Изобретение относится к области изготовления катализаторов методом трехмерной печати (3D печати).
С начала 80-х годов XX века получили развитие методы трехмерной печати изделий путем постепенного наращивания (наслоения) материала.
Известен способ трехмерной печати изделий в виде последовательных слоев в сечении. Основные операции данного способа: нанесение слоя порошкообразного материала, нанесение жидкого реагента на слой порошкообразного материала, с конфигурацией, соответствующей определенному слою сечения модели, повторение данных операций для образования последовательных слоев с тем, чтобы получить трехмерное изделие, отверждение трехмерного изделия и извлечение отвержденного трехмерного изделия. В способе в качестве порошкообразных материалов предлагается использовать, например, окись алюминия, двуокись циркония, циркон, карбид кремния US 5340656 А, 23.08.1994.
В патенте предлагается использование способа для изготовления пресс-форм для литья металлов, а также для изготовления пластмассовых компонентов или деталей для различных целей.
Недостатком указанного способа 3D печати является то, что он не предусматривает использование получаемых материалов в качестве катализаторов.
Наиболее близким к заявленному способу является способ получения катализатора с использованием слоя добавки, полученной технологией трехмерной печати.
Способ включает в себя: (i) формирование слоя порошкового материала-носителя катализатора, содержащего оксид алюминия, алюминат металла, диоксид кремния, алюмосиликат, диоксид титана, диоксид циркония, диоксид цинка или их смесь, (ii) связывание порошка в упомянутом слое согласно заданному шаблону, (iii) повторение пунктов (i) и (ii) слой за слоем, с образованием формованного блока и (iv) нанесение каталитического материала на упомянутый формованный блок RU 2598381, 27.09.2016.
Недостатком способа является то, что способ предполагает использование 3D печати только для получения слоя добавки в катализаторе, а не катализатора в целом. Также способ не гарантирует высокой активности катализатора, так как не предусмотрено использование в составе катализатора тонкодисперсных наноструктурированных порошков, которые бы в значительной степени влияли на активность катализатора за счет повышенного соотношения площади геометрической поверхности к объему. Кроме того, отсутствует предварительное компьютерное моделирование гидродинамических характеристик катализаторного слоя для разных вариантов геометрии гранул/пеллет и заданных геометрии реакторного блока, условий реакции - давления, температуры, состава и скорости движения реакционного потока.
Задачей изобретения является получение каталитических материалов методом 3D печати, обладающих высокой каталитической активностью за счет повышенного соотношения площади геометрической поверхности к объему, а также использование предварительного компьютерного моделирования гидродинамических характеристик катализаторного слоя, позволяющего реализовать индивидуальный подход в решении задач максимальной оптимизации эксплуатации промышленных каталитических реакторов.
Для решения поставленной задачи предлагается способ получения каталитических материалов методом трехмерной печати, который характеризуется тем, что каталитические материалы получают на основе керамических порошков и/или тонкодисперсных наноструктурированных порошков с размером кристаллитов, близким к рентгеноаморфности кристаллической структуры - менее 5 нм, и их получение включает следующие стадии:
1) предварительное компьютерное моделирование гидродинамических характеристик катализаторного слоя для разных вариантов геометрии гранул/пеллет и заданных геометрии реакторного блока, условий реакции - давления, температуры, состава и скорости движения реакционного потока;
2) выбор оптимального варианта размера, формы и внутренней пространственной структуры каналов-пор гранул/пеллет;
3) 3D проектирование оптимизированных гранул/пеллет для реализации 3D печати;
4) 3D печать оптимизированных гранул/пеллет одним из известных способов.
Каталитические материалы на основе керамических порошков и/или тонкодисперсных наноструктурированных порошков имеют в своем составе активные металл-содержащие компоненты, в качестве которых используют один или несколько химических элементов или их соединений, выбранных из группы: Na, K, Mg, Са, Ва, Al, Si, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Zr, Nb, Mo, Ru, Rh, Pd, Ag, W, Re, Ir, Pt, Au.
Керамические порошки и/или тонкодисперсные наноструктурированные порошки содержат добавки легко удаляемых при температурной обработке или легко растворимых при водной обработке веществ, в качестве которых используют порошок графита, угольную пыль, древесную муку, стеарат кальция, нитрат аммония, нитрат кальция, в количествах до 10% масс., предпочтительно 2-5% масс.
При необходимости проводят дополнительную обработку изготовленных гранул/пеллет в один или несколько приемов путем прокалки; и/или пропитки или обработки активатором, и/или модификатором с последующей сушкой, прокалкой; обработкой в газообразной среде, содержащей водород, или серу, или углерод.
Полученные методом 3D печати материалы можно использовать в качестве дополнительного фильтрующего слоя для очистки газообразных и жидкостных потоков углеводородов.
Каталитические материалы предназначены для процессов гидрирования, гидродесульфуризации, парового риформинга, включающего в себя предварительный риформинг, каталитический паровой риформинг, автотермический риформинг и вторичный риформинг, конверсии водяного газа, метанирования, синтеза углеводородов путем реакции Фишера-Тропша, синтеза метанола, синтеза аммиака, окисления аммиака и разложения закиси азота.
