Изобретение относится к обработке металлов давлением, в частности к технологии изготовления сильфонов.
Цель изобретения - снижение трудоемкости и повышение качества готовых изделий.
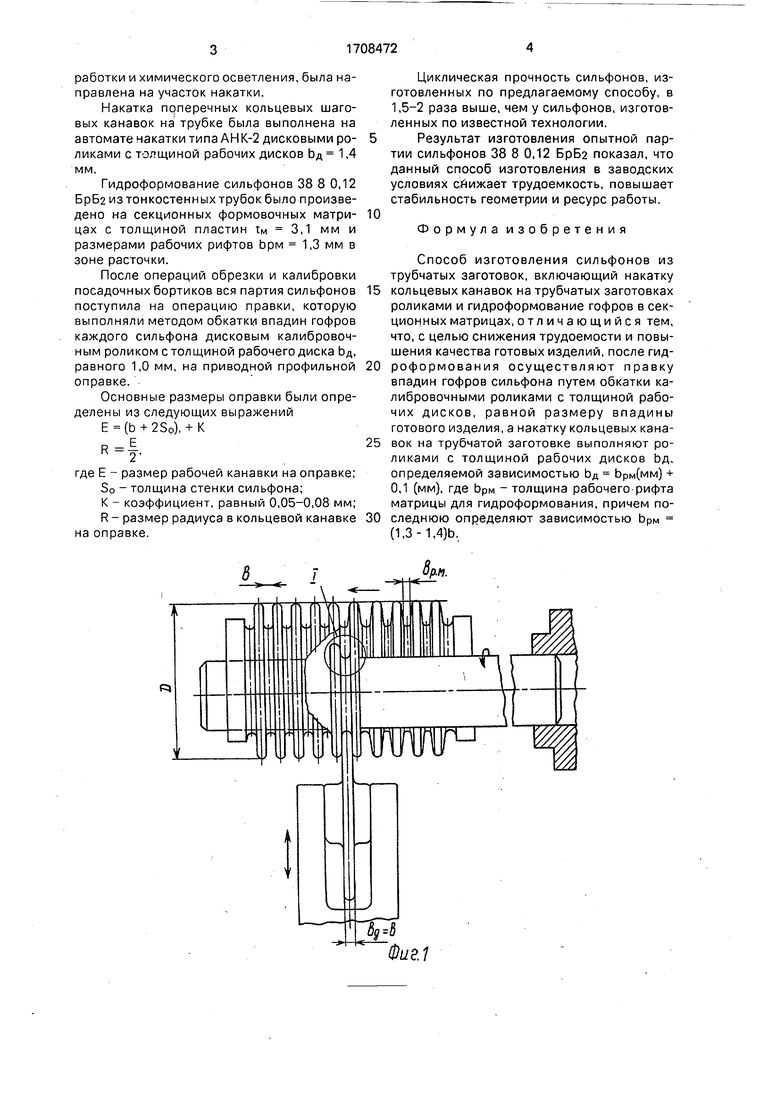
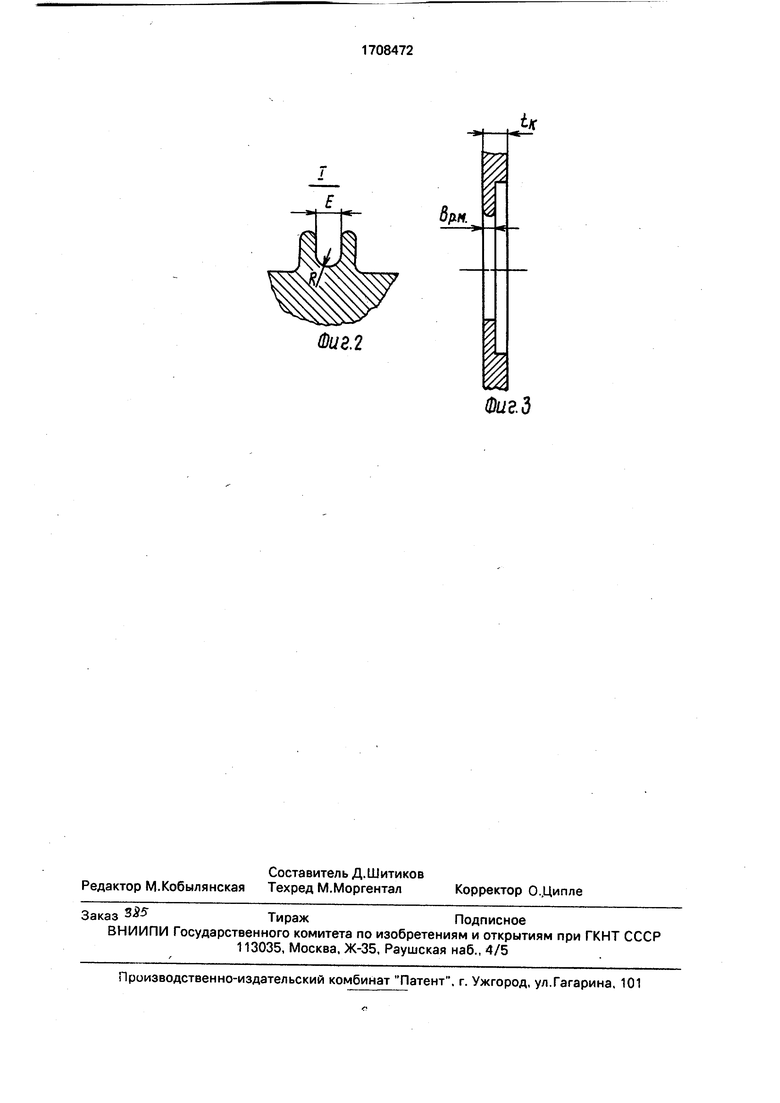
На фиг. 1 изображена калибровка впадин гофров сильфона путем обкатки их дисковым роликом на приводной оправке; на фиг. 2 - узел I на фиг. 1, рабочий профиль приводной оправки; на фиг. 3 - секционная матрица для гидроформования сильфона.
