Изобретение относится к способам обработки поверхности поликристаллических алмазов, полученных методом химического осаждения из газовой фазы, и может быть использовано для производства мелких элементов микроэлектроники и другой техники, работающей в условиях повышенного трения и износа.
Известны многочисленные способы полирования поверхности поликристаллического алмаза: механическое абразивное полирование, полирование путем испарения или сублимации поверхности, полирование при помощи химических реакций, лазерное, плазменное полирование, механохимическое полирование и другие.
Так, известен способ шлифовки и полировки минеральных объектов, описанный в изобретении RU 95121661, МПК В24В 1/00, опубликован 27.11.1997, в соответствии с которым шлифуемую поверхность алмаза сначала насыщают водородом, а затем в процессе шлифовки используют химический активатор шлифовки, способный при нагревании генерировать локальную экзотермическую реакцию или реакцию, приводящую к химическому разрушению поверхности. Данный способ сложен в практической реализации, так как требует наличия специального оборудования для создания пучка быстрых протонов или атомов водорода и выполняющего растровую строчную развертку пучка с модуляцией его интенсивности или скорости развертки по заданному изображению.
Известен способ плазмохимической полировки алмаза (патент США №6517688 В2, кл. МПК С23С 14/00, С23С 14/32, опубликован 11.04.2002), при котором полировка алмаза осуществляется в плазме постоянного тока. При такой обработке углерод переходит в газообразное состояние в плазме, содержащей водород. Достоинством данного способа является возможность обработки весьма тонких пленок покрытия изделия из-за крайне невысоких скоростей съема (1-2 мкм/ч). Но данное оборудование отличается низкой производительностью, а используемое для осуществления данного способа оборудование является дорогостоящим и сложным в применении.
Известен способ термохимической полировки алмазных пластин (RU 2483856, МПК В24В 37/04, В24В 1/00, опубликован 10.06.2013), при котором осуществляют безабразивную полировку поверхности алмазных поликристаллических пластин трением путем взаимодействия поверхности пластин с вращающимся контртелом. Последнее изготавливают из керамики или кварца, которые не вступают в реакцию с поверхностью алмазной пластины при температуре полировки. Дополнительно используют ультрадисперсный порошок меди или оксида меди в качестве вещества, инициирующего термохимическую обработку алмаза. Обработку ведут на воздухе или в атмосфере, содержащей не менее 10% кислорода при температуре, превышающей 400°С.
Недостатком данного способа является сложность практической реализации, так как обработку необходимо осуществлять в специальных условиях, обеспечивающих присутствие кислорода и ультрадисперсного порошка меди, быстрый износ покрытия, что ограничивает его применении при обработке тонких алмазных пленок, и жесткость инструмента, что ограничивает возможность одновременной обработки нескольких деталей в многоместном приспособлении.
Известен способ полирования поверхности поликристаллического алмазного покрытия деталей, полученного методом осаждения из газовой фазы, включающий обработку поверхности покрытия деталей трением путем взаимодействия поверхности покрытия деталей с вращающимся металлическим контртелом, отличающийся тем, что в качестве контртела используют металлическую щетку, а детали с обрабатываемой поверхностью устанавливают плотно в один ряд и осуществляют последовательную обработку их покрытия на проход в прямом и обратном направлениях (RU 2734612 С1, опубл. 21.10.2020).
Преимуществом данного способа по сравнению с известными является то, что он может эффективно использоваться при полировании алмазного поликристаллического покрытия малой толщины, так как активно влияет сразу на два «слабых» свойства этого твердого труднообрабатывамого минерала - хрупкость и способность растворятся при высокой температуре в переходном материале типа железа, никеля и других. Под действием высокой скорости удара щетинки металлической щетки скалывают наиболее выступающие хрупкие микронеровности, а затем под действием температуры, возникающей в зоне обработки от ее трения с обрабатываемой поверхностью, осуществляется химико-термическое сглаживание вершин микронеровностей. Этим достигается очень низкие значения шероховатости алмазного поликристаллического покрытия.
