Заявляемое изобретение относится к области сварки, а именно к способу разделки стыкуемых кромок трубы и присоединительного патрубка для их сварного соединения под прямым углом, применяемого при изготовлении тройников и крестовин (фитинга), которые устанавливают на магистральные трубопроводы, служащие для транспортировки различных сред в нефтяной, газовой, химической и других отраслях промышленности.
В настоящее время все большее число производителей переоборудует и модернизирует свои предприятия, производственные комплексы и линии, улучшает технологическое оснащение, касающееся, в том числе замены аппаратов ручной сварки на аппараты автоматической сварки. Данное переоснащение позволяет повысить производительность и обеспечить качество сварных соединений, в т.ч. сварных соединений труб и присоединительных патрубков, работающих под избыточным давлением, не зависящее от квалификации и опыта сварщика. Использование автоматической сварки также приводит к снижению расходов на контроль готовой продукции и приемо-сдаточные мероприятия.
Из уровня техники известно сварное угловое соединение патрубка с трубой (ГОСТ 16037-80. Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры, условное обозначение У19), в котором оси свариваемых изделий пересекаются под углом 90° (прямым). Перед сваркой на кромке стыкуемого изделия (патрубка) выполняют скос под углом 50° ± 5° к горизонтали.
Известный способ выполнения сварного соединения не обеспечивает постоянство угла между стыкуемыми кромками соединяемых изделий (патрубка с трубой). Непостоянство геометрических параметров стыка кромок приводит к невозможности применения автоматической сварки в неизменном непрерывном режиме, поскольку для заварки участков стыка большей ширины приходится выполнять дополнительные прерывистые проходы, что приводит к возможности возникновения дефектов сварного шва. И как следствие, при использовании данного способа разделки кромок не обеспечивается постоянство площади поперечного сечения сварного шва.
Также известен способ сварки патрубка с оболочковой конструкцией (SU 1138282, МПК B23K 33/00, B23K 31/06, опубл. 07.02.1985 г.), при котором выполняют разделку кромок под сварку, устанавливают патрубок в отверстие оболочки и осуществляют сварку, при этом разделку кромок патрубка и оболочки выполняют под постоянным углом α к оси патрубка в каждом сечении по периметру шва, при этом кромку разделки оболочки располагают на линии пересечения наружной поверхности оболочки и патрубка.
В способе сварки патрубка с оболочковой конструкцией, в отличие от предыдущего аналога, осуществлена постоянная глубина разделки кромок по длине стыка. Однако данный способ разделки кромок также не обеспечивает постоянство площади сечения сварного шва при приварке стыкуемых изделий когда их оси пересекаются под прямым углом, так как в этом случае угол α вырождается в 90°. Данный способ предназначен для случаев приварки патрубков к оболочковым конструкциям, когда их оси скрещиваются.
В данном способе невозможно применить автоматическую сварку из-за непостоянства геометрических параметров стыкуемых кромок в случае, когда оси свариваемых изделий пересекаются под прямым углом.
Таким образом, в известных способах разделки кромок для сварного соединения под прямым углом трубы и патрубка не обеспечивается постоянство геометрических параметров кромок стыкуемых изделий в каждом сечении сварного шва.
Техническая задача, на решение которой направлено настоящее изобретение, заключается в разработке способа разделки кромок для сварного соединения трубы и патрубка под прямым углом, при котором обеспечиваются постоянные геометрические параметры стыка кромок по всей длине сварного шва.
Решение поставленной технической задачи в способе разделки кромок для сварного соединения трубы и патрубка под прямым углом достигается тем, что разделку стыкуемой кромки отверстия трубы выполняют под плавно переходящим углом наклона от меньшего к большему, при этом разделку кромки патрубка выполняют с ответным плавно переходящим углом наклона от большего к меньшему, выполненным таким образом, что при стыковке кромок патрубка и отверстия трубы, между ними образуется угол 50° ± 5º по всей длине сварного шва.
На трубе разделку кромки начинают от верхней точки трубы, расположенной вдоль ее осевой линии, с 0° и плавно переходят в угол 25º± 5º, расположенный в нижней части отверстия трубы.
На месте стыка патрубка и верхней точки трубы, расположенной вдоль ее осевой линии, разделку кромки на патрубке выполняют под углом 50°± 5º и плавно переходят на угол 25°± 5º, располагаемый в нижней части патрубка.
Технический результат, достигаемый при реализации настоящего изобретения, заключается в обеспечении возможности применения автоматической сварки в неизменном режиме при приварке патрубков к трубам под прямым углом в результате создания постоянного угла между свариваемыми кромками и, как следствие, постоянной площади поперечного сечения сварного шва.
