2, Узтройство для нанесения покрытия на длинномерные изделия со- держащее проточнук ванну-ячейку с крышкой, размещенный в ней анод, выполненный в виде профилей корытообразной формы, заполненных электродным материалом, рабочие поверхности которых размещены коаксиаль- но изделию, систему подвода и отвод электролита, источник тока и токо- подводы, отличающееся тем, что, с целью улучшения качестИзобретение относится к машино- строенио, а именно к оборудованию для электрохимической обработки из-- делий, и может найти применение для хромирования длинномерных изделий типа штоков
Цель изобретения - улучшение качества покрытия изделия путем обеспечепия регулировки меясэлектрод- ного расстояния по длине изделия.
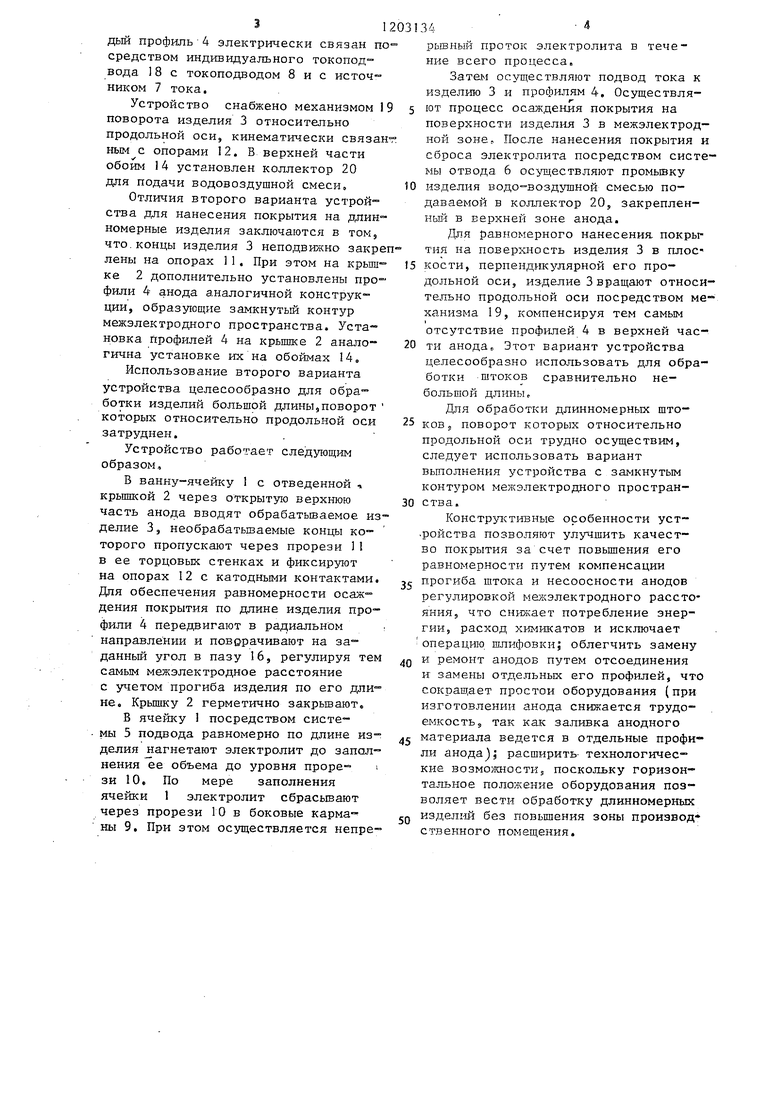
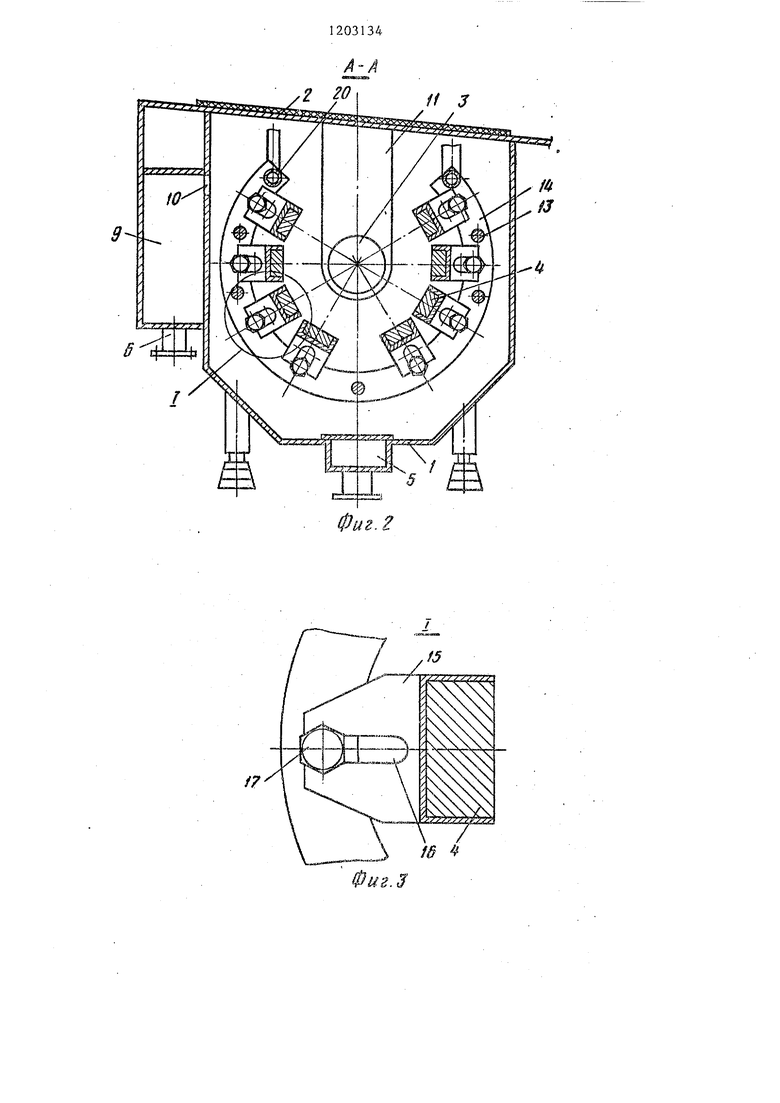
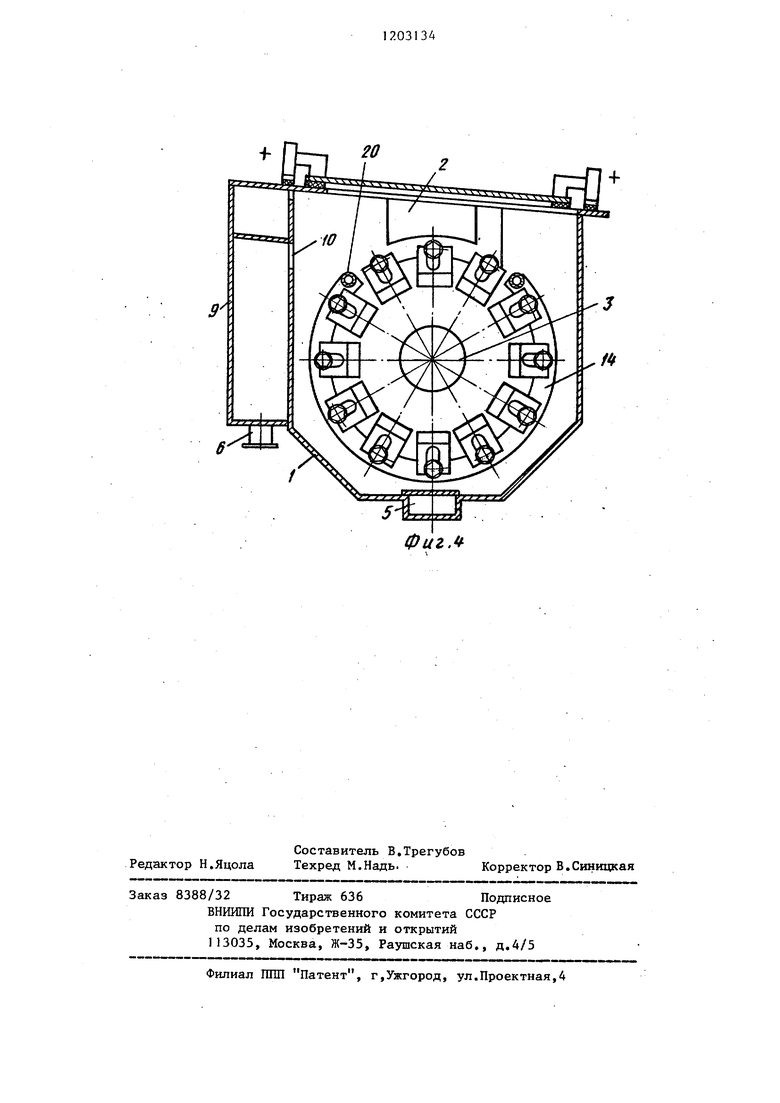
На фиг.I изображено устройство, общий вид; на фиг,2 - разрез А-А на фиг.1; на фиг,3 - узел 1 на фиг,2 па фиг,А - вариант выполнения устройства, поперечный разрезD
Устройство для .