Изобретение относится к обработке металлов давлением, в частности к способам гофрирования труб, а именно, к способу изготовления одногофрового сильфона с цилиндрическими обечайками.
Известны способы формообразования гофрированных труб гидроформовкой, которые реализуются с использованием предварительной радиальной формовки свободного участка заготовки с последующим продольным нагружением [Хейфец Р. Г. и др. Гидроформовка тонкостенных трубчатых диафрагм. Кузнечно-штамповочное производство, 1989, 7 с. 26-28].
Наиболее близким к заявляемому решению является способ изготовления гофрированых труб [Авторское свидетельство СССР 1530292, кл. В 21 D 15/10,], в котором предварительную радиальную формовку гофр осуществляют на поверхности заготовки, последующую термообработку и осевую осадку в матрицах на оправке с приложением внутреннего давления, радиальную формовку производят горячей раздачей парогазовой смесью при определении величины давления в стадии осевой осадки пробной формовкой по беспрепятственному извлечению оправки и матриц после снятия давления.
Недостаток известных способов гидроформовки состоит в том, что применением их не удается получить одногофровый сильфон высокого качества с малым радиусом перехода от полок сильфона к цилиндрическим обечайкам при сохранении высокой соосности последних и малой разнотолщинности оболочки.
Задачей, на решение которой направлено изобретение, является повышение качество изготовленных сильфонов.
Решение поставленной задачи достигается тем, что в способе изготовления одногофровых сильфонов с цилиндрическими обечайками, включающем радиальную формовку гофра из трубной заготовки и ее осевую осадку в матрице с приложением внутреннего давления, предварительно определяют полный мерный объем рабочей жидкости в полости трубной заготовки и максимальное давление при радиальной формовке, радиальную формовку гофра осуществляют подачей рабочей жидкости в полость трубной заготовки, образующей внутренний герметизированный объем матрицы, а осевую осадку в матрице осуществляют при поддержании внутреннего давления на 3%-6% меньше максимального давления рабочей жидкости во внутреннем объеме при радиальной формовке.
В варианте способа подают полный мерный объем рабочей жидкости и удаляют из матрицы остатки воздуха.
В другом варианте способа радиальную формовку и осевую осадку выполняют в две ступени, на первой из которых осуществляют радиальную формовку гофра подачей части полного мерного объема рабочей жидкости, равной 60%-70% его величины, и часть осевой осадки, составляющий 30%-40% ее полной величины, а на второй ступени осуществляют радиальную формовку подачей оставшейся части полного мерного объема и оставшуюся часть осевой осадки.
Технический результат, достигаемый при осуществелении изобретения, - повышение качества одногофрового сильфона с цилиндрическими обечайками за счет уменьшения разнотолщинности в цилиндрических обечайках, во впадине гофры, уменьшения радиуса перехода от полок сильфона к цилиндрическим обечайкам и увеличения соосности цилиндрических обечаек.
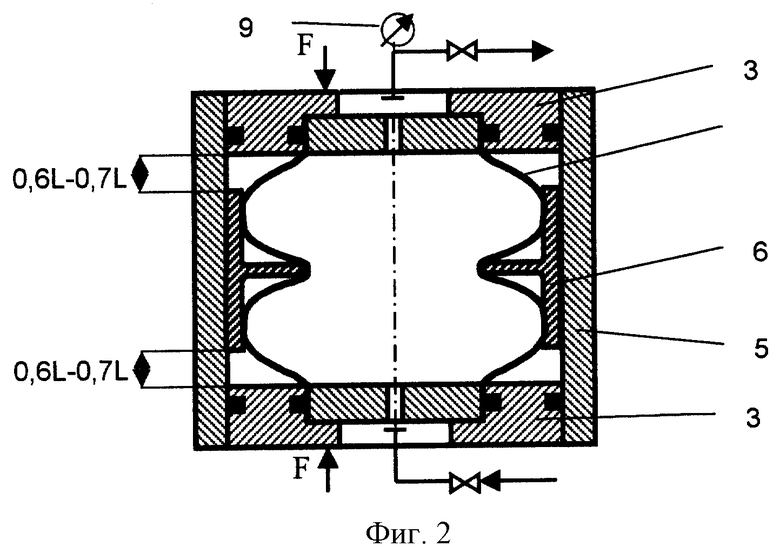
На фиг.1 представлена схема предварительной радиальной формовки; на фиг. 2 - начальная стадия осадки на матрице; на фиг.3 - заключительная стадия осадки на матрице.
Способ осуществляется следующим образом.
Цилиндрическую заготовку 1 устанавливают на цилиндрические оправки 2 и помещают в форму, образованную подвижными крышками 3 с уплотнениями 4 и обоймой 5, в которой размещена матрица 6. Форму размещают между подвижной верхней и неподвижной нижней опорами пресса, действие которого на крышки формы на чертежах условно обозначено силами F.