Способ осуществляют следующим образом.
Накатывают кольцевые шаговые канавки на сильфонной трубчатой загртовке роликами с толщиной рабочего диска (Ьд), определяемого извыражения
Ьд Ьрм + 0,1, мм.
Гидравлическое формование сильфонов по()11зводят в секционных матрицах с
размерами рабочих рифтов в зоне расточки, определяемых зависимостью
Ьр.м. (1.3-1,4)Ь, мм,
где Ьрм - толщина рабочего рифта секционной матрицы в зоне расточки, мм;
b - ширина впадины гофров стандартизов.анного сильфона, мм.
Правку впадин гофров сильфона выполняют путем обкатки их на приводной оправке калибровочными роликами с толщиной рабочих дисков, равной размеру впадины b нормализованного сильфона.
П Р и м е р. По способу была изготовлена партия сильфонов 38-80,12 из бронзы БрБ2 ГОСТ 21482-76 в количестве 200 шт. Основные геометрические размеры сильфона: наружный диаметр D 38-1,0 мм, шаг гофров t 2,4 мм, толщина гофра а 1,4 мм, ширина впадин гофров b t-a 2,4-1,4 1,0 мм.
Трабчатая заготовка длиной 140 мм, диаметром 29.5 мм и S 0,12 мм, прошедшая операции разупрочняющей термической обработки и химического осветления, была направлена на участок накатки.
Накатка поперечных кольцевых шаговых канавок на трубке была выполнена на автомате накатки типа АН К-2 дисковыми роликами с толщиной рабочих дисков Ьд 1,4 мм.
Гидроформование сильфонов 38 8 0,12 БрБа из тонкостенных трубок было произведено на секционных формовочных матрицах с толщиной пластин tw 3,1 мм и размерами рабочих рифтов Ьрм 1,3 мм в зоне расточки.
После операций обрезки и калибровки посадочных бортиков вся партия сильфонов поступила на операцию правки, которую выполняли методом обкатку впадин гофров каждого сильфона дисковым калибровочным роликом с толщиной рабочего диска Ьд, равного 1,0 мм, на приводной профильной оправке.
Основные размеры оправки были определены из следующих выражений
E (b + 2So),+ К
R 2где Е - размер рабочей канавки на оправке; So - толщина стенки сильфона: К - коэффициент, равный 0,05-0,08 мм; R - размер радиуса в кольцевой канавке
на оправке.
Циклическая прочность сильфонов, изготовленных по предлагаемому способу, в 1,5-2 раза выше, чем у сильфонов, изготовленных по известной технологии.
Результат изготовления опытной партии сильфонов 38 8 0,12 БрБ2 показал, что данный способ изготовления в заводских условиях с:йижает трудоемкость, повышает стабильность геометрии и ресурс работы.
Формула изобретения
Способ изготовления сильфонов из трубчатых заготовок, включающий накатку кольцевых канавок на трубчатых заготовках роликами и гидроформование гофров в секционных матрицах, отличающийся тем, что, с целью снижения трудоемости и повышения качества готовых изделий, после гидроформования осуществляют правку впадин гофров сильфона путем обкатки калибровочными роликами с толщиной рабочих дисков, равной размеру впадины готового изделия, а накатку кольцевых канавок на трубчатой заготовке выполняют роликами с толщиной рабочих дисков Ьд, определяемой зависимостью Ьд Ьрм(мм) + 0,1 (мм), где Ьрм - толщина рабочего рифта матрицы для гидроформования, причем последнюю определяют зависимостью Ьпм (1,3-1,4)Ь.
