Изобретение относится к способам обработки поверхности поликристаллических алмазов, полученных методом химического осаждения из газовой фазы, и может быть использовано для производства режущего инструмента, конических поверхностей деталей микроэлектроники, деталей топливной аппаратуры двигателей внутреннего сгорания и многих других изделий, работающих в условиях повышенного трения и износа.
Известны многочисленные способы полирования поверхности поликристаллического алмаза: механическое абразивное полирование, полирование путем испарения или сублимации поверхности, полирование при помощи химических реакций, лазерное, плазменное полирование, механохимическое полирование и другие.
Известен способ плазмохимической полировки алмаза (патент США №6517688 В2, кл. МПК С23С 14/00, С23С 14/32, опубликован 11.04.2002), при котором полировка алмаза осуществляется в плазме постоянного тока. При такой обработке углерод переходит в газообразное состояние в плазме, содержащей водород. Достоинством данного способа является возможность обработки весьма тонких пленок покрытия изделия из-за крайне невысоких скоростей съема (1-2 мкм/ч). Но данное оборудование отличается низкой производительностью, а используемое для осуществления данного способа оборудование является дорогостоящим и сложным в применении.
Известен способ термохимической полировки алмазных пластин (RU 2483856, МПК В24В 37/04, В24В 1/00, опубликован 10.06.2013), при котором осуществляют безабразивную полировку поверхности алмазных поликристаллических пластин трением путем взаимодействия поверхности пластин с вращающимся контртелом. Последнее изготавливают из керамики или кварца, которые не вступают в реакцию с поверхностью алмазной пластины при температуре полировки. Дополнительно используют ультрадисперсный порошок меди или оксида меди в качестве вещества, инициирующего термохимическую обработку алмаза. Обработку ведут на воздухе или в атмосфере, содержащей не менее 10% кислорода при температуре, превышающей 400°С. Недостатком данного способа является сложность практической реализации, так как обработку необходимо осуществлять в специальных условиях, обеспечивающих присутствие кислорода и ультрадисперсного порошка меди, быстрый износ покрытия, что ограничивает его применении при обработке тонких алмазных пленок, и жесткость инструмента, что ограничивает возможность одновременной обработки нескольких деталей в многоместном приспособлении.
Известен способ полирования поверхности поликристаллического алмазного покрытия деталей, полученного методом осаждения из газовой фазы, включающий обработку поверхности покрытия трением путем взаимодействия поверхности покрытия с вращающимся металлическим контртелом (RU 2369473, МПК В24В 1/00, опубликован 10.10.2009 - прототип). Контртело выполнено из упорядочивающегося сплава на основе титана, частота вращения контртела составляет от 3000 до 5000 об/мин при нагрузке от 8 до 12 Н. Непосредственно после осуществления основной обработки проводят дополнительную обработку вращающимся контртелом с частотой от 100 до 200 об/мин при нагрузке от 1 до 5 Н и взаимном смещении контактирующих тел. В процессе обработки контролируют величину коэффициента трения, а дополнительную обработку проводят после скачкообразного увеличения коэффициента трения. Основную и дополнительные обработки повторяют.
Недостатками данного способа являются невозможность обработки покрытия малой толщины из-за высокого съема припуска и низкая производительность из-за многоэтапности процесса, а также ограниченной возможности осуществления многоместной обработки деталей на проход из-за наличия даже небольшой разноразмерности обрабатываемых заготовок.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ полирования поверхности поликристаллического алмазного покрытия деталей, включающего обработку поверхности покрытия трением путем взаимодействия поверхности покрытия с вращающимся металлическим инструментом в виде металлической щетки, перемещающимся вдоль обрабатываемой поверхности (RU 2734612, МПК В24В 1/00, опубликован 21.10.2020 - прототип). Обработке подвергают плоские детали, которые устанавливают плотно в один ряд и осуществляют последовательную обработку их покрытия на проход в прямом и обратном направлениях.
Недостатками данного способа являются ограниченные технологические возможности, так как способ обеспечивает обработку только плоских поверхностей, в частности, ограничена обработка рабочих поверхностей режущего инструмента и тел вращения.
Задачей предполагаемого изобретения является расширение технологических возможностей способа полирования.
Техническим результатом является обеспечение возможности полирования поликристаллического алмазного покрытия рабочей поверхности режущего инструмента в виде тела вращения конической формы.
