(54) .УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЬТГИЙ НА ПРОВОЛОКУ
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 2000 |
|
RU2179103C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ СЕРДЕЧНИКОВ | 1969 |
|
SU415072A1 |
| Устройство для очистки проволоки | 1982 |
|
SU1071403A1 |
| АВТОМАТ ДЛЯ РАЗМАТЫВАНИЯ ТОРООБРАЗНЫХ БУХТ ГЛАДКОЙ ПРУЖИННОЙ ПРОВОЛОКИ И ПОСЛЕДУЮЩЕГО ПРОСТРАНСТВЕННОГО ЕЕ ГОФРИРОВАНИЯ | 1997 |
|
RU2116856C1 |
| Устройство для непрерывного нанесения гальванических покрытий на проволоку | 1972 |
|
SU443112A1 |
| Многошпиндельное размоточное устройство | 1980 |
|
SU994073A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА РУЛОННЫЙ МАТЕРИАЛ | 1995 |
|
RU2105615C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЛАМИНАТОВ | 1989 |
|
RU2041070C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУЧЕНОЙ ПРОВОЛОЧНОЙ СЕТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2067510C1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА ПРЕЦИЗИОННЫЕ МЕТАЛЛИЧЕСКИЕ НИТИ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2751355C1 |
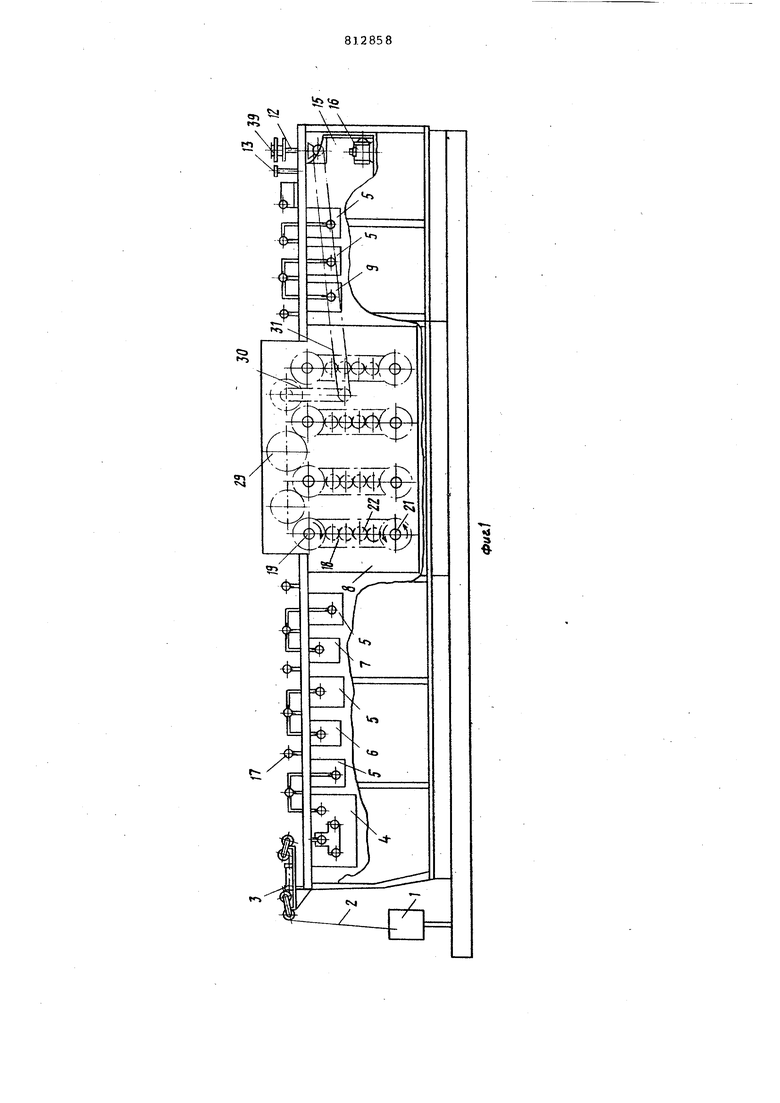
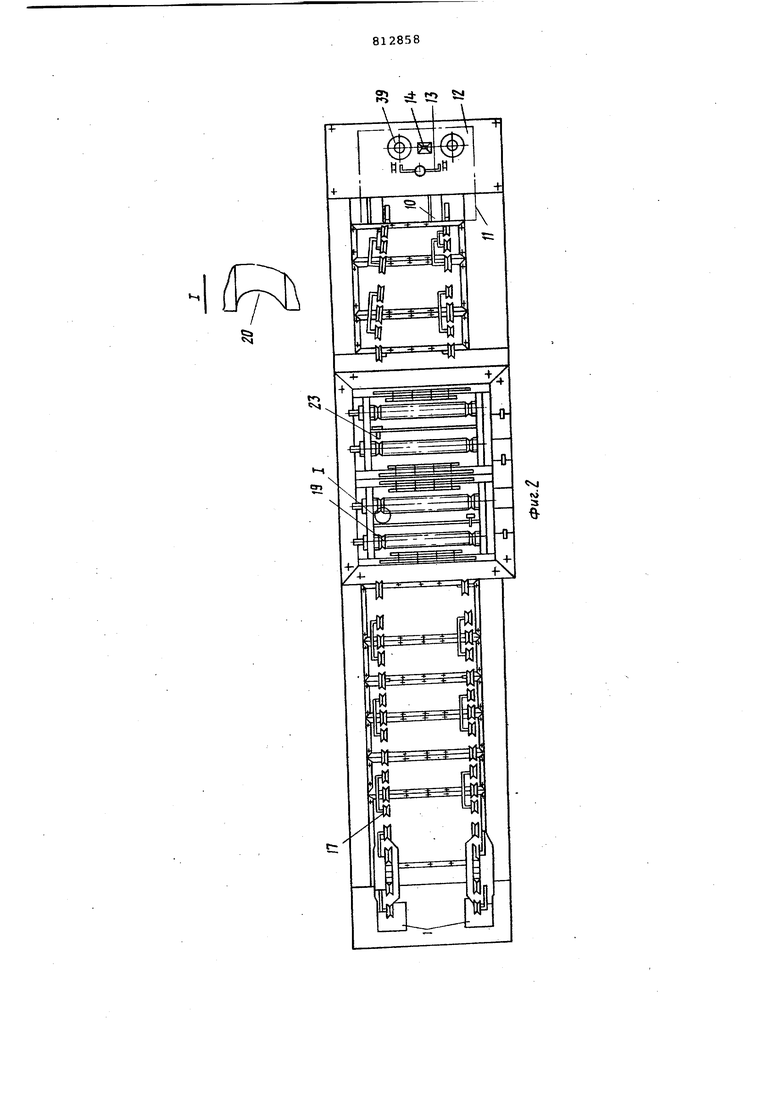
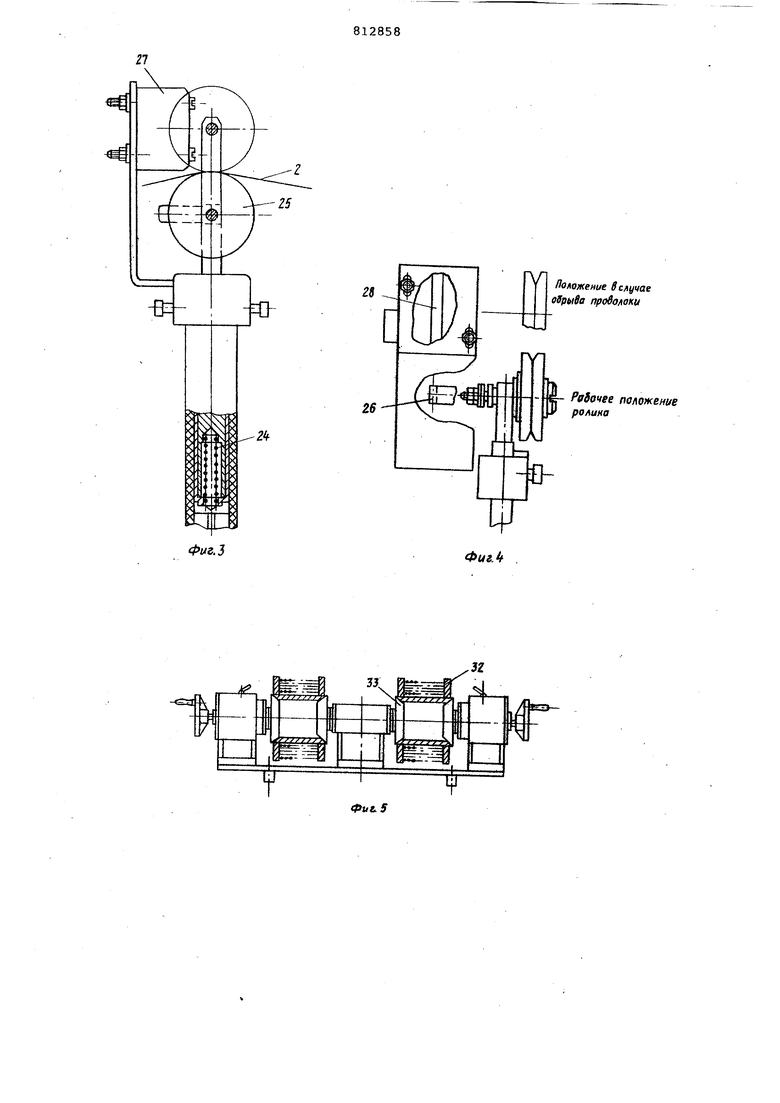
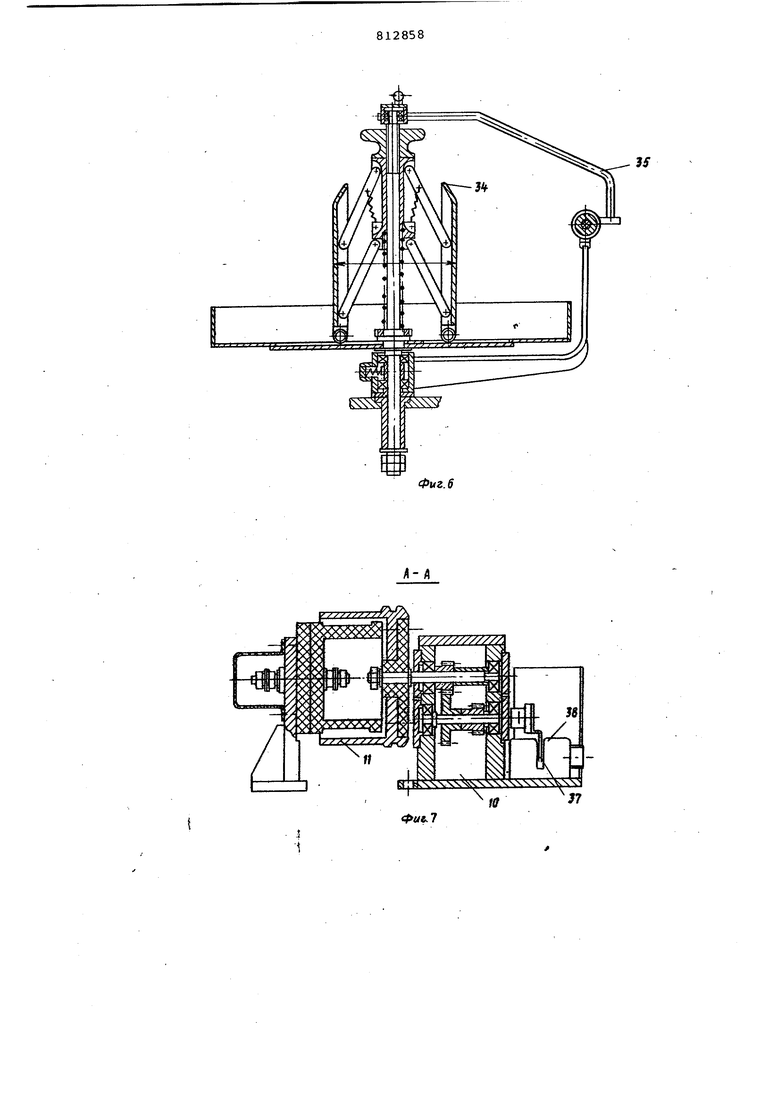
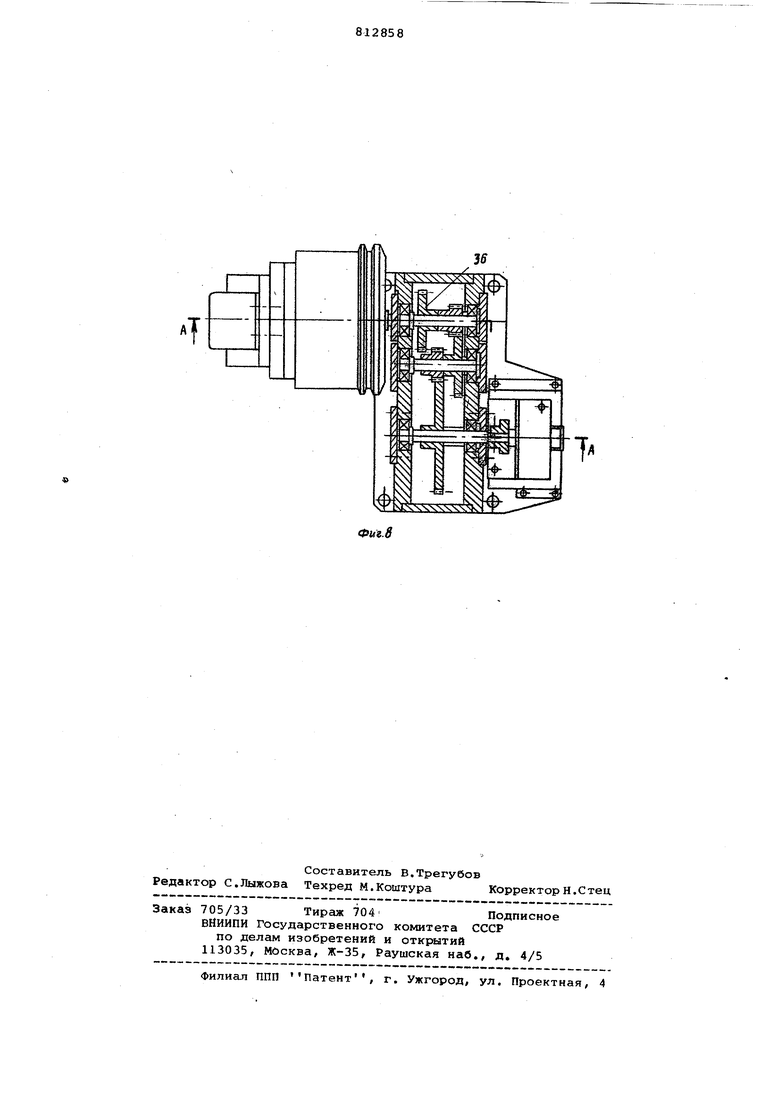
Изобретение относится к гальйано технике, а именно к устройствам для нанесения гальванических покрытий на длинномерный материал, и может найти применение при нанесении галь ванических покрытий на проволоку не прерывньли способом. Известно устройство для непрерыв ного гальванического покрытия прово локи, содержащее узлы подачи и приема проволоки, ванну для покрытия с горизонтально установленными в ней