Изобретение относится к способам обработки поверхности поликристаллических алмазов, полученных методом химического осаждения из газовой фазы, и может быть использовано для производства элементов микроэлектроники, силовой оптики лазеров с высокой мощностью излучения, деталей топливной аппаратуры двигателей внутреннего сгорания и многих других изделий, работающих в условиях повышенного трения и износа.
Известны многочисленные способы полирования поверхности поликристаллического алмаза: механическое абразивное полирование, полирование путем испарения или сублимации поверхности, полирование при помощи химических реакций, лазерное, плазменное полирование, механохимическое полирование и другие.
Так, известен способ шлифовки и полировки минеральных объектов, описанный в изобретении RU 95121661, МПК В24В 1/00, опубликован 27.11.1997, в соответствии с которым шлифуемую поверхность алмаза сначала насыщают водородом, а затем в процессе шлифовки используют химический активатор шлифовки, способный при нагревании генерировать локальную экзотермическую реакцию или реакцию, приводящую к химическому разрушению поверхности. Данный способ сложен в практической реализации, так как требует наличия специального оборудования для создания пучка быстрых протонов или атомов водорода и выполняющего растровую строчную развертку пучка с модуляцией его интенсивности или скорости развертки по заданному изображению.
Известен способ плазмохимической полировки алмаза (патент США №6517688 В2, кл. МПК С23С 14/00, С23С 14/32, опубликован 11.04.2002), при котором полировка алмаза осуществляется в плазме постоянного тока. При такой обработке углерод переходит в газообразное состояние в плазме, содержащей водород. Достоинством данного способа является возможность обработки весьма тонких пленок покрытия изделия из-за крайне невысоких скоростей съема (1-2 мкм/ч). Но данное оборудование отличается низкой производительностью, а используемое для осуществления данного способа оборудование является дорогостоящим и сложным в применении.
Известен способ термохимической полировки алмазных пластин (RU 2483856, МПК В24В 37/04, В24В 1/00, опубликован 10.06.2013), при котором осуществляют безабразивную полировку поверхности алмазных поликристаллических пластин трением путем взаимодействия поверхности пластин с вращающимся контртелом. Последнее изготавливают из керамики или кварца, которые не вступают в реакцию с поверхностью алмазной пластины при температуре полировки. Дополнительно используют ультрадисперсный порошок меди или оксида меди в качестве вещества, инициирующего термохимическую обработку алмаза. Обработку ведут на воздухе или в атмосфере, содержащей не менее 10% кислорода при температуре, превышающей 400°С. Недостатком данного способа является сложность практической реализации, так как обработку необходимо осуществлять в специальных условиях, обеспечивающих присутствие кислорода и ультрадисперсного порошка меди, быстрый износ покрытия, что ограничивает его применении при обработке тонких алмазных пленок, и жесткость инструмента, что ограничивает возможность одновременной обработки нескольких деталей в многоместном приспособлении.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ полирования поверхности поликристаллического алмазного покрытия деталей, полученного методом осаждения из газовой фазы, включающий обработку поверхности покрытия трением путем взаимодействия поверхности покрытия с вращающимся металлическим контртелом (RU 2369473, МПК В24В 1/00, опубликован 10.10.2009 - прототип). Контртело выполнено из упорядочивающегося сплава на основе титана, частота вращения контртела составляет от 3000 до 5000 об/мин при нагрузке от 8 до 12 Н. Непосредственно после осуществления основной обработки проводят дополнительную обработку вращающимся контртелом с частотой от 100 до 200 об/мин при нагрузке от 1 до 5 Н и взаимном смещении контактирующих тел. В процессе обработки контролируют величину коэффициента трения, а дополнительную обработку проводят после скачкообразного увеличения коэффициента трения. Основную и дополнительные обработки повторяют.
Недостатками данного способа являются невозможность обработки покрытия малой толщины из-за высокого съема припуска и низкая производительность из-за многоэтапное™ процесса, а также ограниченной возможности осуществления многоместной обработки деталей на проход из-за наличия даже небольшой разноразмерности обрабатываемых заготовок.
Задачей предполагаемого изобретения является обеспечение возможности полирования поверхности покрытия детали поликристаллическим алмазом малой толщины и повышение производительности обработки.
Техническим результатом является ограничение съема припуска в процессе полировки и обеспечение возможности многоместной обработки деталей на проход.
Поставленная задача обеспечивается тем, что в способе полирования поверхности поликристаллического алмазного покрытия деталей, полученного методом осаждения из газовой фазы, включающего обработку поверхности покрытия трением путем взаимодействия поверхности покрытия с вращающимся металлическим контртелом, в качестве контртела используют металлическую щетку, обрабатываемые детали устанавливают плотно в один ряд и осуществляют их последовательную обработку на проход в прямом и обратном направлениях.