Недостатком этого способа является то, что при его осуществлении часто получается невысокое качество обработки из-за неоднородности микрорельефа обработанной поверхности и появления на обработанной поверхности металлических включений. Указанные недостатки связаны с тем, что в случае использования для обработки цилиндрической металлической щетки ее контакт с обрабатываемой поверхностью получается линейным, и в зоне контакта одновременно находится небольшое число щетинок. Поэтому для обеспечения на обрабатываемой поверхности высокой температуры, необходимой для возникновения процесса химико-термической обработки, приходится использовать повышенную скорость вращения цилиндрической щетки, что вызывает оплавление кончиков ее щетинок и налипание металла на обрабатываемую поверхность. Кроме того, обработка металлической щеткой затруднительна при обработке поверхностей небольшой площади, так как по краям обработанной детали получаются «завалы», и деталь теряет свою геометрическую форму.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ полирования поверхности поликристаллического алмазного покрытия деталей, полученного методом осаждения из газовой фазы, включающий обработку поверхности покрытия трением путем взаимодействия поверхности покрытия с вращающимся торцом диска, изготовленного из переходного металла (RU 2369473, МПК В24В 1/00, опубликован 10.10.2009 - прототип). Металлический диск выполнен из упорядочивающегося сплава на основе титана, частота вращения диска составляет от 3000 до 5000 об/мин при нагрузке от 8 до 12 Н. Непосредственно после осуществления основной обработки проводят дополнительную обработку вращающимся диском с частотой от 100 до 200 об/мин при нагрузке от 1 до 5 Н и взаимном смещении контактирующих тел. В процессе обработки контролируют величину коэффициента трения, а дополнительную обработку проводят после скачкообразного увеличения коэффициента трения. Основную и дополнительные обработки повторяют.
Недостатками данного способа являются невозможность обработки покрытия малой толщины из-за высокого съема припуска и низкая производительность из-за многоэтапности процесса и необходимости частой правки рабочей поверхности диска из-за его износа.
Задачей предлагаемого изобретения является обеспечение возможности полирования поверхности покрытия детали поликристаллическим алмазом малой толщины и повышение производительности обработки.
Техническим результатом является ограничение съема припуска за счет уменьшения времени химико-термической обработки путем механического скалывания вершин наиболее выступающих микронеровностей и обеспечение возможности самозатачивания рабочей поверхности диска.
Поставленная задача обеспечивается тем, что в способе полирования поверхности поликристаллического алмазного покрытия деталей, полученного методом осаждения из газовой фазы, включающего обработку поверхности покрытия трением путем взаимодействия поверхности покрытия с торцом вращающегося диска, изготовленного из переходного металла, на торцовую поверхность диска наносят диаметрально расположенные пазы, диск поджимают к обрабатываемой поверхности с возможностью плотного прилегания по всей обрабатываемой поверхности, а детали сообщают колебательные перемещения вдоль обрабатываемой поверхности, обеспечивающие самозатачивание рабочей поверхности диска.
Так как на торцовой поверхности диска выполнены диаметрально расположенные пазы, а диск поджимается к обрабатываемой поверхности с возможностью плотного прилегания к этой поверхности, то совместно с химико-термической обработкой осуществляется и механическое удаление наиболее выступающих вершин микронеровностей поверхности, что снижает потребное время обработки и повышает производительность. Так как повышается производительность, то уменьшается время химико-термического воздействия на снимаемый в процессе обработки поверхностный слой, что обеспечивает возможность обработки покрытия малой толщины. Кроме того, сообщение детали колебательные перемещения вдоль обрабатываемой поверхности, обеспечивающих самозатачивание рабочей поверхности диска, также повышает производительность обработки деталей, так как сокращает время на переточку рабочей поверхности диска. Тем самым решается поставленная задача.