Предлагаемый способ позволяет создавать структуры катализаторов со сложными геометрическими формами и свойствами, невозможными при использовании стандартных технологий формирования катализаторов. Используют керамические порошки и/или тонкодисперсные наноструктурированные порошки с размером кристаллитов, близким к рентгеноаморфности кристаллической структуры - менее 5 нм.
При этом гранулы/пеллеты имеют регулярно изменяющуюся пространственную структуру каналов-пор или регулярно изменяющийся по объему гранулы/пеллеты в одном или нескольких пространственных направлениях химический состав (за счет использования принтеров с набором печатающих головок или распылительных сопел, заполненных различными веществами (смесями)).
Можно получить катализатор с высокоточным заданным чередованием/группированием активных центров на поверхности и/или в объеме гранулы/пеллеты, получить би- и многофункциональные каталитические системы с хорошо управляемыми каталитическими свойствами для одновременно протекающих в реакционной смеси химических реакций.
В результате использования 3D печати получают сложную разветвленную геометрию каналов-пор, что позволяет получить новый диапазон возможностей за счет повышенного соотношения площади геометрической поверхности к объему, а также задавать внутреннюю микро- мезопористость самого материала катализаторов.
Использование предварительного компьютерного моделирования гидродинамических характеристик катализаторного слоя позволяет реализовать индивидуальный подход в решении задач максимальной оптимизации эксплуатации промышленных каталитических реакторов.
Предлагаемый способ иллюстрируется следующими примерами.
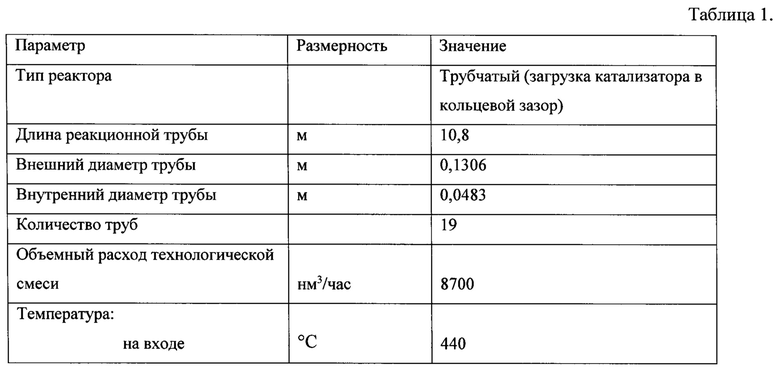
Пример 1. Катализатор для паровой конверсии углеводородов в трубчатой печи.
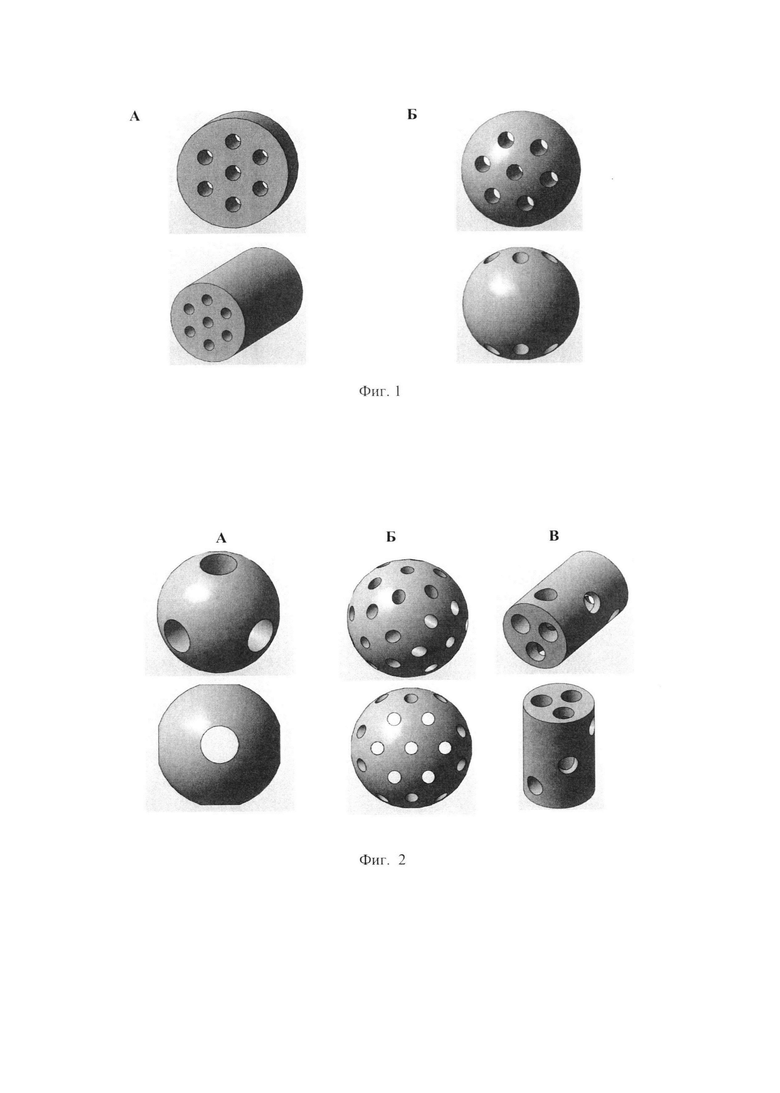
Хорошо известно, что использование катализаторов сложной формы позволяет многократно увеличить эффективность процессов, реализуемых в трубчатых реакторах. Теоретические и экспериментальные работы, посвященные усовершенствованию формы и размеров зерен катализаторов в трубчатых реакторах, дают неоднозначное представление о том, как должен выглядеть оптимальный катализатор. Так, например, в работе Кагырманова А.П. Оптимизация формы и размеров зерна катализатора в трубчатых реакторах с неподвижным зернистым слоем: диссертация на соискание ученой степени кандидата технических наук: 02.00.15; Институт катализа им. Г.К. Борескова СО РАН - Новосибирск, 2009. - 149 с. показано, что наилучшими для процесса паровой конверсии являются зерна в виде 7-дырчатого цилиндра (Фиг. 1А) с максимально возможной высотой частицы (равной 1/5 от диаметра трубы) и минимально возможным диаметром зерна (2/3 от высоты частицы). В работах Дульнев А.В., Обысов А.В., Соколов С.М., Головков В.И. Разработка катализатора паровой конверсии метана для повышения технико-экономических показателей трубчатой печи // Газохимия, 2008, №3, С. 76-79 и Дульнев А.В., Обысов А.В. Опыт промышленной эксплуатации и пути совершенствования нанесенных Ni-катализаторов риформинга природного газа // Катализ в пром-ти, 2011, №4, С. 71-77. авторы рекомендуют использовать перфорированную сферу (Фиг. 1Б) с семью дырками в качестве наиболее удачной формы зерна для катализатора.