Во внутреннюю полость заготовки, образующую внутренний герметизированный объем матрицы, через вентиль 7 подают рабочую жидкость. При заполнении полости остатки воздуха выходят через вентиль 8. После удаления воздуха вентиль 8 перекрывается и в обойму заливается мерный объем рабочей жидкости, утечение которой предотвращается уплотнениями 4. При подаче мерного объема рабочей жидкости во внутреннюю полость заготовки выполняют радиальную формовку заготовки 1 и определяют максимальное давление во внутреннем объеме полости по манометру 9. В этой стадии формовки опоры пресса не перемещаются и величина хода между крышками 3 и матрицей 6, равная L (фиг.1), остается неизменной.
При осевой осадке заготовки 1 крышки 3, под действием опор пресса сближаясь по вертикали (фиг.2), соприкасаются с матрицей 6 (фиг.3), завершая формирование цилиндрических обечаек 10 и гофры 11 одногофрового сильфона. При осевой осадке величину давления во внутреннем объеме поддерживают вентилем 7 по манометру 9 на 3%-6% меньше максимального, определенного при радиальной формовке.
Величина мерного объема рабочей жидкости определяется при пробной формовке для конкретной толщины стенки заготовки и длины полок гофры и радиусов ее перехода в цилиндрические обечайки.
По варианту способа трубную заготовку 1 предварительно подвергают радиальной формовке, используя 60%-70% мерного, ранее определенного объема рабочей жидкости (фиг.1). После этого выполняют часть осевой осадки, составляющую 30%-40% от величины полной осевой осадки L (фиг.2). При осевой осадке величину давления во внутреннем объеме поддерживают вентилем 7 по манометру 9 на 3%-6% меньше максимального, определенного при радиальной формовке полным мерным объемом рабочей жидкости. Выполняют вторую ступень радиальной формовки, используя оставшуюся часть (30%-40%) мерного объема рабочей жидкости. Завершают формование сильфона, выполняя оставшуюся часть (60%-70%) осевой осадки. При выполнении второй части осевой осадки на 0,6-0,7 части от полного осевого хода крышек 3 величину давления во внутреннем объеме полости поддерживают вентилем 7 по манометру 9 на 3%-6% меньше максимального, определенного при радиальной формовке полным мерным объемом рабочей жидкости. При изготовлении сильфона по варианту способа осуществляется больше операций, однако этот вариант позволяет обеспечить стабильность параметров сильфона при разбросе толщины исходных заготовок.
Пример. Трубную заготовку диаметром 124 мм и толщиной стенки 0,15 мм из стали ЧС35ВИ деформировали радиальной раздачей. Максимальное давление при радиальной формовке составило 3 МПа. После раздачи диаметр гофрированной заготовки составил 130 мм, т.е. деформация по диаметру составила 5%. При осевой осадке по способу и варианту способа давление рабочей жидкости поддерживалось на уровне 2,82 - 2,91 МПа.
При изготовлении сильфона из такой же заготовки по варианту способа в полость для радиальной формовки подавалось 60%-70% ранее определенного мерного объема рабочей жидкости. Давление после подачи этой части мерного объема рабочей жидкости при радиальной формовке не превысило 2,9 МПа. После раздачи диаметр гофрированной заготовки составил 129 мм, т.е. деформация по диаметру составила 4%. После этого выполнили 30%-40% осевой осадки, поддерживая давление в полости на уровне 2,82 - 2,91 МПа. Подали в полость оставшуюся часть (30%-40%) мерного объема рабочей жидкости. Завершили формование сильфона осевой осадкой на оставшиеся 60%-70% величины полного осевого хода L крышек 3. При второй осевой осадке по варианту способа давление рабочей жидкости поддерживалось также на уровне 2,82 - 2,91 МПа.
Толщина стенки во впадине гофры составила 0,149 мм и цилиндрических обечайках составила 0,148 мм, т.е. разнотолщинность около 0,7%. Радиусы перехода от полок гофры к цилиндрическим обечайкам 0,3 мм, несоосность цилиндрических обечаек не более 0,02. Создание в полости заготовки давления рабочей жидкости на уровне 3 МПа позволило сформировать одногофровый сильфон, легко извлечь оправку и разобрать комплект. Величина давления была определена при пробной формовке. Уменьшение или увеличение давления рабочей жидкости за пределы 2,82 - 2,91 МПа неизменно усложняло извлечение оправки и матриц, неблагоприятно сказывалось на геометрии гофра или приводило к нарушению целостности сильфона.