барабанами и направляющие ролики 1 . Устройство обеспечивает изменение направления движения проволоки, однако в силу того, что изменение это постоянно, качество покрытия неудовл творительное, поскольку толщина покрытия неравномерна по длине проволоки. Кроме того, для размещения про волоки по известным способс1М необходимо большое количество валков, что ведет к увеличению габаритов устройства и, как следствие, к удорожению процесса. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для нанесения гальванических покрытий на проволоку, содержащее узлы подачи и приема проволоки, ванны для предварительной обработки и промывки, ванну для покрытия с установленными в ней барабанами с кольцевыми канавками и направляющие ролики. Наличие двух рядов барабанов в ванне для покрытия, кольцевые канавки на барабанах и непрерывный переход проволоки с барабана на барабан уменьшает габариты устройства и способствует повышению качества покрытия 2 . Недостатком известного устройства является сравнительно неоднородное гальваническое покрытие в связи с тем, что проволока постоянно обращена одной стороной к барабанам. Кроме того, острые кромки канавок на барабанах нарущают целостность покрытия. Недостаточны также функциональные возможности, а именно невозможность размотки проволоки из бухты и отсутствие возможности измерения метража проволоки с нанесенным на нее покрытием. Цель изобретения - повышение каестра покрьггия, а также расширение функциональных возможностей устройства. Поставленная цель достигается тёКГ, что устройство снабжено узлом калибрования проволоки, установленным перед ваннами предварительной обработки, а барабаны в ванне для покрытия установлены с возможностью вращения во