Использование метода 3D печати позволяет усложнить форму гранул катализатора, а предварительное компьютерное моделирование - рассчитать оптимальную форму, размер и состав гранул для наиболее эффективного применения в конкретных условиях эксплуатации.
Результаты численного моделирования основных параметров, характеризующих процесс паровой конверсии углеводородов в трубчатой печи в заданных условиях (Таблица 1) для трех образцов усложненной геометрии и двух образцов сравнения (гранул, изготавливаемых традиционными способами формовки и шликерного литья) приведены в Таблице 2.

В качестве традиционно применяемых форм гранул выбраны сфера, 7-дырочный цилиндр (Фиг. 1А) и 7-дырочная сфера (Фиг. 1Б). Дизайн 3D образцов представлен на фиг. 2, где
А - Сфера с тремя сквозными отверстиями (образец 1-3D);
Б - сфера с 21 сквозным отверстием (образец 2-3D);
В - цилиндр с шестью сквозными отверстиями: 3 параллельных канала расположены в основаниях и 3 на боковой поверхности (образец 3-3D).
Для обеспечения требуемой прочности диаметр отверстий гранулы привязан к внешнему размеру для 7x3 дырочной сферы - 0,11, для 7-дырочных гранул (сферы и цилиндра) - 0,14, для 3-дырочной сферической и 6-дырочной цилиндрической гранул - 0,3. В расчетах также принято, что насыпная порозность цилиндрических гранул при соотношении высоты к диаметру цилиндра в пределах от 0,66 до 1,5 равна порозности насыпного слоя сферических гранул (Аэров М.Э. Аппараты со стационарным зернистым слоем. Гидравлические и тепловые основы работы / М.Э. Аэров, О.М. Тодес, Д.А. Наринский. - Ленинград: Химия, 1979.); зафиксированная насыпная порозность для всех образцов - 0,39 (там же); открытая поверхность гранул учитывает внутреннюю структуру.
Размер гранул оптимизирован из условий равномерной максимально плотной засыпки гранул в реакционную трубу и минимального перепада давления в реакционной трубе с гранулами катализатора.
Параметр прочности частиц определен на основе корреляции доли пустот в грануле по отношении к исходному монолитному прототипу частицы (сфера, цилиндр).
Результаты моделирования (Таблица 2) показывают, что наименьший перепад давления при максимальной открытой площади поверхности имеют образцы 2-3D и 3-3D.
Моделирование может быть выполнено с использованием одного из современных CFD-пакетов (OpenFOAM, ANSYS и др.). Последовательность этапов моделирования задается в самом программном пакете. Основные этапы:
- построение модели (построение геометрической базовой модели единичной гранулы/пеллеты) может быть выполнено непосредственно в программном пакете, но возможна интеграция в данный пакет уже созданной модели из других программных сред, возможно также автоматическое создание модели с помощью 3D-сканера;
- задание или выбор из предлагаемого списка материала гранул/пеллет и среды, задание тепловых и реологических свойств (по исходным данным);
- задание условий (гидрогазодинамические и силовые нагрузки, краевые условия), которые определяются поставленной задачей;
- поиск решения (выбор метода решения уравнений или задание параметров решателя) в некоторых программных средах выполняется автоматически на основе внутреннего анализа.