Настоящее техническое решение позволяет осуществлять приварку патрубков к трубам, а также приварку патрубков к котлам и сосудам под прямым углом, используя автоматическую сварку. Использование автоматической сварки повышает производительность, технологичность, исключает влияние человеческого фактора (непрофессионализм сварщика, недостаточный опыт работы, невнимательность и т.п.), что повышает качество сварного соединения, и, как следствие, долговечность службы трубопровода.
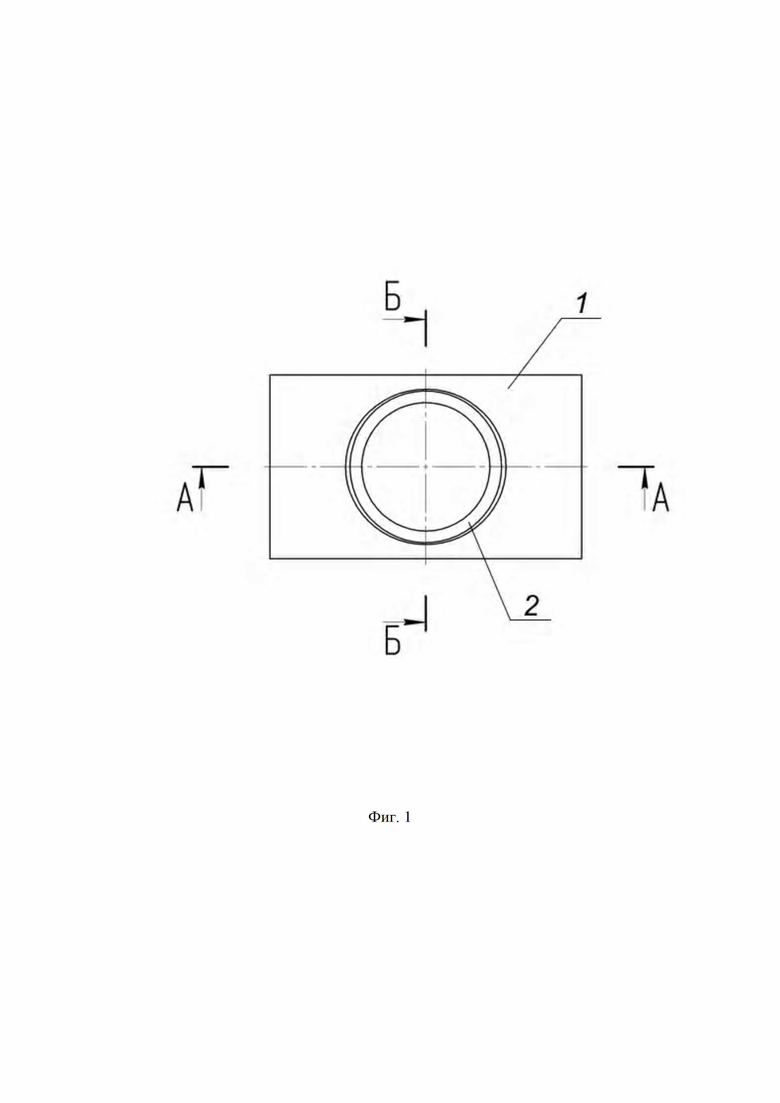
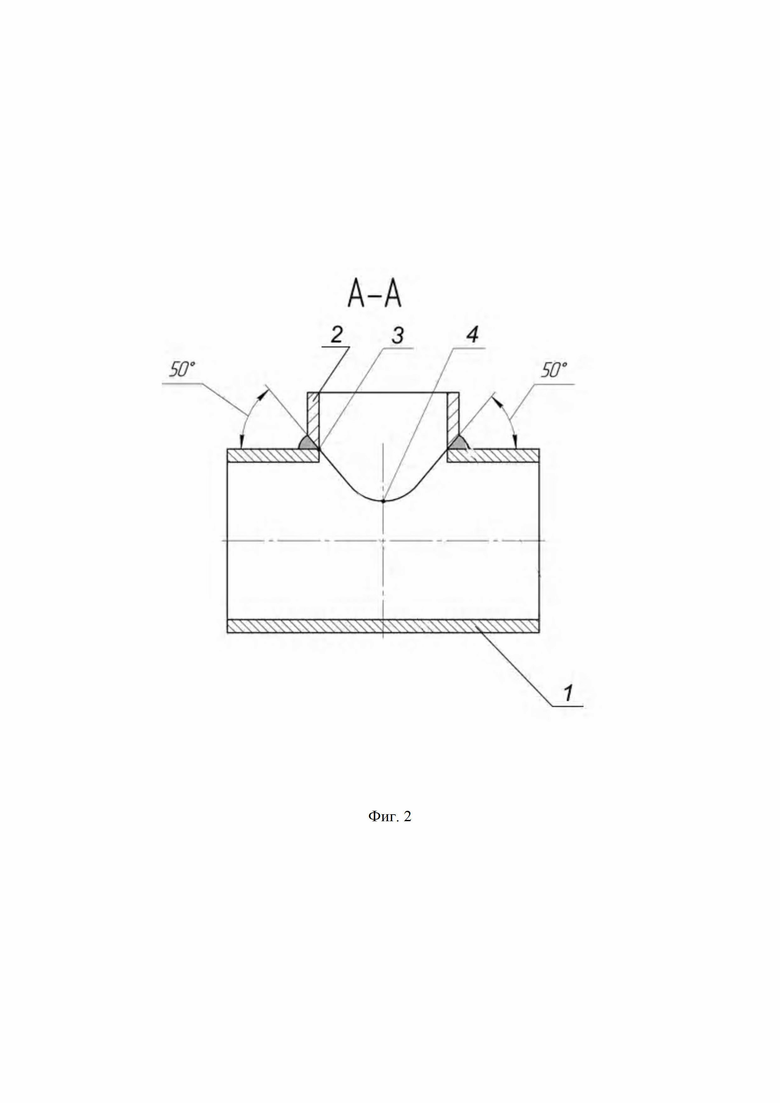
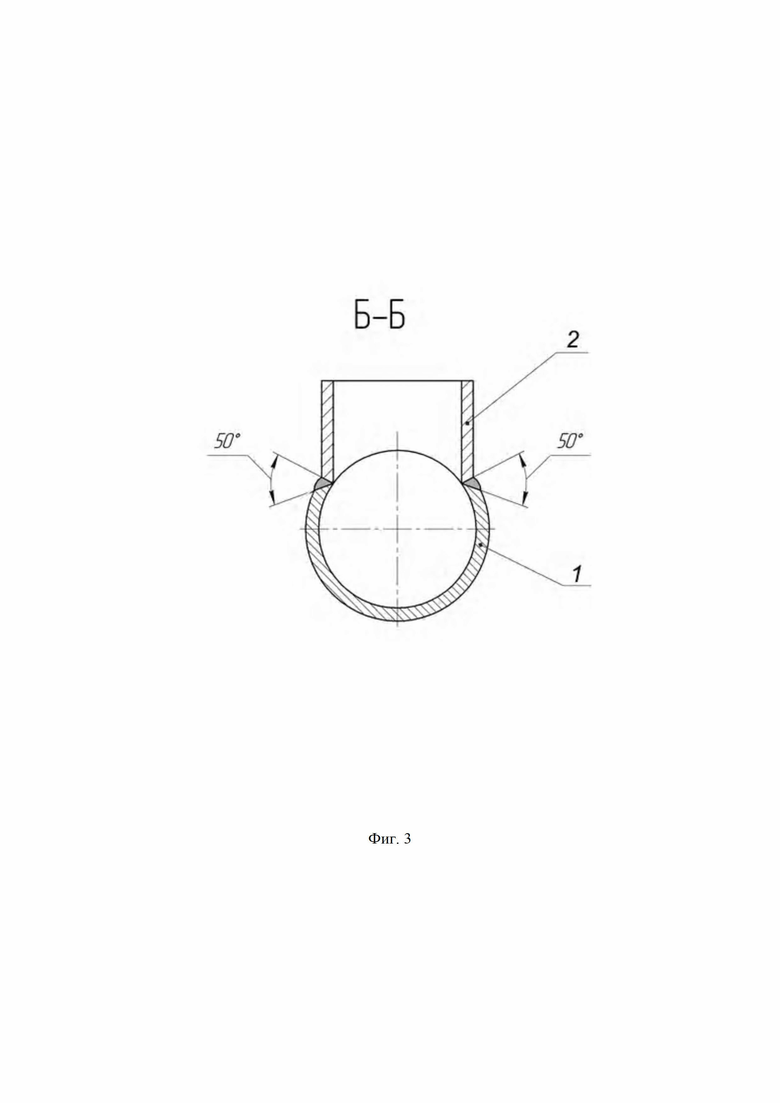
Сущность заявляемого способа поясняется чертежами, на которых представлено: на фиг. 1 - вид сверху на сварное соединение, получаемое в результате применения настоящего способа (вид со стороны патрубка), на фиг. 2 – вид спереди на сварное соединение (сечение плоскостью А-А), на фиг. 3 - вид сбоку на сварное соединение (сечение плоскостью Б-Б).