взаимно противоположных направле,ниях. При этом узел приема проволоки выполнен со счетным механизмом и обогреваемым роликом, а кольцевые канавки на барабанах имеют асимметричную седловидную форму. На фиг, 1 показана принципиальная схема устройства; на фиг. 2 - то же, вид сверху; на фиг. 3 - блокирующее устройство; на фиг. 4 - то же, вид слева; на фиг. 5 - устройство для ра мотки с катушек; на фиг. б - устройство для размотки из бухты; на фиг. 7 и 8 - счетный механизм с обогреваемым роликом (в двух проекциях). Устройство (см. фиг. 1 и 2) состоит из сменных размоточных устройст 1, позволяющих разматывать медную пр волоку 2, как с катушек, так и из бухт, узла 3 калибрования, состоящег из ряда последовательно расположенны фильер с уменьшением сечения отверстия от фильеры к фильере, ванны 4 электрохимического обезжиривания, ванн 5 промывочных, ванны б травлени . ванны 7 предварительного покрытия, ванны 8 электрохимического нанесения покрытия, ванны 9 улавливания, счетн механизмов 10 с обогреваемыми роликами 11 для подсушивания проволоки 2 после нанесения на нее покрытия. Кроме того, устройство содержит узлы 12 приема проволоки, в которые входят счетные механизмы 10 с обогреваемыми роликами 11, механизм 13 рядовой укладки, сушильное воздушное устройство 14, привод 15 с электродвигателем 16, имеющим возможность бесступенчатого изменения скорости вращения, поскольку при пуске во из бежание обрыва проволоки 2 необходи ма малая частота вращения, которая тем плавно увеличивается. Ролики 17 служат для направления проволоки 2 из одной ванны в другую. Ванна 9 электрохимического нанесения покрытия содержит четыре блока 18, каждый из которых состоит из верхнего барабана 19 с