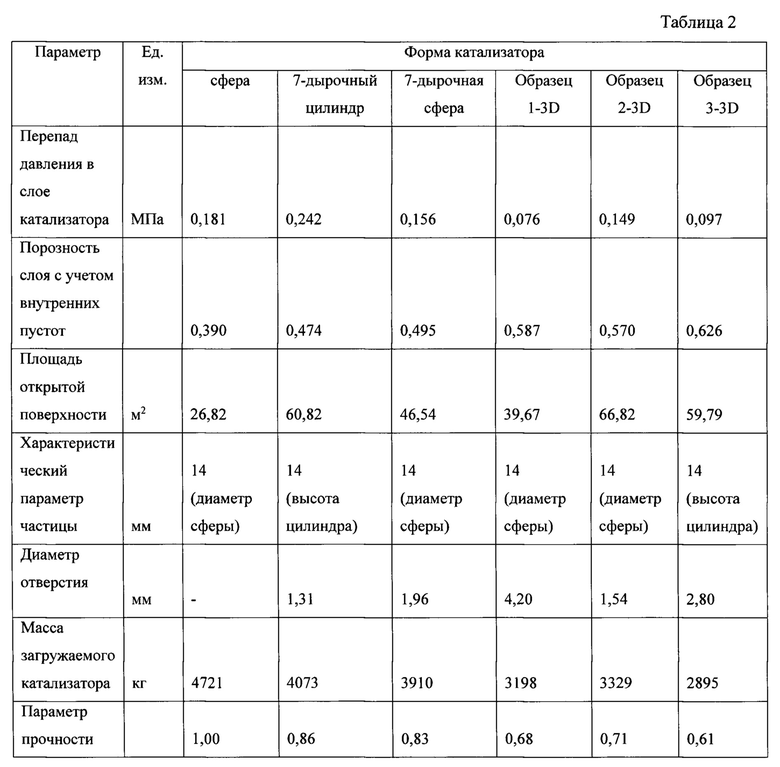
По ключевым эксплуатационным параметрам - площадь открытой поверхности, перепад давления, и лучшему экономическому показателю - масса загружаемого катализатора в трубчатую печь, для 3D-печати выбран образец 3-3D.
Выбор образца проведен последовательным сравнением характеристик:
первый шаг сравнения образцов - по площади открытой поверхности - предпочтительными определяет 7-дырочный цилиндр, образцы 2-3D и 3-3D; остальные исключаются из дальнейшего рассмотрения, поскольку этот первостепенный параметр у них в -1,5-2,5 раза меньше;
второй шаг сравнения трех выбранных образцов (7-дырочный цилиндр, 2-3D,3-3D) - по перепаду давления - отдает предпочтение образцу 3-3D;
третий шаг сравнения образцов (7-дырочный цилиндр, 2-3D,3-3D) - по массе загружаемого катализатора - подтверждает предпочтительный выбор образца 3-3D.
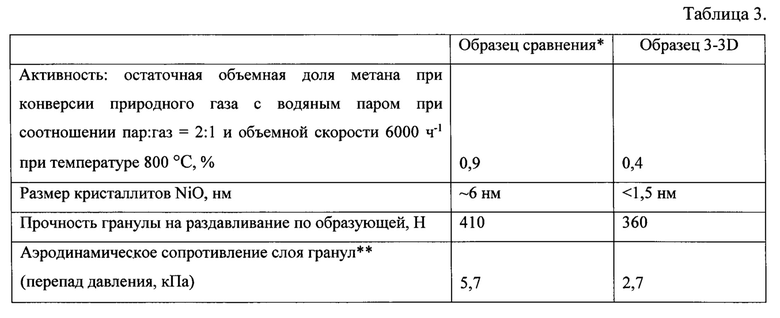
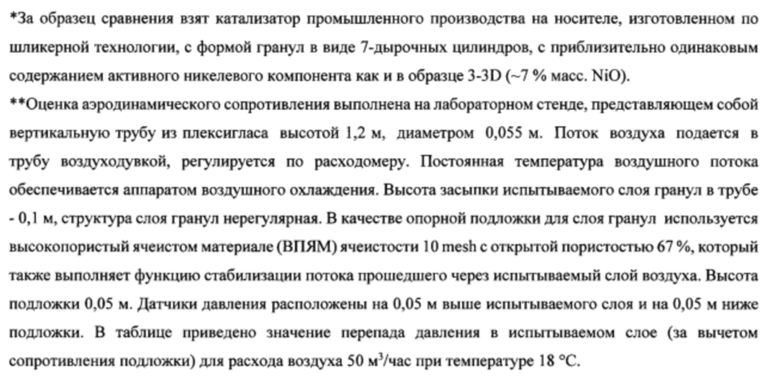
Гранулы выбранной оптимальной геометрии изготовили методом 3D-печати из фотополимерной керамической алюмооксидной пасты на опытно-экспериментальном оборудовании по технологии лазерного отвердевания пасты (печать может быть выполнена на любом приспособленном для этих целей промышленном или исследовательском 3D-принтере). В пасту был добавлен графит марки ГЛ-1 в количестве 5% масс. Отжиг алюмооксидных гранул вели до температуры 1550°С. Материал изготовленных гранул имел внутреннюю пористость, измеренную по водопоглощению, 9,3%. Прочность гранул на раздавливание составила ~310 Н. Методом пропитки азотнокислыми солями никеля/алюминия/калия (соотношение компонентов 85:10:5) на гранулы нанесли каталитически активный в паровой конверсии углеводородов состав (каталитически активные Ni и K (активаторы), модификатор поверхности Al). Высушенные при температуре 130°С и прокаленные при температуре 500°С гранулы катализатора испытали на активность по методике (ТУ 2171-025-46693103-2006 «Катализатор АКН-М»). Размер кристаллитов основного активного никелевого компонента, определенный методом рентгенографического анализа, в исходном свежеприготовленном образце катализатора (NiO) и после его испытаний при температуре 800°С (Ni), составил <1,5 нм и <2 нм соответственно. Мелкодисперсность, близкая к рентгеноаморфности активного никелевого компонента, и высокоразвитая внешняя поверхность гранул за счет их усложненной геометрической формы обеспечивают высокую активность катализатора (Таблица 3).