Так как в качестве контртела используют металлическую щетку, то совместно с химико-термической обработкой осуществляется и механическое удаление микронеровностей поверхности, что снижает потребное время обработки и повышает производительность. Так как уменьшается время воздействия контр тела на обрабатываемую поверхность, то уменьшается снимаемый в процессе обработки поверхностный слой, что обеспечивает возможность обработки покрытия малой толщины. Одновременная обработка нескольких заготовок на проход в прямом и обратном направлениях также повышает производительность обработки.
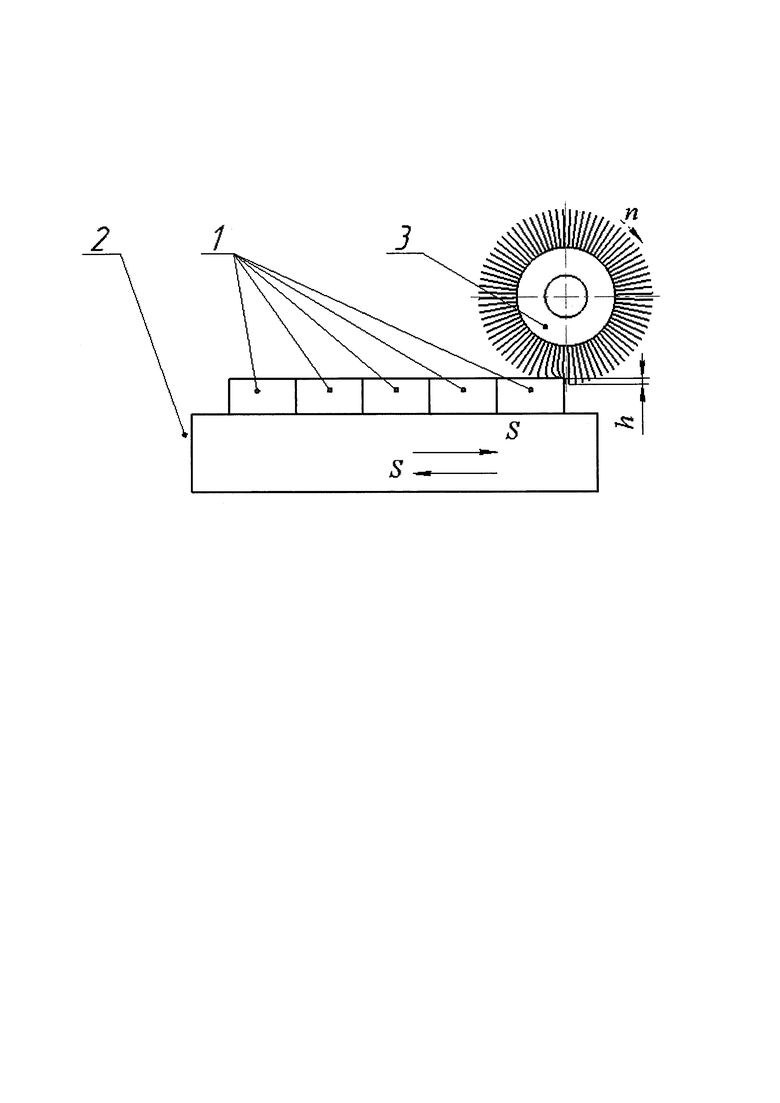
Сущность предлагаемого изобретения поясняется чертежом, где приведена схема обработки.
На чертеже используются следующие обозначения: 1 - обрабатываемые детали; 2 - установочно-зажимное приспособление; 3 - круговая металлическая щетка
Обрабатываемые заготовки 1 плотно устанавливают в установочно-зажимном приспособлении 2. В качестве инструмента используют круговую металлическую щетку 3, изготовленную из химически активного по отношению к алмазу материала, например, сплавов на основе железа, титана, хрома, кобальта, никеля и других.
Круговую металлическую щетку 3 подают по нормали к обрабатываемой поверхности заготовок 1 на глубину h и придают ей вращение от специального привода (не показано) с частотой n. Деталям 1 вместе с приспособлением 2 сообщают подачу S вдоль плоскости обрабатываемой поверхности в сторону круговой металлической щетки 3. После первого рабочего хода осуществляют второй рабочий ход приспособления с подачей S, но в противоположном направлении.
В процессе осуществления способа происходят два взаимосвязанных процесса. На первом рабочем ходе происходит снижение шероховатости обрабатываемой поверхности преимущественно за счет механического скалывания наиболее выступающих вершинок микронеровностей под действием удара щетинок щетки. На втором рабочем ходе происходит дальнейшее снижение шероховатости поверхности до требуемой величины преимущественно за счет графитизации вершинок микронеровностей, которой способствует активизация химического взаимодействия поверхности поликристаллического покрытия с материалом щетки под действием высокой температуры в зоне трения. Такое двойственное воздействие инструмента на обрабатываемую поверхности позволяет в короткое время получить полированную поверхность при малом съеме припуска.
Процесс полировки поликристаллического алмазного покрытия деталей металлической щеткой имеет следующие преимущества по сравнению с полировкой жестким инструментом:
1. Возможна обработка деталей в многоместном приспособлении напроход, так как наличие небольшой разноразмерности деталей не влияет на качество обработки из-за высокой податливости щетинок щетки.
