитой 18 при повороте подвижной части 29 относительно неподвижной части 28 полуформы (фиг.7).
Станок для изготовления слоистых изделий из композиционных материалов с приформовкой армирующих элементов состоит из станины 36, передней 37 и задней 38 бабок с центрами для установки технологической оправки 1 на станке(фиг.8). На направляющих 39 станины 36 станка установлено устройство 40 для послойной намотки композиционного материала, перемещающегося в обоих направлениях вдоль оправки 1 между бабками 37 и 38 (фиг.9). На тех же направляющих 39 станка установлено устройство 41 для приформовки армирующих элементов 3, периодически перемещающихся так же вдоль оправки 1 в зону приформовки и за пределы бабок 37 и 38 (фиг.10).
Изготовление слоистых изделий из композиционных материалов с приформовкой армирующих элементов осуществляют следующим образом. Технологическая оправка 1, изготовленная в соответствии с внутренним контуром изделия, устанавливается в центре, или зажимные патроны передней 37 и задней 38 бабок - в строго ориентированном положении. На наматывающее устройство 40 подается исходный материал заготовки изделия, например бобины 42 со стеклолентой. Свободный конец стеклоленты закрепляется в зоне технологических припусков заготовки на оправку 1. Включают в работу станок и наматочное устройство 40. Перемещая устройство 40 вдоль оправки 1, на последнюю наматывают оболочку 2 из композиционного материала на часть толщины заготовки, затем оболочку частично отверждают при температуре 18-20oС, в результате чего на оправке 1 образуется сплошной слой материала, а устройство 40 останавливается и смещается в исходное положение. В местах усиления изделия на оболочку 2 накладывают предварительно отформованные и частично отвержденные армирующие элементы 3, размеры которых соответствуют внешней форме участка усиления профиля изделия на срезе следующего за ним слоя намотки 4. В это время устройство 41 для приформовки армирующих элементов находится в закрепленном на станине 36 вне рабочей зоны, где пресс-форму 5 устанавливают в соответствии с контуром рабочей поверхности заготовки, для чего поворотную часть 29 поворачивают относительно неподвижной части 28 полуформы 19 вокруг шарнирного соединения на угол перехода контура заготовки, соответствующей контуру заготовки с учетом толщины приформовываемого армирующего элемента 3, и фиксируют регулируемым упором 30, закрепленным в промежуточной плите 18. Освобождаются противоугонные захваты 15, и устройство 41 для приформовки перемещается из-за пределов одной из бабок, например задней 38, вдоль технологической оправки 1 в зону приформовки армирующих элементов 3, в которой оно фиксируется пазовыми ловителями 14 относительно оправки 1 и закрепляется в рабочее положение на станине 36 станка противоугонными захватами 15. Затем полуформы 19, охватывая заготовку с армирующими элементами 3 с обеих сторон, свободно перемещаются с помощью кареток 11 поперек технологической оправки 1. Положение полуформ 19 относительно заготовки фиксируется запирающими болтами 20, создавая замкнутую силовую систему. Открывается кран пневмосистемы 13 и в рабочую полость 23 мембранного силового привода подается сжатый воздух, создавая давление на тарелку 25 с установленными на ней штырями 26, последние свободно перемещаются в отверстиях крышки 21, передают усилие на промежуточную плиту 18 с полуформами 19. Полуформы прижимают армирующие элементы к заготовке изделия, спрессовывая их по заданному контуру. Величина необходимого усилия приформовки определяется площадью контакта опорной тарелки 25 с диафрагмой 22 и регулируется давлением в рабочей полости 23. Включается система обогрева полуформ 19, которые нагреваются до температуры размягчения намотанного под армирующим элементом 3 слоя 2 композиционного материала, ниже температуры полного отверждения заготовки, тем самым устраняют образовавшиеся под армирующим элементом воздушные пространства под давлением силовых приводов, в результате чего происходит приформовка армирующих элементов к заготовке. Не снимая давления, отключается нагрев полуформ 19 и заготовку охлаждают до температуры 18-20oС частичного отверждения.