Пример 2. Защитный слой для катализаторов гидроочистки.
Гидроочистке в нефтеперерабатывающей промышленности подвергается широкий ряд различных продуктов: бензиновые фракции, легкие и тяжелые газойли, а также остаточные продукты. Основной причиной дезактивации катализаторов гидроочистки является присутствие в сырье примесей (соединений железа, кремния, никеля, ванадия, мышьяка, фосфора и др.) Для продления срока службы катализаторов над основным катализаторным слоем размещают защитный слой из особых материалов (инертных материалов активной фильтрации (МАФ) и селективных катализаторов ограниченной активности). Использование защитных слоев позволяет производить их замену без перегрузки основного катализатора, что снижает затраты производства.
Гранулы/пеллеты используемых защитных материалов имеют, как правило, геометрию с прямыми отверстиями-каналами. Накопление в них примесей происходит за счет шероховатостей стенок и/или абсорбции.
Метод 3D печати позволяет формировать криволинейные каналы в гранулах/пеллетах, что существенно увеличивает эффективность защитного слоя из-за особенностей течения жидкости (газа) в таких отверстиях (Грачев И.Г., Низовцев В.М., Пирогов С.Ю., Савищенко Н.П., Юрьев А.С. Справочник по расчетам и гидравлических и вентиляционных систем // АНО НПО "Мир и семья", 2001, 1115 с.).
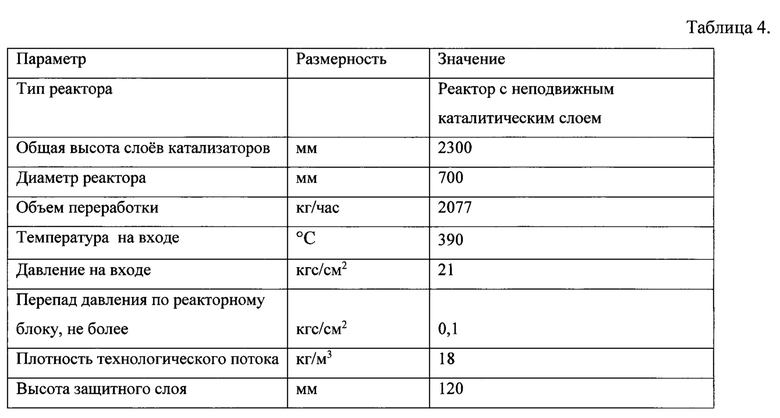
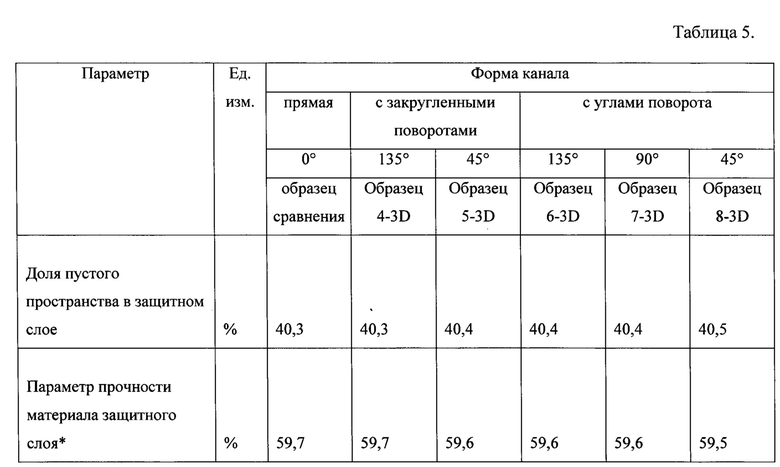
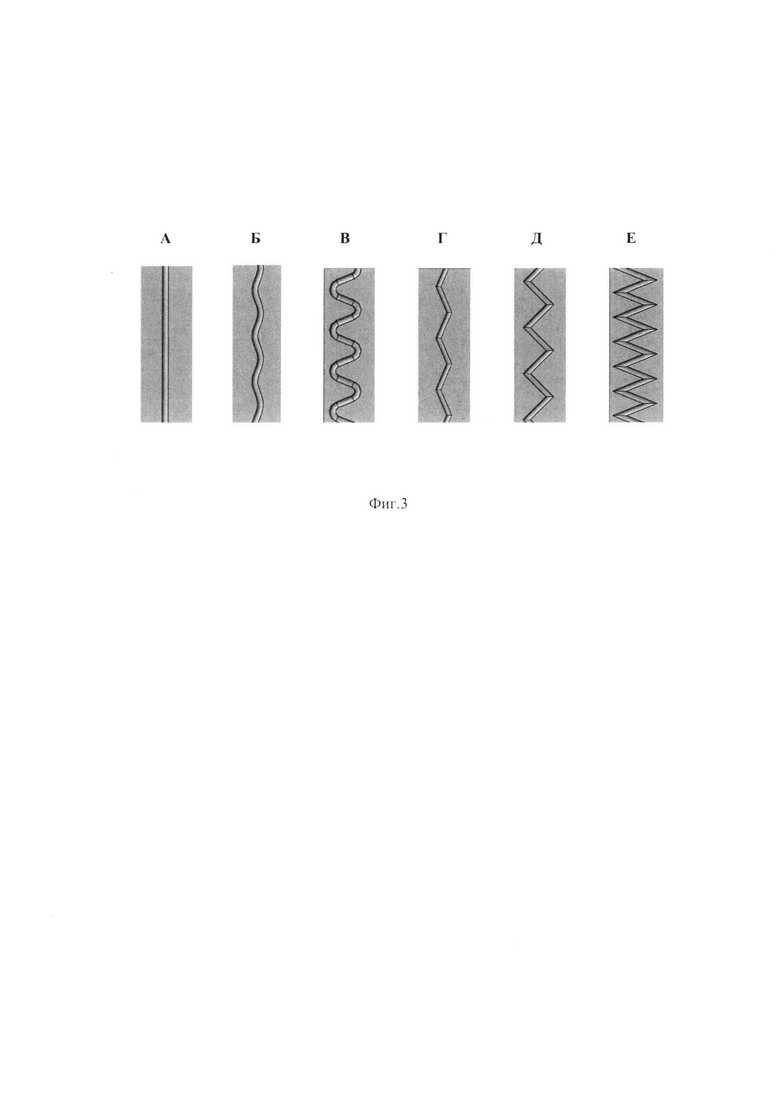