Представленный на чертежах и описанный ниже вариант получения сварного соединения при применении заявляемого способа разделки кромок приведен, прежде всего, в целях иллюстрации и не должен быть истолкован как ограничение объема притязаний.
Заявляемый способ разделки кромок применяют при приварке патрубков к трубам или трубопроводам, имеющим как одинаковые, так и разные диаметры.
Предлагаемым способом могут быть сварены трубы 1 и патрубки 2 как круглого, так и овального сечения. При этом овальность труб 1 и/или патрубков 2 должна находиться в пределах допуска в соответствии с ГОСТ 10704-91.
Соединяемые сваркой трубы 1 и патрубки 2 могут быть изготовлены, например, из стали марок 09Г2С, 13ХФА, 10ХСНД, либо из любых других материалов, для соединения которых возможно применение заявляемого способа.
Заявляемый способ осуществляют, например, следующим образом.
В графической программе, например, «Компас», либо любой другой программе создают трехмерные модели трубы 1 и присоединяемого патрубка 2. Затем на трубной плазме или фрезерном станке с числовым программным управлением по созданной модели вырезают заготовки трубы 1 (в трубе выполняют отверстие под патрубок) и патрубка 2. Разделку стыкуемой кромки отверстия трубы 1 выполняют под плавно переходящим углом наклона от меньшего к большему, при этом разделку кромки патрубка 2 выполняют с ответным плавно переходящим углом наклона от большего к меньшему, образованными так, что при стыковке кромок патрубка 2 и отверстия трубы 1, между ними образуется постоянный угол 50°± 5º по всей длине сварного шва.
При равенстве диаметров трубы 1 и присоединяемого патрубка 2 разделка кромок осуществляют следующим образом.
На отверстии трубы 1 разделку кромки начинают от верхней точки трубы (поз. 3 на фиг. 2), расположенной вдоль ее осевой линии, с 0° и плавно переходят в угол 25º± 5º к горизонтали, расположенный в нижней части отверстия под соединение трубы 1 с патрубком 2 (поз. 4 на фиг. 2), что показано на разрезе А-А (фиг. 2). Для соблюдения постоянства угла разделки стыкуемых кромок в 50º± 5º на патрубке 2 выполняют разделку кромки следующим образом: на месте стыка патрубка 2 и верхней точки трубы 1, расположенной вдоль ее осевой линии, разделку кромки 2 делают под углом 50°± 5º к горизонтали и плавно переходят на угол 25°± 5º к горизонтали, что показано на разрезе Б-Б (фиг. 3). Разделение 50º± 5º поровну в нижней точке трубы 1 между кромками отверстия трубы 1 и патрубка 2 (поз. 4 на фиг. 2) не является обязательным и зависит от применяемого на предприятии оборудования (обрабатывающие центры, сварочные роботы).
В случае, если диаметр патрубка 2 меньше, чем диаметр трубы 1, то диапазон угла разделки кромки патрубка 2 от 50°± 5º до 30°± 5º, при этом соответственно диапазон угла разделки кромки отверстия трубы 1 от 0 до 20º± 5º.
После этого, на фрезерном обрабатывающем четырехкоординатном центре, по программе, составленной по модели, производят чистовую обработку кромок отверстия трубы 1 и патрубка 2.
Далее осуществляют сборку трубы 1 и патрубка 2 под сварку посредством, например, центраторов. Применение центраторов обеспечивает правильное фиксирование стыкуемых изделий, а также свободный доступ к выполнению сварочных работ (прихватку). После осуществляют автоматическую сварку изделий с формированием кольцевого стыкового сварного соединения по всему периметру шва. Сварку ведут в два этапа, сначала заполняют корневой шов, затем заполняют заполняющий шов.