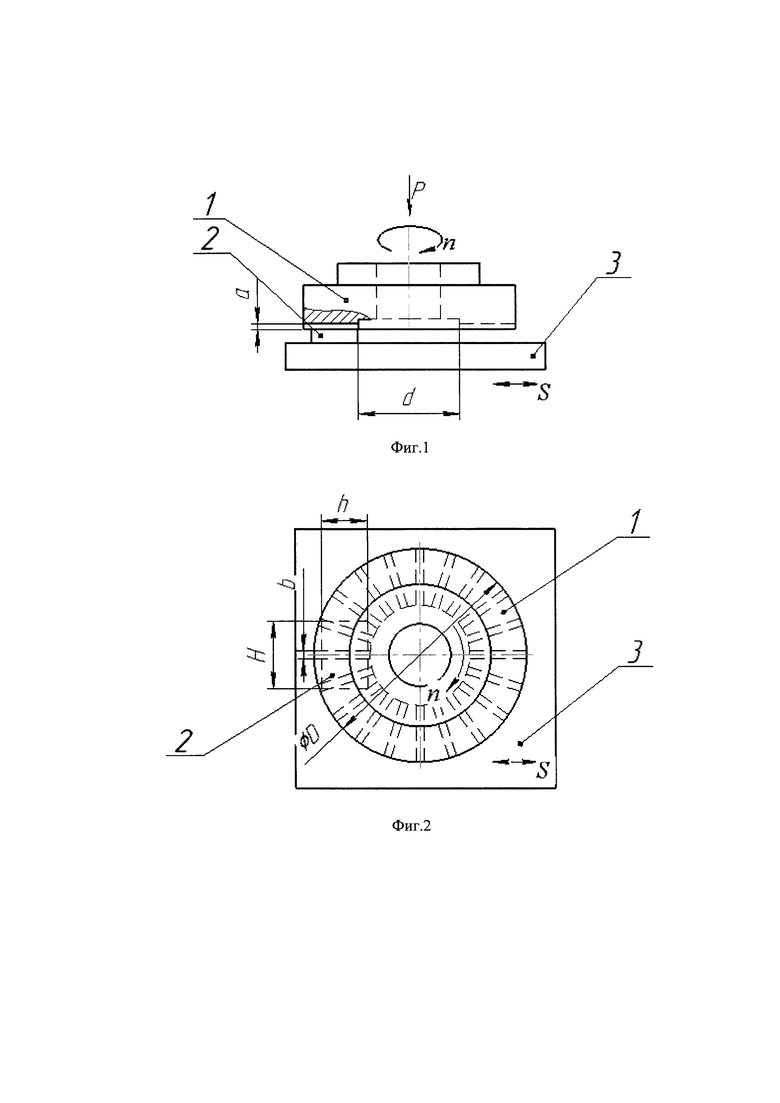
Сущность предлагаемого изобретения поясняется рисунком, где показана схема обработки: на фиг. 1 показан вид сбоку, а на фиг. 2 показан - вид сверху.
На рисунке используются следующие обозначения: 1 - инструмент; 2 - обрабатываемая деталь; 3 - стол станка.
Обрабатываемая деталь 2, имеющая размеры H и h, закрепляется на столе станка 3 и к ней вертикально подводят инструмент 1 в виде диска, изготовленного из переходного металла, химически активного по отношению к алмазу, например, сплавов на основе железа, титана, хрома, кобальта, никеля и других. Инструмент 1 имеет на свой рабочей поверхности диаметрально расположенные пазы шириной b и глубиной а. Размеры инструмента должны быть достаточными для того, чтобы под его рабочей поверхностью полностью разместилась обрабатываемая поверхность. А число диаметрально расположенных пазов на рабочей поверхности инструмента выбирают из условия:

где Н - длина обрабатываемой поверхности, мм; D - наружный диаметр рабочей поверхности инструмента, мм.
При указанном условии в зоне обработки одновременно будет находиться не менее 2-х пазов, что стабилизирует контактные напряжения между инструментом и деталью.
Рабочий инструмент поджимают к обрабатываемой поверхности с силой Р, ему сообщается вращение с частотой n, а столу станка 3 придают возвратно-поступательное движение с амплитудой S.
В процессе осуществления способа происходят два взаимосвязанных процесса: механическое скалывание наиболее выступающих вершинок микронеровностей обрабатываемой поверхности под действием удара о грани пазов, расположенных на рабочей поверхности рабочего инструмента 1, и графитизация вершинок микронеровностей, которой способствует активизация химического взаимодействия поверхности поликристаллического покрытия с материалом рабочего инструмента 1 под действием повышения температуры в зоне трения. Такое двойственное воздействие инструмента на обрабатываемую поверхности позволяет в короткое время получить полированную поверхность при малом съеме припуска. За счет скалывания вершинок микронеровностей резко сокращается время, необходимое на на их графитизацию, что снижает съем припуска и тем самым обеспечивается возможность полирования тонкопленочных покрытий.