Способ позволяет за счет повышения качества одногофрового сильфона с цилиндрическими обечайками в результате уменьшения разнотолщинности в цилиндрических обечайках и впадине гофра, уменьшения радиуса перехода от полок сильфона к цилиндрическим обечайкам и увеличения соосности цилиндрических обечаек получать одногофровые сильфоны, работающие при высоких давлениях и температурах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2003 |
|
RU2240190C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОГОФРОВОГО СИЛЬФОНА | 2007 |
|
RU2341348C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОНА | 2006 |
|
RU2316404C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СИЛЬФОНА | 2002 |
|
RU2229356C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОНА | 2004 |
|
RU2281179C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОНА ИЗ ВЫСОКОПРОЧНЫХ МАРОК СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2333813C2 |
| Способ изготовления сильфона | 2020 |
|
RU2732845C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РАДИАЛЬНО-ГОФРИРОВАННЫХ ТРУБ СИЛЬФОННОГО ТИПА | 2005 |
|
RU2302918C2 |
| МАГНИТНАЯ ОПОРА ВЕРТИКАЛЬНОГО РОТОРА | 1999 |
|
RU2178343C2 |

Изобретение относится к способу изготовления одногофрового сильфона с цилиндрическими обечайками. При способе изготовления одногофровых сильфонов с цилиндрическими обечайками, включающем радиальную формовку гофра из трубной заготовки и ее осевую осадку в матрице с приложением внутреннего давления, предварительно определяют полный мерный объем рабочей жидкости в полости трубной заготовки и максимальное давление при радиальной формовке, радиальную формовку гофра осуществляют подачей рабочей жидкости в полость трубной заготовки, образующей внутренний герметизированный объем матрицы, а осевую осадку в матрице осуществляют при поддержании внутреннего давления на 3-6% меньше максимального давления рабочей жидкости во внутреннем объеме при радиальной формовке. Дополнительно либо подают полный мерный объем рабочей жидкости и удаляют из матрицы остатки воздуха, либо радиальную формовку и осевую осадку выполняют в две ступени, на первой из которых осуществляют радиальную формовку гофра подачей части полного мерного объема рабочей жидкости, равной 60-70% его величины, и часть осевой осадки, составляющей 30-40% ее полной величины, а на второй ступени осуществляют радиальную формовку подачей оставшейся части полного мерного объема и оставшуюся часть осевой осадки. Способ позволяет повысить качество изготовления одногофрового сильфона с цилиндрическими обечайками для работы при высоких давлениях и температурах. 2 з.п.ф-лы, 3 ил.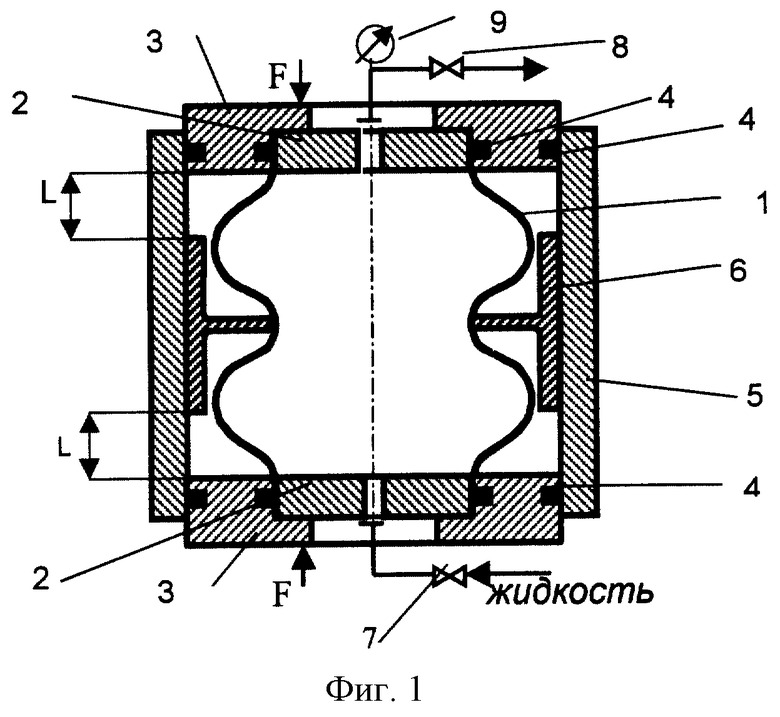
| Способ изготовления гофрированных труб | 1986 |
|
SU1530292A1 |
| Испаритель для микрометеорологических наблюдении | 1951 |
|
SU98277A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ГОФРАМИ | 1992 |
|
RU2016685C1 |
| US 4751835, 21.07.1988 | |||
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ВИБРАЦИИ ОБЪЕКТА | 2009 |
|
RU2395792C1 |