По окончании технологического процесса приформовки силовой привод отключается от пневмосети 13, при этом его рабочая полость 23 сообщается с атмосферой, и диафрагма 22 возвращается в исходное положение и снимается усилие опрессовки с полуформ 19. После чего открываются запорные болты 20, и полуформы 19 раздвигаются в стороны, освобождая с двух сторон заготовку с армирующими элементами 3. Затем отпираются противоугонные захваты 15 и откидываются в нерабочее положение на упоры 16, и устройство 41 обратно перемещается вдоль оправки 1 в нерабочую зону и закрепляется на станине станка. Если изделие многослойное и включает несколько слоев 4 и армирующих элементов 3, цикл повторяется в вышеописанной последовательности. Перед приформовкой следующего слоя армирующих элементов 3 производят коррекцию положения подвижной части 29 полуформ 19 относительно неподвижной 28 на величину изменения профиля заготовки регулируемым упором 30, а положение устройства 40 относительно оправки 1 смещают на величину t. Затем устройство 40 вновь перемещают вдоль оправки 1, на последнюю наматывают последний слой 6 из композиционного материала, затем его частично отверждают до температуры 18-20oС, в результате чего на оправке 1 образуется сплошной слой материала. Устройство 40 перемещается в исходное положение, работа станка останавливается. После выполняют опрессовку при температуре 60-80oС и полное отверждение заготовки, последнюю затем охлаждают и из нее удаляют оправку 1.
По данному изобретению изготовлены опытные образцы, с помощью которых проведено опытное изготовление изделий усиленной конструкции с последующими испытаниями на серийных образцах машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2041820C1 |
| ЛОПАСТЬ НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2172704C1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ПУСТОТЕЛЫХ ОБОЛОЧЕК (ОБОЛОЧЕК ВРАЩЕНИЯ) ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2458791C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ И ЛОНЖЕРОНОВ ЛОПАСТЕЙ ВОЗДУШНЫХ ВИНТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ И ДРУГИХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2115594C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2018 |
|
RU2698824C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2003 |
|
RU2252345C1 |
| Способ изготовления слоистой конструкции из композиционного материала и устройство для его осуществления | 1990 |
|
SU1785910A1 |
| Способ изготовления крупногабаритной фланцевой конструкции из слоистых полимерных композиционных материалов | 2018 |
|
RU2696796C1 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |





Изобретение относится к технологии формообразования слоистых изделий, изготовленных из композиционных материалов, и может быть использовано при изготовлении преимущественно длинномерных изделий сложной конфигурации наматыванием композиционных материалов, в частности лонжеронов лопастей вертолетов. Технический результат - создание технологии и оборудования для производства армированных слоистых изделий из композиционных материалов, например лонжеронов лопастей воздушных винтов вертолетов, позволяющих повысить прочность изделия при работе на изгиб. Способ изготовления слоистых изделий из композиционных материалов с приформовкой армирующих элементов включает намотку на технологическую оправку оболочки на часть толщины заготовки, частичное ее отверждение, намотку заготовки на всю толщину производят послойно с периодической приформовкой армирующих элементов в местах усиления профиля изделия и нагревом армирующего элемента до температуры размягчения намотанного под ним слоя, но ниже температуры полного отверждения заготовки, намотку слоев, частичное их отверждение, опрессовку и полное отверждение заготовки и удаление оправки. Приформовку армирующих элементов выполняют пресс-формой с рабочим контуром, изменяющимся по мере изменения внешней формы заготовки. Устройство для приформовки армирующих элементов включает раму, технологическую оправку, каретки на горизонтальных направляющих с возможностью возвратно-поступательного перемещения пресс-формы поперек оправки. Каждая полуформа пресс-формы кинематически соединена с силовым приводом, при этом полуформы выполнены с возможностью изменения геометрии рабочей поверхности. Рама установлена на средствах горизонтального перемещения вдоль технологической оправки с фиксацией с помощью упоров, количество которых соответствует числу приформовываемых армирующих элементов. Полуформы содержат устройства нагрева. Станок для изготовления слоистых изделий из композиционных материалов с приформовкой армирующих элементов включает станину, на которой размещены опорные бабки для закрепления технологической оправки. На направляющих станины расположены каретка с намоточным устройством и устройством для приформовки армирующих элементов на заготовке, приводами и датчиками переключения перемещений по направляющим станка и фиксирования в заданном положении относительно оправки. 3 с. и 8 з.п. ф-лы, 10 ил.
| Способ изготовления слоистых изделий из композиционного материала | 1990 |
|
SU1799742A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2041820C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАМОТКОЙ СЛОИСТЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ И НАМОТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2054358C1 |
| БЛАГОВ В.А | |||
| и др | |||
| Легкие судовые конструкции из пластмасс | |||
| - Л.: Судостроение, 1969, с.212-218 | |||
| ЗАТУЛОВКИЙ С.С | |||
| и др | |||
| Литые композиционные материалы.: Киев: Техника, 1992, с | |||
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