Поставленная задача обеспечивается тем, что в способе полирования поверхности поликристаллического алмазного покрытия конической рабочей поверхности вращения режущего инструмента, включающего обработку поверхности покрытия трением путем взаимодействия обрабатываемой поверхности покрытия с вращающимся полировальным инструментом в виде металлической щетки, изготовленной из химически активного к по отношению к алмазу материала, полировальный инструмент устанавливают по нормали к обрабатываемой конической рабочей поверхности, а режущему инструменту придают вращение вокруг оси симметрии обрабатываемой поверхности.
Указанная установка полировального инструмента обеспечивает возможность полирования поликристаллического алмазного покрытия передней и задней поверхности режущего инструмента в виде сверл или фрез, а также других поверхностей вращения типа конических поверхностей игл, стержней и т.д. Тем самым решается задача расширения технологических возможностей способа полирования и повышения качества этих обработанных поверхностей деталей.
Сущность предлагаемого изобретения поясняется фиг. 1, где приведена схема обработки.
На фиг. 1 используются следующие обозначения: 1 - полировальный инструмент; 2 - обрабатываемое поликристаллическое алмазное покрытие конической рабочей поверхности режущего инструмента.
Полировальный инструмент 1 изготовлен из химически активного по отношению к алмазу материала, например, сплавов на основе железа, титана, хрома, кобальта, никеля.
Полировальному инструменту 1 придают вращение с окружной скоростью V и осуществляют его поперечную подачу относительно обрабатываемой поверхности режущего инструмента 2 на величину t. Режущему инструменту придают вращение с частотой n вокруг оси симметрии обрабатываемой поверхности. Величину поперечной подачи t полировального инструмента 1 устанавливают такой, чтобы обеспечить его контакт со всей обрабатываемой поверхностью режущего инструмента 2.
Под действием ударов щетинок металлической щетки 1 наиболее выступающие хрупкие вершинки микронеровностей поликристаллического алмазного покрытия 2 скалываются, в результате чего в первые моменты обработки шероховатость поверхности значительно снижается. Затем щетинки начинают скользить по вершинам мелких микронеровностей и скалывание микронеровностей прекращается. Однако в этот момент в результате трения температура в зоне обработки существенно повышается и возникает термохимический процесс графитизации оставшихся после скалывания вершинок зерен, под действием которого обрабатываемая поверхность окончательно полируется.
Окружную скорость V инструмента 1 и величину поперечной подачи t определяют экспериментально из условия, чтобы обеспечить скалывание вершин зерен и чтобы обеспечить возникновение температуры трения около 730-950°С, необходимой для возникновения активного термохимического процесса. Такие условия обычно обеспечиваются при V≥15 м/с и t≥0,5 мм. Так как инструмент устанавливают по нормали к обрабатываемой поверхности, а детали придают вращение вокруг оси симметрии обрабатываемой поверхности, то процесс скалывания вершин зерен и их графитизация осуществляется вдоль всей обрабатываемой поверхности, что обеспечивает полирование этой поверхности. Тем самым решается задача расширения технологических возможностей способа полирования.
Пример. Полированию подвергались рабочие поверхности детали «Сверло» диаметром 14 мм, используемой в качестве режущего инструмента. Сверло изготовлено из твердого сплава, а его рабочие поверхности имеют поликристаллическое алмазное покрытие, полученное на установке DREVA 600 методом парового осаждения в вакуумной камере. Непосредственно после покрытия шероховатость поверхности составляла Ra 0,32 мкм. При такой шероховатости рабочей поверхности режущий инструмент быстро разрушается, в процессе резания возникает повышенное трение, что влечет за собой повышенные затраты энергии, повышенную температуру в зоне резания и снижение качества обработки.
Поэтому поликристаллическое алмазное покрытие рабочей поверхности сверла подвергалось полированию при следующих условиях: В качестве инструмента использовалась стальная дисковая щетка диаметром 200 мм, окружная скорость вращения щетки составляла V=20 м/с, поперечная подача t=2 мм. Полировальный инструмент устанавливали по нормали к обрабатываемой конической поверхности, а режущему инструменту придавали вращение вокруг оси симметрии обрабатываемой поверхности с частотой вращения nd=60 об/мин, время обработки 30 с. После обработки шероховатость поверхности поликристаллического алмазного покрытия конической рабочей поверхности сверла составило Ra 0,07-0,08 мкм., т.е снизилось более чем в 4 раза. Это улучшило товарный вид режущего инструмента и повысило ее стойкость.