BpiH.
(Due.2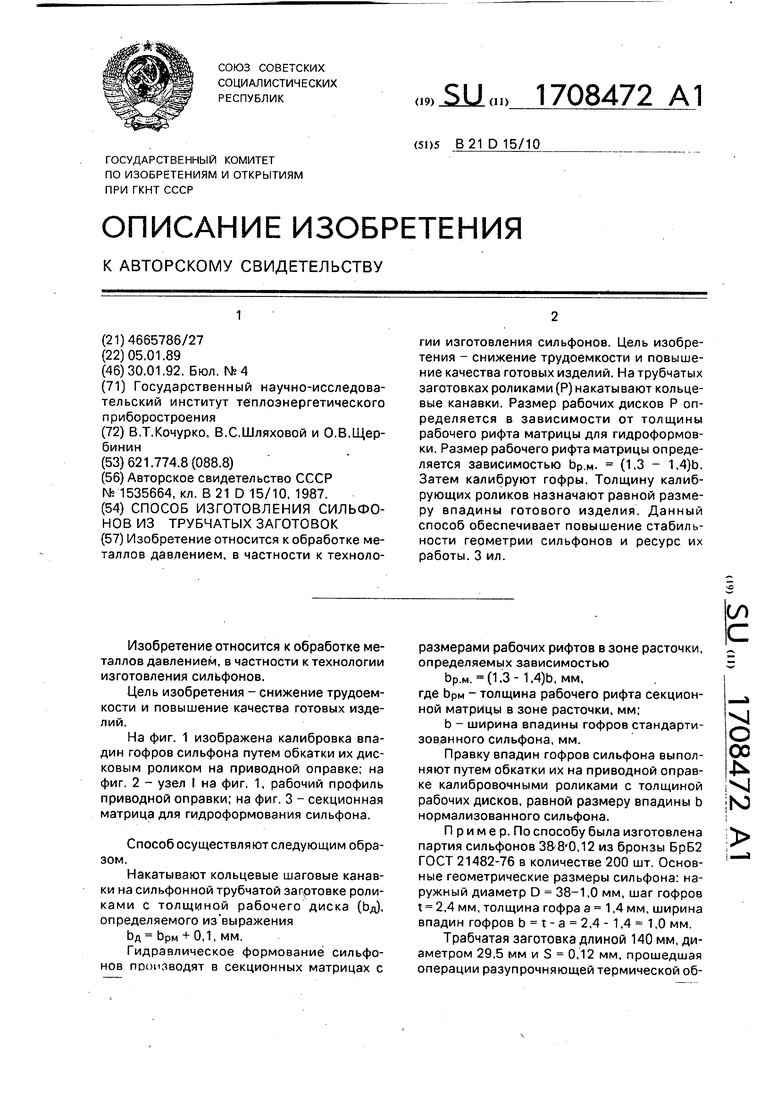
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2003 |
|
RU2240190C1 |
| Сильфон и способ его изготовления | 1990 |
|
SU1742558A1 |
| Способ изготовления труб с кольцевыми гофрами и устройство для его осуществления | 1987 |
|
SU1535664A1 |
| Устройство для калибровки гофров сильфонов | 1978 |
|
SU710726A1 |
| Инструментальный блок накатки кольцевых канавок,преимущественно на толстостенных сильфонных трубчатых заготовках | 1986 |
|
SU1368067A1 |
| Инструментальный блок для формования трубопроводов с винтовыми гофрами (его варианты) | 1984 |
|
SU1255242A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ТРУБЫ | 2004 |
|
RU2273540C1 |
| СПОСОБ НАКАТКИ КОЛЬЦЕВЫХ КАНАВОК | 1973 |
|
SU376154A1 |
| Способ изготовления сильфона | 2020 |
|
RU2732845C1 |
| Способ последовательного гидроформования кольцевых гофр на трубной заготовке и устройство для его осуществления | 1987 |
|
SU1479166A1 |
Изобретение относится к обработке металлов давлением, в частности к технологии изготовления сильфонов. Цель изобретения - снижение трудоемкости и повышение качества готовых изделий. На трубчатых заготовках роликами (Р) накатывают кольцевые канавки. Размер рабочих дисков Р определяется в зависимости от толщины рабочего рифта матрицы для гидроформовки. Размер рабочего рифта матрицы определяется зависимостью Ьр.м. =
Фигд
| Способ изготовления труб с кольцевыми гофрами и устройство для его осуществления | 1987 |
|
SU1535664A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