кольцевыми канавками 20 1Г нижнего барабана 21 с кольцевы ми канавками 20. Барабаны 19 и 21 установлены с возможностью вращения в разные стороны за счет четного количества паразитных шестерен 22 между ними, что обеспечивает переме щение проволоки на барабанах и межд ними восьмеркой. Это значительно повышает качество покрытия. Для обеспечения легкого схода проволоки 2 с барабана на барабан без повреждения покрытия кольцевые канавки 20 имеют асимметричную седловидную фор му, В ванне .8 установлены блокирово ные устройства 23, служащие для отключения электродвигателя 16 при обрыве проволоки 2. Блокировочное устройство 23 (см. фиг. 3 и 4) состоит из пружины 24, ролика 25 с флажком 26 и бесконтактного датчика 27 с пазом 28. В ванне 8 (см. фиг. 1) установлена система шестерен 29 для передачи движения барабанам 19 и 21 от привода 15 посредством цепных передач. 30 и 31. Размоточные устройства 1 выполнены сменными: для размотки проволоки с катушек (фиг. 5), для размотки проволоки из бухт (фиг.6). Размоточное устройство (фиг. 5) содержит для зажима катушек 32 конусы 33, установленные в подшипниках каения. Размоточное устройство (фиг.6) содержит для крепления бухт (на фиг. б не показаны) разжимные планки 34 водило 35 для размотки проволоки. стройство служит для размотки бухт диаметрами отверстий 120-245 мм. Счетный механизм 10 с обогреваемым оликом 11 (фиг. 7 и 8) состоит из системы шестерен 36,флажка 37 и бескон.ктного датчика 38.Для намотки прово-, „„„.. ::„„ „..,;:„ „ „„„ локи 2 после нанесения на нее покрлтия служат две катушки 39 (фиг. 1 и 2). При включении электродвигателя 16 (фиг. 1 и 2) движение через привод 15, цепные передачи 30 и 31, систему шестерен 29, паразитные шестерни 22 передается барабанам 19 и 21 (с кольцевыми канавками 20) блоков 18. Привод 15 передает также вращательное движение катушкам. 