В таблице 5 (Расчетные параметры МАФ) приведены результаты численного моделирования основных параметров, характеризующих процесс улавливания частиц примеси из сырьевого потока в реакторе гидроочистки в заданных условиях (Таблица 4. Заданные параметры работы МАФ) моноблоком МАФ - диаметром 700 мм, высотой 120 мм для блоков с различной формой каналов, изображенных на фиг. 3:
- с прямыми каналами (Фиг. 3А - образец сравнения),
- двух блоков с извилистой структурой (с закругленными поворотами Фиг. 3Б - образец 4-3D - 135° и Фиг. 3В - образец 5-3D - 45°);
- трех блоков с угловой структурой (с углами поворота Фиг. 3Г - образец 6-3D - 135°, Фиг. 3Д - образец 7-3D - 90° и Фиг. 3Е - образец 8-3D - 45°).
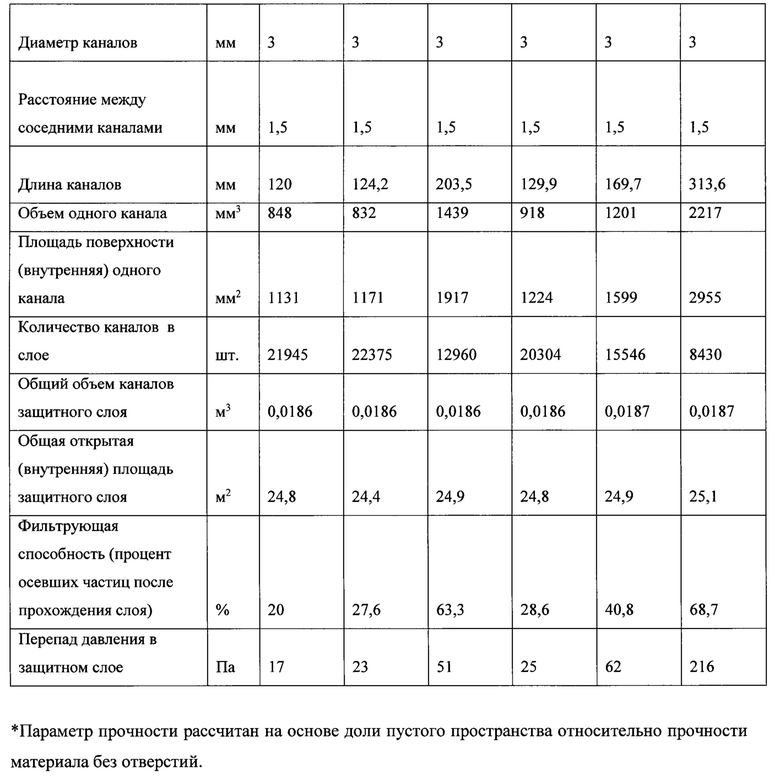
Фильтрующая способность материалов рассчитана с учетом градиента вектора скорости ламинарного течения по сечению канала, шероховатости стенок каналов, соизмеримых с размерами частиц механических примесей сырья, теории полуупругих столкновений частиц примесей со стенками каналов с потерей части импульса в предположении: число частиц примесей в потоке 2×1011 на 1 кг/ч (что соответствует их содержанию в сырье ~0.03% масс) и оседания в каналах частиц со скоростями движения после соударения V ≤ 0.1Vmax. При расчетах учитывали две составляющие процесса: физическую адсорбцию, при которой происходит оседание частиц примесей на внутренней поверхности канала за счет шероховатости материала (на начальный момент эксплуатации защитного слоя для всех образцов 20% от общего числа частиц примеси) и механическую адсорбцию, при которой оседание частиц происходит за счет извилистой/угловой структуры каналов в вихревых областях.