нанесения покрытия на длинномерные изделия содер- . жит проточную ванну-ячейку 1 для электролита с крышкой 2, установленное в ней изделие 3 (катод), анод, вьшолненный в виде профилей 4 корытообразной формы, заполненных электродным материалом, рабочие поверхности которых размещены коак- сиально обрабатываемой поверхности изделия 3, систему 5 подзода и систему 6 отвода электролита,.источник 7 тока и токоподводы 8,
Ванна-ячейка 1 выполнена с боковыми карманами 9 для слива электролита через прорезь 10, расположенную на уровне, обеспечивающем полное погружение профилей 4 в. электролит, В торцовых стенках ванны-ячейки I выполнены прорези 11 для ввода изделия 3 и установки его концов с возможностью.проворота на опорах 12 с катодными контактами, обеспечи03134
на покрытия путем обеспечения регулирования межэлектродного расстояния по длине изделия, оно снабжено обоймами дугообразной формы, установленными в ванне-ячейке и крьшке, при этом .профили анода смонтированы на внутренней поверхности обойм с возможностью установочного перемещения в радиальном направлении и образования замкнутого межэлектродного пространства.
вающими токоподвод от источника 7 тока к изделию 3 и одновременно фиксирующими его.
Проточная ванна-ячейка 1 вьшолнена минимально допустимого конструкцией анода -объема, соответствующего объему межэлектродного пространства, что обеспечивает интенсифицированный обмен, электролита в
межэлектродной зоне и, тем самым, скоростное проведение процесса при повьшенной плотности тока.
Устройство снабжено установленным в ванне-ячейке 1 коаксиально из- делию 3 каркасом, выполненным из горизонтальных перемычек 13, жестко связанных между собой посредством обойм 14 дугообразной формы с открытой верхней частью, количество которых определяется в зависимости от длины изделия 3, На внутренней поверхности обойм 14 шарнирно закреплены выдвижные съемные профили 4 анода. Количество их определяется необходимым соотношением анодной и катодной.поверхностей. На про- : Филях 4 закреплены кронштейны 15 с пазами 16, в которых установлены фиксаторы 17 рабочего положения
30 профилей 4, посредством которых обеспечивается крепление профилей 4 на обоймах 14 и, по необходимости, их установочное перемещение в радиальном направлении и ограниченньй по-
35 ворот в вертикальной плоскости для регулировки межэлектродного расстояния в зависимости от величины прогиба длинномерного изделия 3, Каж0
25
3
дый профиль4 электрически связан посредством индивидуального токопод- вода 18 с токоподводом 8 и с источником 7 тока.