39 намоточного устройства 12 и возвратно-поступательное движение механизму 13 рядовой укладки проволоки2. Проволока 2, предварительно запасованная в два ручья во все исполнительные механизмы, начинает разматываться с размоточных устройств 1, проходит узел 3 калибрования, ролики 17, ванны 4-9, блокировочное устройство 23, обогреваемый ролик 11 счетного механизма 10, сушильное воздушное устройство 14, механизм рядовой укладки 13 и наматывается на катушки 39. При обрыве проволоки 2 для быстрой остановки устройства пружина 24 (см. фиг. 3 и 4) поднимает ролик 25 и тот флажком 26 входит в паз 28 бесконтактного датчика 27. При работе с проволокой 2, поставляемой в катушках 32 (фиг. 5) , конусы .33 зажимают катушки 32 и при размотке проволоки вращаются в подвиипниках качения. При работе спроволокой, поставляемой в бухтах, разжимные Планки 34 (фиг 6) закрепляют бухты с проволокой, а водило 35 разматывает проволоку. При прохождении проволокой обогреваемого ролика 11 счетного механизма 10 (фиг.7 и 8) через систему шестерен 36 вращается вал флажка 37, который делает один оборот за то время, пока проволока проходит 10 м. При каждом обороте флажок 37 подает сигнал через бесконтактный датчик 38 электрон ному счетчику, установленному на пульте управления. Положительным эффектом изобретени является повышение качества покрытия за счет калибрования, упрочнения про волоки и механического снятия загряз ;нений с нее в фильерной системе, за счет криволинейных канавок асимметрич ной седловидной формы,не повреждающих покрытие, и за счет вращения барабанов