Перепад давления в защитном слое рассчитан с использованием уравнения Дарси-Вайсбаха на основе свойств газа, скорости потока и геометрических параметров каналов.
Анализ результатов предварительного моделирования (Таблица 5) показывает, что при приемлемой механической прочности материала защитного слоя (~40% свободного пространства) высокую улавливающую способность (~63%) и невысокое гидродинамическое сопротивление (~50 Па) имеет образец 5-3D с синусоидальными каналами.
Выбор образца проведен последовательным сравнением характеристик:
- первый шаг сравнения образцов - по улавливающей (фильтрующей) способности - определяет два предпочтительных образца 5-3D и 8-3D, т.к. по этому параметру они в ~1,5-3 раза превосходят четыре остальные;
- второй шаг сравнения образцов 5-3D и 8-3D - по гидродинамическому сопротивлению -отдает предпочтение образцу 5-3D, поскольку по этому параметру он в ~4 раза превосходит образец 8-3D.
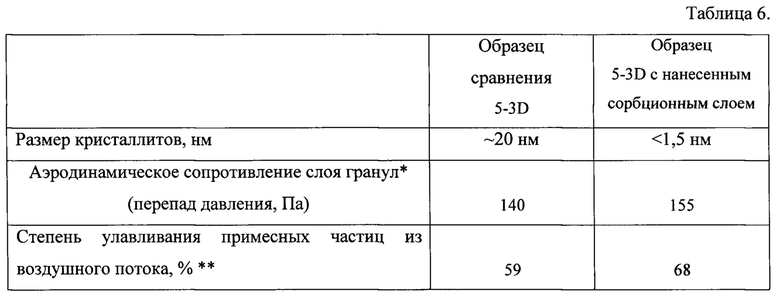
Сегмент защитного слоя выбранной оптимальной геометрии изготовили методом 3D-печати из фотополимерной керамической алюмосиликатной пасты на опытно-экспериментальном оборудовании по технологии лазерного отвердевания пасты (печать может быть выполнена на любом приспособленном для этих целей промышленном или исследовательском 3D-принтере). Отжиг пеллет вели до температуры 1300°С. С целью развития (увеличения) сорбционной поверхности и ее шероховатости пеллеты обработали модификатором - алюмозолем концентрацией 30% масс., высушили при 100-120°С и прокалили при 500°С. Размер кристаллитов активного сорбционного алюмооксидного слоя, определенный методом рентгенографического анализа, составил <1,5 нм (Таблица 6). Для сравнительного испытания использовали пеллеты без нанесенного активного сорбционного слоя с размером кристаллитов материала основы (по данным ренгенографического анализа) порядка 20 нм.
Техническим результатом изобретения является получение каталитических материалов методом 3D печати, обладающих высокой каталитической активностью за счет сложной разветвленной геометрии каналов-пор, повышенного соотношения площади поверхности к объему, а также использование предварительного компьютерного моделирования гидродинамических характеристик катализаторного слоя, позволяющего реализовать индивидуальный подход в решении задач максимальной оптимизации эксплуатации промышленных каталитических реакторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления дисперсными потоками несмешивающихся жидкостей в микроканальном устройстве для создания капель микронного и субмикронного размера | 2023 |
|
RU2813892C1 |
| КАТАЛИЗАТОР ДЛЯ ПАРОВОЙ КОНВЕРСИИ УГЛЕВОДОРОДОВ | 2017 |
|
RU2650495C1 |
| Устройство улавливания механических примесей и распределения потока газосырьевой смеси и способ его изготовления | 2024 |
|
RU2839629C1 |
| Способ получения пористого каталитически активного материала | 2020 |
|
RU2730485C1 |
| ЧАСТИЦА КАТАЛИЗАТОРА ОПРЕДЕЛЕННОЙ ФОРМЫ | 2016 |
|
RU2701190C2 |
| Способ получения сорбентов | 2018 |
|
RU2715184C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТАЛИЗАТОРА РАЗЛОЖЕНИЯ АММИАКА | 2022 |
|
RU2798955C1 |
| КАТАЛИЗАТОР РИФОРМИНГА ГАЗООБРАЗНОГО УГЛЕВОДОРОДНОГО СЫРЬЯ (ВАРИАНТЫ) | 2013 |
|
RU2549878C1 |
| Способ получения композитных каркасных материалов (варианты) | 2018 |
|
RU2706222C2 |
| КАТАЛИЗАТОРЫ, ПРЕДНАЗНАЧЕННЫЕ ДЛЯ ПРИМЕНЕНИЯ В СПОСОБАХ ПАРОВОГО РИФОРМИНГА | 2012 |
|
RU2580548C2 |