В процессе полирования происходит износ рабочей поверхности инструмента. С целью повышения возможности длительной работы инструмента 1 столу станка 3 сообщают возвратно-поступательные движения с амплитудой S, определяемой из соотношения:

где D - наружный диаметр рабочей поверхности инструмента, мм;
d - внутренний диаметр рабочей поверхности инструмента, мм;
h - ширина обрабатываемой поверхности детали, мм.
С одной стороны, при использовании этого соотношения (ограничение справа) сохраняется плоскостность рабочей поверхности инструмента и уменьшается ее линейный износ. Это повышает равномерность удаления припуска и повышает качество обработки, а также увеличивает производительность обработки партии деталей, так как устраняет необходимость частой переточки инструмента. С другой стороны, при возвратно-поступатеном движении стола сохраняется контакт инструмента с обрабатываемой поверхностью детали (ограничение слева).
Для обеспечения равномерности структуры обработанной поверхности соотношение между наружным и внутренним диаметром рабочей поверхности инструмента выбирается из условия:

В этом случае разница в скорости трения инструмента вдоль обрабатываемой поверхности не будет превышать 30%, что обеспечивает достаточно одинаковые условия для скалывания вершин микронеровностей и химико-термического воздействия инструмента на эту поверхность.
Процесс полировки поликристаллического алмазного покрытия деталей предложенным способом имеет следующие преимущества по сравнению с полировкой гладким инструментом (прототипом):
1. Повышение производительности обработки, так как скалывание наиболее выступающих вершин зерен резко снижает время, необходимое для графитизации оставшихся вершинок микронеровностей и достижения требуемой шероховатости поверхности.
2. Обеспечение возможности обработки алмазоподобных покрытий небольшой толщины, так как уменьшается время обработки и снижается удаляемый химико-термической обработкой слой припуска.
3. Повышение качества и производительности обработки за счет обеспечения самозатачивания инструмента и тем самым сокращения времени на его переточку.
Пример. Полировке подвергалась рабочая поверхность детали датчика давления, на которую методом парового осаждения в вакуумной камере наносилось тонкопленочное поликристаллическое алмазное покрытие типа «ta-С». Размер обрабатываемой поверхности Н=25 мм, h=10 мм. Толщина покрытия составляла 2,1-2,3 мкм. Шероховатость поверхности после покрытия находилась в пределах Ra 0,12-0,18. По техническим условиям на изготовление этих деталей требуемая шероховатость поверхности не должна превышать Ra 0,04, толщина покрытия должна быть не менее 1,7 мкм.
Для полировки деталей в качестве инструмента использовался диск, изготовленный из интерметаллида Ti3Al. Наружный диаметр рабочей поверхности инструмента принимаем равным D=150 мм. Тогда в соответствии с формулой (3) d≥0,7⋅150=105 мм. Принимаем d5=120 мм.
На рабочей поверхности диска наносим диаметрально расположенные пазы в количестве (1):
Принимаем С=35 шт.
Проверяем целиком ли размещается обрабатываемая поверхность детали под рабочей поверхностью инструмента, используя неравенство:

Подставляя в это неравенство известные значения, получим:

Так как z>0, то обрабатываемая поверхность полностью размешается под рабочей поверхностью инструмента.
Находим амплитуду возвратно-поступательного движения стола (2):

7,5≥S≥5 мм.
Принимаем S=6 мм.
При установки детали проверяем, чтобы выбег инструмента за обрабатываемую поверхность при возвратно-поступательном движении стола был примерно одинаков в обе стороны.
Сила поджима инструмента к обрабатываемой поверхности, определяемая экспериментально, составляет Р=5 Н, частота вращения инструмента составляет n=2000 об/мин, частота возвратно-поступаетльного движения стола составляет 120 дв. ход/мин.