Устройство снабжено механизмом 1 поворота изделия 3 относительно продольной оси, кинематически связан ным с опорами 12. В верхней части обоим 14 установлен коллектор 20 для подачи водовоздушной смеси,
Отличия второго варианта устройства ДД1Я нанесения покрытия на длинномерные изделия заключаются в том, что. концы изделия 3 неподвижно закре лены на опорах 11. При этом на крыш- ке 2 дополнительно установлены профили 4- анода аналогичной конструкции, образующие замкнутый контур межэлектродного пространства. Уста новка профилей 4 на крьппке 2 анало- гична установке их на обоймах 14,
Использование второго варианта устройства целесообразно для обработки изделий большой длины,поворот которых относительно продольной оси затруднен.
Устройство рабо7. ает следующим образом,
В ванну-ячейку 1 с отведенной -, крышкой 2 через открытую верхнюю часть анода вводят обрабатьшаемое изделие 3, необрабатьюаемые концы которого пропускают через прорези 1I в ее торцовых стенках и фиксируют на опорах 12 с катодными контактами. Дпя обеспечения равномерности осаж дения покрытия по длине изделия профили 4 передвигают в радиальном направлении и повдрачивают на заданный угол в пазу 16, регулируя тем самым межэлектродное расстояние с учетом прогиба изделия по его д/1И не, Крьшжу 2 герметично закрьшают.
В ячейку 1 посредством систе- мы 5 подвода равномерно по длине из- делия нагнетают электролит до заполнения ее объема до уровня прорези 10, По мере заполнения ячейки 1 электролит сбрасьюают через прорези 10 в боковые карма ны 9. При этом осуществляется непре
34
рьшный проток электролита в течение всего процесса.
Затем осуществляют подвод тока к изделию 3 и профилям 4. Осуществляют процесс осаждения покрытия на поверхности изделия 3 в межэлектродной зоне. После нанесения покрытия и сброса электролита посредством системы отвода 6 осуществляют промьтку изделия водо-воздушной смесью подаваемой в коллектор 20, закреплен- ньш в верхней зоне анода.
Для равномерного нанесения покрытия на поверхность изделия 3 в плос- кости, перпендикулярной его продольной оси, изделие 3 вращают относительно продольной оси посредством мв ханизма 19, компенсируя тем самым отсутствие профилей 4 в верхней части анода. Этот вариант устройства целесообразно использовать для обработки штоков сравнительно небольшой длиныг
Для обработки длинномерных штоков , поворот которых относительно продольной оси трудно осуществим, следует использовать вариант выполнения устройства с замкнутым контуром межэлектродного пространства.