Получаемое сварное соединение в результате применения заявляемого способа обладает повышенной надежностью и прочностью. Реализация заявляемого способа может осуществляться в условиях отечественной промышленности с использованием известного оборудования, материалов и технологий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЗДАНИЯ ТРОЙНИКОВОГО СОЕДИНЕНИЯ | 2015 |
|
RU2598764C1 |
| Способ сварки патрубка с обечайкой | 1982 |
|
SU1074687A1 |
| Способ сварки патрубка с оболочковой конструкцией | 1983 |
|
SU1138282A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ СВАРНЫМИ ШВАМИ | 1995 |
|
RU2080226C1 |
| Способ изготовления сварных стыковых соединений | 1984 |
|
SU1159741A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| Способ сварки патрубка с оболочковой конструкцией | 1991 |
|
SU1798093A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| Способ получения сварного соединения | 1983 |
|
SU1127727A1 |
Заявляемое изобретение относится к области сварки, а именно к способу разделки стыкуемых кромок трубы и присоединительного патрубка для их сварного соединения под прямым углом, применяемого при изготовлении тройников и крестовин, которые устанавливают на магистральные трубопроводы. В способе разделки стыкуемых кромок под сварку для соединения трубы и патрубка под прямым углом разделывают стыкуемые кромки отверстия трубы и кромки патрубка. Затем разделку стыкуемой кромки отверстия трубы выполняют под плавно изменяющимся углом наклона от меньшего к большему. Разделку кромки патрубка же выполняют с ответным плавно изменяющимся углом наклона от большего к меньшему и обеспечивают образование при стыковке кромок патрубка и отверстия трубы угла между ними 50° ± 5° по всей длине сварного шва. Технический результат изобретения заключается в обеспечении возможности применения автоматической сварки в неизменном режиме при приварке патрубков к трубам под прямым углом в результате создания постоянного угла между свариваемыми кромками и, как следствие, постоянной площади поперечного сечения сварного шва. 2 з.п. ф-лы, 3 ил.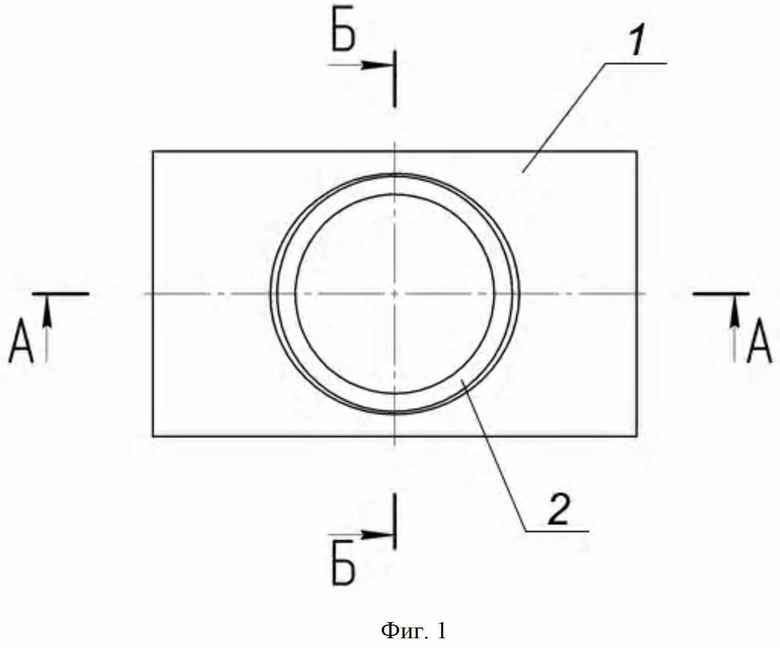
1. Способ разделки стыкуемых кромок под сварку для соединения трубы и патрубка под прямым углом, включающий разделку стыкуемых кромок отверстия трубы и кромок патрубка, отличающийся тем, что разделку стыкуемой кромки отверстия трубы выполняют под плавно изменяющимся углом наклона от меньшего к большему, а разделку кромки патрубка выполняют с ответным плавно изменяющимся углом наклона от большего к меньшему с обеспечением образования при стыковке кромок патрубка и отверстия трубы угла между ними 50° ± 5° по всей длине сварного шва.
2. Способ по п.1, отличающийся тем, что при равенстве диаметров трубы и патрубка угол разделки кромок отверстия трубы составляет от 0° до 25° ± 5°.
3. Способ по п.1, отличающийся тем, что при равенстве диаметров трубы и патрубка угол разделки кромок патрубка составляет от 50° ± 5° до 25° ± 5°.
| Способ сварки патрубка с оболочковой конструкцией | 1983 |
|
SU1138282A1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ТРУБ ИЛИ ЛИСТОВ С ПЛАКИРУЮЩИМ СЛОЕМ ПОД СВАРКУ ВСТЫК (ВАРИАНТЫ) | 2013 |
|
RU2524472C1 |
| РАЗДЕЛКА ТРУБ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ ПОД ДИФФУЗИОННУЮ СВАРКУ | 2003 |
|
RU2237561C1 |
| СПОСОБ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ ЭЛЕКТРОННЫМ ЛУЧОМ | 2016 |
|
RU2635123C1 |
| Способ подготовки кромок под сварку | 1989 |
|
SU1660318A1 |
| DE 102009060795 A1, 07.07.2011 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОНСЕРВИРОВАННОГО КОМПОТА ИЗ ВИШНИ | 2010 |
|
RU2420150C1 |