в ванне для покрытия во взаимно противоположных направлениях, что позволяет проволоке перемещаться, так называемой, восьмеркой. Такое дв жение проволоки существенно экономит материал покрытия, а при нанесении гальваническим путем серебрянного по крытия снижает расход серебра. Положительным эффектом устройства является также расширение его функционал ных возможностей: узел подачи проволоки выполнен в виде комплекта сменных размоточных устройств, позволяющих наносить покрытие на проволоку, поступающую как в катушках, так и в бухтах, узел приема проволоки снабжен счетным механизмом с обогреваемым роликом, устройство снабжено узлом калибрования в виде последовательно расположенных фильер. Формула изобретения 1.Устройство для нанесения гальванических покрытий на проволоку, содержащее узлы подачи и приема проволоки, ванны предварительной обработки и ванну для покрялтия с установленными в ней барабанами с кольцевыми- канавками и направляющие ролики, отличающееся тем, что, с целью повышения качества покрытия, оно снабжено узлом калибрования проволоки, установленным перед ваннами предварительной обработки, а барабаны в ванне для покрытия установлены с возможностью вращения во взаимно противоположных направлениях. 2.Устройство по п. 1, отличающееся тем, что узел приема проволоки выполнен со счетным механизмом и обогреваемым роликом. 3.Устройство по п. 1и2, отличающееся тем, что кольцевые канавки на барабанах имеют асимметричную седловидную форму. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 59788, кл. С 25 D 7/06, 1941. 2.Авторское свидетельство СССР 443112, кл. С 25 D 7/06, 1970.
t
sj
11
-24
3 -i Ь
Положение в случае оЯрыва /доволоки
Рабочее положение ролика
Ф
3S