Конструктивнь е особенности уст- .ройства позволяют улучшить качество покрытия за счет повьшения его равномерности путем компенсации прогиба штока и несоосности анодов регулировкой межэлектродного расстояния, что снижает потребление энергии, расход xи iикaтoв и иск.гаочает операцию шлифовки; облегчить замену и ремонт анодов путем отсоединения и замены отдельных его профилей, что сокращает простои оборудования (при изготовлении анода снижается трудоемкость, так как заливка анодного материала ведется в отдельные профили анода); расширить- технологические возможности, поскольку горизонтальное положение оборудования позволяет вести обработку длинномерных изделий без повышения зоны проиэвод ственного помещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для хромирования длинномерных изделий | 1981 |
|
SU998591A1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2643295C1 |
| Установка рельефного электрохимического хромирования прокатного валка | 2023 |
|
RU2807973C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2747262C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2747261C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2205903C1 |
| Установка для нанесения покрытия электронатиранием | 1986 |
|
SU1361199A1 |
| Способ нанесения гальванических покрытий на поверхность длинномерных изделий | 1986 |
|
SU1633026A1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2542198C1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
1. Устройство для нанесения покрытия на длинномерные изделия, содержащее проточную ваннугтячейку с крьшкой, размещенный в ней анод, вьшол- ненный в виде профилей корытообразной формы, заполненных электродным материалом, рабочие поверхности кото- рьк размещены коаксиально изделию, систему подвода и отвода электролита, источник тока и токоподводы, отличающееся тем, что, с целью улучшения качества покрытия путем обеспечения регулирования межэлектродного расстояния по длине изделия, оно снабжено механизмом поворота изделия относительно продольной оси и обоймами дугообразной формы, . установленными в ванне-ячейке, при этом профили анода смонтированы на внутренней поверхности обойм с возможностью установочного перемещения в радиальном направлении. с S (Л ю о 00 00 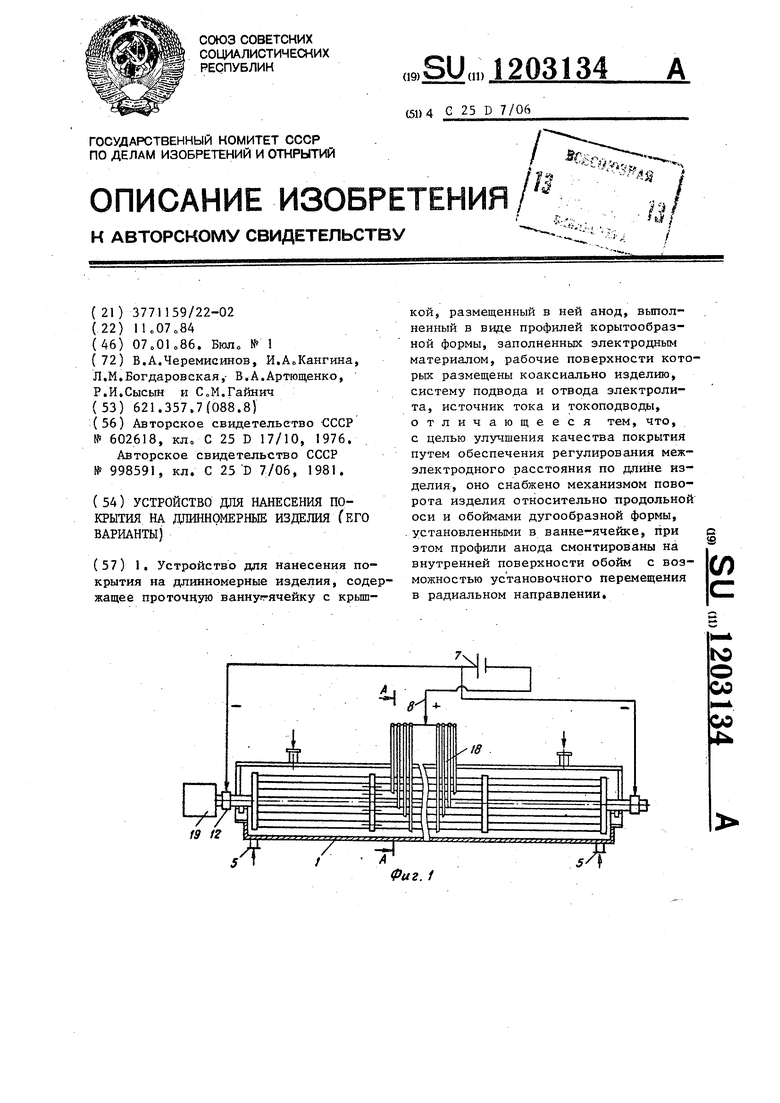
Фигл
| Анодно-струйная ячейка | 1975 |
|
SU602618A1 |
| Устройство для хромирования длинномерных изделий | 1981 |
|
SU998591A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