Таким образом, предложенный способ полирования поликристаллического алмазного покрытия конической рабочей поверхности вращения режущего инструмента обеспечивает решение поставленной задачи - расширение технологических возможностей способа. Кроме того, повышается качество режущего инструмента, так как улучшается его декоративный вид, повышается его стойкость и снижаются затраты на трение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полирования цилиндрической поверхности поликристаллического алмазного покрытия деталей | 2022 |
|
RU2806254C1 |
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2019 |
|
RU2734612C1 |
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2021 |
|
RU2768435C1 |
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2020 |
|
RU2749506C1 |
| СПОСОБ ПОЛИРОВКИ АЛМАЗНЫХ ПЛАСТИН | 2011 |
|
RU2483856C2 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТИ ПОЛИКРИСТАЛЛИЧЕСКИХ АЛМАЗОВ | 2008 |
|
RU2369473C1 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2336984C2 |
| ИНСТРУМЕНТ С АЛМАЗНЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2111846C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ САПФИРОВЫХ ДЕТАЛЕЙ, САПФИРОВАЯ ПЛУНЖЕРНАЯ ПАРА И НАСОС-ДОЗАТОР НА ЕЕ ОСНОВЕ | 2012 |
|
RU2521129C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2019 |
|
RU2716561C1 |

Изобретение относится к способам обработки поверхности поликристаллических алмазов, полученных методом химического осаждения из газовой фазы, и может быть использовано для производства режущего инструмента, конических поверхностей деталей микроэлектроники, деталей топливной аппаратуры двигателей внутреннего сгорания и многих других изделий, работающих в условиях повышенного трения и износа. Способ включает обработку поверхности покрытия трением путем взаимодействия обрабатываемой поверхности покрытия с вращающимся полировальным инструментом в виде металлической щетки, изготовленной из химически активного по отношению к алмазу материала. Полировальный инструмент устанавливают по нормали к обрабатываемой конической рабочей поверхности. Режущему инструменту придают вращение вокруг оси симметрии обрабатываемой поверхности. Обеспечивается возможность полирования поликристаллического алмазного покрытия рабочей поверхности режущего инструмента и других деталей вращения, повышается качество обработанных поверхностей деталей. 1 ил.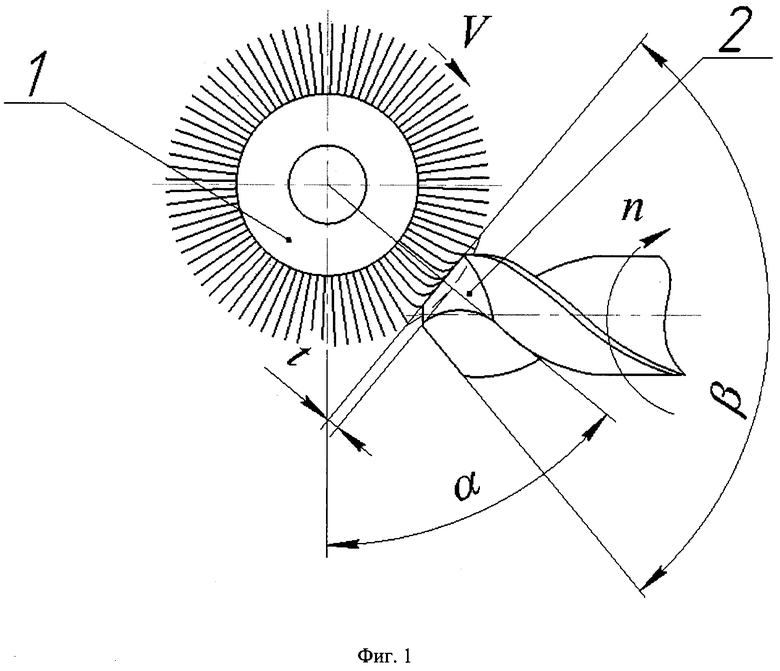
Способ полирования поверхности поликристаллического алмазного покрытия конической рабочей поверхности вращения режущего инструмента, включающий обработку поверхности покрытия трением путем взаимодействия обрабатываемой поверхности покрытия с вращающимся полировальным инструментом в виде металлической щетки, изготовленной из химически активного по отношению к алмазу материала, отличающийся тем, что полировальный инструмент устанавливают по нормали к обрабатываемой конической рабочей поверхности, а режущему инструменту придают вращение вокруг оси симметрии обрабатываемой поверхности.
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2019 |
|
RU2734612C1 |
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2020 |
|
RU2749506C1 |
| Способ наружного шлифования конических изделий | 1956 |
|
SU105412A1 |
| САНИТАРНЫЙ ЧЕХОЛ | 1995 |
|
RU2114593C1 |