Изобретение относится к области изготовления катализаторов методом трехмерной печати (3D печати). Предлагается способ получения каталитических материалов методом 3D печати на основе керамических порошков и/или тонкодисперсных наноструктурированных порошков с размером кристаллитов, близким к рентгеноаморфности кристаллической структуры - менее 5 нм, и их получение включает следующие стадии: 1) предварительное компьютерное моделирование гидродинамических характеристик катализаторного слоя для разных вариантов геометрии гранул/пеллет и заданных: геометрии реакторного блока, условий реакции - давления, температуры, состава и скорости движения реакционного потока; 2) выбор оптимального варианта размера, формы и внутренней пространственной структуры каналов-пор гранул/пеллет; 3) 3D проектирование оптимизированных гранул/пеллет для реализации 3D печати; 4) 3D печать оптимизированных гранул/пеллет одним из известных способов. Изобретение позволяет получить каталитические материалы методом 3D печати, обладающие высокой каталитической активностью за счет сложной разветвленной геометрии каналов-пор, повышенного соотношения площади поверхности к объему. 4.з.п. ф-лы, 3 ил., 6 табл.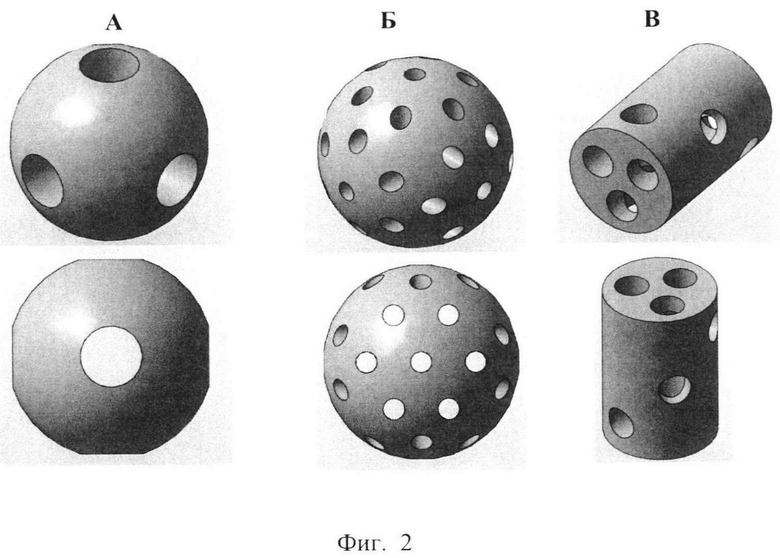
1. Способ получения каталитических материалов методом трехмерной печати (3D печати), характеризующийся тем, что каталитические материалы получают на основе керамических порошков и/или тонкодисперсных наноструктурированных порошков с размером кристаллитов, близким к рентгеноаморфности кристаллической структуры - менее 5 нм, и их получение включает следующие стадии:
1) предварительное компьютерное моделирование гидродинамических характеристик катализаторного слоя для разных вариантов геометрии гранул/пеллет и заданных: геометрии реакторного блока, условий реакции - давления, температуры, состава и скорости движения реакционного потока;
2) выбор оптимального варианта размера, формы и внутренней пространственной структуры каналов-пор гранул/пеллет;
3) 3D проектирование оптимизированных гранул/пеллет для реализации 3D печати;
4) 3D печать оптимизированных гранул/пеллет одним из известных способов.
2. Способ по п. 1, отличающийся тем, что каталитические материалы на основе керамических порошков и/или тонкодисперсных наноструктурированных порошков имеют в своем составе активные металлсодержащие компоненты, в качестве которых используют один или несколько химических элементов или их соединений, выбранных из группы: Na, K, Mg, Са, Ва, Al, Si, Ti, V, Cr, Mn, Fe, Со, Ni, Cu, Zn, Zr, Nb, Mo, Ru, Rh, Pd, Ag, W, Re, Ir, Pt, Au.
3. Способ по п. 1, отличающийся тем, что керамические порошки и/или тонкодисперсные наноструктурированные порошки содержат добавки легко удаляемых при температурной обработке или легко растворимых при водной обработке веществ, в качестве которых используют порошок графита, угольную пыль, древесную муку, стеарат кальция, нитрат аммония, нитрат кальция, в количествах до 10% масс., предпочтительно 2-5% масс.,
4. Способ по п. 1, отличающийся тем, что проводят дополнительную обработку изготовленных гранул/пеллет в один или несколько приемов путем прокалки; и/или пропитки или обработки активатором и/или модификатором с последующей сушкой, прокалкой; обработкой в газообразной среде, содержащей водород, или серу, или углерод.
5. Способ по п. 1, отличающийся тем, что полученные материалы используют в качестве дополнительного фильтрующего слоя для очистки газообразных и жидкостных потоков углеводородов.
| Fan, N.C | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Journal of Ceramic Processing Research, январь 2017, реферат, стр | |||
| Мост | 1912 |
|
SU679A1 |
| Кагырманова А | |||
| П | |||
| Оптимизация формы и размеров зерна катализатора в трубчатых реакторах с неподвижным зернистым слоем: Автореферат диссертации на соискание ученой степени | |||