2. При обработке металлической щеткой помимо химикотермической обработки осуществляется механическое удаление (скалывание) наиболее выступающий неровностей, что повышает производительность обработки.
3. Обеспечивается возможность обработки алмазоподобных покрытий небольшой толщины, так как уменьшается время обработки и снижается удаляемый слой припуска.
Пример. Полировке подвергались рабочие поверхности детали «Призма», используемой в механизме топливной аппаратуры дизельных двигателей. На наружной поверхности детали выполнены три равнорасположенные рабочие грани с диаметром описанной окружности 54,8 мм, высота детали составляла 27 мм. На каждую из трех граней на установке DREVA 600 методом парового осаждения в вакуумной камере наносилось тонкопленочное поликристаллическое алмазное покрытие типа «ta-С». Толщина покрытия составляла 2,1-2,3 мкм. Шероховатость поверхности после покрытия находилась в пределах Ra 0,12-0,18. По техническим условиям на изготовление этих деталей требуемая шероховатость поверхности не должна превышать Ra 0,04, толщина покрытия должна быть не менее 1,7 мкм.
Для полировки деталей в качестве инструмента использовалась круговая стальная щетка диаметром 250 мм. Обработка осуществлялась на заточном станке. Одновременно 7 заготовок устанавливались плотно одна к другой в приспособление на столе станка.
Глубина обработки составляла h=1 мм, частота вращения инструмента n=4000 об/мин, подача приспособления с деталями S=400 мм/мин. Осуществлялся один рабочий ход в прямом направлении и один рабочий ход в обратном направлении.
После обработки шероховатость полированной поверхности составляла Ra 0,036-0,038, машинное время обработки одной заготовки - 0,2 мин. Толщина покрытия находилась в пределах 1,7-1,9 мкм.
Таким образом, предложенный способ полирования поверхности поликристаллических алмазных покрытий, полученных методом осаждения из газовой фазы, обеспечивает решение поставленной задачи - возможность обработки тонкопленочных покрытий и повышение производительности обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2022 |
|
RU2806253C2 |
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2021 |
|
RU2768435C1 |
| Способ полирования цилиндрической поверхности поликристаллического алмазного покрытия деталей | 2022 |
|
RU2806254C1 |
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2020 |
|
RU2749506C1 |
| СПОСОБ ПОЛИРОВКИ АЛМАЗНЫХ ПЛАСТИН | 2011 |
|
RU2483856C2 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТИ ПОЛИКРИСТАЛЛИЧЕСКИХ АЛМАЗОВ | 2008 |
|
RU2369473C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ АЛМАЗА | 2015 |
|
RU2593641C1 |
| ИНСТРУМЕНТ С АЛМАЗНЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2111846C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ШЛИФОВАНИЯ АЛМАЗНЫХ ПЛЕНОК, ИМЕЮЩИХ ВНЕШНИЙ СЛОЙ ИЗ ПОЛИКРИСТАЛЛИЧЕСКИХ АЛМАЗОВ НА ПОВЕРХНОСТИ ОСНОВАНИЯ | 2015 |
|
RU2640370C2 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛАСТИН ИЗ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ | 1990 |
|
SU1743114A3 |
Изобретение относится к обработке поверхности поликристаллических алмазных покрытий, полученных методом химического осаждения из газовой фазы, и может быть использовано для производства элементов микроэлектроники, силовой оптики лазеров с высокой мощностью излучения, деталей топливной аппаратуры двигателей внутреннего сгорания и других изделий, работающих в условиях повышенного трения и износа. Способ полирования поверхности поликристаллического алмазного покрытия деталей, полученного методом осаждения из газовой фазы, включает обработку поверхности покрытия деталей трением путем взаимодействия поверхности покрытия деталей с вращающимся металлическим контртелом. В качестве контртела используют металлическую щетку. Детали с обрабатываемой поверхностью устанавливают плотно в один ряд и осуществляют последовательную обработку их покрытия на проход в прямом и обратном направлениях. Обеспечивается возможность многоместной обработки деталей на проход и ограничение съема припуска в процессе полирования поверхности упомянутого покрытия. 1 ил., 1 пр.
Способ полирования поверхности поликристаллического алмазного покрытия деталей, полученного методом осаждения из газовой фазы, включающий обработку поверхности покрытия деталей трением путем взаимодействия поверхности покрытия деталей с вращающимся металлическим контртелом, отличающийся тем, что в качестве контртела используют металлическую щетку, а детали с обрабатываемой поверхностью устанавливают плотно в один ряд и осуществляют последовательную обработку их покрытия на проход в прямом и обратном направлениях.
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТИ ПОЛИКРИСТАЛЛИЧЕСКИХ АЛМАЗОВ | 2008 |
|
RU2369473C1 |
| УСТРОЙСТВО, УСТРАНЯЮЩЕЕ НАЛИПАНИЕ, ДЛЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2017 |
|
RU2681065C1 |
| KR 100435368 B1, 10.06.2004 | |||
| WO 1998045090 A1, 15.10.1998. | |||