После обработки шероховатость полированной поверхности составляла Ra 0,036 -0,038, машинное время обработки одной заготовки - 0,3 мин. Толщина покрытия находилась в пределах 1,7-1,9 мкм. Таким образом, предложенный способ полирования поверхности поликристаллических алмазных покрытий, полученных методом осаждения из газовой фазы, обеспечивает решение поставленной задачи - возможность обработки тонкопленочных покрытий и повышение производительности обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2019 |
|
RU2734612C1 |
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2020 |
|
RU2749506C1 |
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2022 |
|
RU2806253C2 |
| Способ полирования цилиндрической поверхности поликристаллического алмазного покрытия деталей | 2022 |
|
RU2806254C1 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2336984C2 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛАСТИН ИЗ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ | 1990 |
|
SU1743114A3 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ САПФИРОВЫХ ДЕТАЛЕЙ, САПФИРОВАЯ ПЛУНЖЕРНАЯ ПАРА И НАСОС-ДОЗАТОР НА ЕЕ ОСНОВЕ | 2012 |
|
RU2521129C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| СПОСОБ ПОЛИРОВКИ АЛМАЗНЫХ ПЛАСТИН | 2011 |
|
RU2483856C2 |
| СПОСОБ ПОЛИРОВАНИЯ ПОЛУПРОВОДНИКОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2295798C2 |
Изобретение относится к способам обработки поверхности поликристаллических алмазов, полученных методом химического осаждения из газовой фазы, и может быть использовано для производства мелких элементов микроэлектроники и другой техники, работающей в условиях повышенного трения и износа. Способ включает обработку поверхности покрытия трением путем взаимодействия поверхности покрытия с торцом вращающегося диска, изготовленного из переходного металла. Используют диск, на торцевой поверхности которого выполнены диаметрально расположенные пазы. Диск поджимают к обрабатываемой поверхности с возможностью плотного прилегания по всей обрабатываемой поверхности. Детали сообщают колебательные перемещения вдоль обрабатываемой поверхности, обеспечивающие самозатачивание рабочей поверхности диска. Обеспечивается возможность полирования поверхности покрытия детали поликристаллическим алмазом малой толщины и повышение производительности обработки. 1 пр., 2 ил.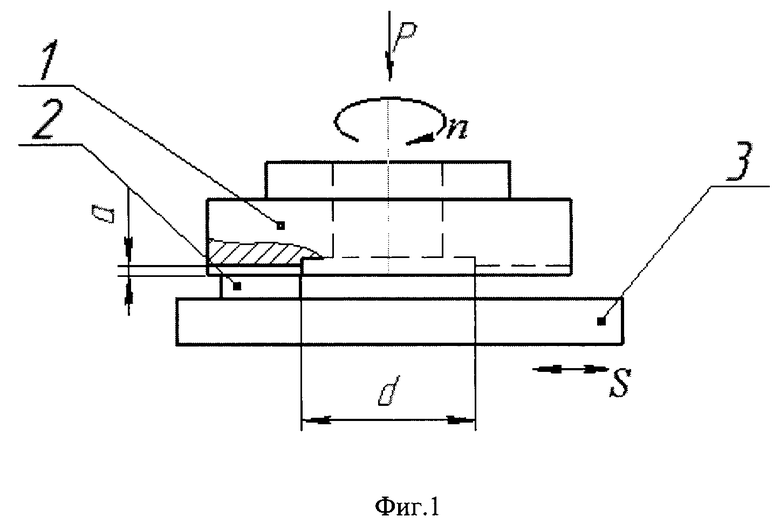
Способ полирования поверхности поликристаллического алмазного покрытия деталей, полученного методом осаждения из газовой фазы, включающий обработку поверхности покрытия трением путем взаимодействия поверхности покрытия с торцом вращающегося диска, изготовленного из переходного металла, отличающийся тем, что на торцовой поверхности диска выполняют диаметрально расположенные пазы, диск поджимают к обрабатываемой поверхности с возможностью плотного прилегания по всей обрабатываемой поверхности, а детали сообщают колебательные перемещения вдоль обрабатываемой поверхности, обеспечивающие самозатачивание рабочей поверхности диска.
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТИ ПОЛИКРИСТАЛЛИЧЕСКИХ АЛМАЗОВ | 2008 |
|
RU2369473C1 |
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2019 |
|
RU2734612C1 |
| Способ обработки алмазных материалов | 2020 |
|
RU2743078C1 |
| Способ получения аденина | 1975 |
|
SU517594A1 |

